板材展开计算(冲压)
拉伸冲压件展开计算公式

拉伸冲压件展开计算公式拉伸冲压是一种常见的金属加工工艺,通过在金属板材上施加拉力和冲压力,使得金属板材产生塑性变形,从而形成所需的形状和尺寸。
在拉伸冲压过程中,展开计算是非常重要的一环,它可以帮助工程师准确地计算出金属板材在拉伸冲压后的展开尺寸,为后续的加工和装配提供准确的数据支持。
展开计算的核心是展开计算公式,它是通过对拉伸冲压过程中金属板材的变形规律进行分析和推导得到的。
展开计算公式可以根据金属板材的材料性质、厚度、拉伸和冲压力等参数来确定,它可以帮助工程师快速准确地计算出金属板材在拉伸冲压后的展开尺寸,从而为工程设计和生产提供重要的参考依据。
拉伸冲压件的展开计算公式通常可以分为两种情况来进行计算,一种是在拉伸冲压过程中金属板材只发生单向拉伸变形,另一种是金属板材在拉伸冲压过程中同时发生了单向拉伸和压缩变形。
下面我们将分别介绍这两种情况下的展开计算公式。
1. 单向拉伸展开计算公式。
在拉伸冲压过程中,如果金属板材只发生了单向拉伸变形,那么展开计算公式可以通过以下公式来计算:L = L0 + α L0 ε。
其中,L0为金属板材在拉伸冲压前的长度,L为金属板材在拉伸冲压后的长度,α为拉伸冲压过程中金属板材的拉伸系数,ε为金属板材的拉伸应变。
从上述公式可以看出,金属板材在拉伸冲压过程中的展开尺寸取决于拉伸前的长度、拉伸系数和拉伸应变。
通过这个公式,工程师可以根据金属板材的具体参数来快速计算出拉伸冲压后的展开尺寸,为后续的加工和装配提供准确的数据支持。
2. 单向拉伸和压缩展开计算公式。
在拉伸冲压过程中,如果金属板材同时发生了单向拉伸和压缩变形,那么展开计算公式可以通过以下公式来计算:L = L0 + α L0 (ε1 ε2)。
其中,L0为金属板材在拉伸冲压前的长度,L为金属板材在拉伸冲压后的长度,α为拉伸冲压过程中金属板材的拉伸系数,ε1为金属板材的拉伸应变,ε2为金属板材的压缩应变。
从上述公式可以看出,金属板材在拉伸冲压过程中的展开尺寸取决于拉伸前的长度、拉伸系数以及拉伸和压缩应变的差值。
五金冲压连续模设计规范产品展开设计

五金冲压连续模设计规范产品展开设计Document serial number【UU89WT-UU98YT-UU8CB-UUUT-UUT108】:产品展开标准文件编号:SB-B0035一.目的推行作业标准化﹐实现模具设计快速统一。
二.适用范围冲模设计三.内容弯曲制品产品展开展开计算标准:1)概算法分为直边部分与弯曲部分,以中立面的长度之和求得的方法。
L=a+b+2πα°(R+λt) /360弯曲形式 R/t λ以下~V形弯曲 ~3~55以上以下 ~~U形弯曲 ~5以上Romanowski的方法(V,U形弯曲共用)R/tλ2)外侧尺寸加算法:弯曲处很多时的计算法是先将外侧尺寸全部加算,从其和减去取决于板厚和弯曲半径两要素的伸长量。
L=(l1+l2+l3+…ln)-﹛(n-1)c﹜n-1……弯曲处数目 C ……伸长补正系数板厚C类别:技术标准制定日期:2002/06/11版次:A共14页第1页产品展开标准文件编号:SB-B00353)卷曲(Romanowski)L=A+B+a (mm) L:胚料长度R/ty4)内侧尺寸计算法对边长之和再加set back值(补正长度值)的方法L=πρ+2R-tρ=R-yt5)收缩凸缘的概算展开尺寸(90°)弯曲a= (R+h)γγ2-h2-R类别:技术标准制定日期:2002/06/11版次:A共14页第2页第一部分:产品展开标准文件编号:SB-B0035γ比R小时a= (R+h)γ-h2-R6)伸长凸缘的概算展开尺寸(90°)弯曲a=R- (R-h)2+γγ2-h2γ比R小时a= R- (R-h)2 +γ-h27)整线加工(hemming) 概算展开尺寸a:凸缘的展开尺寸h1:整缘后的凸缘长度h0:整缘前的凸缘长度t1,t2:板厚8)非90°折弯(3) R=0,θ≠90°λ=T/3L=[A-T*tg(α/2)]+[B-T*tg(α/2)]+ α/180°*πT/3类别:技术标准制定日期:2002/06/11版次:A共14页第3页五金冲压连续模具设计规范五金冲压连续模具设计规范五金冲压连续模具设计规范凯五金冲压连续模具设计规范*****************五金冲压连续模具设计规范五金冲压连续模具设计规范模具工程冲模设计三.内容一. 定义(一).弯曲成形加工金属材料由於受力超过其弹性限度及降伏强度,但低于其极限抗拉强度之应力,使金属板料产生永久变形而得到所要求之尺寸及轮廓形状.(二).中立层(面)金属材料由於弯曲加工式一面(弯曲外侧)受到抗拉应力而另一面(弯曲内侧)受到压缩应力,因此在材料板厚某处所受之应力为零,此零应力之平面为中立层(面)(Netural Plane)(三).展开计算依据由於中立轴线受到零应力,此其长度等於原始胚料之长度,边是作为胚料尺寸展开之基准,中立轴线之位置则视材料种类﹑特性机弯曲内侧板与板厚比而不同﹒中立轴位置之测定,一以金属板料弯曲内侧为基准,亦即位於从弯曲内侧板厚中心处之某处一距离,此位置约是板厚30~50%(图二﹒弯曲成形加工之种类(1).V形或形弯曲加工(图(2).U形弯曲加工(图(3).Z形弯曲加工(图(4).弯缘加工(Hermming)(图(5).卷缘加工(Curing)(图类别:技术标准制定日期:2002/06/11版次:A共14页第9页五金冲压连续模具设计规范展开计算标准(弯曲成形)概论篇之二文件编号:SB-B0035五金冲压连续模具设计规范五金冲压连续模具设计规范模具工程冲模设计三.内容(9)卷缘加工(侧推)L=*T*r+R-T r=r-λ*Tλ之数值表(软钢板)R/T之值以上Λ之值(10)卷缘加工(上压)1>L=L1+C2>L1=π*r+R-Tr=R-λ*T3>C=T/4*2*π*1/4=λ之数值表(同上)(11)冲切弯曲之冲切宽度W=H-X(setback)*冲切弯曲冲头之R=T*r最小值为零T(mm)X(12)综合计算如图:L= 料内+料内+补偿两=A+B+C+D+E+F+﹝(AA+BB+CC+DD+EE) 补偿量﹞λ之数值表AA: λ=T/3BB: λ=T/3CC: λ=T/3DD: λ=T/3EE: λ=T/3类别:技术标准制定日期:2002/06/11版次:A共14页第12页五金冲压连续模具设计规范展开计算标准(弯曲成形)限制篇文件编号:SB-B0035展开计算标准(弯曲成形)反弹篇文件编号:SB-B0035一.目的推行作业标准化﹐实现模具设计快速统一。
冲压件展开计算参数

D/2=[(r+T/3;T/3)]1/2
4.3.6压缩抽形2(Rd>1.5T)
原则:直边部分按弯曲展开,圆角部分按拉伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧。
当Rd>1.5T时:
1按相应折弯公式计算.
方法计算请示上级,实际计算时可参考以下几点原则:
(1)当C≧5时,一般分两次成型,按两个90º折弯计算.(要考虑到折弯冲子的强度)
L=A-T+C+B+2K
(2)当3T<C<5时<一次成型>:
L=A-T+C+B+K
(3)当C≦3T时<一次成型>:
L=A-T+C+B+K/2
4.3.2Z折
C≦3T时<一次成型>
当R≧4MM时:
材料厚度T=1.2~1.4取Hmax=4T
材料厚度T=0.8~1.0取Hmax=5T
材料厚度T=0.7~0.8取Hmax=6T
材料厚度T≦0.6取Hmax=8T
当R〈4MM时,请示上级.
