中外焊接材料国家标准对照表
(word完整版)焊接材料对照表

焊接材料对照表焊接检验知识学习:一、焊接目视检查视力:在12英寸的距离处可达到Jaeger J2, 同时还应完成色盲测试(相当于中国视力规定的1。
2)二、气瓶储放区的温度不应低于—20℉也不能高于130℉三、华氏摄氏度温度换算公式:℃=5/9(℉—32);℉=(9/5℃+32)四、焊条识别:EXXXXE代表焊条;XX溶敷金属的最小抗拉强度,X焊接位置,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X涂层/操作特性,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150—350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.ERXXS-XER代表焊条棒;XX溶甫敷金属的最小抗拉强度,S固态焊丝,数字1表示焊条可用于任何焊接位置,数字2表示熔融金属流动性非常好,只能用于平焊或角缝焊,数字4表示焊条可以用于立向下焊,数字`3不再使用;X化学成份,表示焊条药的组织和性能,药决定了可焊性和推荐的电流类别AC交流、DCEP直流反接、DCEN直流正接,焊条最后一个数字为5、6和8表示为“低氢焊条”,应贮存于烘箱内,温度150-350℉范围,潮湿度低于0。
2%。
,不低于250℉(120℃)的烘箱中.EXXT—X:E表示焊丝,第一位强度,第二位是位置,T是管状焊丝,最后是极性分类药芯焊丝焊气体包括:Co2或75%氩气+25%Co2,其它的混合气体也可适用。
五、焊接接头:对接、角接、T形、搭接、端接接头.六、圆整惯例:四舍五入;七、转换系数:面积尺寸:mm2=6。
452*102in2; in2=1。
550*10—3mm2电流密度:A/mm2=1。
550810—3A/in2; A/in2=6。
焊材母材对照
E60××—D1(J607) E70××—D2(J707)
TIG—J50 TIG—R10
150~200
A204A、A335P1 、A335P2
15Mo3、16Mo5 13CrMo44、 14MoV63、 16CrMo44、 20CrMo5 13CrMoV42、 22CrMo44
16M
E50××-A1(R107) E55××-B1(R207)
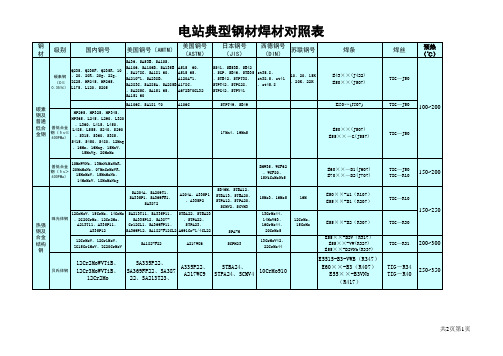
电站典型钢材焊材对照表
钢 材 级别 类 别 国内钢号 美国钢号(AMTM) 美国钢号 (ASTM) 日本钢号 (JIS) 西德钢号 (DIN) 苏联钢号 焊条
E5MoV-××(R507) E9Mo-××(R707) E2-11MoVNi-××(R807) E2-11MoVNiW-××(R817) E9015-b9(R707) CM-9cb (R707) FOXC9MV (707) E1-13-15 (G207) E410-××(G202/G207) E430-××(G302/G207)
1X18HgT、 08X18H0T、 12X18H10T
E308-××(A107/102) E347-××(A137/132) E318-××(A237/232) E309-××(A307/302)
H1Cr18Ni9Ti H1Cr19Ni9 H0Cr19Ni9Si2 H0Cr19Ni9Ti H1Cr19Ni10Nb
屈服强度σs≥(MPa)
抗拉强度 σb≥(MPa) ≥415 ≥510 ≥585 ≥620 ≥415
≥220 ≥400 ≥415 ≥400 ≥275
SA335P22、 A335P22、 STBA24、STPA24 SA369FP22、SA387 10CrMo910 A217WC9 、SCMV4 22、SA213T23、
焊接国家标准总汇

焊接国家标准总汇一、引言焊接是一种常见的金属连接方式,广泛应用于各个行业中。
为了确保焊接质量和安全性,各国都制定了一系列的焊接国家标准。
本文将总结和介绍焊接相关的国家标准,为读者提供一个全面了解焊接标准的参考。
二、焊接材料标准1. 焊接电极和焊丝标准焊接电极和焊丝作为焊接过程中的重要材料,其质量和性能直接影响焊接接头的质量。
