计数型测量系统分析(MSA)
计数型MSA计算分析(假设试验法入门实例讲解)

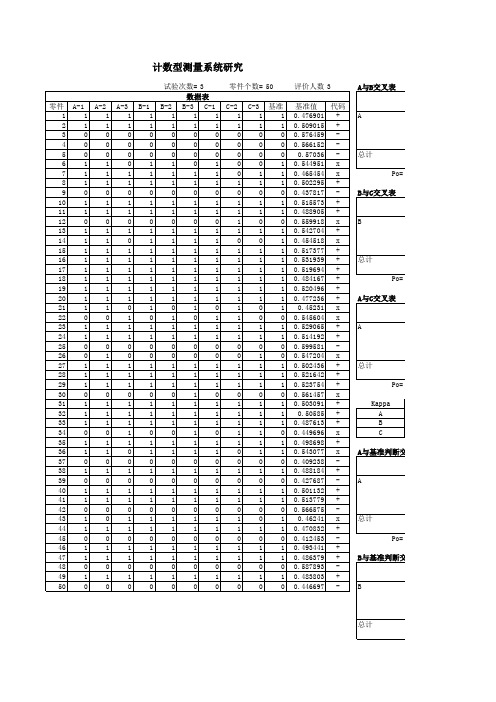
计数型MSA研究方法——假设试验分析(交叉表法):实例详解计数型MSA研究对象:定性分析测量系统,外观、通止规等常用方法:假设试验分析操作方式:选择50个产品,其中2/3左右合格品和1/3左右不合格品,3个检验人员分别对其进行3次测量,相当于每人150次测量。
得出的结果,判定合格记录为1,判定不合格记录为0得出以下表格所示的结果:(为便于观察和理解,这里将测量人员判定结果与标准不一致的标成黄色)计数型MSA的指标要求和计算:1、Kappa:判定人员一致性好坏的指标,接收准则:Kappa>0.75 1.1人员之间的一致性:期望发生的次数:根据判定结果的概率,会发生的次数A判定为0的概率=A判定为0的次数/A判定的总次数=(44+6)/150=0.333 A判定为1的概率=A判定为1的次数/A判定的总次数=(3+97)/150=0.667 B判定为0的概率=B判定为0的次数/A判定的总次数=(44+3)/150=0.313 B判定为1的概率=B判定为1的次数/A判定的总次数=(6+97)/150=0.687A判定为0,同时B判定为0的概率=0.333*0.313=0.104A判定为0,同时B判定为1的概率=0.333*0.687=0.229A判定为1,同时B判定为0的概率=0.667*0.313=0.209A判定为1,同时B判定为1的概率=0.667*0.687=0.458A判定为0,同时B判定为0期望的次数=0.104*150=15.6A判定为0,同时B判定为1期望的次数=0.229*150=34.35A判定为1,同时B判定为0期望的次数=0.209*150=31.35A判定为1,同时B判定为1期望的次数=0.458*150=68.7Po:A与B判定结果一致的概率=(44+97)/150=0.94Pe:期望结果一致的概率=(15.6+68.7)/150=0.562Kappa=== 0.863Kappa>0.75,说明A与B一致性较好A与C、B与C按相同方式计算并进行判定1.2人员与标准之间的一致性Po=(45+97)/150=0.947Pe=(16+68)/150=0.56Kappa=(0.947-0.56)/(1-0.56)=0.879Kappa>0.75,说明A与标准一致性较好B、C与标准的一致性按相同方式计算并进行判定2、有效率、漏判率、错判率:判定单个人员好坏的指标有效率:完全判定正确的零件个数/总零件个数漏判率:将不合格判定为合格的次数/标准为不合格的次数(Ⅱ类风险,顾客风险)错判率:将合格判定为不合格的次数/标准为合格的次数(Ⅰ类风险,工厂风险)根据数据计算结果:人员A有效率=42/50=84%人员A漏判率=3/48=6.25%人员A错判率=5/102=4.9%结果表明,人员A有效率位于可接受边缘,漏判率不接受,错判率接受。
计数型MSA(minitab)

数据收集与整理
按照测量计划进行数据收集
按照制定的测量计划,使用合适的测量系统进行数据收集。
数据整理
对收集到的数据进行整理,包括数据筛选、缺失值处理、异 常值处理等。
分析数据并评估测量系统的性能
数据分析
对整理后的数据进行统计分析,包括 描述性统计、假设检验等。
评估测量系统的性能
根据数据分析结果,评估计数型MSA 的测量系统性能,包括稳定性、重复 性、再现性等方面的评估。
进一步研究计数型MSA在不同行业和 领域的应用,以拓展其应用范围。
深入研究计数型MSA与其他测量系统 评估方法的比较和整合,以提供更全 面的测量系统评估方案。
探索使用其他统计软件进行计数型 MSA分析的可行性,以提高分析效率 和准确性。
鼓励更多企业采用计数型MSA来评估 其测量系统性能,以提高产品质量和 生产效率。
同时间或不同操作员检测到的缺陷的一致性来评估。
案例三:产品包装缺陷检测系统
要点一
总结词
要点二
详细描述
