SPC统计过程控制报告
SPC工作总结
SPC工作总结
近期,我在公司的SPC(统计过程控制)工作中取得了一些重要的成果,我想
通过这篇文章来总结一下我的工作成果和经验收获。
首先,我在SPC工作中加强了对数据的分析和挖掘能力。
通过对生产过程中
的数据进行分析,我成功地发现了一些生产过程中的潜在问题,并且及时采取了相应的措施,有效地避免了一些潜在的质量问题。
同时,我也通过对数据的挖掘,找到了一些潜在的改进空间,为生产过程的持续改进提供了重要的支持。
其次,我在SPC工作中加强了对生产过程的监控和控制能力。
通过对生产过
程中的关键参数进行实时监控,我成功地提前发现了一些潜在的生产问题,并且及时采取了相应的措施,有效地避免了一些潜在的生产事故。
同时,我也通过对生产过程的控制,提高了生产过程的稳定性和可靠性,为公司的生产提供了重要的支持。
最后,我在SPC工作中加强了对团队合作和沟通的能力。
通过与生产部门和
质量部门的密切合作,我成功地将SPC工作与生产管理和质量管理相结合,为公
司的整体运营提供了重要的支持。
同时,我也通过与同事的良好沟通,有效地提高了团队的协作效率,为公司的整体发展提供了重要的支持。
通过这段时间的SPC工作,我不仅取得了一些重要的成果,也积累了一些宝
贵的经验,我相信这些经验将对我的未来工作产生重要的影响。
我将继续努力,不断提高自己的SPC工作能力,为公司的发展做出更大的贡献。
2024年统计过程控制SPC学习与总结范文

2024年统计过程控制SPC学习与总结范文统计过程控制(Statistical Process Control,SPC)是一种利用统计方法来监控、控制和改进过程稳定性和质量的管理工具。
在现代生产中,SPC在提高产品质量和生产效率方面起着重要的作用。
本文将对2024年统计过程控制学习与总结进行分析和总结。
在2024年,我参加了一门关于统计过程控制的课程,通过课程的学习,我对SPC的原理、方法和应用有了深入的了解。
以下是我对这门课程的学习和总结。
首先,我学习了SPC的基本原理和理论知识。
SPC的核心理念是通过收集和分析过程数据,了解过程的稳定状态和变异情况,从而实现过程的控制和改进。
我学习了统计过程控制的基本概念、控制图的绘制和分析方法,以及控制限的计算和应用。
通过理论课程和实践操作,我对SPC的基本原理和方法有了深入的理解。
其次,我学习了SPC的实际应用。
在课程中,我了解了SPC 在实际生产中的应用场景和方法。
例如,控制图的应用可以帮助生产线监控关键过程参数变化,提前发现异常情况并采取合适的控制措施。
我学习了如何选择和绘制合适的控制图,以及如何根据控制图的分析结果调整生产过程,以达到稳定生产状态和优化产品质量。
此外,课程还介绍了SPC的数据分析方法。
通过学习统计学和质量管理的知识,我掌握了SPC中常用的数据分析技术,如均值与标准差分析、变异性分析、偏差分析等。
这些方法可以帮助我们识别过程中的常见问题,如特殊原因变异和常因变异,从而制定针对性的改进措施。
在实验课程中,我运用这些数据分析技术对所收集的数据进行处理和分析,得出了有关过程稳定性和质量改进的结论。
最后,课程还了解了SPC的软件应用。
随着信息技术的发展,现代SPC通常使用电脑软件进行数据收集、分析和图表绘制。
通过课程的学习,我掌握了SPC软件的使用方法,学会了如何利用软件进行数据输入、图表绘制和分析报告生成。
这极大地提高了数据处理和分析的效率,让SPC在实际应用中更加灵活和便捷。
统计过程控制SPC学习与总结

