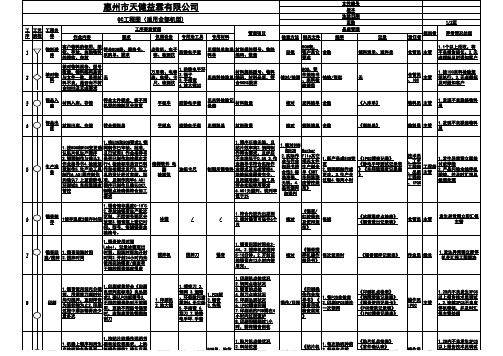
SMT标准QC工程表
QC工程表

报告流程/周期 异常处置 担当 组长 工程师 部长 周期 领料 时 日 联络仓库管 理员、制造 部一课 联络制造技 术部、品质 技术部
1
1 领料
移动式货架
/
制造
物料员
全数
目视
与标准相符
《领料单》
2 前加工
专用剪脚治 具、斜嘴剪 钳、钢尺、 前加工作业指导书 剪脚托盘、 剪脚罩
1、部品确认 2、部品脚长确认 3、加工前点检
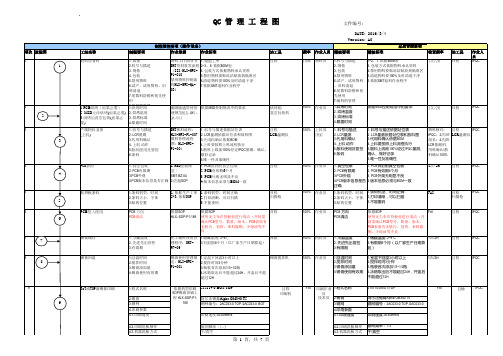
QC管理工程表 QC管理工程表
客 户 机 型 工 程 名 生产流程图 KOO1-0035 组装QC工程表 No 工程名称 设备/治具 工具/检具 文件编号 总页数 最新版本 作业文件
RoHS
1 A 管理项目
变 更 履 历
版本 A 新规作成
变更内容
日期
作成 核对
审批
实施方法 检查项目 实施责任 实施部门 1、确认部品规格与数量 2、SMT完成品确认 1、按照领料单领取物料,确认物料规格与数量 2、SMT完成品数量、规格与QA标签一致 担当 频度 检查 方法 判定 记录
1、核对部品编码、部品规格与要求一致 2、用专用加工治具加工部品并用钢尺进行测 量,确认部品脚长为3.0±0.2mm 3、批量加工前,先用治具加工6PCS直插式传感 制造 器,进行生产前试装,确认部品露出基板引脚长 制造技术 度在0.8~2.0mm范围内
作业员 技术员
1、2全数 4、点检1次/4H
目视
联络品质技 术部
联络制造部 制造 作业员 全数 目视 与标准相符 《生产日报表》 日
9
9 包装
封箱胶纸、 包装作业指导书 透明胶纸
1、包装数量与方法 2、包装方法
10
NG
QC工程图(完整版)
作业员
1.发现异常要及时报 告主管 2.连续3PCS 不良应停机稽核,并 及时汇报工程主管处 理
14
维修
1.静电防护2.物料的 正确性3.外观质量
1.佩戴静电手环,烙铁 接点2.补料的物料要求 和BOM一致
静电手环
烙铁
1.焊锡线 2.不良标签
1.维修完的产品清洁 干净, 无残留物、起 泡、发黄2.做好静电
目视
包装作业 1.每块PCBA 指导书 2.每班
《生产包装日报表》 《标示卡》
作业员 主管
2H内不良发生3个以 上报告班长2.无卤产 品污染全线停机稽核 。并及时汇报总经理 处理。
QA检验规
16
QA抽检
对生产线送检的产品 按《QA检验规范》和 《IQC/QA抽样计划标 准》进行检验
按QA检验规范、IQC/QA 抽样计划标准和作业指 导书
点数机、电子 称、检测仪
防静电手套
见领料单和送 材料规格型号、物料
料单
编码、数量
目视
BOM表, 客户其它 全数 要求
领料清单、送料单
核对物料规格、型号
2
核对物 料
数量,物料编码是否 与文件一致,是否材 无 料不良,是否有不符
合ROHS及无卤要求
万用表、电容 表、电桥、卡
尺、检测仪
1.防静电手环 2.镊子 3.手指套 4.放大镜5X
1.锡膏使用时间
Label,记录冰箱取出
7
锡膏回 1.锡膏回温时间 温/搅拌 2.搅拌时间
时间、回温时间和开封 时间2.开封24小时内未
搅拌机
搅拌刀
使用完的锡膏/表面有
干结的焊膏都应报废
/
1.符合先进先出原则 2.密封锡膏可保存6个 月
SMT通用功能检验标准