产品包装缺陷检测系统是计数型MSA的又一应用案例,用 于检测产品包装的完整性。
产品包装缺陷检测系统通常使用机器视觉技术来识别包装 上的缺陷或瑕疵,如裂缝、污渍、缺失标签等。计数型 MSA可以用于评估产品包装缺陷检测系统的准确性,通过 比较检测到的缺陷与实际存在的缺陷的一致性来评估。此 外,还可以评估产品包装缺陷检测系统的可靠性,通过比 较不同时间或不同操作员检测到的缺陷的一致性来评估。
通过识别和纠正测量系统 中的问题,可以减少不必 要的浪费和返工,从而降 低生产成本。
提高生产效率
准确的测量结果有助于加 快生产速度,提高生产效 率。
ห้องสมุดไป่ตู้
计数型MSA的应用场景
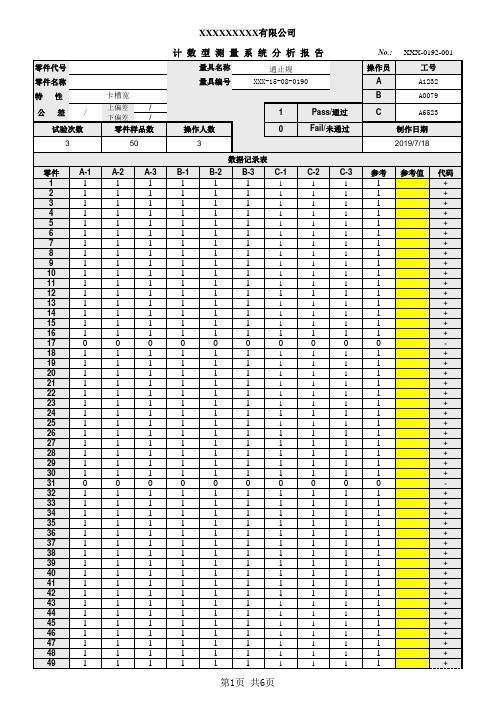
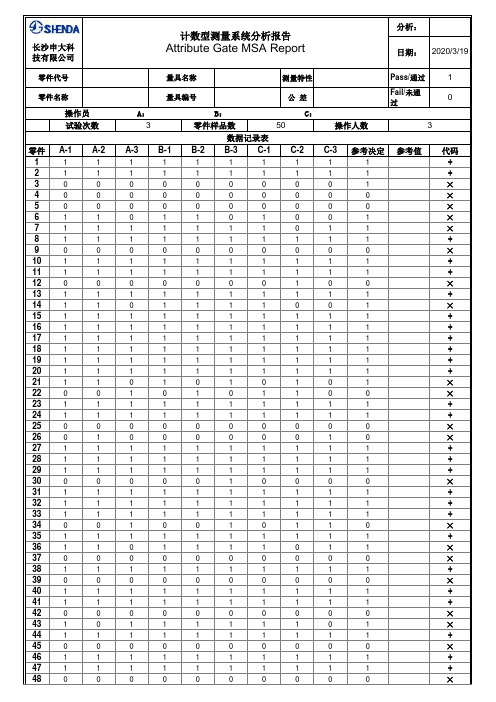
(精品)计数型(通止规)MSA测量系统分析
A-1 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 0 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 1 1 0 1 1 0 1 0
A-2 1 1 0 0 0 1 1 1 0 1 1 0 1 1 1 1 1 1 1 1 1 0 1 1 0 1 1 1 1 0 1 1 1 0 1 1 0 1 0 1 1 0 0 1 0 1 1 0 1 0
B
总计
Po=
C与基准判断交叉表
C
总计
Po=
Kappa
来源 总受检数 符合的 错误地否定 错误地肯定 混合的 95%置信上限 计算得分 95%置信下限
总受检数 一致数 95%置信上限 计算得分 95%置信下限
注意: 1) 评价人自己在所有试验上都一致 2)评价人在所有试验上都与基准一致 3) 所有评价人自己保持一致,两两间一致 4)所有评价人自己和两两间一致并且于基 5) UCI和LCI分别是上、下置信区间边界线
计数型测量系统研究
零件 1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50
零件个数= 50
C-2 C-3 基准 111 111 000 000 000 001 011 111 000 111 111 100 111 001 111 111 111 111 111 111 101 100 111 111 000 010 111 111 111 000 111 111 111 110 111 011 000 111 000 111 111 000 101 111 000 111 111 000 111 000
MSA计数型测量系统分析(交叉法)

参考 0.00
43 13.8
2 31.2
45 45.0
1.00 3
32.2 102
72.8 105
105.0
总计
46 46.0
104 104.0
150 150.0
C*参
C 0.00 数量
期望的数量
1.00 数量
期望的数量
总
数量
期望的数量
参考 0.00
43 13.5
2 31.5
45 45.0
1.00 2
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
0
1
1
1
1
1
0
1
1
0
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
1
1
1
1
1
0
0
0
0
0
1
1
1
1
1
0
1
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
11101 Nhomakorabea0
1
1
1
1
1
1
1
1
1
1
1
1
0
0
计数型MSA分析报告
