铸钢冷却壁在宣钢6号高炉应用中的认识
高炉铸钢冷却壁的优化设计
化学 成分 设计 原则 是 : 冷却 壁具有 较高 的导 使
热性 能 , 良好 的 高 温 力 学性 能 , 有与 冷 却水 管 相 具 近的材 质 。根据 高炉 容 积 和 热 工 况条 件 的不 同有 两种材 质可 供 选 择 : 质 碳 素 钢 和低 合 金热 强钢 。 优
中小 型高炉 选择 优 质碳 素钢 , 中型高炉 追求炉 龄 大 长寿命 的应选 择 低 合 金 热 强 钢 。化 学 成 分 和力 学
1 铸 钢 冷 却 壁 的设 计
1 1 壁 体 化 学 成 分 .
械性 能 、 造 性 能 等 方 面 与 铸 铁 冷 却 壁 有 较 大 差 铸 异, 如铸钢 冷却 壁 的导 热性 能是 铸铁 冷却 壁 的 3倍 以上 , 强调 冷却 水 管 与 基 体 之 间 的熔 合 , 铸铁 冷 而 却壁 因 防渗 碳 而强 调冷 却水 管 与基 体之 间 的分离 ; 铸钢 的体 收缩 率 比铸铁 大 1 以上 , 倍 易形 成集 中缩 孑 , 铸铁 体收 缩 率 小 , L而 因石 墨 化 膨 胀 不 易 形 成缩
低 合 金 热 强 钢
O 2 6~ l O 5
O3 . O O~
.
O5 .O~
O _O 8
6 O
≤0 0 5 3
.
≤ 0. 3 0 5
O.O~ 3
O. O 6
O3 . 5~
0. 5 4
O. O 2~
0. 4 0
≥40 4
≥2 0
12 冷 却 水 管 的 内径 与 壁 厚 .
Vo . 6 11
Ma y.2 0 06
高 炉 铸 钢 冷 却 壁 的优 化 设 计
石 玮 , 童斌 , 兴 华 朱 朱
高炉中的冷却壁技术和维护
高炉中的冷却壁技术和维护随着钢铁工业的不断发展,高炉的冶炼能力也在不断提高。
高炉冷却壁是保证高炉正常运行和生产的重要设备,其质量直接关系到高炉冶炼过程和经济效益。
因此,高炉中的冷却壁技术和维护显得尤为重要。
一、高炉冷却壁的种类高炉冷却壁按材料可分为铸铁板冷却壁和铜板冷却壁。
铸铁板冷却壁是一种传统的冷却壁材料,其主要优点是成本低、使用寿命长;缺点是散热性能不好。
铜板冷却壁具有散热性能好、结构简单、维护方便等优点,成本相对较高。
铜板冷却壁从中空铜板和碳素化合物片层堆积铜板两方面逐渐发展。
二、高炉冷却壁的设计和施工高炉冷却壁的设计和施工是确保冷却壁正常运行的必要条件。
其主要任务是使冷却壁与高温炉料正常接触、达到冷却效果。
在设计中,要根据高炉规定的生产能力、炉缸径、炉缸壁厚度等参数,综合考虑炉缸结构形式、炉壳后侧结构、炉壳的过热程度和炉壳与冷却壁之间的间隙等因素。
在施工中,应注意冷却壁温度、热应力、膨胀等因素。
