迭代阈值分割法在X射线焊缝检测中的应用
焊缝X射线检测及其结果的评判方法综述

焊缝X射线检测及其结果的评判方法综述 周正干, 滕升华, 江 巍, 李和平 (北京航空航天大学机械工程及自动化学院,100083 北京)摘 要:分析了焊缝X射线检测方法的现状,指出了目前存在的主要问题;介绍了焊缝X射线检测结果的人工评定和计算机辅助评定方法,论述了国内外焊缝X射线检测结果计算机辅助识别的研究现状。
研究结果表明,X射线数字实时成像技术是焊缝射线检测的发展方向,焊缝射线数字图像的计算机自动分析与识别技术是射线实时成像技术成功应用的基础。
关键词:无损检测;图像处理;模式识别;焊接中图分类号:TP391.6 文献标识码:A 文章编号:0253-360X(20002)03-85-04周正干0 序 言目前,焊接已作为一种基本工艺方法,应用于航空、航天、舰船、桥梁、车辆、锅炉、电机、电子、冶金、能源、石油化工、矿山机械、起重机械、建筑及国防等各个工业部门[1]。
由于焊接过程中各种参数的影响,焊缝有时不可避免地会出现熔合不良、裂纹、气孔、夹渣、夹钨、未熔合和未焊透等缺陷。
为了保证焊接构件的产品质量,必须对其中的焊缝进行有效的无损检测和评价。
射线检测是常规无损检测的重要方法之一,是保证焊接质量的重要技术,其检测结果将作为焊缝缺陷分析和质量评定的重要判定依据[2]。
对X射线检测结果的评定方法有两种:人工评定和计算机辅助评定。
当人工评定检测结果时,评定人员的工作量大,眼睛易受强光损伤,效率较低,而且缺陷分析受评定人员的技术素质、经验以及外界条件的影响,结果往往会因人而异。
采用计算机对X射线检测结果进行分析和识别,可以大大提高工作效率,有效地克服人工评定中由于评判人员技术素质和经验差异以及外界条件的不同而引起的误判或漏判,使评判过程客观化、科学化和规范化。
1 焊缝X射线的检测方法目前,焊缝X射线检测最常用的方法是胶片照相法。
X射线胶片照相的成像质量较高,能正确提供焊缝缺陷真实情况的可靠信息,但是,它具有操作过程复杂、运行成本高、结果不易保存且查询携带不便等缺点。
焊缝检测区域的分段线性阈值增强算法

焊缝检测区域的分段线性阈值增强算法罗超群;胡志辉;邓渝波【摘要】针对曲线焊缝的图像受到诸多干扰而影响焊缝提取精度的问题,提出一种基于改进的分段线性阈值法的焊缝区域增强算法.首先,在空域通过引导滤波对焊缝图像进行平滑抑制干扰;然后,在频域通过改进的分段线性阈值法对焊缝区域进行增强.实验结果表明改进的焊缝区域增强算法在增强焊缝边缘的同时,能避免传统阈值法出现的重构振荡.【期刊名称】《现代电子技术》【年(卷),期】2019(042)005【总页数】4页(P45-47,52)【关键词】空域;引导滤波;平滑滤波;频域;分段线性阈值法;增强;焊缝区域【作者】罗超群;胡志辉;邓渝波【作者单位】华南理工大学电子与信息学院,广东广州 510640;陆军特种作战学院,广西桂林 541002;华南理工大学电子与信息学院,广东广州 510640;陆军特种作战学院,广西桂林 541002【正文语种】中文【中图分类】TN911.1-34;TP301.6瑕疵划痕、金属纹理以及金属反光等会影响焊缝实时提取,一般提取前需要消除噪声干扰,增强焊缝边缘对比度。
简单的霍夫变换[1⁃3]不适合曲线型焊缝。
焊接工件的预焊点干扰使本文不宜采用结构光系统[4⁃5]。
虽然双边滤波能很好地抑制噪声,保持焊缝边缘[6⁃7],但双边滤波的运行时间较长,无法满足实时性要求。
直方图均衡化会使增强焊后的缝边缘发生偏移[8],且在预焊点处会更明显,影响焊缝的定位精度。
本文结合引导滤波与改进的分段线性阈值法[9],提出基于改进的分段线性阈值法的焊缝区域增强算法。
1 分段线性阈值增强算法改进的增强算法包括空域平滑和频域增强两部分。
1.1 空域平滑平滑处理要求为:平滑焊缝两侧区域时保持焊缝边缘;因焊区移动,需高实时性。
平滑滤波结果如图1 所示。
对比原图1a),均值滤波图1b)和高斯滤波图1c)均平均了焊缝边缘和圆筒体噪声。
中值滤波图1d)平滑整体且保持大部分边缘,但明显模糊了较细的边缘。
