制造工艺流程图-范本
产品制造工艺流程图.doc
产品制造工艺流程图产品制造工艺流程图产品生产过程的分类1、技术准备过程:产品设计、工艺设计、工艺装备的设计与制造、标准化工作、定额工作、调整劳动组织和设备的平面布置、原材料与协作件的准备等。
2、基本生产过程:与构成产品直接有关的生产活动。
毛坯制造、零部件制造、整机装配。
3、辅助生产过程:为保证基本生产而进行的。
动力工具的生产,设备维修以及维修用备件的生产等。
4、生产服务过程:物流工作。
如:供应、运输、仓库等管理活动。
产品制造工艺流程图:1.产品制造流程图2.产品加工工艺流程图3.产品工艺流程图4.产品装配工艺流程图5.常见的化工工艺流程图2018年岩土工程师《基础知识》试题专练(3)-岩土工程师考试-考试吧2018年岩土工程师《基础知识》试题专练(3),更多岩土工程师考试相关信息,请访问考试吧岩土工程师考试网。
点击查看:2018年岩土工程师《基础知识》试题专练汇总1、某八层框架工程,高24.5m,采用筏板基础,基础埋深在天然地坪下 3.5m,如以天然地基作为基础持力层,地基土为淤泥质土,其修正后的地基承载力特征值为fa=110kpa,地下水位在地面下3.8m;经计算地基土承载力能够满足设计要求,建筑物整体倾斜为0.0032,设计采用水泥土搅拌桩对地基进行了处理,则处理的目的是( )。
A、提高地基承载力;B、提高地基的抗渗透稳定性;C、提高地基的抗滑移稳定性;D、提高复合层的压缩模量,减小地基变形;【答案】D2、某工程采用灰土挤密桩进行地基处理,在用载荷试验确定复合地基承载力特征值时,可采用s/b=( )所对应的压力。
A、0.006;B、0.008;C、0.01;D、0.012【答案】B3、经处理后的地基,当按地基承载力确定基础底面积及埋深时,对于用载荷试验确定的复合地基承载力特征值,应按( )进行修正。
A、《建筑地基基础设计规范》(GB50007-2002)中规定的方法;B、宽度修正系数取0.0;深度修正系数取1.0;C、宽度修正系数取1.0;深度修正系数取0.0;D、可以不进行修正;【答案】B4、按照《建筑抗震设计规范》(GB50011-2010)的规定,在进行地基土液化初判时,下列叙述正确的是( )。
通用生产工艺流程方框图
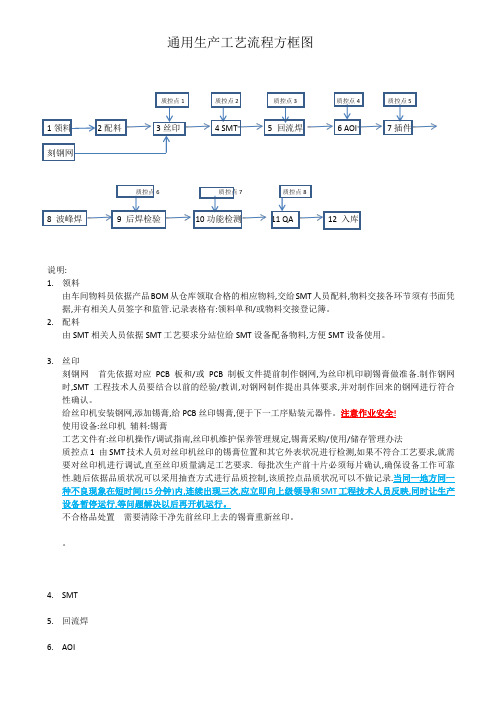
通用生产工艺流程方框图8 波峰焊12 入库说明:1.领料由车间物料员依据产品BOM从仓库领取合格的相应物料,交给SMT人员配料,物料交接各环节须有书面凭据,并有相关人员签字和监管.记录表格有:领料单和/或物料交接登记簿。
2.配料由SMT相关人员依据SMT工艺要求分站位给SMT设备配备物料,方便SMT设备使用。
3.丝印刻钢网首先依据对应PCB板和/或PCB制板文件提前制作钢网,为丝印机印刷锡膏做准备.制作钢网时,SMT工程技术人员要结合以前的经验/教训,对钢网制作提出具体要求,并对制作回来的钢网进行符合性确认。
给丝印机安装钢网,添加锡膏,给PCB丝印锡膏,便于下一工序贴装元器件。
注意作业安全!使用设备:丝印机辅料:锡膏工艺文件有:丝印机操作/调试指南,丝印机维护保养管理规定,锡膏采购/使用/储存管理办法质控点1 由SMT技术人员对丝印机丝印的锡膏位置和其它外表状况进行检测,如果不符合工艺要求,就需要对丝印机进行调试,直至丝印质量满足工艺要求. 每批次生产前十片必须每片确认,确保设备工作可靠性.随后依据品质状况可以采用抽查方式进行品质控制,该质控点品质状况可以不做记录.当同一地方同一种不良现象在短时间(15分钟)内,连续出现三次,应立即向上级领导和SMT工程技术人员反映,同时让生产设备暂停运行,等问题解决以后再开机运行。
不合格品处置需要清除干净先前丝印上去的锡膏重新丝印。
4.SMT5.回流焊6.AOI7.插件元器件预成型因生产需要,需在插装前对某些元器件进行预处理,然后再投入使用。
注意作业安全!车间作业员根据相关作业要求,领取所需型号元器件,并把元件正确插装到指定位置,且未对其它元器件造成损坏。
