水泥立磨的调试研究
立磨与水泥磨的操作要领

论窑操还是磨操,首先要明确系统内在的逻辑关系,这就要求操作员对系统工艺和设备的特性清楚了解。
把握好定性与定量的辨证关系。
接班时首先要向前一个班人员了解系统的运行情况。
哪些设备存在隐患,产、质量情况如何。
看全分析报告单,了解物料的易磨性,这样可以进行针对性地控制。
既要熟悉中控操作界面,又要对现场设备十分了解,所以要经常到现场了解设备的情况。
特别是当现场设备发生故障时,要知道发生故障的原因和解决故障的方法。
1 立磨立磨是利用磨辊在磨盘上的相对碾压来粉磨物料的设备。
对立磨正常运行的影响主要有几个方面:(1)磨机的料层。
合适的料层厚度和稳定的料层,是立磨稳定运行的基础。
料层太厚,粉磨效率降低,当磨机的压差达到极限时会塌料,对主电机和外排系统都将产生影响;料层太薄,磨机的推动力增加,对磨辊磨盘和液压系统都有损伤。
(2)磨机的振动。
磨机的振动过大,不仅会直接造成机械破坏,并且影响产、质量。
产生振动的因素有:磨机的基础、研磨压力、料层的厚度、风量及风温、蓄能器压力、辊面或磨盘的磨损状况等。
物料对磨机振动的影响及处理方法:物料对磨机振动的影响,主要表现在物料粒度、易磨性及水分。
在立磨运行过程中,要形成稳定的料层,就要求入磨物料具有适宜的级配,要有95%以上的粒度小于辊径的3%。
喂料粒度过大将导致易磨性变差。
由于大块物料之间空隙没有足够多的细颗粒物料填充,料床的缓冲性能差,物料碾碎时的冲击力难以吸收,导致磨机的振动增加。
喂料粒度过小,特别是粉状料多时,由于小颗粒物料摩擦力小,流动性好。
缺乏大块物料构成支撑骨架,不易形成稳定的料床。
磨辊不能有效地压料碾压,大量的粉状物料会使磨内气流粉尘浓度和通风阻力增大,当达到极限时会产生塌料,导致磨机振动增加。
当操作员发现物料过细,尤其是立磨内压差已明显上升时,应及时调整喂料,降低研磨压力和出口温度并加大喷水量,适当降低选粉机转速。
在保证压差稳定和料层厚度的前提下加大研磨压力。
物料的易磨性是影响产量的重要因素,当物料的易磨性变差时,立磨对物料的粉磨循环次数明显增多。
水泥生产工艺优化控制技术研究

水泥生产工艺优化控制技术研究摘要:本文主要分析了水泥的生产工艺流程,介绍了粉磨、煅烧及新能源等工艺环节的新型优化技术,并对优化后的水泥生产过程的节能减排效果进行分析,以供参考。
关键词:水泥;生产工艺;优化技术引言:水泥在生产过程中会消耗大量煤炭能源,释放大量的二氧化碳等有毒气体,对环境造成严重影响。
随着双碳目标的提出,各行各业开始采用相关的节能减排措施。
水泥生产行业通过自主创新进行生产工艺的跨越式改革,进而减少生产过程中的能耗及温室气体的释放。
水泥生产工艺最早可追踪到普兰特水泥生产时代,国内传统的水泥生产工艺已经从回转窑、机立窑、立波尔窑、悬浮预热器窑发展到了新型干法工艺,生产工艺不断得到改良,但是与国外发达国家相比,仍有较大的提升空间。
