滚子链链轮制造技术要求
链轮加工技术说明(3篇)
第1篇一、概述链轮,作为一种重要的传动部件,广泛应用于机械传动系统中。
它主要用于传递动力、改变速度和方向。
链轮加工技术是指采用各种加工方法对链轮进行加工,以满足不同使用场合的需求。
本文将详细介绍链轮加工技术,包括加工工艺、加工设备、加工材料及质量控制等方面。
二、加工工艺1. 基本工艺流程链轮加工的基本工艺流程如下:(1)下料:根据链轮图纸要求,将原材料切割成所需尺寸。
(2)粗加工:采用车削、铣削等方法,将链轮毛坯的轮廓加工出来。
(3)半精加工:对粗加工后的链轮进行精加工,使链轮的尺寸、形状和位置精度达到要求。
(4)热处理:对半精加工后的链轮进行热处理,以提高其硬度和耐磨性。
(5)精加工:对热处理后的链轮进行精加工,使链轮的尺寸、形状和位置精度达到最终要求。
(6)检验:对加工完成的链轮进行检验,确保其质量符合要求。
2. 加工方法(1)车削加工:车削是链轮加工中最常用的方法,适用于各种尺寸和形状的链轮加工。
(2)铣削加工:铣削加工适用于大尺寸、复杂形状的链轮加工。
(3)磨削加工:磨削加工适用于精密链轮加工,能够保证链轮的尺寸、形状和位置精度。
(4)电加工:电加工适用于特殊形状的链轮加工,如非圆形、非轴对称的链轮。
三、加工设备1. 车床:车床是链轮加工中最常用的设备,包括卧式车床、立式车床等。
2. 铣床:铣床适用于大尺寸、复杂形状的链轮加工,包括龙门铣床、数控铣床等。
3. 磨床:磨床适用于精密链轮加工,包括外圆磨床、内圆磨床等。
4. 电加工设备:电加工设备包括电火花线切割机、电火花成形机等。
四、加工材料1. 钢铁:钢铁是链轮加工中最常用的材料,具有良好的加工性能和耐磨性。
2. 铸铁:铸铁具有较高的耐磨性和抗冲击性,适用于重载、冲击较大的链轮加工。
3. 不锈钢:不锈钢具有较高的耐腐蚀性和耐磨性,适用于腐蚀性较强的环境。
4. 铝合金:铝合金具有轻质、高强度、耐腐蚀等特点,适用于轻载、高速的链轮加工。
五、质量控制1. 原材料检验:对原材料进行检验,确保其质量符合要求。
滚子链链轮的结构和材料

滚子链链轮的结构和材料
链轮由轮齿、轮缘、轮辐和轮毂组成。
链轮设计主要是确定其结构和尺寸,选择材料和热处理方法。
(一)链轮齿形
滚子链与链轮的啮合属于非共轭啮合,其链轮齿形的设计比较灵活。
在国标
GB/T1243-1997中没有规定具体的链轮齿形,仅仅规定了最小和最大齿槽形状及其极限参数,见表9 -2。
实际齿槽形状取决于加工轮齿的刀具和加工方法,并应使其位于最小和最大齿槽形状之间。
(二)链轮的基本参数和主要尺寸
链轮的基本参数是配用链条的节距p,套筒的最大外径di,排距p.和齿数z。
链轮的主要尺寸和计算公式见表9-3和表9-4。
(三)链轮的结构.
小直径的链轮可制成整体式(图9 -6a);中等尺寸的链轮可制成孔板式(图9-6b);大直径的链轮,常可将齿圈用螺栓连接或焊接在轮毂上(图9 -6c)。
(四)链轮的材料
链轮轮齿要具有足够的耐磨性和强度。
由于小链轮轮齿的啮合次数比大链轮多,所受的冲击也较大,故小链轮应采用较好的材料制造。
链轮常用的材料和应用范围见表9 -5。
(整理)GBT 1243-短节距传动用精密滚子链和链轮.

