梳棉机针布嵌杂的解决方法
梳棉机匀整原理
梳棉机匀整原理一、梳棉机匀整原理概述梳棉机的匀整原理呀,就像是一个特别聪明的小管家在管理着纤维的分配呢。
咱们都知道,梳棉机是纺织厂里特别重要的一个机器,它要把棉花或者其他纤维原料梳理得顺顺当当的。
那这个匀整是怎么做到的呢?其实就是通过一些巧妙的机械结构和运作方式啦。
梳棉机里面有很多部件在协同工作。
比如说,有罗拉在负责输送纤维,这些罗拉的速度、压力等参数的设置就对匀整有着很大的影响。
如果罗拉的速度不合适,那纤维就可能一会儿多一会儿少地被输送,就像小朋友排队走,如果带队的老师走得忽快忽慢,队伍就乱套啦。
还有针布,针布就像是一把把小梳子,它把纤维梳理得更加整齐。
不同类型的针布对纤维的抓取和梳理能力不一样,这也关系到匀整性。
如果针布对纤维的梳理不均匀,那出来的纤维就会有粗有细,质量就不好啦。
二、匀整相关的部件作用1. 给棉罗拉给棉罗拉就像是一个小闸门,控制着进入梳棉机内部的纤维量。
如果给棉罗拉给的纤维太多,后续的梳理部件可能就忙不过来,就容易出现纤维堆积不均匀的情况。
相反,如果给得太少,又会浪费机器的工作效率,而且也不利于匀整。
就好比我们吃饭,盛饭的勺子大小得合适,太大了吃不完会洒,太小了又老是要去盛,很麻烦。
2. 道夫道夫在梳棉机匀整中也有着关键的作用。
道夫的转速和它对纤维的转移能力影响着输出纤维的均匀程度。
如果道夫转得太快,可能会一下子把很多纤维都带过去,导致纤维分布不均匀;转得太慢呢,又会让纤维在机器里停留时间过长,也可能出现问题。
三、影响匀整原理的因素1. 原料特性不同的纤维原料,像棉花的长度、粗细、强度等特性不一样,对梳棉机匀整的要求和影响也不同。
长纤维可能更容易缠绕,在匀整过程中就需要更精细的操作;而短纤维可能更容易飘散,也需要特殊的处理来保证匀整。
2. 机器的运行状态机器的运行状态包括很多方面,比如各个部件的磨损情况。
如果罗拉磨损了,那它对纤维的控制就不精准了;还有机器的振动,如果振动太大,也会干扰纤维的正常输送和梳理,从而影响匀整效果。
前纺降低棉结的工艺措施
前纺降低棉结的工艺措施纱线棉结的数量直接影响纱线的外观质量、条干CV值以及布面风格,因此在纺纱生产过程中必须严格控制棉结的产生,控制棉结要从原棉采购做起,达到规定的指标要求方可入库。
由于纺纱工序多,各工序承担着不同的工作任务,清除棉结主要集中在前纺设备中完成,要保证前纺各工序设备的完好状态,合理设定各单机的工艺参数,如工艺速度、牵伸隔距等。
一、影响棉结的主要因素1.1 原棉采摘及加工对棉结的影响棉花一般有机器自动采摘和人工采摘两种采摘方式。
机器采摘的原棉含杂相对较高,也会增加一定数量的棉结,所以优质棉、长绒棉大多采用人工采摘,以降低原棉的含杂率,减轻轧棉设备的除杂压力,减少原棉棉结数量。
棉花在轧花过程中,有些棉籽被打碎变成杂质附入到原棉中。
棉花轧花加工的方法不同,产生的棉结也不同,在加工同一批号的棉花时,皮辊棉加工出来的原棉棉结一般在140粒/g左右,而锯齿棉加工的棉结一般在230粒/g左右,锯齿刀片在分解棉籽时,在对棉纤维进行搓擦剥离时易产生棉结,同时增加索丝和短绒,在纺纱设备加工时容易形成纱线棉结。
1.2 原棉成熟情况对棉结含量的影响(1)成熟度不良的原棉,纤维的弹力、强力都较差,在握持打击、梳理时容易折断而产生新棉结。
(2)原棉的成熟度和细度一般由马克隆值表示,原棉成熟度越好、马克隆值越高,在纺纱工艺中棉结产生越少,而成熟度低的纤维,刚性差、单根强力低,在打击力度相同的条件下,容易产生棉结和短纤维。
