冲压工序流程图
合集下载
冲压生产工艺流程图

符号
冲压生产工艺流程图
NO 工程名
作业内容
使用物料
使用设备 数量 使用治具
数 量
磷铜
①打开ERP系统,输入工令单所 青铜
发原料并打印领料单并签核
不锈钢
1 领料 ②物料员用领料单到仓库领出待 铁材
生产的所需物料,并用叉车拉回 纸带
电脑 打印机
1 1
车间物料仓按类别整理放置
胶盘
纸盘
无
0
器工 具
叉车
数 量
吸风机 1
无
0
叉车
1
手套 废料袋
《报废单》
①待品保确认OK,盖章签认后,
9 入库 物料员打开ERP系统打印入库
无
单,用叉车拉到仓库入账
电脑 1 打印机 1
无
0
叉车
1
纸板 打包膜
《入库单》
说明: 椭圆符号表示流程开始或结束
矩形表示流程某一环节
菱形表示流程某一检查判断环节
箭头表示流程方向
无
①架模技术员调节平板车的高度
4
安装模 具
于模具台平齐,将模具推入到冲 压机下 ②调整模具位置,对准螺丝孔,
无
用扳手将两边的螺丝拧紧固定
无
0
冲床 1 模具 1
无
0
平板 车
1
手套
扳手 1
螺丝 1
无
0
套筒 剪刀
1 1
手套 抹布
气枪 1
铁钩 1
无
《工程蓝图》 《作业指导书》
①技术员按照料号找出图纸、作
业指导书、冲压参数表
1 1 1 1 1
打标记治 具
1
小扳 手 剪刀 气枪 电子 称
冲压生产工艺流程图
NO 工程名
作业内容
使用物料
使用设备 数量 使用治具
数 量
磷铜
①打开ERP系统,输入工令单所 青铜
发原料并打印领料单并签核
不锈钢
1 领料 ②物料员用领料单到仓库领出待 铁材
生产的所需物料,并用叉车拉回 纸带
电脑 打印机
1 1
车间物料仓按类别整理放置
胶盘
纸盘
无
0
器工 具
叉车
数 量
吸风机 1
无
0
叉车
1
手套 废料袋
《报废单》
①待品保确认OK,盖章签认后,
9 入库 物料员打开ERP系统打印入库
无
单,用叉车拉到仓库入账
电脑 1 打印机 1
无
0
叉车
1
纸板 打包膜
《入库单》
说明: 椭圆符号表示流程开始或结束
矩形表示流程某一环节
菱形表示流程某一检查判断环节
箭头表示流程方向
无
①架模技术员调节平板车的高度
4
安装模 具
于模具台平齐,将模具推入到冲 压机下 ②调整模具位置,对准螺丝孔,
无
用扳手将两边的螺丝拧紧固定
无
0
冲床 1 模具 1
无
0
平板 车
1
手套
扳手 1
螺丝 1
无
0
套筒 剪刀
1 1
手套 抹布
气枪 1
铁钩 1
无
《工程蓝图》 《作业指导书》
①技术员按照料号找出图纸、作
业指导书、冲压参数表
1 1 1 1 1
打标记治 具
1
小扳 手 剪刀 气枪 电子 称
冲压件工艺流程ppt课件
凸模
凹模
压边圈
➢ 专业术语(二)
下死点 下死点是压力机滑块上下运动的下端终点。 上死点 上死点是压力机滑块上下运动的上端终点 。 模具闭合高度 闭合高度是冲模在工作位置下死点时上模座上平面至下模座下平面的距离。 行程 行程是压力机滑块上下运动两端终点间的距离。 落料 落料是将材料沿封闭轮廓分离的一种冲压工序,被分离的材料成为工件或 工序件,大多数是平面形的。 其他:拉伸、切边 、冲孔 、翻边、整形等
总之覆盖件不仅要满足结构上的功能要求, 更要满足表面装饰的美观要求。
2.2切边(冲孔)
修边模用于将拉延件的工艺补充部分和压料凸 缘的多余料切除,为翻边和整形做准备。一般所称 的修边模包括了修边冲孔模,冲孔合并在修边中对 于修边模的结构影响不大,只是增加冲孔凸模、凹 模和凸模固定座。