使用设备:成型/加工设备,治具,夹具,等等。
工艺文件:上述设备采购使用维护和保养管理规定,作业指导书质控点 5 采用自检和/或他检方式,对所插装的元器件进行型号/方向/位置/数量等方面确认,保证流入到下一工序的产品符合工艺和品质要求.该质控点可以不做记录,当采用他检方式,一般需要他检方做检验报表。
HACCP 流程图(HACCP最新范本)

产品名称:压片糖果 1.工艺流程图
CCP2 关键控制点: 限量添加剂用量
文件编号 文件版本 页 码
FW-HACCP-01 B/3 第 29 页, 共 37 页
生效日期 此三步骤仅适用于有糖产品
CCP3 关键控制点: 筛网目数及完 性,物理危害:异物
内/外包材接受 配 料 煮 糖 浆 q 浆 色 素 搅 添 拌 加 q 仓 库 浆 (报废) 烘 烤 粉 碎 过 筛 混 合 成型 内 包 臭 氧 消 毒 过 筛 OK 储 存
入外箱 主要原料:山梨醇 添加剂:薄荷粉末香精、薄荷清凉粉末香精、硬脂酸镁、 进口阿斯巴甜、进口 AK 糖、薄荷脑 运输
储存
原 OK 储 料 存 接 受
CCP1 关键控制点: 糖浆温度
可返工次品 不可返工次品
挑选 调查原因,记 录后立即销毁
CCP4 关键控制点:金属异物及 金属机灵敏度
有金属 可返工次 品 金属探测 OK
不可返工次品
入 OPP 卷膜袋 热封口
此步骤无糖产 品入 PE 袋封口
OK 打日期码
入ቤተ መጻሕፍቲ ባይዱ盒,收缩或入胶盒
车间生产工艺流程图
车间生产工艺流程图一、引言车间生产工艺流程图是指将生产过程中的各个环节和步骤以图形的方式进行展示和描述的工具。
它可以帮助企业管理者和工作人员更好地理解和掌握生产过程,优化生产流程,提高生产效率和质量。
本文将详细介绍车间生产工艺流程图的标准格式和编制方法。
二、标准格式1. 标题:在流程图的顶部居中位置,用粗体大字体写明车间生产工艺流程图的名称。
2. 流程图示意图:在标题下方,以水平线为分隔,绘制一个示意图,用来展示整个车间生产工艺流程的主要环节和步骤。
3. 环节和步骤:在示意图的下方,按照从左到右的顺序,逐个列出各个环节和步骤。
每个环节和步骤使用矩形框表示,框内写明环节和步骤的名称。
4. 连接线:用箭头线将各个环节和步骤连接起来,表示它们之间的先后关系和流程顺序。
5. 描述文字:在每个环节和步骤的右侧,使用简短的文字描述该环节和步骤的具体内容和要求。
描述文字应简洁明了,不宜过长。
6. 控制点:在流程图中适当的位置,用菱形框表示控制点。
控制点是指需要进行质量控制、检验或审批的环节和步骤。
7. 并行流程:如果有多个环节和步骤可以并行进行,可以使用平行线将它们连接起来,表示它们可以同时进行。
三、编制方法1. 确定车间生产工艺流程的范围和目标:明确需要编制流程图的生产过程的范围和目标,确定所需的输入和输出。
2. 收集信息:与相关人员沟通,了解生产过程中的各个环节和步骤,收集相关数据和资料。
3. 绘制示意图:根据收集到的信息,绘制一个示意图,展示整个车间生产工艺流程的主要环节和步骤。
示意图应简洁明了,能够清晰地表达生产过程的流程顺序。
4. 列出环节和步骤:在示意图的下方,按照从左到右的顺序,逐个列出各个环节和步骤。
每个环节和步骤使用矩形框表示,框内写明环节和步骤的名称。
5. 连接环节和步骤:使用箭头线将各个环节和步骤连接起来,表示它们之间的先后关系和流程顺序。
箭头应指向后续环节和步骤。
6. 添加描述文字:在每个环节和步骤的右侧,添加简短的描述文字,描述该环节和步骤的具体内容和要求。
完整生产工艺流程图范文.doc
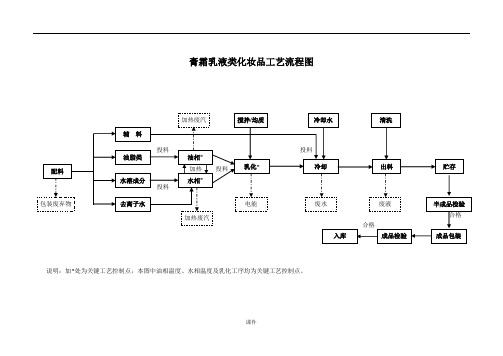
膏霜乳液类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
课件染发类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中油相温度、水相温度及乳化工序均为关键工艺控制点。