如在清花打手速度为820转/分时,由于马克隆值不同产生的棉结及短绒也不同,但降低打手速度情况会有改善。
(3)在选用原棉及优化清梳联工艺参数时,除了要考虑纤维的长度、细度、含杂、短绒等指标外,还要注意合理控制马克隆值和纤维成熟度,选用范围一般控制在3.8~4.2之间,以确保减少棉结,稳定成纱质量。
1.3 前纺各工序对棉结的影响清花是纺纱工艺流程中产生棉结较多的工序,清花工艺配置不合理(如打手速度设计不当),开松除杂效果不良,都会造成棉结增多,因此在设定清花工艺参数时,应重点考虑降低短绒率和棉结的相关措施。
略谈梳棉机针布的维护制度

9 梳 棉 设 备 工 长 注 意 事 项
a )建 立分机 台病 历卡 , 细记 录 针布 损 伤 及 更 详 换 情况 。
收 稿 日期 : 0 7 1 - 9 2 0 — 02
作 者 简 介 : 光 辉 ( 9 6 ) 男 , 东 无 棣 人 , 要 从 事 沃 17 一 , 山 主 纺 纱 工 艺 、 材 、 料 及 纺 纱 产 品方 面 的 研 究 。 器 原
维普资讯
6 保 证 清 洁 毛 刷 完 整 无 损 伤
梳 棉 机剥 棉 罗 拉 、 移 罗 拉 的清 洁 毛 刷 上 的棕 转 毛要 完整 无缺 , 有损 坏 及时更 换 , 到及 时清 除剥 如 达 棉 罗 拉 、 移罗 拉 绕花 的 目的 , 转 每周 检查 一次 。
2 梳 棉 自停 装 置
0 E J g I
梳 棉 机是 棉 纺 企 业 的 心脏 , 针布 状 态 是 决定 而
损 伤针 布 。
5 充 分 利 用 三 吸风 力 , 少成 团 花 毛 挤 伤 针 减
布
a )每班 由检修 工 负责 检查 三 吸 风管 , 防止 脱 落
漏风。
梳棉 机 效率 的先 决 条 件 , 因此 对 针 布 的 维 护 是 一项
l 清 花 车 间
清花 车 间应建 立 吸铁 、 降杂 、 杂装 置 和金 属探 捡 测器 灵敏度 检 验制 度 , 加强 管理 , 防棉 卷 中含有 金 严 属物 、 硬物 及 花包 布 、 料 皮 等 , 有 发 现 则 根 据 棉 塑 如 卷责 任号 落实 责任 。
d )经 常 检查 “ 型管 压力 , 证负 压正 常 。 U” 保
正 常 , 无异 物 夹在 卷 内 。 有
生条疵品产生的原因及解决措施

生条疵品产生的原因及解决措施(一)棉网棉结多1.产生原因(1)棉卷回潮过大或车间湿度较大。
(2)抄针不按时,不彻底。
(3)回花、再用棉混用过多或混和不匀。
(4)棉卷内束丝、萝卜丝太多。
(5)道夫返花或针布绕花。
(6)针布锐度差,状态欠佳。
(7)机械状态不良。
如给棉罗拉出口隔距偏大、握持不良,主要隔距(锡林一道夫、锡林~盖板、锡林~刺辊)松动或偏大,机台横向震动严重,分梳部件平整度、圆整度差,漏底安装不良、表面毛糙挂花。
(8)分梳元件状态不良。
如刺辊有偏心,锯齿不锐利、倒齿、损伤;弹性针布底布松动、起浮、针形变化、轧伤、倒乱;金属针布轧伤、倒齿、磨砺不良;分梳元件不锋利、不光洁、嵌破籽。
(9)分梳元件规格不适应,配置不合适。
2.解决措施(1)调节车间温湿度,控制棉卷回潮。
(2)按时抄针,抄净。
(3)按规定比例使用原料,混和均匀。
(4)束丝、萝卜丝不直接混用。
(5)加强巡回,防止返花,返花后必要时,要重新抄针,把盖板花走尽后开车。
(6)加强针布的磨砺工作及维护保养工作。
(7)整顿机械状态,校正隔距,漏底要正确安装,表面要光滑。
(8)整顿分梳元件状态,校正、修刮、磨砺刷光、修换。
(9)选好规格分梳元件,合理配置。
(二)棉网杂质多1.产生原因(1)棉卷含杂多或车间湿度过大。