4.3.5压缩抽形1(Rd≦1.5T)
原则:直边部分按弯曲展开,圆角部分按位伸展开,然后用三点切圆(PA-P-PB)的方式作一段与两直边和直径为D的圆相切的圆弧.
展开的基本公式:
展开长度=料内+料内+补偿量
4.1中性层系数
注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲.但通常我们习惯取K2值。
4.2压弯90度角的修正系数a值
注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。
产品展开计算标准(1)
产品展开计算标准一.目的统一公司内部标准,使产品展开快速标准,使公司内部产品制作,测量标准统一.二.适用X围本标准适用于各类薄板的展开计算.三.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,理论上内外层之间有一既不受拉也不受压的过渡层------中性层.中性层为一假想层,在弯曲过程中中性层被假想为与弯曲前状态保持一致,即长度始终不变,所以中性层是计算弯曲件长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大.中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用A表示。
(图1)四.折弯方法的确定折弯方法有单发冲床模具折弯和折弯机模具折弯两种方法.单发冲床模具折弯的方式及精度是由模具来实现的.因此只要做出合格的模具,就能够生产出合格的折弯产品.而采用折弯机折弯不仅需要选用合适的折弯模,还必须调试折弯参数.因此,如采用折弯机折弯,计算展开尺寸时就必须考虑折弯机的折弯方法.1.一次一道弯.此种折弯由普通通用折弯模来完成.包括折直角,钝角和锐角.(如图2)2. 一次折两道弯--------压锻差.此种折弯由专用特殊模来完成,但折弯难度比普通折弯大.(如图3)3. 压死边.此种折弯也须用特殊模来完成.(如图4)4.大R圆弧折弯。
些种折弯如R在一定X围内,可用专用R模压成形,如R值过大,则须用小R模多次压制成形。
(如图5)图5这四种折弯的展开计算是不同的。
因此在看图时,要根据零件的折弯尺寸来确定使用何种折弯方法。
一般使用的NC数控折弯设备都是日本AMADA(天田)公司所生产的。
其折弯机所配套的普通通用折弯模具V形槽宽度通常为适用该折弯模的板厚的5-6倍.如采用一次折一道弯的方法,必须考虑到折弯模的V形槽的宽度W1及V形槽一边到模具外侧的宽度L1。
如图6:折弯高度H的经验值根据产品形状有如下三种(以90度为例,钝角和锐角与直角相近相似):1.简单的90度单边折弯。
板材折弯的计算公式

板材折弯的计算公式*********************************************************************1.展开计算原理板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层--中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用λ表示.*********************************************************************2.