SPC统计过程控制总结1、均值极差图无论是数据采集时还是日常监控,每个子组数据都应是连续采集的;2、对于R图(包括S图、MR图)判异准则通常只有超出控制限这一条,换句话说就是所要监控的是子组数据是否符合要求;3、对于均值图的判异(包括单值图)不应过于教条于判异准则,要结合过程实际情况(如周期性波动),思考均值图波动的原因以及过程可能会出现的情况;4、控制图只关注于过程是否受控,不与产品特性是否符合规范要求相联系;5、在计算控制图控制限时要视实际情况而定,要判断控制图异常数据产生的原因,仅踢走由特殊原因产生之数据,如果异常原因不可避免应视其为普通原因予以考量(见12);6、Cpk的前提是过程稳定受控,即需先以控制图监控其过程之状态,并排除特殊原因继而达到过程稳定受控,且可计算Cpk;7、判异准则通常不可仅用超出控制限点此一条,至少还应有链,即七点连续上升或下降及中心线一侧,若仅有超出控制限点,不可称其为控制图;8、过度调整即不正常干预,对实际处于统计受控的过程采取措施,将一个变差或错误视为一种特殊原因,但事实上此原因属系统性即为普通原因;9、七点连续上升或下降,通常在5、6点时就应采取措施,已达到对过程的及时控制;10、控制限通常不必做定期调整,但当过程有重大变化之情况,且导致控制限发生永久性变化,则需进行控制限调整;11、单值-移动极差图在日常使用中,每张控制图的第一点应与上张图的最后点相减;12、同5,控制限计算时不一定要把所有的超差(特殊原因)踢出,如果超差是知其原因,且不可避免并可预测,则不应踢出;13、控制图特性的选择应结合关键特性,分析潜在失效原因,且参数有足够代表性,即过程的绝大变差能通过此特性反映出来;14、验收设备所做的Cmk,对具体操作人员没有要求;15、分析异常原因应从“人、机、料、法、环、测”进行分析,“机”通常可最先排除,而原因是“测”的因素可能最多;16、控制图只是一种预测的工具,置信区间以猜大之原则;17、对于非正态分布的过程,可采取中心极限定理之方法,扩大子组n值(均值极差图);。
spc分析报告

SPC分析报告1. 引言SPC是统计过程控制(Statistical Process Control)的缩写,它是一种用于监控和改进过程稳定性和一致性的方法。
通过对过程中的关键指标进行统计分析,可以帮助我们了解过程的性能,并及时采取控制措施,以确保产品或服务的质量达到要求。
本文将基于SPC方法,对一个实际案例进行分析,以展示如何通过SPC来改进过程。
2. 案例描述我们将以一个制造业公司的生产线为例进行分析。
该生产线生产的零件的尺寸是关键指标,需要保证在一定的范围内。
在实际生产中,我们发现尺寸的偏离情况比较严重,需要找出问题所在,以便采取相应的控制措施。
3. 数据收集首先,我们需要收集一定数量的样本数据,以便进行分析。
我们在生产线上连续采集了100个零件的尺寸数据,并将其记录下来。
4. 数据分析接下来,我们将对收集到的数据进行分析。
4.1 数据绘图我们可以先绘制一个控制图,以直观地观察尺寸数据的变化。
markdown python import matplotlib.pyplot as plt导入数据data = [1.2, 1.3, 1.4, …]绘制控制图plt.plot(data, marker=’o’) plt.axhline(y=mean(data), color=’r’, linestyle=’–‘, label=’平均值’) plt.axhline(y=mean(data)+3std(data), color=’g’, linestyle=’–‘, label=’上控制限’) plt.axhline(y=mean(data)-3std(data), color=’g’, linestyle=’–‘, label=’下控制限’) plt.legend() plt.xlabel(’样本编号’) plt.ylabel(’尺寸’) plt.title(’尺寸控制图’) plt.show() ```通过绘制控制图,我们可以看到数据点的分布情况以及是否超出了控制限。
统计过程控制(SPC)案例分析报告
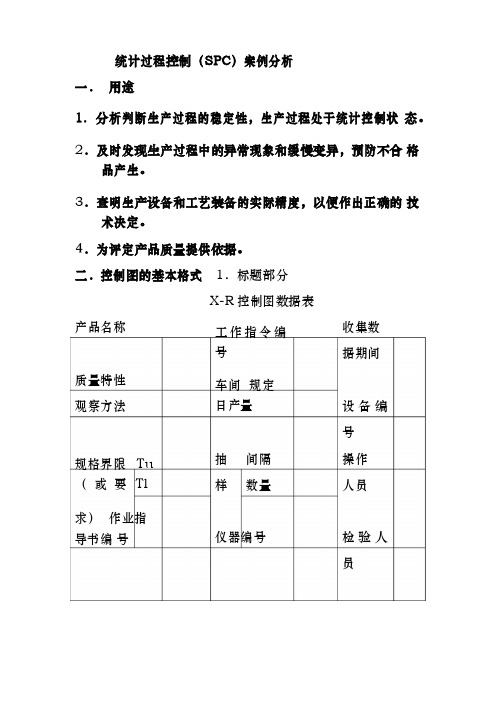