(2)抄针不按时,不彻底。
(3)再用棉混用过多或混和不匀。
(4)后车肚落棉堆积过多过高,碰着漏底;小漏底糊花不扫。
(5)后车肚落棉含杂少,刺辊锯齿过钝、倒齿与缺损多,小漏底入口隔距过小,小漏底弦长过长或状态不良,刺辊锯齿规格不合适,刺辊转速较低。
(6)盖板落棉含杂少,锡林盖板隔距过大,前上罩板进口隔距不恰当,锡林、盖板针布规格不合适。
2.解决措施(1)提高清棉除杂效率,正确调节车间温湿度。
(2)按时抄针,抄净。
(3)按规定比例使用再用棉,混和均匀。
(4)增加出后车肚落棉次数,按规定扫清小漏底。
(5)提高后车肚落杂,保持锯齿锋利、状态正常,校正隔距,正确掌握工艺,选好锯齿规格,适当提高刺辊转速。
梳棉生条结杂控制指标及控制手段
梳棉生条结杂控制指标及控制手段锦坤盈在普梳系统中,梳棉之后的工序基本不再具有开松、分梳和清除杂质的作用,所以生条的质量,特别是结杂含量直接影响成纱的质量。
因此,对生条的质量控制尤为重要。
一、生条质量指标:生条的质量指标可分为运转生产中的经常检验项目和参考项目两大类。
(一)经常性检验项目:1、生条条干不匀率生条条干不匀率反映了生条每米片段上的粗细不匀情况,检验指标有萨氏条干及与乌氏条干两种,一般萨氏条干应控制在14%~18%范围内,乌氏特条干CV值控制范围在4%以下。
2、生条重量不匀率反映了生条5米片段的粗细不匀情况,重量不匀率应控制在4.0%以下。
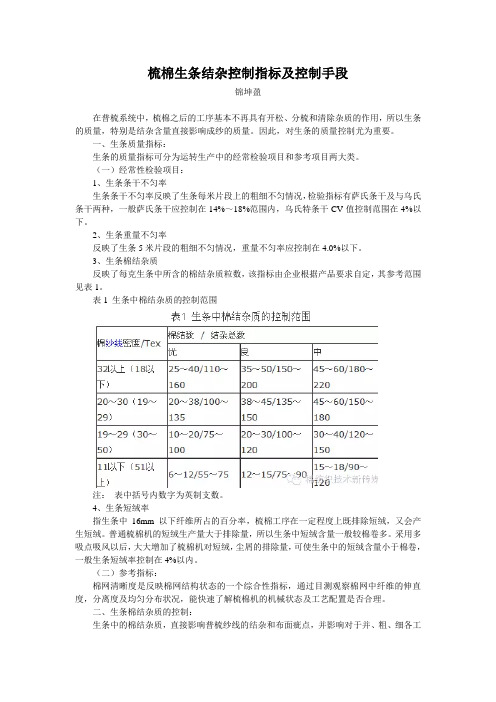
3、生条棉结杂质反映了每克生条中所含的棉结杂质粒数,该指标由企业根据产品要求自定,其参考范围见表1。
表1 生条中棉结杂质的控制范围注:表中括号内数字为英制支数。
4、生条短绒率指生条中16mm以下纤维所占的百分率,梳棉工序在一定程度上既排除短绒,又会产生短绒。
普通梳棉机的短绒生产量大于排除量,所以生条中短绒含量一般较棉卷多。
采用多吸点吸风以后,大大增加了梳棉机对短绒,尘屑的排除量,可使生条中的短绒含量小于棉卷,一般生条短绒率控制在4%以内。
(二)参考指标:棉网清晰度是反映棉网结构状态的一个综合性指标,通过目测观察棉网中纤维的伸直度,分离度及均匀分布状况,能快速了解梳棉机的机械状态及工艺配置是否合理。
二、生条棉结杂质的控制:生条中的棉结杂质,直接影响普梳纱线的结杂和布面疵点,并影响对于并、粗、细各工序牵伸时纤维的正常运动以及细纱加捻卷绕时钢丝圈的正常运动,造成条干恶化,纱疵和断头增加。
因此必须控制并减少生条中的结杂粒数。
在生产中要加强控制管理和整顿落后机台,尽可能缩小机台间棉结杂质粒数的离散性。
由于在清棉、梳棉工序纤维要接受强烈打击和细致分梳,棉结粒数均有所增加,尤其在梳棉工序,未成熟纤维在经过刺辊锯齿的打击、摩擦作用,并在锡林、盖板工作区反复搓转,易扭结成棉结;另外,部分带纤维杂质、僵棉或清棉中产生的纤维团、束丝也易转化形成棉结。
梳棉机针布嵌杂原因分析及解决方法

第 2期
挥 僻枝 术
C t nT xi e h oo y ot e teT c n lg o l ・ 3. 【 1 8 1 5
21 0 0年 2月
・
革新 改造 ・
梳 棉 机 针 布 嵌 杂原 因 分 析 及 解 决 方 法
新 型 针 布 具 有 “ 、 、 、 、 、 ” 特 矮 浅 尖 薄 密 小 的 点 , 梳 能 力 较 强 , 移 较 好 。梳 理 后 的 纤 维 网 分 分 转 离度 高 , 条 结 杂清 除较 好 , 构 洁净 而 均 匀 , 生 结 对
棉 率应 根据 成纱 的质 量要 求及 棉卷 或 喂入棉 层 含