计算方法(七种类型)展开的基本公式:展开长度=料内+料内+补偿量*********************************************************************3.1 R=0,折弯角θ=90°(T<1.2,不含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.4T上式中取:λ=T/4K=λ*π/2=T/4*π/2=0.4T图一*********************************************************************3.2 R=0, θ=90° (T≧1.2,含1.2mm)L=(A-T)+(B-T)+K=A+B-2T+0.5T上式中取:λ=T/3K=λ*π/2=T/3*π/2=0.5T图二*********************************************************************3.3 R≠0 θ=90°L=(A-T-R)+(B-T-R)+(R+λ)*π/2当R ≧5T时λ=T/21T≦R <5T λ=T/30 < R (实际展开时除使用尺寸计算方法外,也可在确定中性层位置后,通过偏移再实际测量长度的方法.以下相同)图3*********************************************************************3.4 R=0 θ≠90°λ=T/3L=[A-T*tan(a/2)]+[B-T*tan(a/2)]+T/3*a(a单位为rad,以下相同)图4*********************************************************************3.5 R≠0 θ≠90°L=[A-(T+R)* tan(a/2)]+[B-(T+R)*tan(a/2)]+(R+λ)*a当R ≧5T时λ=T/21T≦ R <5T λ=T/30 < R图5*********************************************************************3.6 “Z”型折1.(1)当C≧5时,一般分两次成型,按两个90°折弯计算.(考虑到折弯冲子的强度)L=A-T+C+B+2K(2)当3T<C<5时:L=A-T+C+B+K(3)当C≦3T时<一次成型>:L=A-T+C+B+K/2图6******************************************************************************************************************************************3.7 “Z”型折2.C≦3T时<一次成型>:L=A-T+C+B+D+K图七*********************************************************************。
中性层展开长度计算公式
中性层展开长度计算公式
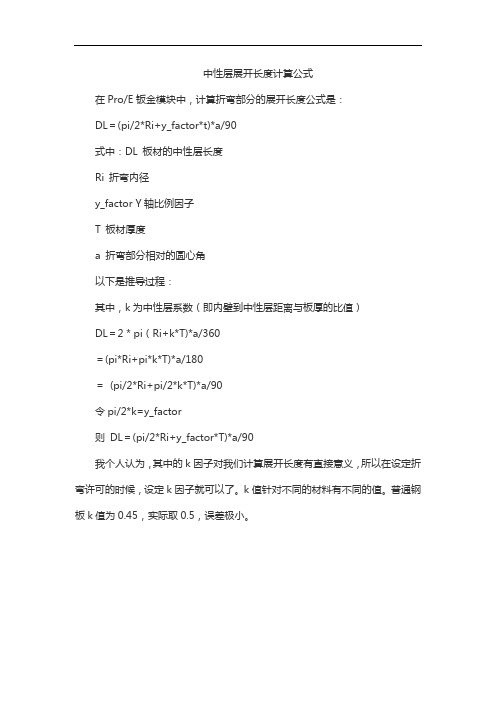
在Pro/E钣金模块中,计算折弯部分的展开长度公式是:
DL=(pi/2*Ri+y_factor*t)*a/90
式中:DL 板材的中性层长度
Ri 折弯内径
y_factor Y轴比例因子
T 板材厚度
a 折弯部分相对的圆心角
以下是推导过程:
其中,k为中性层系数(即内壁到中性层距离与板厚的比值)
DL=2*pi(Ri+k*T)*a/360
=(pi*Ri+pi*k*T)*a/180
=(pi/2*Ri+pi/2*k*T)*a/90
令pi/2*k=y_factor
则DL=(pi/2*Ri+y_factor*T)*a/90
我个人认为,其中的k因子对我们计算展开长度有直接意义,所以在设定折弯许可的时候,设定k因子就可以了。
k值针对不同的材料有不同的值。
普通钢板k值为0.45,实际取0.5,误差极小。
钣金加工计算公式
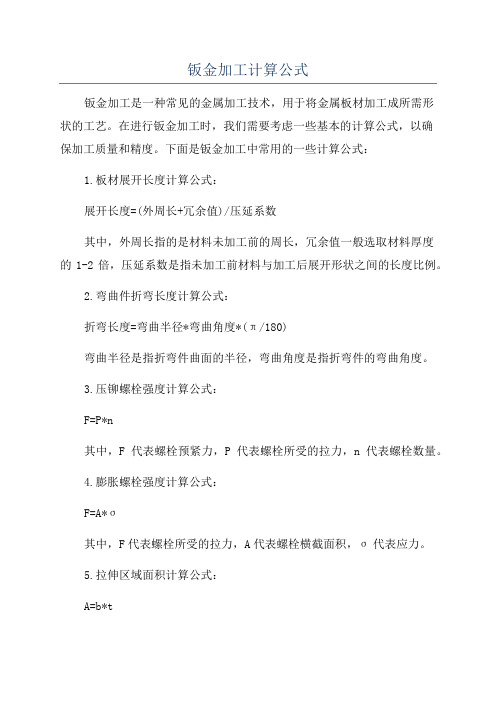
钣金加工计算公式钣金加工是一种常见的金属加工技术,用于将金属板材加工成所需形状的工艺。
在进行钣金加工时,我们需要考虑一些基本的计算公式,以确保加工质量和精度。