目前,国内水泥生产过程中,水泥熟料煅烧及水泥制备消耗的热能及电能分别达2700kJ/kg和70kWh/t,两者生产过程产生的碳排放量分别达860、560kg/t。
为进一步减少生产过程中的能耗及碳排放,科研机构及企业开始全力进行水泥生产低碳优化控制技术的研发。
本文开展了水泥生产过程中粉磨、煅烧及新能源利用等工艺环节的新型优化技术研究,对比分析了优化后水泥生产过程的节能减排效果。
1水泥生产工艺流程水泥是由石灰石、黏土、铁矿石等原料,通过破碎、煅烧、粉磨等工艺后获得的重要工程材料,主要工艺是“两磨一烧”,指的是原材料的粉磨制备生料工艺、生料煅烧生产孰料工艺及孰料掺入混合材粉磨水泥成品。
目前,为了提高水泥生产过程原材料的煅烧率,降低能源消耗及二氧化碳的排放,研究人员开始从原材料粉磨工艺、熟料煅烧工艺、余热回收利用技术及能源使用方面进行一系列的探索。
2水泥生产工艺优化技术2.1原料粉磨工艺粉磨是水泥生产的关键环节,传统粉磨工艺主要采用球磨机,但在粉磨过程中,由于钢球的无效撞击导致损失大量的能量。
目前常用的是辊压机和立磨粉磨工艺,虽然与球磨机类似,同属于机械粉磨工艺,但相对于球磨机而言,可减少大量的耗电能。
刍议水泥厂矿渣立磨系统的调试与运行
4 张拉的分级及张拉顺序 . 4
张拉分成两级完成, 第一级张拉 8%。第二级张拉 至 10 0 0 %。张拉顺 序 为先张 拉最 长 的一根索 到 8 %,然 后 由长到短 依 次张拉每 根 索到 0 8%;在第 一级 张拉 完 成后 ,从最 短 的索逐 步张 拉到 最长 的索 直到 0 10 0%。 最 后 根据 监测 结构 进 行 微 调 。
工 艺与 设 备
建材 发展 导 向 2 1 0 2年 3 月 刍议水Βιβλιοθήκη 泥厂矿渣 立磨 系统 的调试 与运行
沈 立彬
( 西 鱼 峰 水 泥 股 份 有 限 公 司) 广
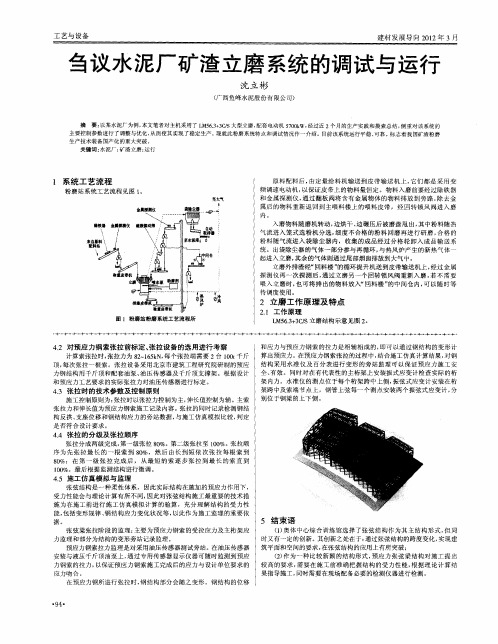
摘 要: 以某水泥厂为例, 本文笔者对主机采用了 L 5 .+ C M 6 3  ̄大型立磨, 3 配套 电动机 5 0 k 经过近 2 7 0 W, 个月的生产实践和摸索总结 , 侧重对该系统的
张弦梁张拉阶段 的监 理: 主要 为预应力钢索 的受拉应力及主桁架应 力监理和部分为结构的变形旁站记录监理 。 预应力钢索拉力监理是对采用油压传感器测试旁站 。 在油压传感器 安装与液压千斤顶油泵上 , 通过专用传感器显示仪器可 随时监测到预应 力钢索的拉 力, 以保证预应力钢索 施工完 成后的应 力与设计单位要求 的 应 力吻 合 。 在预应 力钢所进行张拉时 , 结构 部分会随之变形 。钢结构 的位移 钢
45 施 工 仿 真 模 拟 与 监 理 .