前言本标准等效采用国际标准ISO 606:1994((短节距传动用精密滚子链和链轮》。
本标准从生效之日起,同时代替国家标准GB 1243.1-83《传动用短节距精密滚子链》、GB 1243.2-83《传动用短节距精密滚子链输送用附件》和GB 1244-85《传动用短节距精密滚户链和套筒链链轮Lt,形和公差》本标准等效采用ISO 606:1994,与被代替的原标准有如下不同之处:1.将原GB 1243. 1 -83中列于附录A中的B系列12个规格的滚子链列入正文内容,并在A系列中增加r36八规格2.本标准与GB 1243. 1-83相比较,B系列16B以I二滚子链最小抗拉载荷有较大幅度的提高3.将GB 1243.1-83中“检验载荷”由原来的“建议采用”改为“应采用”·并将原称谓改为“预拉载荷”。
4·取消GB 1243. 2-83中关于加高链板附件和延长销轴附件的规定5.链轮部分内容等同采用ISO 606:1991木标准为短节距精密滚子链基本标准.由本标准派生的以及和本标准相关的其他标准应很据本标准有关内容进行修汀由于本标准规定所有产品应进行预拉,所以对预拉设备提出了新的要求。
考虑到链条制造厂需雕备相应的硬件环境,本标准发布与实施的过渡期为一年本标准的附录A是标准的附录;附录B是提示的附录本标准由中华人民共和国机械工业部提出。
本标准由全国链传动标准化技术委员会归口。
本标准负责起草单位:吉林工业大学链传动研究所本标准参加起草单位:杭州链条总厂、武进链条厂、大港油田中成机械制造公司、石家庄链轮总)常州链轮厂、杭州东华链条厂本标准主要起草人:土义行、李欣欣本标准参加起草人:王吉民、谈光成、王彦平、杜刚、陈小兴、叶斌本标准于1976年首次发布,1983年第1次修订本标准由全国链传动标准化技术委员会负责解释。
ISO前言ISO 国际标准化组织)是一个世界性的各国国家标准化组织(ISO成员国)的联合会制定国际标准的工作通常是由ISO各技术委员会执行每个成员国对已建立有技术委员会的项目有兴趣,均有权参加该委员会同ISO有联系的政府与非政府的国际组织也参与部分工作。
滚子链轮计算及允许偏差

短节距精密套筒链轮齿形计算及允许偏差
一、概述
链传动具有结构简单、传力大、效率高、传动比准确、适应性强、紧凑、经济、耐用和维修保养方便等特点,因而在机器设备中得到了广泛应用。
其中滚子链传动是最为常见的传动类型。
滚子链主要指短节距精密滚子链,也包括它的加重系列和不带滚子的短节距精密套筒链。
滚子链与链轮的啮合属非共轭啮合,其链轮齿形的设计可以有较大的灵活性。
GB1244-85中没有规定具体的链轮齿形,仅仅规定了最大齿槽形状和最小齿槽形状及其极限参数,凡在两个极限齿槽形状之间的各种标准齿形均可采用。
实际上,齿槽形状在一定范围内变动,在一般工况下对链传动的性能不会有很大影响。
三圆弧一直线齿形是常用齿形,基本上符合GB1244-85标准规定的齿形范围。
三、链轮齿槽几何参数计算公式
五、链轮偏差
1.链轮齿根圆直径极限偏差 mm。
链轮标准
§6-4 滚子链链轮的结构设计及链传动的布置、张紧和润滑一、滚子链链轮的结构设计链轮的正确设计有利于延长链的寿命、提高链传动的质量、减小链和链轮的磨损。
1、链齿的齿形链轮的齿形与齿轮的齿形相似,但其齿廓不是共轭齿廓,其齿形具有很大的灵活性。