在铸铁板冷却壁的安装中,需要保证板式活振动卡进螺杆后,牢固不松动。
铜板冷却壁的安装要注意板子的厚度,不能超过规定范围,不得出现裂纹和变形。
三、高炉冷却壁的维护为了保证高炉冷却壁的正常运行,需要进行定期维护工作。
高炉冷却壁的定期维护包括日常检查、防止渗漏、补救维修等。
具体包括:1.日常检查:对高炉冷却壁内的冷却水、冷却水量和温度进行检查,以发现问题解决问题。
2.防止渗漏:定期检查铜板冷却壁的密封性,及时发现并修复问题;设计时应注意冷却水管的接头,保证不渗漏。
3.补救维修:冷却壁表面的耐火材料受到侵蚀或者受到冲击等动力作用会引起表面破损,导致外渗,此时需要用耐火材料堵漏,尽快修复,避免影响正常生产。
四、高炉冷却壁技术的发展高炉冷却壁技术的发展主要集中在两个方面:增强冷却壁散热能力和提高其使用寿命。
目前已有多种技术被应用于高炉中,如内部/外部增强冷却、强制通液、二级冷却、高温陶瓷材料等,并形成一定的规模。
高炉用耐热铸铁冷却壁的制造
号高炉易地改造的冷却壁设计一代炉龄为 3 年 , 0 本次高炉钢甲采用工厂预先开孔,冷却壁的型位公 差特别是管距及螺栓孔位置要求严格。我厂承制炉
底 、炉缸 部分 的铸 铁冷却壁 。在制 造过 程 中 ,根 据
冷却壁的使用条件和技术要求 , 我们采取先进的树 脂砂铸造生产技术 , 从冷却水管的制做到产品的检 查, 制定切实有效的工艺方案 ,生产出高质量要求
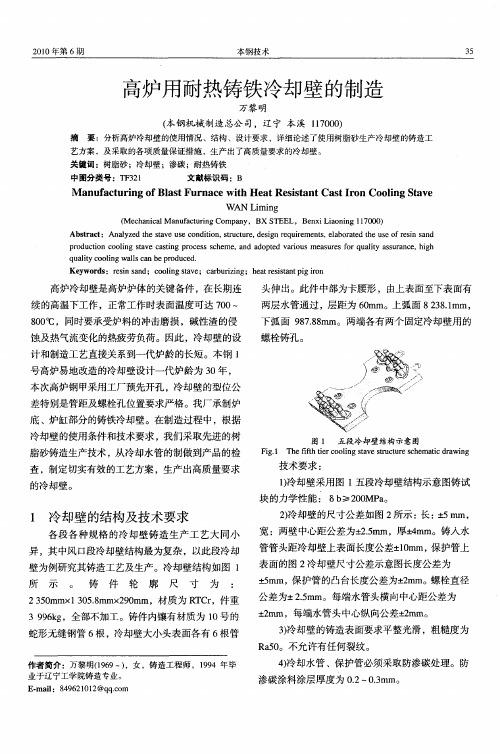
蛇形无缝钢管 6 根,冷却壁大小头表面各有 ห้องสมุดไป่ตู้ 根管
作者简介 :万黎明(99~) 16 ,女 ,铸造工程 师 ,19 9 4年毕 业于辽宁工学 院铸造专业 。
E- a l 8 96 01 m i : 4 21 2@ q c n q.or
3冷却壁的铸造表面要求平整光滑 , ) 粗糙度为
R 5 。不允许有任何裂纹。 a0 4冷却水管、保护管必须采取防渗碳处理。防 )
所 示 。 铸 件 轮 廓 尺 寸 为 : 2 5m x 0. mx9 m 0 m 35 m 20 m,材质为 R C ,件重 3 1 8 Tr
396g 9k ,全部不加 工 。铸件 内镶 有材质 为 1 的 0号
2 mm,每 端水管 头 中心纵 向公 差+mm。 _ 2
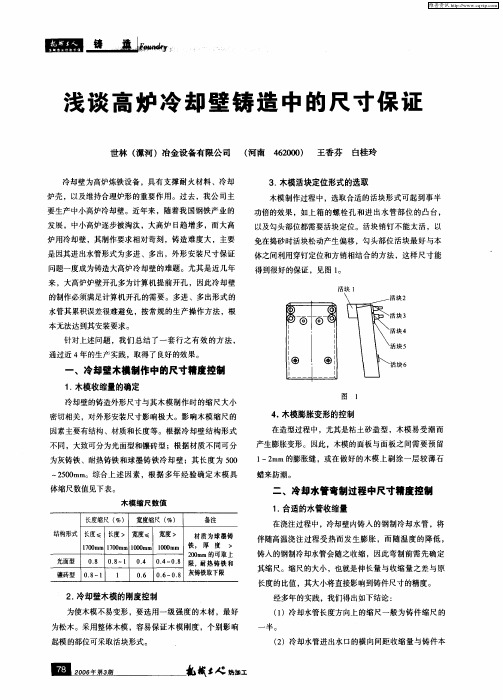
表面 的图 2 却壁尺 寸公差 示意 图长度公差 为 冷 +m 5 m,保护 管 的凸 台长度公差 为_mm。螺 栓直径 + 2 公差 为±2 mm。每端 水管头横 向中心距 公差 为 . 5
+
_
异 ,其中风 口段冷却壁结构最为复杂 ,以此段冷却 壁为例研究其铸造工艺及生产。冷却壁结构如图 1