前围外板切边冲孔模示例
➢ 专业术语(三)
平衡缸气压
平衡缸的作用:
1)平衡滑块部件和上模重量
2)使压力传动平稳
3)减少回程时飞轮能量消耗,有助于飞轮转速恢复
4)当制动器失灵或连杆折断时,可防止滑块因自重下落。
平衡缸气压调整计算:
P*S*N=G+W
P:空气压力;
S:平衡缸活塞面积;
N:一样的平衡缸的个数
G:滑块部件的重量
W:模具上模重量
冲压件工艺流程
上汽通用五菱汽车股份有限公司青岛分公司
➢ 专业术语(一)
凸模 凸模是冲模中起直接形成工件作用的凸形工作零件,即以外形为工件表面的零件。 凹模
凹模是冲模中起直接形成工件作用的凹形工作零件,即以内形为工件表面的零件。
压料板(圈)
压料板(圈)是冲模中用于压住冲压材料或工序件以控制材料流动的零件,在拉 深模中,压料板多数称为压料圈。
冲压厂的QC 流程图

批号
规格 数量
设备、模具、产 品结构、模高、
转速、5S
模高、料厚 料宽、硬度 材料批号、尺寸
物料标签 工单
SOP
SOP/制程 SIP
料厚、硬度 、尺寸、外观
制程SIP
字模 冲孔 整形
字模 切边 压毛边
设备、模具、产 品结构、模高、
转速、5S
模高
SOP SOP
尺寸、外观 制程SIP
设备、模具、产 品结构、模高、
《冲压作业点检表》
《首件点检记录表》
《首件点检记录表》
《冲压作业点检表》
《首件点检记录表》 《首件点检记录表》 《制程检验记录表》 《丝攻更换记录表》 《冲压作业点检表》 《首件点检记录表》 《首件点检记录表》 《冲压自主检查表》 《冲压自主检查表》
《制程管理程序》
主机手
《制程检验管理程序》 IPQC
目视 厚度计 卷尺、卡尺
目测
进料SIP 每批核对材质证明
目测
材料之妥善储 存及入帐
数量、重量
工单 进货单
储存入料 每天
目测 磅秤
目测 温湿度计
管制计划 记录方法
相关规定
负责人 异常处理
采购单 《进料检验记录表》 《进料检验记录表》
《采购管理程序》
采购
《进料检验管理程序》 IQC 《进料检验管理程序》 IQC
每批核对材质证明
显微硬度计 目测 目测
进料SIP 进料SIP 进料SIP
5PCS/批
MIL—STD—105E一般 检验水准(Ⅱ)正常
AQL0.65
10~20PCS/批
2.5D 目测 目测
进料SIP 每批核对材质证明
进料SIP
冲压工艺流程图+PFMEA+CP范例(中英文)

20-03 尺寸Size:230×1250mm
20-04
《返工指导书》 《Rework Instructions》
20-05
20-06
20-07
《检验记录》 《Inspection record》
《检验记录》 《Inspection record》 《检验记录》 《Inspection record》
检验 Inspection 返工 Rework 隔离 Separate 移至领料区 Move to picking area
存放 Storage
20-02
1.QC12Y-12*2500/液压剪板机 QC12Y-12*2500/Hydraulic shears
2.《下料工艺卡片》 《Cutting process card 》
零件名称Part Description: 端盖 HP HUB CAP,GREASE NON-VENTED
序号NO.