链轮齿形应具备以下性能:保证链节能平稳、自由的啮入和啮出;尽量减小链节与链轮啮合时的冲击和接触应力;有较大的容纳链节距因磨损而增长的能力;便于加工。
常用的齿形有:直线-圆弧齿形、两圆弧齿形。
滚子链链轮的轴面两侧齿形为圆弧或直线,以利链节的啮入和啮出。
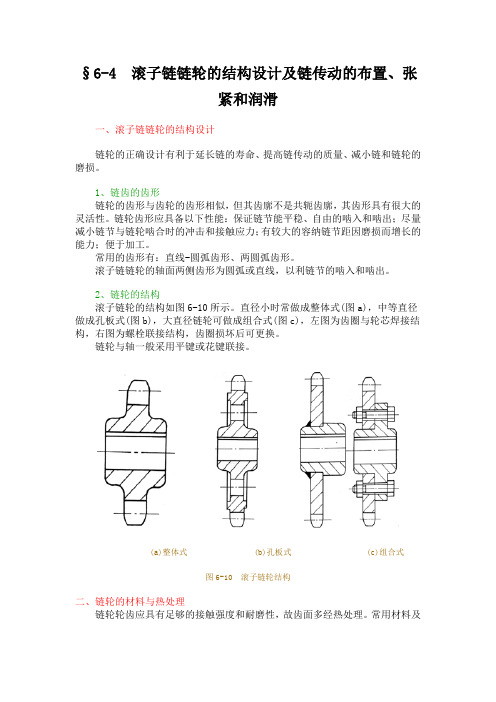
2、链轮的结构滚子链轮的结构如图6-10所示。
直径小时常做成整体式(图a),中等直径做成孔板式(图b),大直径链轮可做成组合式(图c),左图为齿圈与轮芯焊接结构,右图为螺栓联接结构,齿圈损坏后可更换。
链轮与轴一般采用平键或花键联接。
(a)整体式(b)孔板式(c)组合式图6-10 滚子链轮结构二、链轮的材料与热处理链轮轮齿应具有足够的接触强度和耐磨性,故齿面多经热处理。
常用材料及热处理与应用范围见表6-6。
由于小链轮轮齿的工作次数比大链轮轮齿多,所受冲击力也大,故所用材料常常优于大链轮。
表6-6 链轮材料、热处理及齿面硬度链轮材料热处理齿面硬度应用范围15、20渗碳、淬火、回火50-60HRC z25有冲击载荷的链轮35正火160-200HBS z>25的链轮45、50、ZG310-570淬火、回火40-45HRC无剧烈冲击的链轮15Cr、20Cr 渗碳、淬火、回火50-60HRC z<25的大功率传动链轮40Cr、35SiMn、35CrMn淬火、回火40-50HRC重要的、使用优质链条的链轮Q215/Q255焊接后退火140HBS中速、中等功率、较大的从动链轮不低于HT150的灰铸铁淬火、回火260-280HBS z>50的链轮夹布胶木--P<6KW、速度较高、要求传动平稳噪声小处三、链传动的布置及张紧链传动的布置是否合理,对传动的质量和使用寿命有较大的影响。
传动与输送用双节距精密滚子链和链轮

传动与输送用双节距精密滚子链、附件和链轮囝冒中华人民共和国国家标准代替传动与输送用双节距精密滚子链、附件和链轮—发布实施丰瞀粥鬻瓣訾雠瞥星发布中国国家标准化管理委员会仅前言………??……??………??……??…?? 引言……………………………范围……………………………??规范性引用文件…………??……传动链条………………………??链条及其零部件术语………标号…??………………………尺寸????…????……????…??????????……????抗拉试验……………………??预拉…………………………链长精度……………………??标记………??…………………输送链条………………………概述…????????……??…????…????…????????术语…………………………??标号…………………??………尺寸…………………………??链长精…………………………??附度…………??…………标记件……??…??…????………??…??链轮………………………………术语……………………??……????直径尺寸与齿形………………径向跳动………??……………????轴向跳动摆动………………轮齿的节距精度………………孔径公差??…????????…??………??…????标记……??????…????………??…??…附录规范性附录分度圆直径目次 ?前言本标准等同采用传动与输送用双节距精密滚子链、附件和链轮》英文版。
本标准等同翻译。
为便于使用本标准做了下列编辑性修改——“本国际标准”一词改为“本标准”——用小数点“”代替作为小数点的逗号“”。