下面是钣金加工中常用的一些计算公式:1.板材展开长度计算公式:展开长度=(外周长+冗余值)/压延系数其中,外周长指的是材料未加工前的周长,冗余值一般选取材料厚度的1-2倍,压延系数是指未加工前材料与加工后展开形状之间的长度比例。
2.弯曲件折弯长度计算公式:折弯长度=弯曲半径*弯曲角度*(π/180)弯曲半径是指折弯件曲面的半径,弯曲角度是指折弯件的弯曲角度。
3.压铆螺栓强度计算公式:F=P*n其中,F代表螺栓预紧力,P代表螺栓所受的拉力,n代表螺栓数量。
4.膨胀螺栓强度计算公式:F=A*σ其中,F代表螺栓所受的拉力,A代表螺栓横截面积,σ代表应力。
5.拉伸区域面积计算公式:A=b*t其中,A代表拉伸区域的面积,b代表宽度,t代表厚度。
6.承载能力计算公式:P=(0.6*σ*A)/γ其中,P代表承载能力,σ代表应力,A代表横截面积,γ代表安全系数。
7.拉伸量计算公式:δ=(F*L)/(E*A)其中,δ代表拉伸量,F代表受力,L代表长度,E代表弹性模量,A 代表横截面积。
8.扭矩计算公式:T=k*F*r其中,T代表扭矩,k代表比例系数,F代表力,r代表力臂。
以上仅为钣金加工中一些常见的计算公式,具体的计算公式还会受到材料性质、工艺要求和实际应用等因素的影响。
在实际应用中,我们需要根据具体情况进行选择和调整,以确保加工质量和安全性。
冲压产品展开计算方法

冲压产品展开计算方法冲压是一种通过压机对薄板材进行加工的方式,常见于金属加工、汽车制造、家电制造等行业。
在冲压过程中,常需要对薄板进行展开计算,以确定薄板的尺寸和形状。
展开计算方法可以分为手工计算和计算机辅助设计两种。
手工计算是一种较为简单的展开计算方法,主要用于较为简单的薄板零件加工。
下面将介绍手工计算的基本步骤:1.了解薄板的材料和厚度:首先需要了解薄板的材料和厚度,这些参数决定了薄板的强度和可塑性。
2.确定零件的形状和尺寸:根据零件的实际形状和尺寸,可以确定薄板的展开长度和宽度。
3.计算展开的长度和宽度:薄板的展开长度等于零件在展开后的周长,可以通过零件的底边长度和周长计算公式进行计算。
展开的宽度等于零件的最大宽度,对于一些带角度的部分,需要进行长度的修正。
4.确定展开后的形状:根据薄板材料的可塑性和弹性,计算展开后的形状。
对于有弧度的部分,需要通过切割或滚压等方式来修正形状。
5.进行模具的设计和制造:根据展开后的形状和尺寸,进行模具的设计和制造。
模具的制作一般使用数控加工技术,确保模具的精度和质量。
手工计算方法简单直观,但适用范围有限。
对于形状复杂或要求较高精度的零件,常采用计算机辅助设计的方法进行展开计算。
计算机辅助设计是利用计算机软件进行展开计算的方法,具有精度高、速度快、自动化程度高等特点。
常见的计算机辅助设计软件包括AutoCAD、SolidWorks、CATIA等。
这些软件具有强大的绘图和计算功能,可以通过输入薄板的初始形状和尺寸,进行展开计算,并自动生成展开后的图纸和尺寸。
计算机辅助设计方法相对复杂,具体步骤如下:1.绘制薄板的三维模型:使用计算机辅助设计软件,根据零件的实际形状和尺寸,绘制薄板的三维模型。
2.确定展开的方式:根据薄板的特点和加工要求,确定展开的方式。
常用的展开方式包括平面展开、圆锥展开、曲面展开等。
3.进行展开计算:根据薄板的三维模型和展开方式,使用计算机辅助设计软件进行展开计算。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
板材展开的要点
(1)看懂产品图,能想象出它的立体形状以及 具体每一部位的细节(展开前的基本要求) (2)清楚产品的材厚和材质 (3)展开计算方法: 由于產品在彎曲過程中有的地方被拉長或壓縮 但 總可以找到某一層的彎曲線長度是不變的,這一 不變的層叫中心層(不是中間層),我們就是利用 中心層來進行展開的,因此,我們要想進行展開, 就必須找出中心層.