XX 公司计数型MSA 分析报告日 期:实 施 人: 评 价 人:系统名称: 所属工序: 分析结论: 合格 不合格 审 核:批 准:胡梅青、彭春玲、罗玉容 2017年07月19日 张志超印制板外观检验 中间检验计数型MSA分析报告目录有效性 (4)合格品误判率 (4)不合格品错发率 (5)印制板外观检验(中间检验) MSA分析报告一、计数型MSA评测说明所谓计数型MSA就是指计数型测量系统分析,就是让检验员评测覆铜板或印制板的某一项缺陷,并判定检验员评测结果与标准值不一致的严重度是否可接收的一种分析方法。
在计数型测量系统分析中,主要评估:有效性(检验员对样品三次评测结果均与基准值一致的总次数,占样品总数量的比率)、合格品误判率(检验员对基准值为合格的样品,评测为不合格的次数,占基准值为合格样品被评测总次数的比率)、不合格品错发率(检验员对基准值为不合格的样品,评测为合格的次数,占基准值为不合格样品被评测总次数的比率)是否均满足接收要求。
二、试验方案2.1 准备50块印制板,对于这50块印制板,外观合格样品 32 块,外观不合格样品18 块,对每一块样品随机编号,便于对应编号记录检验员每次对样品的评测结果,在让检验员对样品进行检验评测时,不允许检验员知道各个样品的编号。
2.2 2017 年 07 月,选择中间检验工序3位从事外观检验工作的检验人员,在其都不知晓每个试样判定结果前提下,分别让这3位检验人员在不同时间段对每块样品进行3次评测,并将每位检验人员评测结果及样品定义结果分别对应记录,不合格用“0”标记,合格用“1”标记。
三、数据收集表1 计数型测量系统数据收集记录表注:表1中“0”表示不合格,“1”表示合格。
四、测量系统分析结果判定标准4.1 3位评测者Kappa≥0.75,表明测量系统一致性好,否则表示一致性差。
4.2 计数型测量系统有效性、合格品误判率、不合格品错发率结果判定标准如下表2所示。
计数型测量系统分析MSA报告范本(全公式未加密)
144
150
Po: 1.00
150
Pe: 0.92
总计
6 6 144 144 150 150
再现性
Kappa=(Po-Pe)/(1-Pe)
Po: 1.00 Pe: 0.92
总计
6
6
144
144
150
Po: 1.00
150
Pe: 0.92
总计
6
6
144
144
150
Po: 1.00
150
Pe: 0.92
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
0
-
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1
+
1+Fra bibliotek1+
0
-
1
+
1
+
1
+
1
+
1
+
1
+
1
+
计数型测量系统分析(MSA)

计数型测量系统分析(MSA)计数型测量系统的最大特征是其测量值是一组有限的分类数,如合格、不合格、优、良、中、差、极差,等等。
当过程输出特性为计数型数据时,测量系统的分析方法会有所不同,一般可以从一致性比率和卡帕值两个方面着手考虑计数型测量系统分析。
➢计数型测量系统分析——一致性比率一致性比率是度量测量结果一致性最常用的一个统计量,计算公式可以统一地概括为:一致性比率=一致的次数/测量的总次数根据侧重点和比较对象的不同,又可以分为4大类。
1. 操作者对同一部件重复测量时应一致,这类似于计量型测量系统的重复性分析。
每个操作者内部的计数型测量系统都有各自的一致性比率。
2. 操作者不但对同一部件重复测量时应一致,而且应与该部件的标准值一致(若标准值已知),这类似于计量型系统的偏倚分析。
将每个操作者的计数型测量系统的结果与标准值相比较、分析,又有各自不同的一致性比率。
3. 所有操作者对同一部件重复测量时应一致,这类似计量型测量系统的再现性分析,操作者计数型测量系统分析之间有一个共同的一致性比率。
4. 各操作者不但对同一部件重复测量时应一致,而且应与该部件的标准值一致(若标准值已知)。
通常,使用这种一致性比率来衡量计数型测量系统的有效性。
一般说来,一致性比率至少要大于80%,最好达到90%以上。
当值小于80%,应采取纠正措施,以保证测量数据准确可靠。