各国都发布了相应的标准来规范焊接电极和焊丝的制造和使用。
2. 焊接材料化学成分和机械性能标准焊接过程中所使用的金属材料需要符合一定的化学成分和机械性能标准,以确保焊接接头的牢固性和耐久性。
各国通过发布相应的标准来规范焊接材料的选择和使用。
三、焊接工艺标准1. 焊接方法标准不同的焊接方法适用于不同的工件和材料,各国发布了相应的标准来规范不同焊接方法的适用范围、操作步骤和工艺要求。
2. 焊接接头标准焊接接头的结构和形式对焊接质量有重要影响。
各国发布了相应的标准来规范不同类型的焊接接头的设计、制造和检验要求。
四、焊接质量评定标准1. 焊接缺陷标准焊接过程中可能发生各种缺陷,如焊缝气孔、夹渣、裂纹等。
各国发布了相应的标准来规范焊接缺陷的分类、评定和处理方法。
2. 焊接接头强度标准焊接接头的强度是评价焊接质量的重要指标之一。
各国发布了相应的标准来规范焊接接头的强度试验方法和评价标准。
五、焊接质量控制标准1. 焊接前准备标准焊接前的准备工作对焊接接头的质量起着至关重要的作用。
各国发布了相应的标准来规范焊前准备的要求,包括清洁度、表面预处理等。
2. 焊接过程控制标准焊接过程中的控制对焊接接头的质量和性能有很大影响。
各国发布了相应的标准来规范焊接参数的选择、操作工艺的控制以及焊接过程中的监测要求。
3. 焊后热处理标准对于某些焊接接头,焊后热处理可以提高其强度和耐久性。
各国发布了相应的标准来规范焊后热处理的方法和过程。
六、结论焊接国家标准的制定和遵守对于保障焊接接头的质量和安全具有重要意义。
本文总结了焊接材料、工艺、质量评定和质量控制等方面的国家标准,希望对读者了解和遵守相关标准提供参考,并在实际焊接工作中得到应用。
各国焊接材料标准对照

GB/T GB/T AWS JIS Z3352—1988 12470—2003埋弧 A5.23—1990低合 碳钢和低合金钢埋 焊用低合金钢焊丝 金钢用埋弧焊焊丝 弧焊焊剂 和焊剂 和焊剂 同 GB/T JIS Z3324—1999 17854—1999埋弧 不锈钢埋弧焊用实 焊用不锈钢焊丝和 芯焊丝和焊剂 焊剂 JB/T 4747.3—×× 全国锅炉压力容器 承压设备用埋弧焊 标准化技术委员会 钢焊丝和焊剂技术 正组织编制 条件 AWS A5.2—1992 碳钢和低合金钢氧 —可燃气焊接填充 丝 AWS A5.25—1997电渣 Z3324—1988 不锈钢用焊接材料 采用 JIS DIN8556—1986 17854—1999等效 GB/T 用焊剂 与 AWS A5.23相 EN 760—埋弧焊 焊丝外,其它基本 12470—2003中除
AWS A5.9—1993 JIS Z3321—1999 EN 12072—1999 YB/T 5092—2005 不锈钢焊丝和填充 焊接用不锈钢焊丝 不锈钢和耐热钢气 焊接用不锈钢丝 丝 GB/T AWS 和填充丝 JIS Z3334—1999 DIN 1736—1985 15620—1995镍及 A5.14—1997镍及 镍及镍合金焊丝和 镍及镍合焊丝 镍合金焊丝 镍合金焊丝 焊棒 采用 AWS A5.14 15620—1995参照 保焊焊丝和填充丝 GB/T
中外焊接材料国家标准对照表 中国 美国 AWS A5.1—1991 GB/T 5117—1995 碳钢手工电弧焊焊 碳钢焊条 条 JIS Z3212—1990,高 强度钢焊条 EN 499—1994碳 低碳钢焊条 钢及细晶粒钢焊条 用 AWS A5.1 JIS Z3211—1991 EN 499—1994碳 GB/T 5117等效采 日本 欧洲、德国 备注
焊接材料标准汇编
焊接材料标准汇编
焊接材料的标准主要分为以下几个方面:
1. 焊接电弧焊条标准:
- ISO 2560: 焊接电弧焊条的分类和标记
- ISO 3581: 镍及镍合金电弧焊条
- AWS A5.1: 碳钢电弧焊条
- AWS A5.5: 低合金钢电弧焊条
2. 焊接电弧焊丝标准:
- ISO 14341: 电弧焊用钢丝填充材料的分类和标记- AWS A5.18: 碳钢和低合金钢电弧焊丝
- AWS A5.28: 硬质合金电弧焊丝
- AWS A5.9: 不锈钢电弧焊丝
3. 焊接气体保护焊丝标准:
