挤出吹塑薄膜工艺流程
吹塑车间工艺流程
吹塑车间工艺流程标题:吹塑车间工艺流程引言概述:吹塑车间是塑料制品生产的重要环节,工艺流程的顺畅与否直接影响产品的质量和生产效率。
本文将从原料准备、挤出成型、吹塑成型、冷却固化和包装五个方面详细介绍吹塑车间的工艺流程。
一、原料准备1.1 确定原料种类和比例:根据产品的要求和特性,确定所需的原料种类和比例。
1.2 熔融原料:将原料加入到挤出机中,通过高温熔融,使其变成可塑性的熔融状态。
1.3 加入添加剂:根据产品的需要,添加色素、增塑剂等辅助材料,调整原料的性能。
二、挤出成型2.1 挤出机操作:将熔融的原料通过挤出机的螺杆挤出,使其形成连续的塑料管状。
2.2 冷却:通过冷却装置对挤出的塑料进行冷却,使其固化并保持形状。
2.3 控制挤出速度:根据产品的要求,调整挤出机的速度和温度,确保成型的塑料管均匀一致。
三、吹塑成型3.1 模具设计:根据产品的形状和尺寸,设计相应的吹塑模具。
3.2 吹塑机操作:将挤出的塑料管放入吹塑机中,通过气压将其吹成模具的形状。
3.3 控制厚度:根据产品的要求,调整气压和吹塑时间,控制产品的壁厚和形状。
四、冷却固化4.1 冷却:将吹塑成型的产品通过冷却装置进行冷却,使其固化并保持形状。
4.2 质量检验:对冷却固化后的产品进行外观检查和尺寸测量,确保产品符合要求。
4.3 贮存:将符合质量标准的产品进行包装和贮存,待后续环节使用或销售。
五、包装5.1 包装设计:根据产品的特性和运输需求,设计相应的包装方案。
5.2 包装操作:将冷却固化的产品进行包装,包括外包装和内包装。
5.3 质量检验:对包装后的产品进行质量检验,确保产品在运输过程中不受损坏。
结论:吹塑车间的工艺流程包括原料准备、挤出成型、吹塑成型、冷却固化和包装五个环节,每个环节都需要严格控制和操作,以确保产品质量和生产效率。
只有在整个工艺流程中严格执行,才能生产出高质量的塑料制品。
PE吹塑薄膜生产工艺
PE吹塑薄膜生产工艺大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。
聚乙烯吹塑薄膜材料的选择1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。
吹塑工艺控制要点吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制:1.挤出机温度吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。
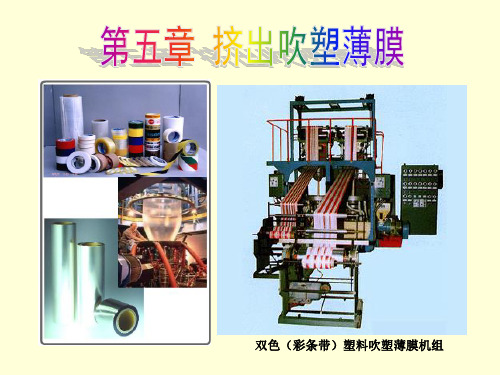
第五章挤出吹塑薄膜
汇合处
缺点:会 产生“偏 中”现象, 薄膜厚度 不易控制 。
也可用于PE、
PP等大多数塑
料。应用最广。 工作过程:物料由机颈到达芯棒后分割为两股,绕芯
棒轴斜面流动至芯棒尖处重新融合,之后经分流锥扩
展成管坯从口模均匀挤出,再由压缩空气吹胀成薄。
2.螺旋式机头
工作过程:中心进料后经过芯棒上3~8个斜槽进入 各自的螺旋槽,螺槽由深变浅,最终消失;物料 流动过程中逐渐熔合,可有效消除熔接痕。
• 可以用吹塑法生产薄膜的塑料有:PVC、PE、 PP、PA、PS等。还发展了乙烯一醋酸乙烯 (EVA)薄膜。我国以PVC和聚烯烃薄膜居多。
挤出吹塑薄膜:
把物料加入到挤出机的机筒后,经螺杆 的转动、挤压和搅拌,物料在一定温度作用 下熔融塑化,并在螺杆推动下,经过滤网、 分流板后通过机头环形口模间隙挤出成薄壁 管,然后在流动状态下趁热用压缩空气将其 吹胀,再经风环冷却定型,进入人字板后夹 平,由导辊压紧牵引入卷取辊,最后制得薄 膜制品。