采标过程中还纠正了中“最小齿槽形状”和“最大齿槽形状”计算公式的错误。
将中的“ …一”改为“ 。
一一。
”将“ …一”改为“ 。
一一”。
本标准是对传动与输送用双节距精密滚子链、附件和链轮》的修订。
本标准与相比主要技术内容变化如下——增加了图带卡簧的连接链节——对做了技术修订调整了部分内容——对做了技术修订将原来的预拉载荷值为最小抗拉强度的调整为——对原表表中的部分数据进行了调整——新增了、型附件和型加长销轴及所对应的图图图与表表表——调整了的规定将带有附件的链长公差由原来的??调整为??同时增加了对平行传动链条链长精度的选配要求——新增了对附板制造的要求——新增了对链轮孔径公差的要求——将原标准对齿数范围的规定移至第章适用范围。
滚子链链轮制造技术要求201412

滚子链链轮制造技术要求编制:邬丽萍 201412291.常用材料及热处理2.链轮的主要尺寸3.链轮齿形4.链轮精度要求5.链轮的结构6.链传动的安装要求7.链传动的润滑8.链轮的技术要求9.链轮的检验1.常用材料及热处理材料应保证轮齿具有足够的耐磨性和强度。
小链轮采用比大链轮好的材料,克服齿啮合次数多、冲击比大链轮严重的现象。
一般为中碳钢淬火处理;高速重载用低碳钢渗碳淬火处理;低速时也可用铸铁等温淬火处理;小链轮对材料的要求比大链轮高(当大链轮用铸铁时,小链轮用钢)。
对端面有相对运动工况工作的链轮,建议增加零件端面表面硬度,提高零件耐磨性能。
推荐材料和热处理工艺如下:①.45#钢:调质硬度28HRC+齿面、端面表面淬火硬度45~48HRC。
②.40Cr:正火硬度220HB+多功能炉整体淬火硬度45~48HRC。
提高零件表面硬度,增加耐磨性能。
推荐常用材料如下:2.链轮的基本参数和主要尺寸GB/T1243—2006国家标准规定了链轮的主要参数和主要尺寸。
见图1。
图1 链轮尺寸示意图 主要参数和主要尺寸见表所列。
注: 齿顶圆d a 、d g取整数,其它尺寸精确到0.01mm。
3.链轮齿形链轮的齿形保证链条能顺利的进入和退出与轮齿的啮合,使其不易脱链。
3.1.端面齿形GB/T1243—2006国家标准的规定链轮齿形, 链轮端面的齿形:二圆弧齿形、三圆弧-直线齿形,见图2。
推荐采用“三圆弧一直线” 的齿形。
齿廓上aa、ab、cd为三段圆弧,半径依次r1 、r2 、r3;bc为直线段。
见图3。
图2 齿槽形状图3 三圆弧一直线齿槽形状3.2.剖面齿廓GB/T1243—2006国家标准的规定链轮剖面齿廓:圆弧+直线。
见图4。
图4 剖面齿廓4.链轮精度要求5.链轮的结构链轮的结构见图5。
小直径链轮可做成整体式; 中等直径链轮多用孔板式;大直径链轮可制成焊接、螺纹连接组合式, 齿圈与轮心可用不同材料制造。
图5 链轮的结构焊接式大链轮在焊接时,推荐采用对接焊缝结构见图6。
链轮的基本参数

链轮的基本参数链轮是链传动中的重要零件,链轮齿形、节距等与链条相关尺寸加工是否正确,将直接关系到链条的使用寿命。
因此,必须给于足够的重视。
一、链轮材料的选择对于不需要热处理的片式链轮,可采用Q235、Q345(16Mn)、或10、20钢制造。
一般硬度在HBl40以下,适于中速、中等功率、较大的链轮加工。