- ISO 14341: 焊接用气体保护焊丝的分类和标记
- AWS A5.18: 碳钢和低合金钢气体保护焊丝
- AWS A5.9: 不锈钢气体保护焊丝
4. 焊接焊剂标准:
- ISO 9454: 焊接助剂及焊剂的分类和标记
- AWS A5.31: 焊膏
5. 焊接辅助材料标准:
- ISO 544: 焊剂、焊接流体和相关产品的分类和标记- ISO 3951: 焊接焊剂中铅含量的测定方法
- ISO 9453: 钎焊流体中挥发性酸含量的测定方法
6. 焊接固态焊材料标准:
- ISO 15608: 焊接和相关过程的材料组织分类
- ISO 15609: 焊接程序规范和程序评定
- ISO 18274: 铝和铝合金焊接填充丝
这些标准涵盖了焊接材料的分类、标记、性能要求、试验方法等方面,对于选择和使用焊接材料具有重要的参考价值。
中外焊条国家标准对照表
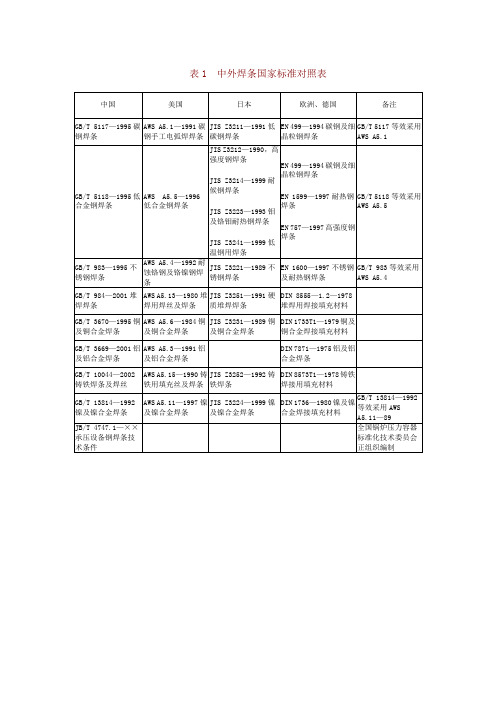
中国
美国
日本
欧洲、德国
备注
GB/T 5117—1995碳钢焊条
AWS A5.1—1991碳钢手工电弧焊焊条
JIS Z3211—1991低碳钢焊条
EN 499—1994碳钢及细晶粒钢焊条
GB/T 5117等效采用AWS A5.1
GB/T 5118—1995低合金钢焊条
AWS A5.5—1996低合金钢焊条
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
AWS A5.18—1993碳钢用气保焊焊丝和填充丝
AWS A5.28—1996低合金钢用气保焊焊丝和填充丝
JIS Z3312—1999碳钢及高强钢MAG焊接用实芯焊丝
JIS Z3325—1999低温钢MAG焊接用实芯焊丝
GB/T 10858—1989铝及铝合金焊丝
AWS A5.10—1999铝及铝合金焊丝和填充丝
JIS Z3232—1990铝及铝合金焊丝和填充丝
DIN 1732—1988铝及铝合金焊丝和填充丝
JB/T 4745—2002附录D压力容器用钛及钛合金焊丝
AWS A5.16—1990钛和钛合金焊丝和填充丝
JB/T 4745—2002附录D等效采用AWS A5.16—1990
JB/T 4747.2—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T 5293—1999埋弧焊用碳钢焊丝和焊剂
AWS A5.17—1997碳钢用埋弧焊焊丝和焊剂
中外焊接材料国家标准对照表
GB/T17854—1999等效采用JISZ3324—1988
JB/T4747.3—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
AWSA5.2—1992碳钢和低合金钢氧—可燃气焊接填充丝
AWSA5.25—1997电渣焊用碳钢和低合金钢焊丝和焊剂
GB/T15620—1995参照采用AWSA5.14
GB/T9460—1988铜及铜合金焊丝
AWSA5.7—1984铜及铜合金焊丝
JISZ3341—1993铜及铜合金焊丝
DIN1733—1988铜及铜合金焊丝
GB/T10858—1989铝及铝合金焊丝
AWSA5.10—1999铝及铝合金焊丝和填充丝
JISZ3232—1990铝及铝合金焊丝和填充丝
AWSA5.23—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与AWSA5.23相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
AWSA5.1—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用AWSA5.1
GB/T5118—1995低合金钢焊条
AWSA5.5—1996低合金钢焊条
常用焊接材料标准及选用