基于主成分分析法的X射线焊缝缺陷图像增强与分割算法

基于主成分分析法的X射线焊缝缺陷图像增强与分割算法殷鹰;毛健;苏真伟【摘要】为提高X射线图像缺陷自动识别的能力与图像分割的效果,提出了一种基于主成分分析法的X射线焊缝缺陷图像增强与分割算法.该算法首先通过计算图像的协方差矩阵特征值与其对应的特征向量,并根据特征向量分布,选择感兴趣区域即图像中的焊缝部分,从而减少图像处理的计算量;其次通过分析特征值累计百分比和试验结果,筛选出最佳的特征向量,对图像进行基于主成分的重构;最后采用Otsu阈值分割法,对重构后的图像进行分割.试验结果表明,该算法在对比度低、噪声严重的X射线缺陷图像分割中有很好的应用效果.【期刊名称】《无损检测》【年(卷),期】2010(032)009【总页数】6页(P678-683)【关键词】X射线;焊缝缺陷;主成分分析法;感兴趣区域选择;图像分割算法【作者】殷鹰;毛健;苏真伟【作者单位】四川省特种设备检测研究院,成都,610061;四川大学,制造科学与工程学院,成都,610045;四川省特种设备检测研究院,成都,610061;四川大学,制造科学与工程学院,成都,610045【正文语种】中文【中图分类】TG115.28X 射线焊缝缺陷图像自动检测和识别系统主要包含四个步骤:图像预处理、图像特征提取、神经网络训练和缺陷识别[1] 。
图像分割技术是图像预处理中非常重要的组成部分。
最常用的图像分割方法有边缘检测[2] 、阈值分割[3] 、数学形态学处理[4] 等,这些算法在图像处理和模式识别领域里被大量研究和使用。
图像分割算法在研究X 射线焊缝缺陷图像检测和自动识别系统中起着十分关键的作用,因为包括特征提取、图像识别与分类等所有后续处理工作都取决于图像分割的质量。
笔者提出了一种基于主成分分析法(PCA)的X 射线焊缝缺陷图像分割算法。
1 X 射线焊缝缺陷图像分割算法1.1 基于主成分分析的图像重构Jolliffe[5] 定义了主成分分析法:一种数学变换的方法,通过把给定的一组相关变量进行线性变换转成另一组不相关的变量,这些新的变量按照方差依次递减的顺序排列。
厚钢管X射线图像中焊缝区域的检测
厚钢管X射线图像中焊缝区域的检测摘要:由于传统焊缝区域检测算法难以准确提取模糊和对比度低的厚钢管焊缝区域,提出一种新的基于鲁棒PCA 模型的焊缝区域检测算法,该算法能克服传统方法的不足,并能准确提取焊缝区域.首先,收集一序列X射线图像,并对其进行空域对齐及亮度归一化预处理.其次,计算得到系列图像的背景图像,并将背景图像与待测试X射线图像张成一个观测矩阵.最后,使用鲁棒PCA算法对观测矩阵进行低秩与稀疏分解,测试图像中的不均匀强度及噪声被消除,焊缝区域被凸显出来,通过全局阈值可将焊缝区域较好地分割出来.实验结果表明,该算法能较大地消除厚钢管X射线图像中噪声及不均匀强度分布带来的干扰、同时增强模糊的焊缝边缘及对比度低的区域,相比传统焊缝区域检测算法,具有更高的检测灵敏度和精度,能更好地将模糊和对比度低的焊缝区域完整检测出来.关键词:厚钢管;X-ray图像;焊缝区域;边缘检测;图像预处理中图分类号:TP391 文献标志码:ADetection of Weld Regions in X-ray Images of Thick Steel PipesCHEN Benzhi1,FANG Zhihong2,XIA Yong2,ZHANG Ling3,LAN Shouren1,WANG Lisheng 1Abstract:Since traditional detection algorithms of welding seam area have difficulties in accurately extracting the fuzzy and low-contrast welding areas in the X-ray images of thick steel pipes,this paper proposed a novel robust detection method of weld seam