高炉冷却壁是高炉炉体的关键备件 , 在长期连 续的高温下工作 ,正常工作时表面温度可达 70~ 0 80 0 ℃,同时要承受炉料的冲击磨损,碱性渣的侵 蚀及热气流变化的热疲劳负荷。因此 ,冷却壁的设
铸钢冷却壁在南钢高炉的应用
球 墨铸 铁 冷 却 壁 。 在 高 炉 炉腰 、 腹 、 身 下 部 使 用铸 钢 冷 却 壁 将 会 起 到 延 长 高 炉 寿 命 、 善 高 炉 冶 炼 指 炉 炉 改 标等作 用。
关键 词 铸钢冷却壁
高炉 长寿
1 前 言
高 炉炉 体 冷 却 设 备— — 冷 却 壁 是高 炉 炉 体 结 构 的 重 要 组 成 部 分 , 却 壁 的 使 用 寿命 直 接 冷 影 响 到高 炉 一 代 炉 龄 的 寿命 。南 钢 高 炉 炉 容 为 3 o 、5 I3 种 , 炉 体 热 负 荷 最 大 的 区域 0 3 0n 两 其
不 能 被 中小 型 高炉 接 受 。但 随 高 炉 冷炼 强 度 的 提高 , 虽然铸 铁 冷却 壁从 灰铸 铁 发 展到 高韧 性 球
墨 铸铁 , 是仍 无法 解决 其 本 身含碳 高 产生 的裂 但 纹 和 大 于 6 O【 生线 性膨 胀 的铸 铁生 长现 象 。 0 c发 = 铜 的导 热 率虽 然 比钢 大 8倍 ,b . 1P , d 主2 0V a 5 [ 8 3 % , 其 硬度 只 有 钢 的 2 % , 点 比低 碳 0 但 5 熔 钢 低 3 0【, 能够 根 据 其 用 途 进 行 分 类 冶 炼 , 0c 钢 = 选 择 余 地更 大 , 铜 与钢 的材 质 来 讲 , 冷 却 壁 从 铜
・
炉身圆周每隔 9 ' 0安装 一块 ( 腰 1 —13 ; 炉 1 , —2 炉身 l — , —2 ) 目前使用 3 4 27 ;, 年没 有一块 损 坏, 周围的冷却壁也保持完好 。
2 2 ・
维普资讯
开 发 应 用
2O O O年 1 份 2 高 炉 因 为 炉 腹 冷 却 壁 烧 月 。 损 已达 8 % , 铁 厂 因 为 下 道 工 序 铁 水 紧 张 , 0 炼
包钢6#高炉冷却壁使用与维护
冷却壁是高炉重要的冷却设备 ,在高温状态下
收 稿 日期 :2018—05—30 作者简介 :席 军(1972一),男 ,内蒙古乌兰察布市人 ,高级工程师 ,现从事 高炉 冶炼 管理 工作 。
76
包钢科 技
第 44卷
表 1 6 高炉炉体冷 却壁 配置
口带使 用 。
11~14段 冷 却 壁 采 用 球 墨 铸 铁 全 覆 盖 镶 砖 冷
1 炉体 冷却结构及 特点
工作 ,工作 条件 恶 劣直接 影 响高炉 炉体 的使 用 寿命 。 6 高炉本体采用全冷却壁结构 ,自下而上设置 15段 冷却 壁 ,冷却壁 配 置见表 1。