常用焊接材料标准及选用常用焊接材料标准及选用表不锈钢焊条新旧牌号对照表及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干温度、时间适用于焊接钢材型号0Cr19Ni10;0Cr19Ni10;00Cr19Ni11(304L) A002 E00-19-10-16 E308L-16 150℃×1 h 00Cr17Ni14Mo2(316L);0CR17Ni14Mo2(316) 00Cr18Ni11;00Cr17Ni13Mo2Ti0Cr18Ni5Mo3Si2;00Cr17Ni14M2(316L) A022 E00-18-12Mo-16 E316L-16 150℃×1 h 0Cr17Ni14Mo2(316);0Cr18Ni12MoTi(316Ti) 00Cr17Ni13Mo3 A032 A042 A062 A101 A102 A107 A122 A132 E0-19-10Nb-16 E347-16 150℃×1 h E00-19-13Mo2-Cu2-16 E317 Mo-CuL-16 E00-23-13Mo2-16 E00-23-13-16 E0-19-10-16 E0-19-10-16 E0-19-10-15 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr18Ni12Mo2Cu2 00Cr23Ni13Mo2;00Cr22Ni5Mo3N 00Cr23Ni13 0Cr19Ni11;1Cr19Ni9;Cr19Ni10系列0Cr19Ni9(304);0Cr19Ni11Ti 1Cr19Ni9; 0Cr18Ni9(SuS304) E308-15 0Cr19Ni9(304);1Cr19Ni9 0Cr18Ni9(SuS304) Cr19Ni11Ti系列;0Cr18Ni11Ti;0Cr18Ni10Ti 1Cr18Ni9Ti(321); 0Cr18Ni9(SuS304) A137 A201 A202 E0-19-10Nb-15 E0-18-12Mo2-16 E0-18-12Mo2-16 E347-15 E316-16E316-16 250℃×1 h 0Cr18Ni11Ti;0Cr18Ni11Nb ;0Cr18Ni10Ti; 1Cr18Ni9Ti(321) 250℃×1 h 0Cr18Ni12Mo2(SuS316) (禁反复烘) 150℃×1 h 0Cr17Ni12Mo2(316);00Cr17Ni13Mo2Ti 0Cr18Ni12Mo2(SuS316) A207 A212 A242 A232 A302 A307 A312 A402 A407 A412 A422 说明:15、25―碱性,直流反接;E1-23-13-16 E1-23-13-15 E1-23-13Mo2-16 E2-26-21-16 E2-26-21-15 E1-21-21Mo2-16 E0-19-13Mo3-16 E0-18-12Mo2-15 E316-15 E318-16 E317-16 E318V-16 E309-16 E309-15 E309 Mo -16 E310 -16 E310 -15 E310Mo -16 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 150℃×1 h 150℃×1 h 250℃×1 h 0Cr17Ni12Mo2(316);0Cr18Ni12Mo2;Cr1300Cr17Ni13Mo2Ti;Cr17系列00Cr17Ni13Mo2Ti;0Cr18Ni12MoTi(316Ti) Cr19Ni13Mo3系列0Cr17Ni13Mo2Ti;0Cr18Ni9Ti;1Cr18Ni9Ti Cr23Ni13系列; 0Cr18Ni5Mo3Si2 Cr23Ni13系列Cr23Ni13Mo2系列; 0Cr18Ni5Mo3Si2 Cr25Ni20系列Cr25Ni20系列Cr26Ni21Mo2系列Cr25Ni20Si2系列16、17、26―钛钙型,交流或直流反接。
中国焊接材料标准