region based on the robust PCA model. The proposed technique can overcome the shortcomings of the traditional methods,and can accurately extract the weld regions. Firstly,a sequence of X-ray images were collected,and their spatial alignment and brightness normalization were carried out. Then,a series of background images were obtained,and these preprocessed images and a test X-ray image were combined to form an observation matrix. The robust PCA was then used to decompose the observation matrix into a low-rank and sparse image. As the uneven intensity and noise are greatly eliminated in the test images,the weld region of the test image is highlighted in the corresponding sparse image,and can be well segmented by a global threshold. The test results show that the uneven brightness distribution and noise from X-ray images of thick steel pipes are largely eliminated,and the weld seamedges and low contrast areas are also enhanced. Compared with the traditional welding area detection methods,the proposed algorithm can better detect the fuzzy and low-contrast welding regions with a higher detection sensitivity and accuracy .Key words:thick steel pipe;X-ray images;weld regions;edge detection;image pretreatment在厚�管的X射线图像中,多数缺陷位于焊缝区域内,部分缺陷需要通过分析焊缝区域的轮廓线的变化而确定.因此,准确提取焊缝区域是有效检测焊缝缺陷的前提[1-9].另外,焊缝区域一般只占整幅图四分之一左右区域,在焊缝区域中检测各种缺陷可减少系统处理时间,为算法在实际生产线上应用提供可能[1].厚钢管的X射线图像一般噪声较大、灰度分布不均匀;焊缝区域的边缘模糊,焊缝区域的对比度低及形状各异,且其在X图像中分布位置不固定,如图1所示.这些使得从X射线图像自动提取完整焊缝区域变为困难问题.基于边缘检测算法,如Roberts,Sobel,Prewitt,Canny 等算子,被广泛用于焊接区域的边缘检测[1-2].这类方法对于信噪比高的薄钢板X图像中的焊缝区域的边缘检测效果较好,但应用于厚钢板中X射线图像时,容易产生断裂和虚假琐碎边缘.背景差分法是通过中值滤波[3]或混合高斯建模[4]估计测试图像的背景,从差分图像中分割出焊缝区域,由于估计的背景图像精度不高,加上厚钢管焊缝图像噪声大,灰度分布不均匀,背景差分法无法完整将焊缝区域检测出来.局部自适应阈值法[5]是根据局部窗口中焊缝区域与背景区域类间方差最大原理来选择每个窗口的最佳分割阈值,从而自动分离出焊缝区域,该方法不需要任何预处理,能够自适应地分割出亮度分布均匀的焊缝区域,但对于亮度分布不均匀或对比度低的区域,分割效果欠佳.基于水平集主动轮廓法[6]通过使设置的初始轮廓在一序列外部力和图像内在能量作用下不断膨胀或收缩,直到收敛,最终使轮廓线停在图像的边缘.该方法检测结果精度不太受孤立噪声、不均匀的亮度分布的影响,但该方法比较依赖初始参数的选择,如迭代次数,初始轮廓的位置.。