作业 Fab
移动 贮存 检查 Move Store Inspect
报废、隔离
返工
Scrap
Rework Separate
过程描述 Operation Description
项目 Item
2.化学成分Chemical element:C≤0.15、Si 10-02 ≤0.05、Mn≤0.60、S≤0.035、P≤0.035
3.力学性能Mechanical properties:抗拉 强度Tensile strength ≥305Mpa、屈服强 度Yield strength≥175Mpa、断后伸长率 Elongation≥29
报废、隔离
返工
Scrap
Rework Separate
冲压生产工艺流程图
易耗品
1无
表单
版本:201311A 备注
《领料单》 《生产指示单》
磷铜
青铜
①用叉车把物料拉到生产机台, 不锈钢
2 上料 并放置到物料转盘上,然后拆开 铁材
叉车 1
包装待冲压
纸带
无
0
剪刀 平板 车
1 1
手套
无
胶盘
纸盘
3
准备模 具
①架模技术员按照生产料号到模 具仓库查找对应的模具,用平板 车拉到生产机台旁
生产止
②作业员准备好纸盘、纸带、PE 磷铜
袋、标签,生产中进行更换料盘 青铜
7
批量生 产
或PE袋,并写上标签贴于对应的 料盘或PE袋上 ③作业员抽检外观
不锈钢 铁材 纸带
④将良品集中搬移到待检验区待 胶盘
入库
纸盘
⑤每调试一次机器或换料,均需
重复首件确认的工作换盘时料头
需用治具打标记
冲床 模具 收料机 收料盘 送料盘
纸盘
⑤自检OK后关机并填好初件单,
送检待生产
①取约10-15PCS产品,连同初件
6
送检
单一起送至品保处,在品保首件 登记表上做好记录,待确认完后
无
指示是否可生产
投影仪 剪刀
1 1
样品盒 1
无
1
《检验指导书》
无
《工程蓝图》 《冲压首件检验记录表》
《模具维修单》
①技术员跟踪首件确认的结果并
做整修处理,直到确认OK,可以
②按照好收料装置
磷铜
③将材料装入到冲压模具内,同 青铜
5
首件生 产
时打开吸料机装置,进行手动冲 压 ④等到物料穿过整个模具后,启
冲压工艺 PPT
二、冲压工序
2.5弯曲
把板料沿直线弯成各种形状,可以加工形状极为复杂的零 件。
二、冲压工序
3.冲压工艺流程图
二、冲压工序
冲压工艺流程图示例-F6左侧围外板
OP05 落料
OP10 拉延
二、冲压工序
冲压工艺流程图示例-F6左侧围外板
OP20 切边、冲孔、吊切边、整形 OP30切边、吊切边、侧翻边、冲孔、整形
汽车生产冲压工艺
目录
一 二 三 四 五 六
冲压概述 冲压工序 冲压模具 冲压设备 冲压材料 检具
一、冲压概述
1.什么是冲压?
利用安装在压力机上的模具对材料施加压力,使其产生分 离或塑性变形,从而获得一定几何形状和尺寸精度的机械 零件或制品的一种压力加工方法。
一、冲压概述
2. 冲压三要素
设备
冲压设备
• 机械压力机 • 液压机
冲压材料
• 板材 • 带材 • 管材及其他型材
材料
冲压零件
模具
冲压模具
• 冲压加工的主要工艺装备 • 冲压件质量与模具关系最大
冲压概述
3.冲压加工特点
• 产品尺寸稳定,重量轻,刚度好 • 表面质量和精度较好 • 操作简单,易于实现自动化 • 生产效率高 • 适于大批量生产 • 大批量生产时加工费用较低 • 依赖设备与模具 • 投产周期较长,初始投入大
二、冲压工序
1.3修边
将成形零件的边缘修切整齐或切成一定形状。
二、冲压工序
1.4分离
用冲模沿不封闭曲线冲切产生分离。 左右件一起成形时,分离工序用得较多。
二、冲压工序
2.成形工序
坯料在不破裂的条件下产生塑性变形而获得一定形状和尺 寸的成品和半成品。
冲压流程图

XXXX五金塑胶制品厂
文件名称
冲压流程图(P01)
文件编号
版本
2.0
制作日期
修改日期
页次
1/1
流程内容负责人/单位