要求热处理的链轮一般选用45钢、45钢锻造、45铸钢或4OCr钢加工,适用于受力较大重要场合与高强度链条配套的主、从动链轮的加工。
铸铁链轮主要应用在精度要求不高或外形复杂的链轮,如环链轮等。
二、链轮的基本参数l、Z-齿数,2、P-链条节距,3、d-滚子直径,4、d分一分度圆直径,5、d顶一顶圆直径,6、d根一齿根圆直径,7、一节距角8、Q一压力角,R一齿沟圆弧半径。
前三个参数为用户提供的重要数据,后序参数为链轮设计参数可参照有关标准计算。
三、常见链轮的形状与结构通常,链轮是由齿圈、轮毅和轮幅三部分组成。
常见链轮形状有: 1.单片式单双排链轮。
2.单凸缘式单双排链轮。
3.双凸缘式单双排链轮。
链轮的结构大致有:1.整体结构。
一般应用在标准链条P=38.1以下的单、双排,单、双凸缘链轮的加工。
2.焊接结构。
主要应用在中、大规格单、双凸缘链轮的加工。
加工时,凸缘部分采用棒料车成凸形。
齿圈部分可采用板材切割后加工外径与轴孔,孔一端车出焊接坡口套入凸缘部分进行焊接。
焊接时要两端焊,采用低氢焊条如T506焊条等。
3.铸造链轮。
主要应用在大型链轮的加工,加工时只加工齿圈、凸缘两端面、外径和内径及键槽,然后再加工齿形。
环链轮都是铸造的。
铸造链轮的材料一般有两种,铸铁和铸钢如HTl5O、HT2O0和ZG310-570(ZG45)。
4. 锻造链轮。
主要应用在受力较大的中、大规格链轮的生产上。
锻造时,不管是单凸缘式或双凸缘式,一般都锻成凸形,轴孔留出足够的加工余量,材料利用率较低,成本高。
四、链轮齿形的几何形状与设计原则1. 链轮齿形的几何形状:常见链轮的几何形状有三圆弧一直线形、两圆弧一直线形、两圆弧凸齿形、一圆弧一直线形、齿槽中心有偏移的直线齿形和直线齿形。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
滚子链链轮制造技术要求
1.常用材料及热处理
2.链轮的主要尺寸
3.链轮齿形
4.链轮精度要求
5.链轮的结构
6.链传动的安装要求
7.链传动的润滑
8.链轮的技术要求
9.链轮的检验
1.常用材料及热处理
材料应保证轮齿具有足够的耐磨性和强度。
小链轮采用比大链轮好的材料,克服齿啮合次数多、冲击比大链轮严重的现象。
一般为中碳钢淬火处理;高速重载用低碳钢渗碳淬火处理;低速时也可用铸铁等温淬火处理;小链轮对材料的要求比大链轮高(当大链轮用铸铁时,小链轮用钢)。
对端面有相对运动工况工作的链轮,建议增加零件端面表面硬度,提高零件耐磨性能。
推荐材料和热处理工艺如下:
①.45#钢:调质硬度28HRC+齿面、端面表面淬火硬度45~48HRC。
②.40Cr:正火硬度220HB+多功能炉整体淬火硬度45~48HRC。
提高零件表面硬度,增加耐磨性能。
推荐常用材料如下:
2.链轮的基本参数和主要尺寸
GB/T1243—2006国家标准规定了链轮的主要参数和主要尺寸。
见图1。
图1 链轮尺寸示意图 主要参数和主要尺寸见表所列。
注: 齿顶圆d a 、d g取整数,其它尺寸精确到0.01mm。
3.链轮齿形
链轮的齿形保证链条能顺利的进入和退出与轮齿的啮合,使其不易脱链。
3.1.端面齿形
GB/T1243—2006国家标准的规定链轮齿形, 链轮端面的齿形:二圆弧齿形、三圆弧-直线齿形,见图2。
推荐采用“三圆弧一直线” 的齿形。