课件洗发类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中混合工序为关键工艺控制点。
课件香水类化妆品工艺流程图说明:加*处为关键工艺控制点,本图中陈化和过滤工序均为关键工艺控制点。
课件美容类化妆品(唇膏)工艺流程图说明:加*处为关键工艺控制点,本图中混合及熔浇铸型工序均为关键工艺控制点。
课件美容类化妆品(粉饼)工艺流程图说明:加*处为关键工艺控制点,本图中研磨及压制成型工序均为关键工艺控制点。
课件课件专业课件课件课件专业课件俗语说,良言一句三冬暖,你对我好,我又岂能不知,你谦让与我,我又怎能再得寸进尺,你欣赏我,我就有可能越变越好,你尊重我,我也会用尊重来回报你,你付出爱,必会得到更多的爱。
与人相处,要多一份和善,切忌恶语相向,互相伤害就有可能永远失去彼此,每个人心中都有一座天平,每个人心中都藏一份柔软,表面再强势的人,内心也是渴求温暖的。
做人要学会谦虚,虚怀若谷。
人人都喜欢和谦虚的人交往,司马懿说:“臣一路走来,没有敌人,看见的都是朋友和师长”.这就是胸怀。
有格局的人,心中藏有一片海,必能前路开阔,又何愁无友。
人与人相处,开始让人舒服的也许是你的言语和外表,但后来让人信服的一定是你的内在。
就如那句,欣赏一个人,始于颜值,敬于才华,合于性格,久于善良,终于人品。
人这一生,遇见相同的人不容易,遇见正确的人更不容易,只有选择了合适的相处方式,带上真诚与人相处,才会走得更长,更远更久。
课件人与人相处,要多一份真诚,俗语说,你真我便真。
常算计别人的人,总以为自己有多聪明,孰不知被欺骗过的人,就会选择不再相信,千万别拿人性来试人心,否则你会输得体无完肤。
人与人相处不要太较真,生活中我们常常因为一句话而争辩的面红耳赤,你声音大,我比你嗓门还大,古人说,有理不在声高,很多时候,让人臣服的不是靠嘴,而是靠真诚,无论是朋友亲人爱人都不要太较真了,好好说话,也是一种修养。
(完整版)通用服装生产工艺流程图
通用服饰生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│查验│→│包装│(一)面辅料进厂查验面料进厂后要进行数目盘点以及外观和内在质量的查验,吻合生产要求的才能投产使用。
在批量生产前第一要进行技术准备,包含工艺单、样板的拟定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,依据特别工艺要求,须进行后整理加工,比方成衣水洗、成衣砂洗、扭皱见效加工等等,最后经过锁眼钉扣协助工序以及整烫工序,再经查验合格后包装入库。
(二)面料查验的目的和要求把好面料质量关是控制成质量量重要的一环。
经过对进厂面料的查验和测定可有效地提升服饰的正品率。
面料查验包含外观质量和内在质量两大方面。
外观上主要查验面料能否存在损坏、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意能否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在查验中均需用标志注出,在剪裁时避开使用。
面料的内在质量主要包含缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行查验取样时,应剪取不同样样生产厂家生产的、不同样样品种、不同样样颜色拥有代表性的样品进行测试,以保证数据的正确度。
同时对进厂的辅料也要进行查验,比方松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不可以吻合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,第一要由技术人员做好大生产前的技术准备工作。
技术准备包含工艺单、样板的拟定和样衣的制作三个内容。