基于频域特征的焊缝X射线图像缺陷检测
78基于频域特征的焊缝载射线图像缺陷检测基于频域特征的焊缝X射线图像缺陷检测Defect Detection in X-ray Image of Weld Seam Based on Frequency Feature 胡巍刘志孙广玲(上海大学通信与信息工程学院,上海200444)刘晗(上海金艺检测技术有限公司,上海201900)摘要:焊接被广泛应用于多个领域。
但是受各种环境因素的影响,难以避免地会出现各种类型的缺陷。
X射线检测法是 一种焊接缺陷无损检测的主要手段。
然而,受多种因素的影响,焊缝X射线图像具有亮度分布不均、对比度低等特点。
提出 了一种基于频域特征和支持向量机的缺陷检测方法。
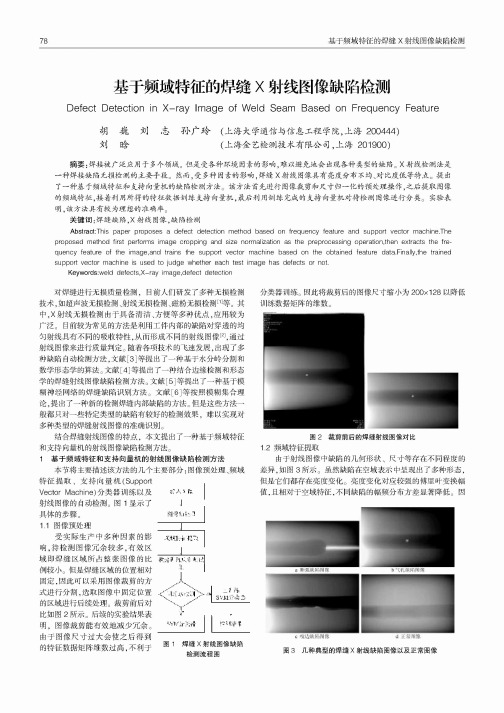
该方法首先进行图像裁剪和尺寸归一化的预处理操作,之后提取图像 的频域特征,接着利用所得的特征数据训练支持向量机,最后利用训练完成的支持向量机对待检测图像进行分类。
实验表 明,该方法具有较为理想的准确率。
关键词:焊缝缺陷,X射线图像,缺陷检测Abstract:This paper proposes a defect detection method based on frequency feature and support vector machine.The proposed method first performs image cropping and size normalization as the preprocessing operation,then extracts the frequency feature of the image,and trains the support vector machine based on the obtained feature data.Finally,the trained support vector machine is used to judge whether each test image has defects or not.Keywords:weld defects,X-ray image,defect detection对焊缝进行无损质量检测,目前人们研发了多种无损检测 技术,如超声波无损检测、射线无损检测、磁粉无损检测咱1等。
一种有效的盒维法及其在焊缝图像边缘检测中的应用_刘明芹
Welding Technology Vol.38No.6Jun .2009·试验与研究·收稿日期:2008-11-23文章编号:1002-025X (2009)06-0017-03一种有效的盒维法及其在焊缝图像边缘检测中的应用刘明芹1,张晓光2,尹琦1(1.淮海工学院机械工程系,江苏连云港222003;2.中国矿业大学机电学院,江苏徐州221008)摘要:分形维数是一个很有价值的特征,可用来描述粗糙的、具有自相似特征的图像。
这些特征已经被用在纹理分割、图像压缩、形状分析以及其他方面。
本文提出了一种有效的局部盒维数的计算方法,并把它应用在焊缝的X 射线图像上,试验结果表明,局部盒维数是边缘区域的重要特征,能够为焊缝的分割提供重要的信息。
关键词:边缘检测;焊缝图像处理;局部盒维数中图分类号:TG115.22文献标志码:B图像特征是从图像获得信息的基本,图像特征(即灰度分布、边缘、纹理等)在焊缝图像处理中是很重要的。
焊缝的X 射线图像在胶片上表现为黑色基本金属背景上的光亮带,焊缝的各种缺陷是以不同的黑化程度呈现在底片上的。
缺陷部分的灰度和纹理特征与正常焊接的焊缝部分有明显的不同。