中国焊接材料标准GB/T5117-1995 碳钢电焊条 ` GB/T5118-1995 低合金钢电焊条GB/T983-1995 不锈钢电焊条 GB984-85 堆焊焊条GB/T13814-92 镍及镍合金焊条 GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂GB12470-90 低合金钢埋焊弧用焊剂 GB10044-88 铸铁焊条GB/T3670-1995 铜及铜合金焊条 GB9460-88 铜及铜合金焊丝日本焊接材料标准美国焊接材料标准碳钢电焊条 JISZ3211-1991 AWS A5、1-1991 高强度钢用电焊条 JISZ3212-1990 钼及铬钼合金焊条 JISZ3223-1993 不锈钢电焊条 JISZ3221-1989 AWS A5、4-1992 低合金钢电焊条 AWS A5、5-1981 镍及镍合金焊条 AWSA5、11-1990 埋弧焊用碳钢焊丝和焊剂 AWS A5、17-1989 低碳钢及高强钢MAG焊接 JISZ3312-83 用实心焊丝低碳钢及高强钢用药心焊丝 JISZ3312-87 碳钢及低合金钢埋弧焊用焊丝 JISZ3351-88 AWS A5、23-80 碳钢及低合金钢用埋弧焊用焊剂 JISZ3352-88 钼及铬钼合金钢MAG焊接用实心焊丝 JISZ3317-85 钼及铬钼合金钢MAG焊接用药心焊丝 JISZ3318-85 气电焊用药心焊丝JISZ3319-86 不锈钢焊接用实心焊丝 JISZ3321-85 不锈钢焊接用药心焊丝 JISZ3323-83 碳钢用气保焊实心焊丝和药心焊丝 AWSA5、18-79 AWS A5、20-79 低合金钢用实心焊丝和焊棒 AWS A5、28-79 低合金钢用药心焊丝和焊棒 AWS A5、29-80 铬及铬镍耐蚀钢用实心焊丝和焊棒 AWS A5、9 铬及铬镍耐蚀钢用实药心焊丝和焊棒 AWS A5、22 镍及镍合金用焊丝和焊棒 AWS A5、14 钛及钛合金用焊丝和焊棒 AWS A5、116 铝及铝合金用焊丝和焊棒 AWS A5、10 铜及铜合金用焊丝和焊棒 AWS A5、7 碳钢及低合金高强钢用气电焊材料 AWS A5、26。
国内标准与美国标准焊材性能对照表
美标型号国标型号GBR el /R P0.2R m A A KV AWSMPaMPa%J 0.32/0℃0.5527 1.20.32/0℃0.5527无要求-30℃27-30℃27国标牌号熔敷金属化学成分(%)熔敷金属力学性能国内标准与美国标准焊材性能对照表熔敷金属化学成分(%)CMn SiSPCMnSiJ421E43130.10.30.0350.04330142017E60130.2J422E43030.10.250.0350.04330无要求42022E6003无要求J506E50160.11.60.750.0350.040.151.60.750.0350.0440049040049022E701622E70150.151.25J507E50150.11.60.750.9R el /R P0.2R m A A KVMPaMPa%J-29℃270℃27-29℃'27-29℃''27对照表成分(%)熔敷金属力学性能特点与用途SP无要求无要求33541517焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
可全<0.035<0.04034042022焊接较重要的低碳钢结构和强度等级相当的低合金钢结构,如09Mn2等。
485220.0350.035400用途同J506,可进行全位置焊接,药皮中含有铁粉,可提高熔敷率。
48522适用于中碳钢及低合金钢结构的全位置焊接,焊接电源为支流反接。
焊缝0.0350.035400。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
JISZ3325—1999低温钢MAG焊接用实芯焊丝
JISZ3316—1999低碳钢和低合金钢用TIG焊丝及焊棒
JISZ3317—1999
钼及铬钼钢MAG焊接用实芯焊丝
EN440—1994碳钢气保焊焊丝和填充丝
EN1668—1997碳钢及细晶粒钢TIG焊焊丝和填充丝
JISZ3324—1999不锈钢埋弧焊用实芯焊丝和焊剂
DIN8556—1986不锈钢用焊接材料
GB/T17854—1999等效采用JISZ3324—1988
JB/—××承压设备用埋弧焊钢焊丝和焊剂技术条件
全国锅炉压力容器标准化技术委员会正组织编制
—1992碳钢和低合金钢氧—可燃气焊接填充丝
—1997电渣焊用碳钢和低合金钢焊丝和焊剂
中外焊接材料国家标准对照表
中外焊接材料国家标准对照表