张弦结构是一种柔性 体系 ,因此 实际结构在施加 的预应力作用下 , 受力性能会与理论计算有所不 同, 因此对张弦结构施工最重要 的技术措 施 为在施工前进行 施工仿真模拟计算 的验 算,充 分理解结 构的受力性 能, 包括变形规律 、 钢结构应力变化状况等 , 以此作 为施工监理 的重要依
水泥立磨的调试研究
3立 磨 粉磨 工 艺 的基 本 流程
在粉磨 的过程 中, 物料会通过空气锁风阀逐渐进行入到磨机之 中, 并且所需要 的风力 以及气流 会通过磨机 的下部进入 到磨机之 5结语 中。 当空气通过磨盘边缘 附近所存在的喷嘴环的时候 , 能够将物料 通过生产调试 的实践可以得知 , 影响立磨运行的主要 因素包括 从 下而上 的进入 到选粉机之内。 与此同时 , 在磨机过程 中所产生 的 料量 、 物料 的粒度 、 料层 的厚度 以及在立磨 时的温度、 选粉机的转速 气流会通过系统风机进行导入, 粉磨之后的物料在通过各种选粉机 等。 只有对这些 因素进行合理有效 的控制 , 才能使磨机稳定运行 。 的旋转之后能够将物料从磨机 中退 出, 使磨机与选粉机合 并为一个 虽然在整个生产调试 中出现诸多 问题 , 但是在吸取经验教训的 整体 。 当产 品在磨机 中完工之后 , 收尘器会对其进行采集 , 并及时运 同时 , 本文 中所列举的 内容 、 调试方法 , 能够为水泥磨 的生产调试带 送 到仓库之 内。 来促进作用 , 并供 同行进行参考 。
率也有所提高 , 防止细粉在 回到磨盘 , 使磨盘上料层保持稳定, 使整 个磨粉的效率得到提高 , 使产 量得 到提 高。
4磨机生产 调试中所出现的问题以及解决措施
4 . 1整 改 内容 一 Nhomakorabea参考文献:
[ 1 ] 崔星太. 现代水泥生产 生料制备与水泥粉磨工序节能技术方案研 究[ J ] . 中 国水 泥, 2 0 1 2 , 1 0 : 4 3 — 4 7 . 在整个调试过程 中, 调试水泥磨振动 比较大 , 需要将 内侧 的耐 [ 2 ] 赵 国东 . 水 泥 立 磨 终粉 磨 系统 的节 能分 析 及 其 产 品 工作 性 能 探 讨 磨 挡 圈进 行 割 掉 。
TRMS3231矿渣立磨的应用及调试

远行.各珥!于fi怀i占}’股计饕求鼾机正常压什
叁数如表2所爪
孵内喷术的情况下为90m”,或者更高人糖风景车腱.飙溢螭 陋。现场情况为吐漪偏多,且吐渍巾的大块多.刮板牌搅严重. 辊皮外侧磨损严m形成明Ⅱ的删槽.石灰石调配库离析现象 严亟拄离析时磨机电流会达刊高报状态.定子C相温度增长
5结束语
1ⅥM5323】矿漓立磨是天津院引进德 国策歇立磨技术成功应jH于副渍粉麝系统 的同产直磨经过多‘I。的技术政造和创新 TRM53231矿,6j£磨H有产愤商电耗低和 对物料适膻性强等技术优势
的震动筛旧此挥证了^膳钧辩性度均勺性,开持喂料 最控制35tth.存缫1II采缱稳定的帕攫r.慢慢j}}加喂 料赫逸刊尽可能提旆产硅’*监测到^磨皮带机有料 时.延叫40s.丌蛄落辊加压.密切躲观土IU机电流循 环同料提升机电流.厦瓣机震动ffl这些数抛是判断料 糙灶香稳定的重要参教薪机震动时开艏腮内喷水若 喷水缸4;足小能消除振动:喷水盘i=f多物料就会结 块经廿腊辊挤雁形成料饼导致牌内研肼情况罂化 喷水量町根据盛环的情况加以州节.若“j席气体温度 吐低.而料屡比鞍稳定.且振动使维持在Ⅱ:常范用内. 则可以酸少喷水业停止喷水米擞高摩m口温度, 4,3磨机压差控制 群机压差的稳定对整个立磨系统正常l+作至关
使系缱在此压力F L作10mh.系系统
应无任何渗捕打丁1.避油电避恻开关井将【nf油溢漉
黼诩Ⅲ剑11:力较高的俺矬
弼整泉站的滥漉蹦连渐