根据这些特征,焊缝图像可被分割成背景部分(被焊接的金属)、焊缝部分和缺陷部分。
分形特征已被广泛应用于图像的纹理分析上,不同的物体具有不同的分形维数,表面光滑的物体分形维数小,表面粗糙的物体分形维数大[1],因此可用分形维数作为特征来分割图像。
焊缝X 射线图像满足在统计上的自相似性,其焊缝部分、缺陷部分和被焊接的金属部分呈现不同的灰度,具有不同的分形维数,因此,可以用分形维数作为特征,区分背景部分、正常焊缝部分以及焊缝内的缺陷部分。
1本文提出的局部灰度变化盒子维数计算方法分形几何是Mandelbort [1]提出的,用来描述自然界随机的复杂的自然景象。
分形维数是分形几何中最基本的概念,并且可以用分形维数来度量、分析和评价纹理和形状,豪斯道夫维数是分形几何中最基本的分形维数定义,然而豪斯道夫维数在大多数情况下是很难估计的。
基于ButterWorth滤波的X射线钢管焊缝缺陷检测方法
基于ButterWorth滤波的X射线钢管焊缝缺陷检测方法王家晨;王新房【摘要】焊缝缺陷检测是保证焊接质量的重要环节,随着工业的高速发展和迫切需求,基于X射线焊缝缺陷自动检测技术得到了广泛的研究,但是由于成像方式,以及铸件材质等客观因素的影响,X射线图像存在噪声多、对比度低、背景亮度不均匀、焊缝边缘模糊等问题,使得利用计算机进行焊缝缺陷自动检测的准确率不太理想.针对这一问题,提出了一种基于ButterWorth滤波的钢管焊缝缺陷检测方法.首先利用傅里叶变换将图像的时域信息变换到频域,之后对图像的频域信息进行高通滤波,提取出图像中的高频缺陷信息,再对其进行傅里叶反变换,从而将缺陷信息凸出,最后利用阈值分割成功提取出缺陷,并对提取出的缺陷结果进行处理,有效地降低了漏检率和误检率.与其他传统检测算法相比,它对缺陷类型不敏感,具有较好的适应性和通用性.【期刊名称】《微型机与应用》【年(卷),期】2017(036)023【总页数】4页(P21-24)【关键词】焊缝缺陷;自动检测;高通滤波;图像处理【作者】王家晨;王新房【作者单位】西安理工大学自动化与信息工程学院,陕西西安710048;西安理工大学自动化与信息工程学院,陕西西安710048【正文语种】中文【中图分类】TP274.51随着科学技术的飞速发展,焊接作为先进制造业中的一种基本工艺方法,已被广泛应用于航空、航天、核工业、能源交通、石油化工及建筑和机械等各个工业部门。
对于焊接结构件来说,焊缝质量很大程度上决定了结构件的使用寿命。
但是在焊接过程中,往往由于焊接工艺参数的不稳定,或者结构件焊接应力变形等诸多不良因素的存在,使得焊缝中不可避免地出现诸如气孔、裂纹、夹渣、未融合、咬边、未焊透及烧穿等缺陷,这些焊缝缺陷的存在,不仅影响了焊缝的美观,而且更严重的是直接导致焊接结构件的失效,甚至引起危险的脆断,带来极大的经济损失。
因此,为了保证焊接结构件的质量以及各行业使用过程中的安全,防止事故的发生,焊后对焊缝缺陷的准确检测就变得尤为重要。
焊缝位置识别及图像处理算法的研究
88电子技术Electronic Technology电子技术与软件工程Electronic Technology & Software Engineering焊缝自动跟踪是实现焊接自动化的关键,近年来受到了越来越多的关注。
目前,应用于焊缝跟踪系统的传感器最常见的有电弧传感器和视觉传感器。
电弧传感器结构简单,但只有电弧形成后才能工作,精度通常不高。
视觉传感器灵敏度和精度更高、不受电磁干扰,适合于各种不同布置形态的焊缝,是一种更有发展前景的方法[1]。
在焊缝位置获取和图像识别算法的研究方面,国内外都开展过一些研究,例如横尾尚志等提出了模糊控制和模糊专家系统[2]。
Yoshito Sameda 等以激光扫描法,通过焊缝图像处理,实现了焊缝跟踪[3]。
N.SHIBATA 等采用激光束与CCD 传感器配合,实现了焊接过程的跟踪控制[4]。
在国内,崔元彪等通过改进传感器的结构设计,实现了对焊缝的跟踪[5]。
在焊缝图像处理技术中,对图像的预处理及后处理是实现位置检测的关键技术。