杂 情 况 决 定 。 如 果 原 料 含 杂 偏 多 , 棉 量 应 随 之 落 加大。
为 避免 针布 的嵌 杂 , 们分 析原 因如下 : 我
( ) 清 棉 除 杂 效 率 达 不 到 要 求 。 当棉 卷 1开
( 棉 ) 含 杂 过 高 时 , 易 使 很 多 没 有 得 落 杂 出现 问题 , 得 应 该排 使
掉 的大 杂 没 有 及 时 排 掉 , 入 主 梳 理 区 , 在 盖 板 进 嵌 针 布 上 。刺 辊 作 为 梳 棉 机 除 杂 的 重 要 部 位 , 要 主 排 除 大 的杂 质 、 籽 壳 、 屑 等 。 纤 维 层 进 入 锡 林 棉 木 分 梳 区 后 主 要 以 排 除 细 小 杂 质 和 微 尘 为 主 。 后 落
清 除的 棉流进 入锡 林 和盖板 主梳 理 区 , 成嵌 杂 。 造 通过 机器 采摘 的原 棉 含 杂较 大 , 开清 棉 工 序 的落
棉率 应 该适 当的调 整 , 可 能使偏 大 的杂质 早 落 、 尽
高产梳棉机抄针调节不当及损伤原因分析
含油 盖板 花在 盖 板 针 面不 易 清 除 , 盖板 清 洁辊 针 布 与高 速转 移辊 针 布 因局 部 或 全 部 易 缠 花 而 损 伤 , 使
盖板 花在 两针 面 间 易形 成 萝 卜 状 而 不 可 回用 , 丝 严
度应及 时调 回到工 艺 要 求 内, 直 接关 系 到 清 洁辊 它
速转 移辊 针布 因调 整 不 良及 损 伤 等 , 导 致单 台活 可
动盖 板针 面局 部或 全 部 挂 花 , 侧 针 根 或 全部 针 根 一 嵌花 。 1 6 1 当盖板 挂 花再次 进入 自由分梳 区时 , .. 锡林 针 布直 接抓 取这 些盖 板 挂 花 , 前 固定 盖 板 分梳 使 道 与 夫接 转单 纤维 成 网状况 不 良, 结杂 云斑 增加 。 1 6 2 盖板一 侧 针 根或 全 部 针 根 嵌 花 再 次进 入 自 .. 由分 梳 区时 , 与锡林 针 面 已形 成排 列 的单纤 维 , 在两
于清 洁辊 针布 原 因之一 。
1 损 伤 原 因 分 析
活 动 盖板 清 洁 辊 针 布 因不 当调 节 , 盖板 清 洁 使
辊针 布 与高速 转 移 辊 针 布损 伤 , 发生 在 新 包 锡 林 多 与活 动盖 板针 布 , 包 锡 林 或 调 换平 磨 盖 板 针 布 及 单 链 条 严重 伸长 之 后 。此 情 况 下 长 期 使 用 , 两辊 针 布
转下 的不 良清 洁断 针 , 和尾 端 松 弛 与剥 棉 罗拉 接 针
后 的断针 。
更多 , 因尼龙 或 棕刷无 弯 角清 洁 , 弹性弯 角针 布清 与
洁相 比作用 相对 较弱 。调 节过浅 , 动盖板 易返 花 , 活 清 洁效 果达 不到 要求 ; 调节 过深 , 抄刷 棕毛 还易 形成
梳棉机弹性盖板花异常状态原因及控制

梳棉机弹性盖板花异常状态原因及控制韩新珍【摘要】介绍锡林-盖板间梳理纤维运动的特点及盖板落棉具体异常状态.发现引起盖板花异常状态的因素主要有锡林、盖板的几何尺寸,纤维的性能,环境温湿度,梳理气流、工艺及设备管理,设备基础件的精度等.在生产中,可根据纤维性能,通过调整活动盖板植针方式、角度、针高以及锡林针布工作角度和密度等,合理选配针布,合理设计工艺,加强基础管理,从而控制盖板花状态异常,稳定梳理质量.【期刊名称】《辽东学院学报(自然科学版)》【年(卷),期】2019(026)002【总页数】7页(P82-88)【关键词】梳棉机;弹性盖板;锡林;梳理;植针方式;针布密度【作者】韩新珍【作者单位】杭州精纱纺织有限公司, 杭州 311261【正文语种】中文【中图分类】TS112.21 锡林-盖板间梳理纤维运动的特点分析锡林、盖板在梳理过程中其针面上均有纤维层,纤维层在单位针面面积上的重量称为针面负荷。