将系缱压力升到3-4MPa观察所有雕力表的读数. 若两者不符时应校正压力传感器.使典与睢力我的 读数吻合观察-十液雕缸手}!塑监吾伸.收自如蚵 档接近开芰的位置设定好高}Il和低辊位(本膊扒的 高辊位为腊盘和路辘问琼IOmm立}.高{昆为磨盘和 磨辊¥II隙200ram处)上续T作完成后将系统压力 酒到4MPa背压压力为2 5NP;-.保惟24h{盘查系统 枉部分有无港滴.对港硒处应进行处理。液匝系统 24h保压压力损失应低于50%
MLS(MPS)立式磨的控制

摘要:MLS(MPS)立式磨的控制关键在于磨内风量、风速、风温、拉紧力大小、分离器转速·料层厚度、磨机振动、吐渣、压差的控制。
这些万面控制的好坏直接影响到它的粉碎效果和分离效果.MLS(MPS)立式磨是利用料床粉碎原埋进行粉磨物料的一种研磨机械。
现已被广泛应用于水泥、煤炭.电力等行业.我厂MLS(MPS)立磨是一种全风扫式磨机,入磨物料经过挤压,在离心力的作用下甩出盘边沉落到喷口环处,靠该处的高速风将其吹起、吹散,金属,重矿石将沉降到喷口环下排出。
细粉带到立磨上部,经分离器选分,成品随同气体迸人收尘器收集起来,粗粉又循环回来。
粗粉、粗颗粒被抛起,随着风速的降低,使其失去依托,沉降到盘面上,靠离心力迸人压磨轨道进行新一轮的循环,在多次循环中,颗粒与气体之间传热使水分蒸发。
因此,MLS(MPS)立式磨集物料的粉磨、输送、选粉、烘干以及分离金属块和重矿石等诸多优点于一身。
正常条件下,只要通过短期的工艺调试,立磨都能平稳地运转。
但是,如何优化工艺参数保证质量、确保安全、提高产量、降低能耗、提高运转率、不断提高经济效益是立式磨的管理和操作的中心问题。
下面针对这些问题,进行简要的探讨。
1磨内的通风及进出口温度的控制1.1入磨风的来源及匹配人磨热风大多采用回转窑系统的废气,也有的工艺系统采用热风炉提供热风,为了调节风温和节约能源。
在入磨前还可掺入冷风和循环风。
采用热风炉供给热风的工艺系统,为了节约能源,视物料含水清;步己可掺入20%~50%的循环风。
而采用预分解窑废气作热风源的系统,希望废气能全部人磨利用。
若有余量则可通过管道将废气直接排人收尘器。
如果废气金部人磨仍不够,可根据人磨废气的温度博况,确定掺入郡分冷风或循环风.1.2风量、风速及风温的控制1·2·1风量的选定原则(I)出磨气体中的含尘(成品)浓度应在550-750G/M3之间,一般应低于700 G/M3。
(2)出磨管道风速一般要大于18m/s,并避免水平布置。
水泥原料立磨设备问题分析及解决方案

水泥原料立磨设备问题分析及解决方案磨机轰鸣,粉尘弥漫,在这片工业的乐章中,水泥原料立磨设备扮演着至关重要的角色。
然而,岁月的痕迹和技术的局限,让这些问题逐渐浮现,成了我们不得不面对的难题。
今天,就让我们深入分析这些问题,并提出针对性的解决方案。
一、问题分析1.设备磨损严重立磨设备在长期运行过程中,物料与磨盘、磨辊的摩擦,使得设备磨损严重。
尤其是磨盘和磨辊,磨损速度较快,影响了设备的稳定性和生产效率。
2.粉尘污染问题水泥原料立磨设备在运行过程中,物料破碎产生的粉尘,容易造成环境污染。
这不仅影响了员工的健康,也对周边环境造成了影响。
3.设备故障率高由于磨损、污染等因素,立磨设备的故障率较高,影响了生产的连续性和稳定性。
4.能耗问题立磨设备在运行过程中,能耗较高,尤其是磨盘和磨辊的驱动系统,能耗占比较大。
这不仅增加了生产成本,也对环境保护不利。
二、解决方案1.优化设备设计针对设备磨损严重的问题,我们可以从设备设计入手,采用耐磨材料,提高磨盘和磨辊的耐磨性能。
同时,优化磨盘和磨辊的结构,减少磨损。
2.改进生产工艺为了解决粉尘污染问题,我们可以改进生产工艺,采用封闭式生产,减少物料破碎过程中产生的粉尘。
同时,加强通风和除尘设备的使用,降低粉尘浓度。
哎哟,这个解决方案听起来不错。
不过,设备故障率高的问题怎么解决呢?3.强化设备维护针对设备故障率高的问题,我们需要加强设备的日常维护和保养。
定期检查设备,发现磨损严重的部件及时更换,避免因磨损导致的故障。
同时,提高员工的操作技能,减少误操作。