预处理阶段的主要目的是采用滤波方法除噪,排除弧光、烟雾等干扰因素,常用的有频域滤波以及空域滤波[6]。
空域滤波比较常用,有邻域平均法以及中值滤波法等,其中,中值滤波法在滤除噪音的同时又能够保留原有图像的主要特征,应用得最为普遍。
对于焊缝图像后处理一般常采取的算法为二值化处理,其中关键技术是阈值的确定[7],其中,Otsu 法是确定最佳阈值常用的一种有效方法[8]。
本文采用CCD 作为传感器采集焊缝位置图像,通过预处理后,在上位机上完成了图像后处理,并根据图像信息来指挥下位机工作,有效地完成了焊缝的跟踪。
1 试验方法及装置本文实验中采用的试验布置如图1,图中焊接设备部分包括焊机、焊枪和焊枪移动执行机构。
图像采集及处理系统包括CCD 摄像头,图像采集卡和上位机系统。
本课题试验中所采用的焊机为YC-400TX TIG 焊机,焊枪移动执行机构为自行设计,为十字滑板型结构,采用步进电机驱动,可以满足系统的精度要求。
基于激光视觉的焊缝跟踪图像处理算法[发明专利]
专利名称:基于激光视觉的焊缝跟踪图像处理算法专利类型:发明专利
发明人:李东洁,王世伟,李潜
申请号:CN201710281325.5
申请日:20170426
公开号:CN107424144A
公开日:
20171201
专利内容由知识产权出版社提供
摘要:基于激光视觉的焊缝跟踪图像处理算法,包括从图像采集、预处理、阈值分割、焊缝特征识别等过程。
激光视觉传感器采集焊缝图像,传输到工业控制计算机进行处理。
首先,使用中值滤波器消除弧光、飞溅等噪声干扰;然后,使用基于核密度估计的图像阈值分割算法求解最佳阈值,获得二值图像;最后,采用Hough变换检测激光条纹直线,识别焊缝特征点,实现实时焊缝跟踪。
针对Hough变换耗时长的缺点,减少统计参数的个数,降低运算时间。
本发明适用于V型焊缝的跟踪识别。
申请人:哈尔滨理工大学
地址:150080 黑龙江省哈尔滨市南岗区学府路52号
国籍:CN
更多信息请下载全文后查看。
BGA焊点气泡缺陷X射线图像的动态阈值分割方法
BGA焊点气泡缺陷X射线图像的动态阈值分割方法张俊生;王明泉;郭晋秦;楼国红【摘要】BGA焊点使用X射线检测时,气泡缺陷的灰度对比度较低,如何准确分割一直是研究热点.提出一种动态阈值分割算法,首先对原始图像进行平滑处理,然后用原始图像减去平滑图像,对得到的差图像设定阈值进行分割,实现目标区域的提取.实验中使用典型BGA焊球的X射线图像,通过控制图像的平滑程度和差图像阈值的大小,分别提取焊球区域和气泡区域,二者相与后实现气泡缺陷的最终分割.实验过程中与OTSU分割算法做对比,表明本算法具有更好的适应性和分割结果.【期刊名称】《火力与指挥控制》【年(卷),期】2018(043)010【总页数】4页(P113-116)【关键词】BGA焊点;气泡缺陷;动态阈值分割;OTSU算法【作者】张俊生;王明泉;郭晋秦;楼国红【作者单位】太原工业学院,太原030008;中北大学信息与通信工程学院,太原030051;中北大学信息与通信工程学院,太原030051;太原工业学院,太原030008;太原工业学院,太原030008【正文语种】中文【中图分类】TP391.40 引言BGA(Ball Grid Array)作为一种电子元件封装技术,主要特点是采用位于芯片底部的球形或柱状焊球取代引脚,使得封装芯片体积更小、引脚数更多、引脚间距更大、电气性能更优,被广泛使用于大规模集成电路芯片中[1]。
由于BGA器件的焊球位于芯片底部,焊接到电路板上时焊点全部隐藏不可见,焊接质量只能由微焦点X射线成像系统来检测[2]。
常见的BGA焊点缺陷包括漏焊、连焊、虚焊、焊球气泡和焊球移位等,其中焊球气泡缺陷是由焊接过程中产生的气体未能及时逸出而导致,检测标准是焊球内的气泡总量不能超过焊球本身的某个阈值,如在二维X射线检测中一般规定焊球内单个气泡的投影面积不能超过焊球投影面积的25%,多个气泡的投影面积总和不能超过焊球投影面积的20%[3]。
BGA焊点气泡缺陷的检测由原来的人工手动测量逐步过渡到现在的算法自动判定,国内外诸多学者对此展开了研究[4-5]。