冷 却 壁和 炉底水 冷 管为 一个单 独 的软水 密 闭循 环冷却 系 统 ,l~15段冷 却壁 从 下 至上 采用 “步 步高 一 窜 到顶 ”直冷 式 布 置 ,水 路 由下 部 向上 串联 冷 却 , 回水 系统 沿 圆周 方 向分 4个 90。区域 ,每 个 区域 设 有 4根 集水 管 ,以保 证水 量分 布 的均 匀性 。
复 了 3根水 管 ,对 穿管 修 复 的冷却 壁 单 根 管 流量 检
2
2 2 2
i贝0,比穿 管之前 流量 减少 1~1.5 m /h,影 响到 15段
第 44卷第 4期 2018年 8月
包 钢பைடு நூலகம்科 技
Science and Technology of Baotou Steel
V01.44.No.4 August,2018
包 钢 6#高炉 冷 却 壁 使 用 与维 护
席 军 ,梁荣利 ,周 宝亮
(内蒙 古 包钢钢 联 股份 有 限公 司炼铁 厂 ,内蒙古 包头 014010)
浅谈高炉冷却壁铸造中的尺寸保证
()冷却水管 进出水 口的横 向间距收缩量 与铸件本 2
2 笙 复
拭l 热 工 加
维普资讯
体相 同。
不被破坏 ,上下砂型之间用对角箱锥并辅 加打号方 式进 行定位 ,可保证合箱尺寸精确。
2 冷却水管的弯制 .
弯管要在专用 的弯管机上进行 冷弯成形 ,弯管模具 弯曲半径一般 为管径 的 18 以上 才能 保证 顺利 过球 。 .倍
一
420 ) 王香芬 白桂玲 600
3 木模活块定位形式的选取 .
木模制作过程中 , 选取合适 的活块 形式可起 到事半 功倍的效果 ,如上箱 的螺栓 孔和 进 出水管部 位 的凸 台,
以及勾头部位都需要活块定位 。活块销 钉不能太 活 ,以 免在捣砂时活块松动产生偏移 ,勾头部位 活块最好 与本
蜡来防潮。
二、冷却水管弯制过程中尺寸精度控制
1 合适的水管收缩量 .
在浇注过程 中,冷却壁 内 入 的钢制冷却 水管 ,将 铸
结构形式 长度≤ 长度 > 宽度≤ 宽度>
l0 m 70 i l(m l( m 铁, 厚 度 > 70 m l0ml ) m ) m l 00 00
木 模 缩 尺 数 值
长度缩尺 ( %) 宽度缩尺 ( %) 备注 材质为球墨铸
4 木模膨胀变形的控制 .
在造 型过程 中,尤其是粘土砂造 型 ,木模易 受潮而 产生膨胀 变形 。因此 ,木模的面板 与面板之 间需 要预 留 1 2 m的膨胀缝 ,或在 做好 的木模 上刷涂 一层较 薄石 ~m
捣砂时需使用专用 “ 定位板”固牢各木模进出水管,以
防止捣砂时其发生位移。
3 冷却水管铸入中的尺寸控制 .