一、挤出吹塑薄膜工艺流程
熔挤
薄
加 融 出 吹定夹牵卷 膜
料 塑 膜 胀型平引取 制
化管
品
1.平挤上吹法 2.平挤下吹法 3.平挤平吹法
1.平挤上吹法:
特点:整个膜管挂在上部已冷却的坚韧段上,
牵引稳定,可得到厚度范围和幅宽范围较大
(D=10m)的薄膜;设备占地面积小,但厂房
要高;热空气向上, 影响冷却效果。
• 现在被广泛采用的复合薄膜有LDPE/PA/LDPE、 LDPE/PVDC、PA/离子型聚合物、 HDPE/LDPE/HDPE、LLDPE/HDPE/LLDPE等。
• 共挤吹膜法的技术难点在于复合机头的流道设 计,流道设计应保证各层熔料的流速均匀、结 合层剪切应力一致,各层机头的料温应能独立 控制。
薄膜吹塑成型工艺流程
薄膜吹塑成型工艺流程如下:
原料配制。
将配制好的塑料颗粒放入预热器中。
预热。
通过热风加热,使其处于熔融状态,以便于后续的挤出工艺。
挤出。
将预热好的塑料颗粒送入挤出机的螺杆筒中,通过旋转螺杆的运动,将颗粒压缩、加热、熔融,并将熔融的塑料挤出螺杆筒。
吹胀牵引。
将熔融的塑料自前端口模的环形间隙中挤出呈圆筒状,由机头之芯棒中心孔处通入压缩空气,把圆筒吹胀呈泡管状。
冷却。
用外侧风环冷却,使熔融的塑料快速降温、固化。
牵引。
冷却后的薄膜通过牵引装置进行拉伸,使其变得更加均匀、平整。
切割。
在牵引之后,薄膜会被定尺割切装置进行切割,得到所需的尺寸。
卷取。
切割好的薄膜通过卷取装置进行卷取,以方便运输和储存。
LDPE吹塑薄膜生产工艺及基本技术要求PP论坛包装印刷doc

LDPE吹塑薄膜生产工艺及基本技术要求大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品,这种薄膜的性能处于定向膜同流延膜之间:强度比流延膜好,热封性比流延膜差。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯(LDPE)、聚丙烯(PP)、高密度聚乙烯(HDPE)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EVA)等,这里我们就对常用的低密度聚乙烯(LDPE)薄膜的吹塑生产工艺及其常见故障进行简单的介绍。
聚乙烯吹塑薄膜材料的选择:1.选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
2.树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指数(MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2~6g/10min范围之间的聚乙烯原料。
吹塑工艺控制要点:吹塑薄膜工艺流程大致如下:料斗上料一物料塑化挤出→吹胀牵引→风环冷却→人字夹板→牵引辊牵引→电晕处理→薄膜收卷但是,值得指出的是,吹塑薄膜的性能跟生产工艺参数有着很大的关系,因此,在吹膜过程中,必须要加强对工艺参数的控制,规范工艺操作,保证生产的顺利进行,并获得高质量的薄膜产品。
在聚乙烯吹塑薄膜生产过程中,主要是做好以下几项工艺参数的控制:1.挤出机温度吹塑低密度聚乙烯(LDPE)薄膜时,挤出温度一般控制在160℃~170℃之间,且必须保证机头温度均匀,挤出温度过高,树脂容易分解,且薄膜发脆,尤其使纵向拉伸强度显著下降;温度过低,则树脂塑化不良,不能圆滑地进行膨胀拉伸,薄膜的拉伸强度较低,且表面的光泽性和透明度差,甚至出现像木材年轮般的花纹以及未熔化的晶核(鱼眼)。
挤出吹塑成型工艺