技术准备是保证批量生产顺利进行以及最后成品吻合客户要求的重要手段。
工艺单是服饰加工中的指导性文件,它对服饰的规格、缝制、整烫、包装等都提出了详尽的要求,对服饰辅料搭配、缝迹密度等细节问题也加以明确。
服饰加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸正确,规格齐备。
有关部位轮廓线正确吻合。
样板上应注明服饰款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。
制造工艺流程图-范本

压力容器制造工艺流程图
责任部门流程图相关说明使用表单
材料责任人材料入库验收
生产管理部通知书
冷作工检验员制造工艺过程卡
检验员
冷作工
冷作工、电焊工、检验员
产品焊接试板B类项目
确认通知书
电焊工焊缝射线探伤报告
抛光工焊缝探伤合格通知
探伤工
冷作工
电焊工
探伤工
冷作工
检验员
恒茂石油化工设备有限公司
压力容器制造工艺流程图
责任部门流程图相关说明使用表单
电焊工、冷作工
检验员
电焊工
检验员
电焊工、抛光工
检验员
压力试验责任人耐压试验A类项目
确认通知书
试压员、检验员耐压试验检验记录卡
压力试验责任人
铭牌、拓印件
总检记录卡
最终检验责任人
成品入库清单
注:-A、B类项目监检
-停止点
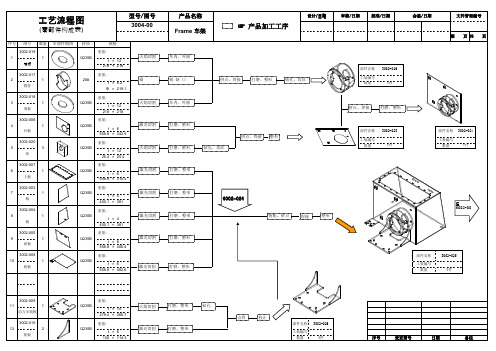
(精编)制造企业生产工艺流程图样本
10
1
底板
材质 Q235B
20# Q235B Q235B Q235B Q235B Q235B Q235B Q235B Q235B
规格 重量:
t = 12 218 × 218 重量:
t = 8.2 Φ = 219.1 重量:
t = 12 218 × 218 重量:
t =6 558.8 × 342.9 重量:
t = 10 279.4 × 266.7 重量:
t =6 130 × 114.3
火焰切割 激光切割
打磨、整形 打磨、整形
钻孔
点焊
校正
部件名称 3002-026
工装编号
数量
1件
序号
变更图号
日期
备注
3002-023 1件
部件名称 3002-024
工装编号
数量
1件
打磨、整形
打磨、整形 打磨、整形 打磨、整形 打磨、整形
3002-024
装配、拼点
焊接
整形
至 3002-00
部件名称
工装编号 数量
3002-025 1件
3002-009
11
1
动力安装板
3002-015
12
2
筋板
Q235B Q235B
重量:
t = 12 25.4 × 25.4 重量:
t =6 558.8 × 310.4 重量:
t =4 400.1 × 381 重量:
t =4 400.1 × 381 重量:
t =6 558.8 × 406.4 重量:
t =6 558.8 × 482.6
火焰切割 锯 火焰切割 激光切割 火焰切割 激光切割 激光切割 激光切割 激光切割
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压力容器制造工艺流程图
材料确认、生产指令 标记确认、放样划线
下料前检查
下料 刨边、坡口设备
筒节成型
焊第一筒节、试板、抛光
焊筒节纵缝、抛光
试板检验探伤
试板检验
检验探伤 组焊环缝、容器法兰、抛光
审核
检验探伤
开孔划线
责任部门
材料责任人 生产管理部
冷作工检验员
检验
流程图
相关说明
使用表单
使用表单
耐压前审查
耐压试验 检查确认 抛光、包装、铭牌 检验 入成品知书
耐压试验检验记录卡 铭牌、拓印件 总检记录卡
成品入库清单
注: - A、B 类项目监检 - 停止点
材料入库验收 通知书
制造工艺过程卡
恒茂石油化工设备有限公司
压力容器制造工艺流程图
责任部门
电焊工、冷作工 检验员 电焊工 检验员 电焊工、抛光工 检验员 压力试验责任人
试压员、检验员 压力试验责任人
最终检验责任人
流程图
相关说明
接管、法兰、补强板焊接 补强致密检验 内件组装焊接 焊接检验 总装焊接、抛光 总装检验