在砂 型铸造下管时 ,尤其对 于冷 却水管 为多进 、多 出形式 的冷却壁 ,多根水管 的相对位 置很难保 证。在 固 定到上箱 中时 , 可采用如 图 3 示的 “ 口模 板”进行 所 卡 定位 , 这样 可最大程度地避免 由于单 根冷却水 管下型 时 所带来的累积误差 。模板材质最 好选用强度较 高 的木板
铸钢冷却壁的应用与优势分析
1 铸 钢 冷 却 壁 的应 用 实 践
收 稿 日期 :0 6—0 —2 20 3 8
停 产检 查 并喷补 内 衬 时 , 趁机 进 入 炉 内观 察 , 有 所
铸钢 冷却 壁镶砖 槽 轮廓 清 晰 , 耗 不足 l n 损 m 。其 他
高炉 的铸 钢冷 却壁 均安 全运 行 。 由此 可见 , 铸钢 冷 却壁 的抗 破损 能力 比铸 铁 冷却壁 要强得 多 。
是在 原灰铁 冷却 壁 基 础 上 发 展 起 来 的 高 韧性 铸 铁 冷却壁 , 其综 合 性 能 优 于 灰 口铸 铁 冷 却壁 , 九 十 从
年代 开始普 遍被 高 炉采 用 。铜冷 却 壁 因热 导率 高 ,
在 国外 已有 二 十多 年 的应用 历史 , 有成 功 的应用 并
座大 中型 高炉 应 用 了 铸 钢 冷 却壁 。 目前 正在 服 役 的铸钢 冷却 壁 如表 1 所示 。
研制 成功 并用 于整 座高 炉 。但 在此 之前 , 因没有 突
首批 铸钢 冷却 壁 一 铁 总 厂 9号 炉 已 服役 四年 零二 个 月 , 钢冷 却壁 整段 安装在 热负荷 最 大的第 铸
六层 共 2 8块 , 至今 无 破损 , 而安 装在其 上 的第七层
破铸 造技 术难 关 , 内外还 没 有铸 钢冷 却壁 生产 和 国 应 用 的成 功报 道 。 由于铸 钢 冷 却壁 的应 用 刚 刚 开
Vo . 6 1 1
Ma v.2 0 06
铸 钢 冷 却 壁 的 应 用 与 优 势 分 析
朱童斌 , 石 玮 , 晓静 李
( 钢 股 份 公 司 第 二机 械 设备 制 造 公 司 安 徽 马 鞍 山 2 3 0 ) 马 400
高炉炉体冷却壁综述
第17卷第4期2007年4月 中国冶金 China Metallurgy Vol.17,No.4 Apr.2007基金项目:国家自然科学基金重点资助项目(50332010),国家863计划资助项目(2002AA334080),“十五”国家科技攻关资助项目(2003BA612A 218)和教育部科学技术研究重点资助项目(03020)作者简介:毕松梅(19832),女,硕士; E 2m ail :bisongmei @ ; 修订日期:2006212228高炉炉体冷却壁综述毕松梅1,2, 聂桂秋2, 徐利华1,2, 成志飞2,1, 白纪周2,1(1.北京科技大学材料学院,北京100083;2.郑州华宇耐火材料集团公司,河南巩义451251)摘 要:为提高高炉寿命,高炉冷却壁得到越来越广泛的应用。
介绍了铸铁冷却壁、铸钢冷却壁、铜冷却壁和非金属冷却壁等几种冷却设备,并对其各自的优缺点进行了分析。