品名、数量、交期PMC
排期、机台、人员冲压管理员
对照工令开领料单领料物料员
对应机台、模具进行调试维修师傅
卡尺测量、治具测量维修师傅
外观检查操作员
全尺寸测量,治具测量IPQC
外观检查
报告确认,首件确认品管部
机器操作指导检片员
NG(MRB)测量记录
防呆孔检测操作员
外观控制IPQC
14盆为一单元,标识操作员
不良品区分及处理、标识检片员
ห้องสมุดไป่ตู้按转序作业指导运作物料员
核准
审核
制定
文件名称
冲压流程图(P01)
文件编号
版本
2.0
制作日期
修改日期
页次
1/1
流程内容负责人/单位
品名、数量、交期PMC
排期、机台、人员冲压管理员
对照工令开领料单领料物料员
对应机台、模具进行调试维修师傅
卡尺测量、治具测量维修师傅
外观检查操作员
全尺寸测量,治具测量IPQC
外观检查
报告确认,首件确认品管部
机器操作指导检片员
NG(MRB)测量记录
防呆孔检测操作员
外观控制IPQC
14盆为一单元,标识操作员
不良品区分及处理、标识检片员
ห้องสมุดไป่ตู้按转序作业指导运作物料员
核准
审核
制定
冲压件生产过程质量控制流程图
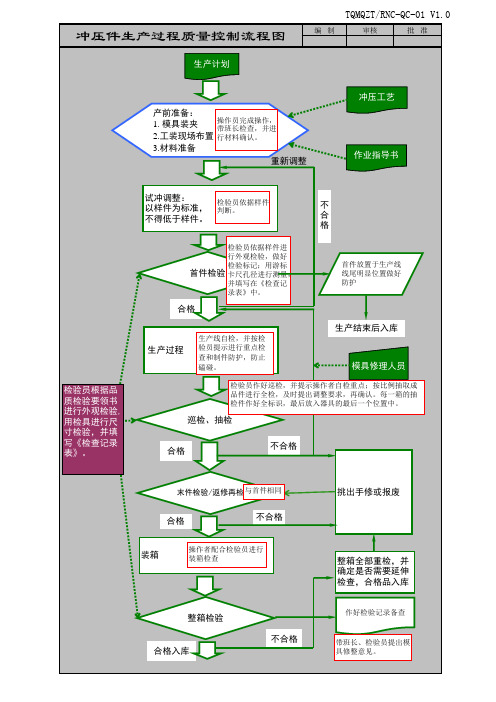
试冲调整: 以样件为标准,
检验员依据样件 判断。来自不得低于样件。不 合 格
检验员依据样件进 行外观检验,做好 检验标记;用游标
首件检验 卡尺孔径进行测量,
并填写在《检查记 录表》中。
合格
首件放置于生产线 线尾明显位置做好 防护
生产过程
生产线自检,并按检 验员提示进行重点检 查和制件防护,防止 磕碰。
生产结束后入库 模具修理人员
作好检验记录备查 带班长、检验员提出模 具修整意见。
冲压件生产过程质量控制流程图
生产计划
TQMQZT/RNC-QC-01 V1.0
编制
审核
批准
产前准备:
1. 模具装夹
操作员完成操作, 带班长检查,并进
2.工装现场布置 行材料确认。
3.材料准备
重新调整
冲压工艺 作业指导书
检验员根据品 质检验要领书 进行外观检验, 用检具进行尺 寸检验,并填 写《检查记录 表》。
检验员作好巡检,并提示操作者自检重点;按比例抽取成 品件进行全检,及时提出调整要求,再确认。每一箱的抽 检件作好全标识,最后放入器具的最后一个位置中。
巡检、抽检
合格
不合格
末件检验/返修再检 与首件相同
合格
不合格
装箱
操作者配合检验员进行 装箱检查
整箱检验 合格入库
不合格
挑出手修或报废
整箱全部重检,并 确定是否需要延伸 检查,合格品入库
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
冲压工序流程图
冲压是一种金属加工方法,它是建立在金属塑性变形的基础上,利用模具和冲压设备对板料施加压力,使板料产生塑性变形或分离,从而获得具有一定形状、尺寸和性能的零件(冲压件)。
以下是店铺为大家整理的关于冲压工序流程图,给大家作为参考,欢迎阅读!
冲压工序流程图
冲压工艺的特点
(1)冲压是一种高生产效率、低材料消耗的加工方法。
冲压工艺适用于较大批量零件制品的生产,便于实现机械化与自动化,有较高的生产效率,同时,冲压生产不仅能努力做到少废料和无废料生产,而且即使在某些情况下有边角余料,也可以充分利用。
(2)操作工艺方便,不需要操作者有较高水平的技艺。
(3)冲压出的零件一般不需要再进行机械加工,具有较高的尺寸精度。
(4)冲压件有较好的互换性。
冲压加工稳定性较好,同一批冲压件.可相互交换使用,不影响装配和产品性能。
(5)由于冲压件用板材作材料,它的表面质量较好,为后续表面处理工序(如电镀、喷漆)提供了方便条件。
(6)冲压加工能获得强度高、刚度大而重量轻的零件。
(7)用模具批量生产的冲压件成本低廉。
(8)冲压能制造出其它金属加工方法难加工出的形状复杂的零件。