统计过程控制(SPC)案例分析一.用途1.分析判断生产过程的稳定性,生产过程处于统计控制状态。
2.及时发现生产过程中的异常现象和缓慢变异,预防不合格品产生。
3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定。
4.为评定产品质量提供依据。
二.控制图的基本格式1.标题部分X-R控制图数据表产品名称质量特性观察方法工作指令编号车间规定日产量收集数据期间设备编号规格界限Tu (或要Tl 抽样间隔数量操作人员求)作业指导书编号仪器编号检验人员生产过程质量要求日时样本测定值均极差备注期间号X1X2X3X4 X5值XR计算:图:CL=X R图:CL=RUCL=X +A R2UCL=D R4LCL=X -A R2LCL=D R32.控制图部分质量特性U C LCLLCL样本号在方格纸上作出控制图:X R控制图X 图XR 图说明操作人班组长 质量工程师横坐标为样本序号,纵坐标为产品质量特性。
图上有三条平 行线:实线 CL :中心线虚线 UCL :上控制界限线LCL :下控制界限线。
三. 控制图的设计原理1. 正态性假设:绝大多数质量特性值服从或近似服从正态分布。
2. 3 准则:99。
73%。
3. 小概率事件原理:小概率事件一般是不会发生的。
4. 反证法思想。
四. 控制图的种类1. 按 产 品 质 量 的 特 性 分 ( 1 ) 计 量 值(XR , XR , XR S, XS) ~(2)计数值(p,pn,u,c图)。
2.按控制图的用途分:(1)分析用控制图;(2)控制用控制图。
五.控制图的判断规则1.分析用控制图:规则 1判稳准则-----绝大多数点子在控制界限线内(3种情况);规则2判异准则-----排列无下述现象(8种情况)。
2.控制用控制图:规则1规则2每一个点子均落在控制界限内。
控制界限内点子的排列无异常现象。
[案例1]p控制图某半导体器件厂 2 月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合格品率p0.0389,作控制图对其进行控制.数据与p图计算表组号(1)样本量(2)不合格品数不合格品P图的1 28583D(3)25率p(4)0.0240.060UCL(5)0.1020.1034 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 346090809791948555929495818275579167869976933213121137316238180.0500.0220.0130.0310.0110.0210.0120.0110.0320.0850.0400.0180.0660.0300.0350.0800.0130.0860.1140.1000.1040.0980.1000.0990.1020.1170.0990.0990.0980.1030.1030.1060.1160.1000.1100.1010.0970.1050.09926 27 28小计97997623159102900.0930.1000.0260.0980.0970.105[解]步骤一 :预备数据的取得,如上边表所示.步骤二:计算样本不合格品率步骤三:计算p图的控制线p D /n,p D /n 2/85 0.024 i i i 111p D/n 90/23150.0389i iUCL p 3p(1p)/n 0.038930.0389(10.0389)/niCL 0.0389LCL p 3p(1p)/n 0.038930.0389(10.0389)/ni由于本例中各个样本大小ni不相等,所以必须对各个样本分别求出其控制界线.例如对第一个样本n1=85,有UCL=0.102LCL=-0.024此处LCL为负值,取为零.作出它的SPC图形.CL=0.0389 UCLCLLCL[案例2]为控制某无线电元件的不合格率而设计 p 图,生产过程质量要求为平均不合格率≤2%。