➢计数型测量系统分析——卡帕值(k)K(希腊字母,读音kappa,中文为卡帕)是另一个度量测量结果一致程度的统计量,只用于两个变量具有相同的分级数和分级值的情况。
它的计算公式可以统一的概括为:以上公式中,P0为实际一致的比率;P e为期望一致的比率。
K在计算上有两种方法:Cohen 的k和Fleiss的k。
K的可能取值范围是从-1到1,当k为1时,表示两者完全一致;k为0时,表示一致程度不比偶然猜测好;当k为-1时,表示两者截然相反,判断完全不一致。
通常,k为负值的情况很少出现,下表归纳了常规情况下k的判断标准。
计数型MSA测量系统分析报告
D
D
A
C
D
D
D
D
D
B
C
A
A
A
D
D
D
A
A
A
D
D
D
D
D
D
A
A
A
D
C
B
D
D
D
A
A
A
D
D
D
D
D
D
A
A
A
D
D
D
D
D
D
D
D
D
A
A
A
A
A
A
A
A
A
1
0
3
0
1
分析用表格
A﹡参考
B﹡参考
1
2
3
1
2
3
D
DDDDD NhomakorabeaD
D
D
D
D
D
B
B
B
B
B
B
A
A
A
A
A
A
A
A
A
A
A
A
D
D
B
D
D
B
D
D
D
D
D
D
D
D
D
D
D
D
A
A
A
A
A
A
D
0
0
0
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
计数型测量系统分析(MSA)
计数型测量系统的最大特征是其测量值是一组有限的分类数,如合格、不合格、优、良、中、差、极差,等等。
当过程输出特性为计数型数据时,测量系统的分析方法会有所不同,一般可以从一致性比率和卡帕值两个方面着手考虑计数型测量系统分析。
➢计数型测量系统分析——一致性比率
一致性比率是度量测量结果一致性最常用的一个统计量,计算公式可以统一地概括为:
一致性比率=一致的次数/测量的总次数
根据侧重点和比较对象的不同,又可以分为4大类。
1. 操作者对同一部件重复测量时应一致,这类似于计量型测量系统的重复性分析。
每个操作者
内部的计数型测量系统都有各自的一致性比率。
2. 操作者不但对同一部件重复测量时应一致,而且应与该部件的标准值一致(若标准值已知),
这类似于计量型系统的偏倚分析。
将每个操作者的计数型测量系统的结果与标准值相比较、分析,又有各自不同的一致性比率。
3. 所有操作者对同一部件重复测量时应一致,这类似计量型测量系统的再现性分析,操作者计
数型测量系统分析之间有一个共同的一致性比率。
4. 各操作者不但对同一部件重复测量时应一致,而且应与该部件的标准值一致(若标准值已知)。
通常,使用这种一致性比率来衡量计数型测量系统的有效性。
一般说来,一致性比率至少要
大于80%,最好达到90%以上。
当值小于80%,应采取纠正措施,以保证测量数据准确可
靠。
➢计数型测量系统分析——卡帕值(k)
K(希腊字母,读音kappa,中文为卡帕)是另一个度量测量结果一致程度的统计量,只用于
两个变量具有相同的分级数和分级值的情况。
它的计算公式可以统一的概括为:
以上公式中,P0为实际一致的比率;P e为期望一致的比率。
K在计算上有两种方法:Cohen 的k和Fleiss的k。
K的可能取值范围是从-1到1,当k为1时,表示两者完全一致;k为0时,表示一致程度不比偶然猜测好;当k为-1时,表示两者截然相反,判断完全不一致。
通常,k为负值的情况很少出现,下表归纳了常规情况下k的判断标准。
在计数型测量系统中研究一个测量员重复两次测量结果之间的一致性,一个测量员的测量结果与标准结果之间的一致性,或者两个测量员的测量结果之间的一致性时,都可以使用k。
计数型测量系统分析的合格标志
对于测量系统的分析,用户最终要得出测量系统是否合格的结论。
如果可以认定测量系统合格,测量系统分析工作可以结束。
但如果测量系统不合格,则要进一步分析,查找出问题,并迅速解决问题。
本文主要介绍的是特殊的但是在某些行业非常适用的计数型测量系统分析方法,这将帮助企业相关人员更全面深入的理解测量系统分析(MSA)。