1).第2站不要重復成型第1折(下圖 1 處),第一折需將1處 成型到位.
PUNCH 2
1
要知道材料在 1 處和 2 處所受到的力量是絕對不可 能對等的,會將第一折在 1 處所造成的效果降低,或 可造成維修時判斷困難.
2018/7/27 18
2).第2折與第1折需順接順暢
圓 心 距
• 圓心距將影響到成型的形狀與難易度(指第2折). • 需保證不能有兩個“R”,又要保證90°可容易達成. • 設計時第一考慮材料厚度/成型另件寬度,第二考 慮折彎R/折彎高度,不能死守成規,且必要時下模入 子設計小於90°,以彌補實際狀況之較大回彈量.
2018/7/27 19
C.“Z”字成型一站設計
(適於折彎高度較小,材料厚度較小之成型容易另件)
在BTB系列五金另件Shield Plate成型時,是以這种方式:
2
1
問題點: 通常在材料成型後, 1
2
處材料回彈不對等.
在成型較死情況下 2 點回彈量較小,上翹.
2018/7/27 20
為什麼呢? 因為在 2 處有中間下料 (如右圖),成型長度較短, 容易成型,而 1 處易成型, 回彈量較大.
2018/7/27
5
1. 本文中講了三種折彎方式: 向下折彎,向上折彎,“z”字形 成型. 2. 向下折彎直接用脫料板成型不宜: 不符合先定位,壓料, 後折彎成型之標准動作過程,產生變形之失效. 3. 標准配合與過量R配合之優缺點,與材料變形應力的不 同點.(成型穩定性,成型難易度,應力變形范圍與程度). 4. 以運動分析方法,發現折彎時兩段式(運動中,接觸時) 變形理論,以對沖子導引段恰當設計. 5. 90° 成型方式,需注意第二折無需重復第一折所成之90° , 圓心距恰當設計的重要性,及設計需考慮的方面. 6. “Z”形一站成型時需特別注意“折彎成型條件不對等” 現 2018/7/27 象,作有效補正對策.
板材展开计算
板材展开原理
折弯展开公式
折弯的类型
实操成形件的设计
问题提问
制作:冲压课
2018/7/27 1
板材展开原理
利用體積不變的原则,用某一截面的总面
积除以厚度可得到该方向的展开长度. PS:其实展开就是同一尺寸也因个人经验
而异,没有绝对的一个数值,只要在公
差範圍內即可.
2018/7/27 2
5. 6. 7.
2018/7/27
24
2018/7/27
25
2018/7/27
26
1. 為什麼“向下折彎直接用脫料板成型方式不宜”? 2. 請從材料適用性,成型穩定性,難易度,應力應變範圍與 程度論述標准配合與過量R配合各自優缺點.
T=0.3 R0.9 R0.6 R0.5 T=0.3 R0.9
3. “Z”形折彎成型兩站設計之一般結構是怎樣的? 4. 90° 兩站成型圓心距設計不良可能造成哪一些問題? 圓心距設計應考慮哪一些因素?
2018/7/27 27
2018/7/27
28
2 1
概念: 折彎成型條件不對等
對策1:
1
處加凸點,
2 1 加凸點使材料 局部受壓變形, 減少回彈量,
增加折彎效果
2. 成型沖子
2
處
加向外斜角補正
沖子加斜角補正
2018/7/27
21
第一步:45°折弯
2018/7/27
22
常用折彎結構
所有折彎採用包角成形,一般包過 R角0.2為宜,如果是折90度, 折彎入子上需做回彈角,回彈角一 般從折彎面2~3T開始為宜,防回
為什麼不用脫料板鑲件來直接成型呢? 因為在壓料過成中折彎,因料帶移動而無法准確定位, 產生變形機率大,可做為微量糾正工站,沖子成型出 的程度必需盡可能大.(如ZIF端子R角成型)-----------2018/7/27 8
我們所遇到的,定位針都在脫料板上,成型入子之高度必然高於 定位針之有效長度,在未定位之情形下成型,其位置難以保證.
此段距離應 >1t
若≦0則成型不易
(2).小角度,小R成型困難------回彈量太大
為什麼?