表1中外焊条国家标准对照表
中国
美国
日本
欧洲、德国
备注
GB/T5117—1995碳钢焊条
—1991碳钢手工电弧焊焊条
JISZ3211—1991低碳钢焊条
EN499—1994碳钢及细晶粒钢焊条
GB/T5117等效采用
GB/T5118—1995低合金钢焊条
GB/T5293—1999等效采用—1989
GB/T12470—2003埋弧焊用低合金钢焊丝和焊剂
—1990低合金钢用埋弧焊焊丝和焊剂
JISZ3352—1988碳钢和低合金钢埋弧焊焊剂
EN760—埋弧焊用焊剂
GB/T12470—2003中除焊丝外,其它基本与相同
GB/T17854—1999埋弧焊用不锈钢焊丝和焊剂
全国锅炉压力容器标准化技术委员会正组织编制
表2中外焊丝国家标准对照表
中国
美国
日本
欧洲
备注
GB/T14957—1994熔化焊用钢丝
GB/T14958—1994气体保护焊用钢丝(已废止)
GB/T8110—1995气保焊用碳钢、低合金钢焊丝
—1993碳钢用气保焊焊丝和填充丝
—1996低合金钢用气保焊焊丝和填充丝
—1997碳钢和低合金钢气电焊焊丝
—1979可熔化嵌条
—1992钎焊和熔钎焊钎料
—1992钎焊和熔钎焊钎剂
—1996低合金钢焊条
JISZ3212—1990,高强度钢焊条
JISZ3214—1999耐候钢焊条
JISZ3223—1993钼及铬钼耐热钢焊条
JISZ3241—1999低温钢用焊条
EN499—1994碳钢及细晶粒钢焊条
EN1599—1997耐热钢焊条
EN3252—1992铸铁焊条
DIN8573T1—1978铸铁焊接用填充材料
GB/T13814—1992镍及镍合金焊条
—1997镍及镍合金焊条
JISZ3224—1999镍及镍合金焊条
DIN1736—1980镍及镍合金焊接填充材料
GB/T13814—1992等效采用—89
JB/—××承压设备钢焊条技术条件
JB/—××承压设备用气体保护电弧焊钢焊丝技术条件
全国锅炉压力容器标准化技术委员会正组织编制
表3中外埋弧焊焊材国家标准对照表
中国
美国
日本
欧洲
备注
GB/T5293—1999埋弧焊用碳钢焊丝和焊剂
—1997碳钢用埋弧焊焊丝和焊剂
JISZ3351—1999碳钢和低合金钢埋弧焊焊丝
EN756—碳钢及低合金钢埋弧焊焊丝
EN12070—1999耐热钢气保焊焊丝
①GB/T8110—1995等效采用了和
②GB/T14957其中部分焊丝用于气体保护焊
YB/T5092—2005焊接用不锈钢丝
—1993不锈钢焊丝和填充丝
JISZ3321—1999焊接用不锈钢焊丝和填充丝
EN12072—1999不锈钢和耐热钢气保焊焊丝和填充丝
GB/T3670—1995铜及铜合金焊条
—1984铜及铜合金焊条
JISZ3231—1989铜及铜合金焊条
DIN1733T1—1979铜及铜合金焊接填充材料
GB/T3669—2001铝及铝合金焊条
—1991铝及铝合金焊条
DIN7871—1975铝及铝合金焊条
GB/T10044—2002铸铁焊条及焊丝
—1990铸铁用填充丝及焊条
GB/T983—1995不锈钢焊条
—1992耐蚀铬钢及铬镍钢焊条
JISZ3221—1989不锈钢焊条
EN1600—1997不锈钢及耐热钢焊条
GB/T983等效采用
GB/T984—2001堆焊焊条
—1980堆焊用焊丝及焊条
JISZ3251—1991硬质堆焊焊条
DIN8555——1978堆焊用焊接填充材料
GB/T15620—1995镍及镍合金焊丝
—1997镍及镍合金焊丝
JISZ3334—1999镍及镍合金焊丝和焊棒
DIN1736—1985镍及镍合焊丝
GB/T15620—1995参照采用
GB/T9460—1988铜及铜合金焊丝
—1984铜及铜合金焊丝
JISZ3341—1993铜及铜合金焊丝
DIN1733—1988铜及铜合金焊丝
GB/T10858—1989铝及铝合金焊丝
—1999铝及铝合金焊丝和填充丝
JISZ3232—1990铝及铝合金焊丝和填充丝
DIN1732—1988铝及铝合金焊丝和填充丝
JB/T4745—2002附录D压力容器用钛及钛合金焊丝
—1990钛和钛合金焊丝和填充丝
JB/T4745—2002附录D等效采用—1990