4.降低能耗(1)优化设备驱动系统,提高电机效率。
(2)采用变频调速技术,实现电机转速的精确控制。
(3)加强设备散热,降低设备运行温度,减少能耗。
5.创新技术应用当然,我们还可以探索新的技术应用,如:(1)采用先进的磨盘和磨辊材料,提高耐磨性能。
(2)引入智能控制系统,实现设备的自动优化运行。
(3)开展设备故障预测研究,提前发现并解决潜在问题。
立磨预粉磨水泥制成系统的安装与调试

磨研 磨 ,细粉 物料进 入球 磨机 进行 粉磨 ,成 品从 磨
机 出料 端 的斗提 机提 升 至空气 输送 斜槽 ,再 经过 高 效提 升机提 升进 入水 泥库 ;而 另外 一部 分细 粉随 气
名称
球磨机
表2 球 磨 机 技 术 性 能 参 数
型号规格 ( m) mx
中38 3 .X1
流 经过袋 收 尘器 过滤 收尘 ,符 合环 保要 求 的气 体 排 人 大气 ,沉 积下来 的细粉 随空 气斜槽 进 入到入 库 高 效 提升 机 ,最终 到达 库 内 。该 工艺 流程 见 图 1 。
向有 关 。而 立磨 有较强 的可靠性 、较低 的单 位 电耗
以及 它对 高炉渣 不论 是单 独粉磨 ,还是 与熟料 一起 粉 磨 的能力 ,不 仅在 国外 越来越 多地 采用 ,而在 国 内运用 已经 开 始 ,致使 系统 的单 位 电耗 能 降低 3 % 0 左 右 。以立磨 为 预粉磨 设备 的开 流粉 磨 系统 的配置
传动方式
巾心 传 动
转速 (mn r i / )
1. 66
入料粒度 ( i) mn
≤2
一
台时产量 (h t) /
10 l 0 0~ 1
电机功率 (W) k
25H 0 D
Hale Waihona Puke 烘干 电石渣 ,在 该运 行状 态下 ,通 过调 节 电石渣 的 喂料 量 ,烘 干破碎 机 出 口的温 度可 以控 制 在 1 0℃ 5 左 右 ,换热 效果 良好 ,停 机后 检查 ,烘 干腔 内没有 积 料存 在 。螺旋 喂料 机运行 稳定 ,完 全满 足要 求 。 动 态选 粉机 运行 良好 ,当烘 干破 碎机 出 口温度 偏低
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
了传 统 莱歇 磨 的基 本原 理 , 它 有成 对 的锥 形 辊 子 和
一
侧 耐磨 挡 圈割掉 。 作 用及 效果 : 切 割 内层耐磨 挡 圈后 . 增 大 了耐磨 挡 圈与 磨辊 之 间的缝 隙, 这样 可 以减小 磨 机 的振动 . 但 是效 果不 是很 明显 , 加高 产量 震动 就会 变大 。
水 泥 立 磨 的调试 研 究
王 悦
中国中材国际天津公司( 1 0 0 1 7 6 )
摘 要 : 我公 司 T I T A N3 3 0 0 t / d熟 料 生产 线 项 目采 用 了德 国 莱歇 公 司的 L M5 6 . 3 + 3 C / S立 式 辊 磨 , 设 计能 力为
动 比较 小 , 产量 可 以加 到 1 7 0 t / h 。说 明利 用循 环 的
3立磨 粉磨 工 艺 流 程
物 料通 过 空气 锁风 阀喂人 磨机 . 所 需要 的 气 流 从磨 机 下部进 入磨 机 。空气 通过 磨盘 边缘 附近 的 喷
气体 有 一定 的湿 含量有 助 于磨机 的稳 定 。
1 2 0 t / h , 比表 面 积 3 4 0 0 c m 2 / g左 右 , 4 5 m 筛 余
6 . 8 %~ 8 . 0 %。
3 ) 整改 内容 : 我们 试 着停用 热 风炉 生产 。 作 用 及 效果 : 停 用 热 风 炉后 , 磨 机 比较 稳定 . 震
1 1 6 t / h , 比表 面 积 3 3 0 0 ~ 3 4 0 0 c m  ̄ / g , 4 5 m 筛 余
6. 4 % ~8 . 0% 。
2 ) 整改 内容 : 继 续调 试磨 机振 动 问题 , 将 磨机 挡