挤出吹塑成型工艺一、工艺概述挤出吹塑成型工艺是一种将熔化的塑料材料挤出成型后,通过空气压力将其吹膨胀成为所需形状的塑料制品的加工方法。
该工艺具有生产效率高、产品质量稳定等优点,广泛应用于包装、建材、玩具等领域。
二、原材料准备1. 塑料颗粒:根据所需制品的要求选择相应的塑料颗粒,如聚乙烯(PE)、聚丙烯(PP)等。
2. 颜色母粒:根据所需制品的要求选择相应的颜色母粒。
3. 助剂:根据所需制品的要求添加相应助剂,如抗氧化剂、紫外线吸收剂等。
三、挤出机操作1. 清洁挤出机:首先清洁挤出机内部,避免混入杂质影响产品质量。
2. 加入原材料:将预先准备好的塑料颗粒和颜色母粒按比例加入挤出机中,同时加入相应助剂。
3. 熔化塑料:开启加热器,将塑料颗粒熔化成为熔融状态的塑料物料。
4. 调节挤出机参数:根据所需制品的要求调节挤出机的温度、压力等参数,以保证产品质量。
5. 挤出成型:将熔化的塑料物料通过挤出机挤出成型,形成一定长度的管状物。
6. 切断管状物:将管状物切断成为所需长度。
四、吹塑机操作1. 清洁吹塑机:首先清洁吹塑机内部,避免混入杂质影响产品质量。
2. 加工准备:将挤出成型的管状物放置在吹塑机模具中,并使其与模具紧密接触。
3. 吹气膨胀:开启空气压缩泵,通过模具中的气嘴向管状物内部注入空气,使其膨胀成为所需形状的制品。
4. 冷却固化:在制品形态稳定后,关闭空气压缩泵,使制品在模具中冷却固化一段时间。
五、后续处理1. 喷涂处理:根据需要对制品进行喷涂处理以达到美观、防水等效果。
2. 包装:对制品进行包装,以便运输和存储。
3. 检验:对制品进行严格检验,确保其质量符合要求。
六、安全注意事项1. 操作人员必须穿戴好防护设备,如手套、口罩等。
2. 操作人员必须熟悉设备操作流程和安全规定,严格按照操作要求进行操作。
3. 设备故障或异常情况发生时,应及时停机处理,并通知相关人员及时维修。
挤出成型—吹塑薄膜挤出工艺实例(高分子成型课件)
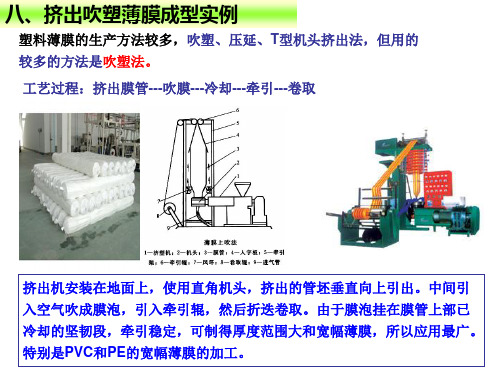
八、挤出吹塑薄膜成型实例
(三)吹塑薄膜主要设备 4 牵引装置——起稳泡,展平,冷却,牵引作用
(1)人字板
夹板式
①使吹胀的膜管稳定地导入牵引辊; ②逐渐将圆筒形的薄膜折叠成平面状; ③导辊式人字板进一步冷却薄膜作用。 人字板夹角可用螺钉调节,一般为10-40度
(2)牵引辊(装置)
将压扁的薄膜压紧并送至卷取设备,防止膜管内空气漏 出,保证膜泡形状尺寸稳定。
八、挤出吹塑薄膜成型实例
(四)LDPE吹塑操作规程及工艺要点
1 操作规程
①加热:加热到规定的温度并保温一段时间; ②加料及挤出:启动挤出机,并让螺杆维持低速转动; ③提料:将通过机头的熔融物料汇集在一起,并将其提起,同 时通入少量的空气,以防相互粘结; ④喂辊:慢速将提起的管泡喂入压辊(牵引辊),再依次通过 导辊送至卷取装置; ⑤充气:向管泡充入压缩空气,直至膜泡直径达到要求为止; ⑥调整:可通过调节口模间隙、冷却风环的风量、牵引速度来 调整膜的厚薄公差;薄膜的幅宽公差主要通过充气吹胀的大小 来调节。
中心进料的“十字型” 旋转式机头
八、挤出吹塑薄膜成型实例
(三)吹塑薄膜主要设备 3 冷却装置
对风环的有关要求:
ü距机头30~100mm,直径增加时选 大值;
ü内径比口模大150~300mm,口径大 选大值;
ü气流以均匀的速度吹向管泡;不均匀 的出风量导致管泡冷却快慢不一并造 成薄膜厚度不均;
ü风环出风口的间隙为1~4 mm并可 调节风量;
八、挤出吹塑薄膜成型实例
(五)吹膜质量常见问题分析解决
3 薄膜鱼眼多 (1)鱼眼的形成原因