SPC统计过程控制
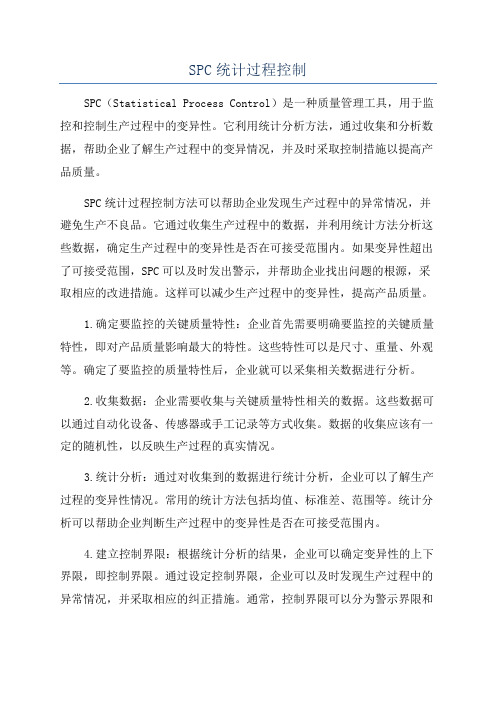
SPC统计过程控制SPC(Statistical Process Control)是一种质量管理工具,用于监控和控制生产过程中的变异性。
它利用统计分析方法,通过收集和分析数据,帮助企业了解生产过程中的变异情况,并及时采取控制措施以提高产品质量。
SPC统计过程控制方法可以帮助企业发现生产过程中的异常情况,并避免生产不良品。
它通过收集生产过程中的数据,并利用统计方法分析这些数据,确定生产过程中的变异性是否在可接受范围内。
如果变异性超出了可接受范围,SPC可以及时发出警示,并帮助企业找出问题的根源,采取相应的改进措施。
这样可以减少生产过程中的变异性,提高产品质量。
1.确定要监控的关键质量特性:企业首先需要明确要监控的关键质量特性,即对产品质量影响最大的特性。
这些特性可以是尺寸、重量、外观等。
确定了要监控的质量特性后,企业就可以采集相关数据进行分析。
2.收集数据:企业需要收集与关键质量特性相关的数据。
这些数据可以通过自动化设备、传感器或手工记录等方式收集。
数据的收集应该有一定的随机性,以反映生产过程的真实情况。
3.统计分析:通过对收集到的数据进行统计分析,企业可以了解生产过程的变异性情况。
常用的统计方法包括均值、标准差、范围等。
统计分析可以帮助企业判断生产过程中的变异性是否在可接受范围内。
4.建立控制界限:根据统计分析的结果,企业可以确定变异性的上下界限,即控制界限。
通过设定控制界限,企业可以及时发现生产过程中的异常情况,并采取相应的纠正措施。
通常,控制界限可以分为警示界限和动作界限。
当数据超出警示界限时,企业需要注意生产过程的变化,可能需要进行调整。
当数据超出动作界限时,企业需要立即采取措施纠正问题。
5.监控生产过程:在设定好控制界限后,企业需要定期监控生产过程中的数据,并与控制界限进行比较。
如果数据超出了控制界限,企业需要及时采取措施进行调整。
这样可以保证生产过程的稳定性,并避免生产过程中的异常情况。
SPC过程能力分析报告

SPC过程能力分析报告SPC(统计过程控制)是一种以统计方法来控制过程稳定性和质量的管理工具。
通过在过程中收集数据并进行统计分析,SPC可以帮助企业识别和纠正过程中的变异,以确保产品或服务的一致性和稳定性。
本篇报告将对公司进行SPC过程能力分析,以评估和改进其过程控制能力。
一、背景介绍本次分析的对象是一家电子产品制造公司,其主要产品为手机电池。
公司希望通过SPC过程能力分析来评估和改进其电池生产过程的稳定性和质量,以提高产品一致性并降低缺陷率。
二、数据收集和分析为了进行SPC过程能力分析,我们收集了公司过去六个月的电池生产数据。
主要数据包括每月产量、每月缺陷数量以及每月质量控制检查结果等。
通过对数据进行统计分析,我们得出了以下结论:1.控制图分析我们使用控制图来分析过程的稳定性。
通过绘制产量、缺陷数量和质量控制检查结果的控制图,我们发现产量的控制图显示过程处于可接受的稳定性范围内,而缺陷数量和质量控制检查结果的控制图则显示过程存在明显的非随机变异。
2.批次分析我们对每个批次的电池进行了分析,发现一些批次的电池存在较高的缺陷率。
通过深入分析这些批次的生产数据和质量控制记录,我们发现生产过程中存在一些固定的问题,如材料供应商质量不稳定和操作员技能不足等。
三、问题原因分析基于数据收集和分析结果,我们对电池生产过程中存在的问题进行了原因分析。
主要问题包括以下几个方面:1.材料质量不稳定一些批次的电池缺陷率较高,部分原因是材料供应商质量不稳定。
为了解决这个问题,公司应该与供应商合作,建立更加稳定的供应链,并定期审核供应商的质量体系。