关键词:高炉;冷却设备;冷却壁中图分类号:TF066.7 文献标识码:A 文章编号:100629356(2007)0420015204Summ arization of BF Cooling W allB I Song 2mei 1,2, N IE Gui 2qiu 2, XU Li 2hua 1,2,C H EN G Zhi 2fei 2,1, BA I Ji 2zhou 2,1(1.School of Materials ,University of Science and Technology Beijing ,100083,China ;2.Huayu Fireproofing Company in Zhengzhou ,G ongyi 451251,Henan ,China )Abstract :BF cooling wall was widely used in practice in order to improve BF life.Advantage and disadvantage of cast iron cooling wall ,cast steel cooling wall ,copper cooling wall and non 2metallic cooling wall were analyzed.K ey w ords :blast f urnace ;cooling equipment ;cooling wall 在世界钢铁生产中,由高炉冶炼的生铁占总产铁量的97%以上,尽管直接还原和熔融还原技术有了很大的发展,但其生产能力还不能满足需要,21世纪还是以高炉炼铁为主[1]。
高炉铸钢冷却壁铸造工艺改进
高炉铸钢冷却壁导热性能好 , 使用寿命长 , 主要用 在高 炉工作 环境 较恶 劣 的炉腹 部 位 ,冷 却壁 质 量 的好 坏直接 影 响高炉 的利 用 系数与 寿命 。济 钢集 团重工 机 械有 限 公 司生产 的铸钢 冷 却 壁单 重 3 1k , 2 7 g 外形 尺 寸 1 0 mmx 3 mmx 2 mm, 质 Z 2 0 4 0 是 一 种 呈 80 77 60 材 G 0 —0 , 弧形结构的厚实类低碳钢铸件。冷却壁本体 内要铸入 四根 o 0 x 0 7 mm 1mmU形水 管 , 每根 U形 水 管上 又 有 两
差; ②砖槽底部粘砂较严重 ; ③铸件铸 出后 , 通球检查 时, 不通 球 的 水 管较 多 ; 由于 在 浇注 过 程 中 , 入 的 ④ 铸
水 管熔 化 导致铸 件 报废 的较 多 ; 砖槽 尺 寸不 准 , ⑤ 超公
差 的较多。 ⑥螺栓孔 内清不出砂的较多, 并且孔中心距
也 超差 较 多 。
求较 高 , 出水 管 、 进 螺栓 孔 的位 置要 求 准确 ,要 确 保 和炉 皮开 孔位 置对 应 一
收稿 日期 :0 0 0 — 7 2 1- 8 1
文 章 编 号 :0 0 10 21-2
采用 平浇 方式 , 上表 面 又设 置 冒 口 , 件 表 面表 面质量 铸
图 1 冷却壁结构图
Ab ta t P o e n c r e h oo y o e a i a e b e n ls d wi O r s O dig s lt n s r c : r blms i o e t c n lg fc r m c h v e n a ay e t c re p n n ou i h o
高炉铸铁冷却壁的传热及热应力分析
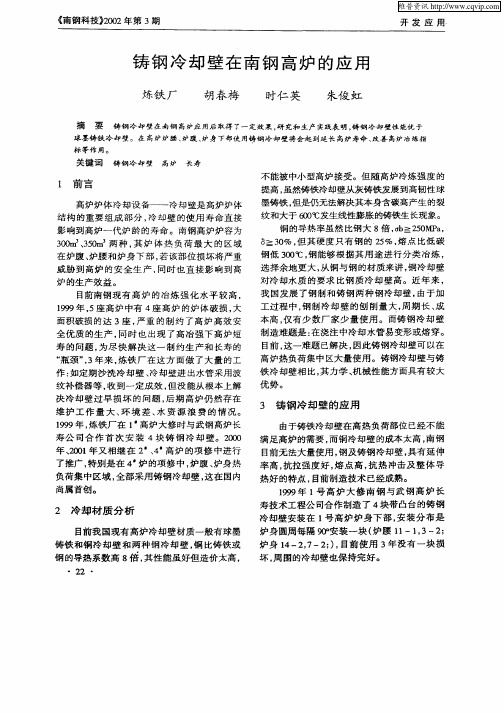
冷却壁结构复杂, 本文利用有限单元法, 建立计算模型, 分析冷
却壁的应力。
3 计算模型
若忽略上下和左右冷却壁之间的传热, 可把一块冷却壁视
为 周 期 对 称 传 热 结 构 。受 高 炉 整 体
结构的约束, 冷却壁上下端面被认
为具有相同的位移, 冷却壁扇体侧
面环向位移为零, 那么冷却壁也具
有周期对称结构力学特征。
"(
T)
!T !z
( 1)