鱼眼主要是原料中的添加剂、低分子量树脂及粉尘等,在加工中 凝结在口模上,累积一定数量后被膜不断带走,从而在膜上形成 鱼眼。
吹塑薄膜的工艺流程

吹塑薄膜的工艺流程吹塑薄膜,这可是个有点神秘但又超级有趣的工艺呢!你想想,就好像变魔术一样,把一些材料经过一系列的操作,最后变成薄薄的、透明的薄膜。
那这神奇的过程到底是咋样的呢?首先得准备好原料,就像做饭得有食材一样。
这原料通常是聚乙烯、聚丙烯之类的塑料颗粒。
这些颗粒就像是一群等待被召唤的小士兵,准备投入战斗。
然后把这些原料放进挤出机里。
挤出机就像是一个超级大力士,用力地把原料加热、融化、搅拌,让它们变成均匀的熔体。
这熔体啊,热乎乎、黏糊糊的,可别小瞧它,这可是形成薄膜的基础。
接着,这熔体就会被送到模头里。
模头就像是一个神奇的魔法口,熔体从这里挤出来,就变成了一个薄薄的管状物,就像吹泡泡一样。
这时候,风环就登场啦!风环呼呼地吹出冷风,把这个刚刚挤出来的“热泡泡”给冷却定型,让它变得坚韧起来。
再然后呢,薄膜会被牵引拉伸。
这牵引拉伸就好比是给薄膜做拉伸运动,让它变得更薄、更均匀。
就好像拉面条一样,越拉越细,越拉越均匀。
之后,薄膜还得经过收卷。
这收卷的过程就像是把宝贝小心翼翼地卷起来收藏好。
收卷得整齐、紧密,不然薄膜可就乱成一团啦!在整个工艺流程中,温度、压力、速度等等这些参数,那可都得控制得恰到好处。
这就好比开车,速度太快容易失控,速度太慢又耽误事儿。
温度太高,薄膜可能会被烤焦;温度太低,又没法成型。
压力太大,薄膜可能会被压坏;压力太小,又达不到想要的效果。
所以说啊,吹塑薄膜这工艺,看似简单,实则暗藏玄机。
每一个环节都得精心把控,稍有不慎,就可能前功尽弃。
但只要掌握了其中的诀窍,就能变出那又薄又实用的薄膜,是不是很神奇呢?总之,吹塑薄膜的工艺流程需要耐心、细心和技巧,只有这样,才能生产出优质的薄膜产品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挤出吹塑薄膜工艺流程
1.原料处理:
在挤出吹塑薄膜工艺中,聚合物材料通常以颗粒或颗粒形式提供。
在
开始挤出之前,需要对原料进行熔化和混合处理。
这可以通过将颗粒放入
特定的熔化设备中,在高温下进行熔化和混合来实现。
2.熔化混合:
当原料进入熔化设备后,会通过加热和搅拌等方式将其熔化和混合均匀。
熔化设备通常是一个筒状的机器,内部设有加热器和搅拌器。
加热器
会提供所需的温度,以将原料熔化为粘稠的液态状。
同时,搅拌器会使原
料混合均匀,以确保获得一致的物料。
3.挤出:
在原料熔化和混合后,将其通过挤出机器中的挤出头进行挤出。
挤出
头是一个具有特定形状的模具,通过施加压力将熔融的聚合物材料挤出成
薄膜形状。
挤出头的形状可以根据所需的薄膜形状和尺寸进行设计和调整。
4.吹膜:
在挤出头挤出的聚合物材料进一步冷却和固化之前,需要进行吹膜操作。
吹膜是通过将压缩空气引入到挤出头内部,在薄膜表面形成气泡,并
使其扩大和拉伸,从而形成一层均匀而薄的膜。
吹膜操作可以通过调整气压、温度和挤出速度等参数来控制膜的厚度和质量。
5.成品加工:
在吹膜完成后,将薄膜切断和卷绕成卷,以便将其用于后续的包装和
制品加工。
切断可以通过切刀机或剪刀等工具实现,而卷绕则可以通过卷
绕机来完成。
成品加工的目的是将薄膜加工成最终的产品,如塑料袋、包装膜等。
总结起来,挤出吹塑薄膜工艺流程包括原料处理、熔化混合、挤出、吹膜和成品加工等几个主要步骤。
通过这个流程,可以生产出具有一定厚度和质量的塑料薄膜,用于各种包装和制品加工。
这种工艺简单易行且效率高,因此在塑料加工行业中被广泛应用。