2.过程操作不规范操作员技能和培训不足是导致缺陷率高的原因之一、公司应该加强对操作员的培训,确保其熟悉操作流程和使用设备的规范。
此外,公司还应该建立标准操作程序,并通过培训和审查来确保操作员按照这些程序进行操作。
3.设备维护不及时设备故障和维护不及时也会导致生产过程的不稳定性和缺陷率的升高。
SPC总结报告
SPC技术总结报告1前言20世纪80年代后期,随着元器件质量和可靠性水平提高到一个新的阶段,传统的评价方法已经越来越不能满足当代高可靠元器件产品的质量水平评价,这就驱使人们寻找新的评价技术。
SPC(统计过程控制)技术就是在此时产生的,它以C PK 技术、SPC技术和PPM技术为基础,将传统的事后检测为主的评价方法更改成事前预防为主,监控生产线各道工序的运行状态,从而有效地保证生产的元器件具有较高的内在质量和可靠性。
因此它的出现迅速得到了普及,得到国际上元器件生产厂家的广泛应用。
1998年我国颁布了“GJB3014-97 电子元器件统计过程控制体系”军用标准以及“GJB 2823-97电子元器件产品出厂平均质量水平评定方法”军用标准。
总装备部也从2005年开始选择部分试点单位实施SPC技术,我公司有幸作为2006年的试点单位之一参入其中。
我公司生产线总体上处于受控状态,但是由于混合集成电路制造过程中的影响因素繁多,参数漂移现象复杂,传统的参数测试和可靠性试验方法已经不能完全适应现代产品质量和可靠性评价的要求。
为了保证高水平的生产线能够在过程稳定受控的条件下持续稳定地生产出质量好、可靠性高的产品,工艺能力评价(C PK)技术和统计过程控制(SPC)技术在我公司生产线上得到逐步应用。
将统计分析方法应用于制造过程控制,将数据转换成过程状态的信息,作为评定、改进和优化过程的依据。
从而实现过程控制和降低过程或其输出的波动,达到持续改进过程能力的目的,使质量管理从质量检验阶段进入到质量控制阶段,对产品质量进行主动的预防控制,它与事后的被动检验相比,可大量降低质量损失,提高产品的质量一致性。
2004年我公司购买了C PK软件,对金丝键合工序中的金丝键合强度实施了C PK 工序能力指数控制技术,金丝键合强度工序能力指数C PK>1.33,达到了预期目标。
工序能力指数(C PK)高代表生产线具备生产质量好、可靠性高的元器件所要求的工艺水平。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Rev. 10
过程的稳定性
March 5, 1999
下图显示多种不稳定过程,控制图能够有助于确 定这些不稳定状态什么时候产生、以及存在于什 么环境。
时 间
Condition
C1:
C2:
C3:
C4:
Time t1:
t2:
t3:
t4:
t5:
t6:
t7:
Mean: SUSTAINED IRREGULAR
SHIFT
1.00
0.00 1
3
5
7
9 11 13 15 17 19 21 23 25LCLs
3.6
GE Appliance Copyright 1999
Statistical Process Control
Rev. 10 March 5, 1999
控制图表
统计过程控制图是由贝尔实验室的Walter shewhart
Statistical Process Control
Rev. 10 March 5, 1999
什么是:统计过程
控制(SPC)
统计 – 基于概率的决策方法。
过程 --所有重复性的工作或步骤。
控制 --监控工序运行。
基于与“t test”假设检验相同的概念进行分析, 能够使我们在出现的问题影响到输出结果之前, 就作出有关工序的决定、采取行动、解决问题。 。
• Sigma的控制极限或极差表示方差在何处显示 差异。
3.7
GE Appliance Copyright 1999
Statistical Process Control
Rev. 10
假设检验?