式中: "( T) —温度为 T 时的导热系数, Wm-1k-1。
冷却壁传热问题的边界条件。
2.1.1 外壳与大气之间为自然对流
"shell
!T !x
=hs(a
Tshell - Tair)
( 2)
式中: "shell —炉壳的导热系数, Wm- 1k- 1;
hsa —炉壳与空气的对流换热系数, Wm-2k-1;
$))
( )
y
)
=2G&y
+
u 1+u
!- 2G)T
)) , ) )
)
)
)$)Βιβλιοθήκη )) z *=2G&z
+
u 1+u
!- 2G)T
) ) )) -
( 6)
第6期
李 玉等: 高炉铸铁冷却壁的传热及热应力分析
- 97 -
!xy =G"xy, !yz =G"yz, !zx =G"zx
( 7)
其中, G= 2(
{&}={&x, &y, &z, (xy, (yz, (zx}T
( 5)
其
中
,
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
铸钢冷却壁在宣钢6号高炉应用中的认识
作者:王世达顾爱军浏览次数:5
宣钢炼铁厂
摘要:铸钢冷却壁在宣钢6号高炉应用以来,频繁出现渣皮脱落现象,造成炉内经常减风作业,严重影响着冶炼的强化,其影响因素是多方面的,也正是这诸多因素共同影响了铸钢冷却壁渣皮的稳定。
关键字:高炉铸钢冷板渣皮脱落
1、前言
2005年3月11日8时~24日23时,宣钢6号高炉停炉小修,此次小修将炉体4~7段镶砖冷却壁改为铸钢冷却壁,开炉生产以来,铸钢冷却壁渣皮的稳定性极差,导致高炉操作中频繁减风作业,严重制约着6号高炉的强化,使冶强一直维持在1.40t/(m3.d)左右的低水平上,利用系数较低,因此研究和克服铸钢冷却壁渣皮频繁脱落的因素,使其温度稳定在一个合适的范围,是6号高炉进一步强化的前提。
2、对铸钢冷却壁渣皮频繁脱落的剖析
从理论上讲,6号高炉4~7段冷却壁正处于软熔带以下,温度高,受高热流强度的冲击,初渣的侵蚀,碱金属
、水蒸气的氧化和CO的侵蚀及热疲劳等因素的作用,是炉体锌的侵蚀,高温煤气流的冲刷;下降炉料的磨损,CO
2
寿命的薄弱环节,需要改善传热,提高冷却强度,在冷却壁表面形成牢固的渣皮,由导热性差的渣皮对冷却壁起保护作用。
2.1布料的影响
矿焦料层厚度比的变化,会影响边缘煤气流的变化,当边缘矿焦比较低时,炉顶煤气流量增加,使料热气流比降低,炉墙边缘热负荷升高,引起该部位渣皮的脱落。
10月25日中班15批调矿环为αk31(4)30(3)→30(7)进行疏导。
26日夜,铸钢冷却壁多点温度频繁波动,造成炉内减风作业,并加焦补热,11月1日白班7批(8:00)扩矿批由10.8t→11.2t,负荷4.09→3.99,9:45因铸钢冷却壁多点温度波动,减风至200kPa (原215),TE2108高达730℃。
10:37减风至150kPa,且冷却水量由440→470→525m3/h后,温度才逐渐下行。
所以,充分发挥无料钟炉顶布料的控制技术,调整好矿焦层厚度比,获得适宜的煤气流分布,在较宽范围内,使热负荷达到稳定的最低状态,有利于保护该处渣皮的稳定。
2.2热量变化引起热应力破坏,导致渣皮脱落
此种情况多出现在高热量向低热量过渡的情况,由于热量偏高,大量减喷煤粉进行调剂,从而引起初始煤气流的变化,且热量下行较快,最后引起渣皮脱落。