齿廓上aa、ab、cd为三段圆弧,半径依次r1 、r2 、r3;bc为直线段。
见图3。
图2 齿槽形状
图3 三圆弧一直线齿槽形状
3.2.剖面齿廓
GB/T1243—2006国家标准的规定链轮剖面齿廓:圆弧+直线。
见图4。
图4 剖面齿廓
4.链轮精度要求
5.链轮的结构
链轮的结构见图5。
小直径链轮可做成整体式; 中等直径链轮多用孔板式;大直径链轮可制成焊接、螺纹连接组合式, 齿圈与轮心可用不同材料制造。
图5 链轮的结构
焊接式大链轮在焊接时,推荐采用对接焊缝结构见图6。
遵循焊接工艺要求:焊前母材要预热,焊后要保温;分层、相邻层反方向焊接,每层焊后清理焊渣和飞溅、用适当的撞击力敲击焊层,方可焊下一层。
图6 对接焊缝结构
6.链传动的安装要求
①. 链轮链条装配前,应清洁、无锈蚀、无影响齿面接触的毛刺、磕碰缺陷。
②. 链条与链轮啮合时,链条工作边必须拉紧,保证啮合平稳。
③. 主动链轮与被动链轮轮齿的中心线重合,其偏移量△e不能超过设计要求。
若设计未规定,其△e
≤0.2a /100mm。
链传动的安装见图6。
④. 两链轮旋转平面间的夹角误差△θ≤(0.6/100)rad。
链传动的安装见图6。
图6 链传动的安装
⑤. 链条非工作边的的弛垂度f应符合设计要求。
若设计未规定且链条中心线与水平线夹角α<60°
时,弛垂度f=(0.01~0.02)a(mm)。
见图7。
图7 传动链条弛垂度f
⑥. 链条接头的固定形式见图8。
接头处开口销或弹簧卡应朝年链条外侧,或者内侧壁上开装拆窗口,
方便装拆链条。
图8 链条接头的固定形式
⑦. 装配后应空运转试验,运转中应连续、无卡阻。
⑧. 加防护罩保证链传动安全、防尘。
7.链传动的润滑
链传动良好的润滑可缓和冲击、减轻磨损、延长链条的使用寿命。
①. 要求用户按推荐的方式进行润滑。
②. 润滑油根据环境温度选用,推荐采用牌号为:L-AN46、L-AN68、L-AN100。
③. 对于开式及重载低速传动,可在润滑油中加入MoS2、WS2等添加剂。
④. 对于不便采用润滑油的场合,涂抹链条用润滑脂,定期清洗与涂抹。
8. 链轮的技术要求
链轮工程图见图9。
图9 链轮工程图
序号
项 目
1 零件设计要求 材料:锻件须注明
2 主要参数和主要尺寸
3 齿形要求
4 精度要求
5 齿部去锐边
6 齿部热处理方法和硬度要求
7 总装设计要求 主动链轮与被动链轮轮齿的中心线重合,其偏移量△e≤0.2a /100mm
8 两链轮旋转平面间的夹角误差△θ≤(0.6/100)rad 9 链条非工作边的的弛垂度f=(0.01~0.02)a(mm)
1 工艺要求
工艺要求:一个端面、孔/轴、齿顶圆一次装夹加工至尺寸,保证径向圆跳动和端面圆跳动
2 齿部加工的基准:孔、孔端面,大链轮增加齿端面。
3 准备两个样板:检验节距和齿槽
4 钳工:齿部去锐边。
小链轮机加序自己去除锐边。
5 热处理工序要求:正火/调质+淬火+硬度+发蓝 6
打标识
9.链轮的检验
链轮质量控制关键项:
①. 材料:化学成分、无裂纹
②. 热处理整体硬度、或淬硬层深
③. 齿根圆尺寸d f
④. 跨距测量距M R
⑤. 精度:径向跳动、端面跳动、粗糙度
⑥. 端面齿形
齿形检验样板:δ=1mm,大小孔吊挂用,打标识节距、滚子直径、3R。
用后涂抹防锈由。
节距样板、齿槽样板见图10。
图10 样板。