March 5, 1999
控制图是连续进行的双边检验的图形显示,其中 Ho和Ha定 义如下:
Ho: i
Ha: i
/2 对于3σ限制, = 0.00135 UCLx
X
注意:近似置信度为 99.7%.
LCLx /2
当一个分组的平均值超出了控制图极限范围之外,它 以图形表明样本平均值与历史平均值之间存在差值。
3.8
GE Appliance Copyright 1999
Statistical Process Control
SHபைடு நூலகம்FT
Stdev: CONSTANT CONSTANT
TREND CONSTANT
CONSTANT DECREASED
Copyright 1995 Six Sigma Academy, Inc.
均值/方差
C5:
IRREGULAR IRREGULAR
不稳定过程不存在可预测的表现, 而且稳定的运行状态可能不是持续 不变的。
在1920年开发的,它提供了测量过程的观察值相 与用统计方法计算出的“ 控制极限范围”(期望 值)的图形比较。
• 绘制随时间而变化的表现。
• 一个过程的改变包括平均值和/或方差的改变, 因此我们总是同时绘出平均值以及方差的控制 图(Xbar和S)。
• 平均值的控制极限表示双边假设检验极限,用于 推断观测的样本均值是否发生了变化。
Statistical Process Control
Rev. 10 March 5, 1999
什么时候使用SPC?
• 希望获悉什么信息?
—关键过程变量(X或Y)在随时间变化 吗?(即该过程稳定吗?)
• 如何观察输出变量?
— 基于实时数据、显示过程变化的图表
SPC是一个严密的过程,它要求操作小组积极参 与数据的采集和分析。
Statistical Process Control
Rev. 10 March 5, 1999
Tab 3:
SPC
统计过程 控制
3.1
GE Appliance Copyright 1999
Statistical Process Control
Rev. 10 March 5, 1999
Tab 3: 统计过程控制
•如果在控制图表中出现数据的非随机型态,或当 某一点超出控制极限时,这是表示在你的过程中 出现了可指定来源(特定原因)的变差的明显信 号。
可指定来源变差区域
稳定过程变差区域 (仅存在一般原因变差)
3.9
GE Appliance Copyright 1999
Statistical Process Control
Rev. 10 March 5, 1999
过程稳定性
• 当过程输出值仅包括一般原因变差时,该过程被 认为是稳定的。
•分组平均值和方差的测量值介于它们的控制极限 范围之内,且未显示出存在可指定来源(特定原 因)变差的证据。
6个西格玛与 SPC
6 个西格玛质量的重点是将控制范 围转移到工序的上游,以充分利用 对工序输入变量特征(关键X)的 控制
Y
X
控制图表应用于 过程变量; 自变量; 设计变量 X1, X2,..., Xk
提高因变量的稳定性, 响应值 Y1,Y2,..., Ym
3.4
GE Appliance Copyright 1999
当过程失控时,SPC将发 出信号,你的任务是找出 失控的原因,然后进行修 正,确保问题不再发生。
当处于稳定状态的工序变差已 经被外界可指定原因所影 响时,SPC发出信号。
3.3
GE Appliance Copyright 1999
Statistical Process Control
Rev. 10 March 5, 1999
3.5
GE Appliance Copyright 1999
Statistical Process Control
Rev. 10 March 5, 1999
控制图表包含内容
X Bar 图表
102.00 101.00
UCL
控制上限
100.00 99.00 98.00
X
LCL
Avg
LCL-A 总平均中心线
Avg-Gd UCL-A
97.00
96.00 1
失控状况,记录
采取的修复行为
3 5 7 9 11 13 15 17 19 21 23 25
控制下限
样本/分组(按时间排序)
Sigma 图表
7.00
6.00
UCLs
5.00
Range
4.00
LCL-R
3.00
AVG-R 平均Sigma 中心线
s
2.00
UCL-R
目的
介绍统计过程控制的概念
目标
1. 能够使用“XBar和S图表”进行连续数据分析。 2. 能够使用“p”控制图表进行离散数据分析。 3. 能够确定每一种图表类型的控制极限范围。 4. 能够对图表进行解释并确定工序什么时候处于失控状
态。 5. 能够解释依据图表信息采取措施的重要性。
3.2
GE Appliance Copyright 1999