料 环加 高 7 0 mm。 作 用 及效 果:加 高 挡 料环 后。使 料 层 厚度 增 加 1 0 ~ 2 0 mm, 使 磨 机振动 减小 , 说 明加 高 了挡料 环 , 料
的旋 转 笼之后 离 开磨机 , 选 粉 机 与磨机 成 为一体 。 产 品 由磨 机后 面 的收尘 器收集 下来 并 送人 储库 。
4磨 机 生 产 调 试 中 出 现 的 问题 及 整 改
措 施
水 泥 立磨 自试生 产 之 日到通 过 性 能测 试 , 历 时
磨辊 与磨 盘料 层增 加 了面 的接触 , 提高 了 粉磨效 率 , 减小 了振 动 , 产 量大 幅提高 , 但仍不 达 标 。
嘴环 将 物料 向上 携带进 入 选粉 机 。 通 过磨 机 的气 流
由系统 风机导 入 。粉磨后 的物料 在通 过高 效选 粉机
改, 对 主磨 辊 进 行 辊 皮 堆 焊 , 目的 是 为 了 增加 粉 磨 接触 面 , 减少 点接 触 , 减 少震 动 , 提高 粉磨 效率 。 作 用 及效 果 : 大 磨辊 辊 皮 堆 焊后 , 改 变 了角 度 、
磨 室 中作 内循 环 。 这 就使 粉磨 产 品在 通 过选 粉 机 离
开辊 式 磨之 前 就 已经 数 次通过 粉磨 间隙 。 粉磨 水 泥 所 需 的 高 单 位 粉磨 压力 可 通 过 控 制 料 床 的形 成 而 实现 。
层 加高 , 有 助于震 动 的降低 。
生产 9 5 %熟料 + 5 %石膏 O P C水 泥: 产量为 1 1 8 ~
生产 9 5 %熟料 + 5 %石膏 O P C水 泥: 产 盘, 锥形 磨辊 的倾 斜 产生 了剪 切力 , 剪切
力保 障 了研磨 并 将物 料输 送 到磨辊 下 面 。 这一 粉磨 原 理可 使 粉磨 件 之 间形成 一个 平 行 的粉 磨 间 隙 , 被
粉 磨 的物 料 在 转 动 的磨 盘 和单 独 操 纵 的 磨辊 之 间 被粉 碎 , 粉 磨 过程 主要 是通过 施 加垂 直压 力来 完成 , 其 次要 作 用 的是 水平 剪切 力 在 粉 磨水 泥 熟料 时 , 压力 随 比表 面积 的增 加 而提 高 。粉磨 过 程 中 , 料 床 在水 平 磨盘 的上 面形 成并 保持 稳定 。由于物料 在 粉
2 0 0 t / h 。 着 重介 绍 了该 设备 特 点 和 生 产 调 试 中 出现 的 f - ' l 题 及 整 改 措 施 。生 产调 试 的 实践 表 明: 影 响 莱 歇 立 磨 稳 定 运 行 的 主要 因素 有 喂 料 量 、 物料 粒度 、 料层厚度 、 磨 内温 度及 选粉 机 转 速 等 。
2磨 机 的 主 要 技 术 参 数
为 了满足 生 产需 求 。 该项 目选 用 了德 国莱 歇公 司的 L M5 6 . 3 + 3型立 式辊 磨 , 磨 机 型号 L M5 6 . 3 + 3 C / S , 能力 2 0 0 t / h , 磨盘规格 5 . 6 m , 磨 机功 率 5 3 0 0 k w , 选粉 机 功率 5 0 0 k w , 选 粉机转 速 l 4 4 0 r p m。
关键词: 莱歇 立 磨 ; 震动 ; 料层厚度 ; 调 试
1菜 歇 立磨 的 工 作 原 理
用 于粉 磨 较 高细 度产 品 的辊 式水 泥 立磨 , 保 留
比表面 积不 达标 等, 调试 过程 经历 了 以下几个 环节 : 1 ) 整改 内容 : 调试 水 泥磨 振动 较 大 问题 , 将最 内
生产 9 5 %熟料+ 5 %石膏 O P C水 泥: 产量 为 1 7 0 t /
h , 比表 面积 3 5 0 0 c m 2 / g 左 右, 4 5 I x m筛余 4 %~ 5 . 6 %。 4 ) 整 改 内容 : 经 过 多 次 尝试 , 水 泥 磨 产 量仍 达 不 到 合 同 中保 证 的 2 0 0 t / h 。针 对 现 状 再 次 进 行 整