例如:10月22日夜班,前期热量充足,铁温在1465~1490℃之间,〔Si〕在0.65%左右,通过调剂喷煤量使热量下行,4:00、5:20、6:40,铁温分别是1431℃、1422℃、1436℃,铸钢冷却壁温度出现大面积、大幅度的波动,其中TE2203高达596℃,TE2308达442℃。
10月28日中班,同样由于热量偏高,20:00将喷煤量由6.3t/h调为5.5t/h,结果29日夜1:00铸钢冷却壁TE2308高达601℃,TE2108达944℃,炉内减风至190kPa,并调冷却水量435→480m3/h,以提高其冷却强度,所以,稳定三班的操作,稳定热制度及造渣制度是稳定铸钢冷却壁渣皮的重要前提。
2.3冷却强度变化使铸钢冷却壁渣皮不稳定
铸钢冷却壁在6号高炉操作摸索的过程中,也曾稳定过一段时间,水量在430m3/h左右,因其各点温度变化较小,稳定在90℃左右,防止其长时间会结厚,进行了中部水量的调剂430→390m3/h,后又调至410m3/h,期间又伴有铸钢冷却壁渣皮的频繁脱落,随后的几次水量调整,均伴有铸钢冷却壁渣皮的大量脱落,例如:10月25日3:17调水量490→470m3/h后,白班铸钢冷却壁渣皮出现了大量脱落现象,各点温度不同程度升高。
由于用工业水冷却,水质差,加上维护不善,易使冷却设备结厚,水量减少,降低了冷却效果,从而引起
渣皮的不稳定,所以应对冷却设备进行定期清洗,或采用软水闭路循环冷却的新技术,以改善冷却效果。
2.4鼓风动能的影响
鼓风动能偏低,中心吹不透,边缘发展,甚至存在局部气流,造成冷却壁渣皮不稳定,从炉顶摄像观察,2004年6号高炉中心气流一直比较旺,而2005年中心气流很微弱,经常处在边缘和中心均不发展的状态,甚至气流不畅、发闷,出现局部气流,2004年干焦动能8000kg.m/s左右,而2005年以来的干焦动能只达到6300kg.m/s 左右,正因为如此,不仅炉内的气流分布难以长期稳定,而且边缘及局部气流的频繁出现,往往会引起渣皮的不稳定。
2.5原料质量的影响
料种杂,质量差,炉料结构不稳定,造成软熔带及软熔区间的频繁变化,产生热震及局部过热,而引起内衬、冷却设备、炉壳等损伤。
2005年以来,由于原料紧张,多次调整炉料结构,其中料种有:落地机烧、一烧、二烧、蒙古矿、巴西矿、澳矿、土烧、外购本地球团及扬笛矿等,由于冶金性能存在很大差别,从而影响炉况的稳定顺行,很大程度上影响了铸钢冷却壁渣皮的稳定。
2.6炉衬串煤气的影响
炉衬内部存在空隙,串煤气现象使铸钢冷却壁温度升高,区别串煤气与渣皮脱落要用测量冷却壁进出水温差的方法,如果水温差在正常范围,则说明是串煤气造成,根据炉况实施炉体灌浆,防止冷却壁局部过热而损坏。
2.7炉型不合理
6号高炉炉腹角偏大,易造成边缘气流发展,严重影响着4~7段渣皮的稳定,上一代炉役虽不是铸钢冷却壁,可是从2001年6月开炉以来至2005年小修前,4~7段完好冷却壁所剩无几,主要原因也是渣皮脱落烧漏所致,从高炉炉型设计原理知,炉腹角(α)一般为80~82°,较大的高炉的炉腹角可大于82°,很小的高炉可以是79°左右,6号高炉(300m3)属于中小型高炉,而炉腹角为82.53°,所以容易使边缘气流过分发展,同时不利于产生稳定的渣皮保护炉衬。
3结束语
⑴在原料条件允许的情况下,继续坚持精料方针,使炉料结构更合理。
⑵继续探索合理上下部制度,上部适当加重边缘,下部保证吹透中心。
⑶稳定三班操作,尽量减小各项参数的偏差。
⑷稳定中部调剂,少调微调,合理冷却制度。
⑸影响6号高炉铸钢冷却壁渣皮不稳定的因素是多方面的,也就是以上诸多因素共同影响着4~7段冷却壁渣皮的稳定。
选自《炼铁技术通讯》2006年04期。