锡林上的纤维层有两种:参与转移的工作层,未被道夫转移的返回层;盖板上面有三层:向锡林转移的工作层、可参与转移的自由层、沉积内部的内积层。
纤维层的重量、密度、结构直接影响针齿对纤维的握持能力、纤维吸放性能和纤维受梳次数,因此,对梳理作用有重大影响[1-3]。
纤维两针面间的运动是由锡林针尖和盖板针尖各自握持纤维的能力所决定的,具体梳理特点有三种梳理受力和五种转移。
三种梳理受力方式:一是锡林握持纤维大于盖板的握持力,则纤维受到盖板针尖的梳理;二是盖板针尖握持纤维力大于锡林针尖握持力,则纤维受到锡林的针尖的梳理;三是锡林针尖和盖板针尖握持纤维的力相同,则纤维可能同时受到两针尖的梳理,并同时脱离两针齿的握持,成为两针面间的自由纤维,或被两针尖拉断。
锡林盖板间转移五种形态:(1) 纤维不转移给盖板,一端只受盖板梳理纤维,直接由锡林带出工作区而立即转移给道夫;(2) 纤维转移给盖板,在盖板上停留时间短且转移次数少,在锡林回转一周时间内转移给道夫;(3) 纤维转移给盖板,在盖板上停留时间长且多次停留和多次转移,梳理次数较多;(4) 纤维转移给盖板,由锡林带出纤维第一次不转移给道夫,返回刺辊和盖板多次的进入工作区反复梳理,同时多次返回纤维与新纤维增加搓擦;(5) 沉入齿隙成为盖板花或抄针花,不转移给道夫。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
梳棉机针布嵌杂的解决方法
许多纺织企业都会遇到这样的问题:无论是锡林针布还是盖板针布,在对纯棉品种进行分梳一段时间后,会有大量的的棉籽皮、小木屑等杂质镶嵌在针布针齿之间,这种现象在季节变化或原料批次、产地进行大批更换的时候会更明显一些。
如果这些杂质不及时进行清理的话,会在纱线、布面上造成大量的棉结。
盖板针布上嵌杂比较多且大时,主要是刺辊后部工艺或开清棉的落杂出现问题,使应该排掉的大杂没有及时排掉,进入主梳理区,嵌在盖板针布上。
刺辊作为梳棉机除杂的重要部位,主要排除大的杂质、棉籽壳、木屑等。
纤维层进入锡林分梳区后主要以排除细小杂质和微尘为主。
后落棉率应根据成纱的质量要求及棉卷或喂入棉层含杂情况决定。
如果原料含杂偏多,落棉量应随之加大。
梳棉机为避免针布的嵌杂,我们分析嵌杂原因如下:开清棉除杂效率达不到要求。
当棉卷(筵棉)的含杂过高时,容易使很多没有得到有效清除的棉流进入锡林和盖板主梳理区,造成嵌杂。
通过机器采摘的原棉含杂较大,开清棉工序的落棉率应该适当的调整,尽可能使偏大的杂质早落、多落,降低棉卷(筵棉)的含杂(一般以不超过1.2%为宜)。
刺辊后部工艺设置不当或后部某些机器部件使用不当。
如刺辊针布损伤严重、不锋利,除尘刀不光洁、不平直会导致一些应该由刺辊后部排出的杂质没有得到有效的排除,进入锡林盖板主梳理区进一步分解,增加了嵌杂的可能。
刺辊针布和预分梳板的锋利度,除尘刀和导板等部件的光洁度、平直度及工艺的合理配置要给予充分的保证,确保有效的排杂,减轻主梳理区的负担,避免针布嵌杂。
有些人认为要加强分梳,针布的密度越密越好,实际上针布越密,对纤维的损伤也越大。
如果所纺纱号较粗,原料的含杂本来就比较高,所选配的针布就不宜过密(特别是横向齿密)。
针布越密,棉籽壳和木屑杂质变小后更容易嵌在两针齿间。
盖板针布不锋利,不能和锡林针布形成有效的梳理,难抓取到应该排出的盖板花等一些杂质,增加锡林针布的嵌。