因為材料發生塑性變 形之區域太小,結果難 以固化.
2018/7/27 12
(3).材料變形兩段式理論 a.衝子導位段下降之過程中即已發生變形(此時
若沖子退出,材料亦有塑性預折)
b.衝子R與下模入子R隔材料撞擊,材料變形加大 並固化塑性結果..
2018/7/27 3
折弯展开公式
L=r+a+b L:折彎展開總長度. r:內r偏移1/3料厚的長度.
2018/7/27
中心层
4
折弯零件的设计
►
成形的基本原理: 金属材料在压力作用下,产生塑性变形, 形成一定的形状,叫成形;成形临近结 束时,材料内部存在内应力,使其想恢 愎原来的属性,这就是平常说的"回弹": 它包括角度和R的回弹.
此時若沖子脫開材料亦有彎折
2018/7/27 13
c.結論:
因此衝子之高度斷差 對成型之難易度有影響.折 彎之最終效果是下降過程 及瞬間撞擊之綜合效果. 若你的H可以較大,則 可適當減少設計的角度回 彈量.
D. 90° 成型方式 (1). 可采用方式
兩個工站TYPE1: 預成型+成型
TYPE2: 成 型+調 整 三個工站TYPE: 預成型+成型+調整
C.必需以強力LIFT壓料
夾持.
D.脫料板成型之影響因素:
〔1〕SPM(衝床慣性力) 〔3〕傳力彈簧力量 〔5〕定位穩定性程度 等
2018/7/27 16
〔2〕傳力梢長度 〔4〕副導柱(套)精度
【2】“Z”字形折彎成型
A. 成型一般結构 --- 兩站折彎
PUNCH
PUNCH
2018/7/27
17
B.“Z”字成型設計時切記兩點:
6
一. 來由 二. 應用方向 三. 內容方面:
【1】向下折彎 A. 折彎方式 B. 入子配合(標准配合,過量R配合) C. 折彎成型兩段式理論 D. 90°成型方式 【2】向上折彎 【3】“Z”字形折彎成型
2018/7/27
7
三 . 內容方面
【1】向下折彎: A.折彎方式 ------
必須要以衝子方式來折出想要的角度.
但是: 我們一定要知道,如果你 的衝床精度不是非常好 的話(平行度,曲軸熱脹冷縮,軸間隙),如果是向上成型或“Z” 字成型,脫料板成型之穩定性遠遠大於衝子(一般不會采用)!
2018/7/27
9
B.入子配合 (1).標準配合 即:
T=0.3 R0.9
下模入子 R=上模衝子R-材料厚度T 優點:成型較為穩定,適T 較小狀況(閉模間隙小,上 下配合精度好情況下),受 閉模間隙變化之影響度 小. 缺點:T較大時(如0.5mm), 或材料較硬時,不易成型, 回彈量較大.
2018/7/27 14
(2).預成型+成型方式設計
45°預成型
90°成型
圓心距由以上之位置關系可導出為 3.1415* R/4+ 補正值
2018/7/27 15
【2】向上折彎 A.向上成型以脫料板鑲件向下拍擊為宜,越穩定,成型 越容易.
彈角度可根據不同的材料確定其大
小,可增加模具的穩定性,方便調 整,同時也可廷長零件的使用壽 命.
2018/7/27
23
第一步:90°折弯
1. 2. 3. 4. 90°折彎展開: 0.15料厚的1/3等於0.05 內R向外偏移0.05並得出總長度 以圓心旋轉90 °,也就把產品展平了。 再以內R偏移出去所得的值0.24往外移動 0.24即可。 另一邊是同以上操作方式。 產品展開長度為9.684. 線段求和快捷命令:FW
R0.6
下模入子R設計: 依端子圖面所需之數值,可不考慮回彈,
2018/7/27 10
(3).成型時必需夾緊材料 成型部位必然是端子局部,要壓緊其餘部分以防止 材料移動,位置不準,可以用脫料板及下模板壓緊,亦 可以是脫料板與LIFT夾緊.
側移可能
2018/7/27
11
C.折彎成型兩段式理論 (1).成型衝子直線段對難易度之影響