检验标准PCBA通用功能检验标准1. 目的:为公司加工之手机PCBA产品性能均符合客户要求,以确保证产品之功能检测提供依据.2. 范围:本检验标准适用于公司要求手机PCBA在SMT生产阶段性能测试之检验通用标准。
3. 职责权限:IPQC:负责对产线在制品的状态进行判定、抽查、记录.确保各工位操作落实到位,及时防止不良品的产生.QA:负责依据检验标准进行检验、抽查、判定、记录. 确保产线QC人员操作落实到位,防止不良品的流出..IPQC组长:负责监督并指导QA、IPQC作业及异常的统计反馈、跟踪确认.QE:负责制定检验标准、SOP作业指导、异常确认.4.相关参考文件:PCBA通用检验标准.MIL-STD-105E出货抽样计划表SMT外观检验目视通用检验标准5.缺陷定义5.1致命缺陷(CR ):危及制品使用者人身安全之潜在危险的缺陷项目.5.2严重缺陷( MA ):制品的使用性能不能达到所期望的目的或降低其电气性能、机械功能及可靠性的缺陷.5.3轻微缺陷( MI ):实际上不影响制品的使用目的,三个轻微缺陷等于一个严重缺陷. 如外观不良之缺陷.6. 抽样标准定义:6.1抽样依据:按照MIL-STD-105E进行随批检验抽样计划.6.2检验水平:一般检验水平Ⅱ6.3抽样方案:一次抽样方案(各时间段)6.4抽样标准: 致命缺陷(CR):AQL=0严重缺陷(MA):AQL=0.4轻微缺陷(MI):AQL=1.07.检验状态的转换过程7.1正常→加严:在正常检验状态下,如果连续5批有2批被拒收,则由正常检验转换为加严检验;7.2加严→正常:在加严检验状态下,如果连续5批被允收,则由加严检验转为正常检验;7.3加严检验→暂停检验:加严检验累计2批不合格时,将暂停检验.通知生产部将所有不良品重工OK后再检验。
8. 检验对象:外观、功能、包装等9. 检验条件及方法:9.1 观察距离:检查物距眼睛30-35cm;9.2 观察角度:水平方位45±15°;9.3 观察时间:按正常规定要求的距离和角度要求扫描整个检测面(TOP/BOT)15秒钟为准;9.4 检查方法:对比法,可参考首件或样品作对比检查.9.5灯照强度:在自然光或60W-100W的日光灯照明条件下检查(距离光源80cm处);9.6 视力要求:检验人员裸视或矫正视力1.0以上;9.7 所有机型客户的清尾板30PCS以下全功能测试,30PCS以上按AQL进行抽测;.10.检验工具:检验工具:测试工装(含测试辅料)、电源等.备注:如有特殊要求则按照物殊要示执行。
SMT 实用QC工程图
正确
1.条码机型、时间 1.条码机型、时间正确
2.条码大小、字体 2.打印清晰,可以扫描
3.贴的位置
3.不能重码
1次/2H
目检
IPQC
FAI
目检
IPQC
扫描枪
100% 作业员 100% 物料员
PCB 方向 PCB清洁
1. 冷藏温度 2. 先进先出管控 3.有限期
依据SOP
FAI
使用无尘布在投板前进行清洁(开
项次 流程图 1
1
2
2
3
3
4
4
5
5
6
6
7
7
8
8
9
9
QC 管 理 工 程 图
工站名称
制程要项
制程管控要项(操作/设备)
作业依据
作业标准
治工具
物料房备料
1. 数量
2.料号与描述
3. 规格
4. 包装
5.禁用物料
6.试产、试用物料、旧
料清退
7.尾数料防错和优先使
用
41.PCB烘烤(如果必要) 81..辅烘料烤的时管间理
印刷速度:30-60mm/s
目檢
IPQC
4.2.印刷洗板频率 擦网频率:1-3 4.3.机器洗板方式 干/真空
10
OK SPI检测
10
11
NG
NG 11
人工确认不良
1.依据生产工单 1.条码机型、时间正确 2~3.依据SOP 2.打印清晰,可以扫描
3.不能重码
目检 扫描枪
依据SOP HLX--SOP-P1-188
依据SOP
目检
使用无尘布在投板前进行清洁(开封需
确认PCB型号,数量,版本,PCB表面有
SMTPCBA生产QC工程图

SMTPCBA生产QC工程图简介SMTPCBA生产QC工程图是指为了确保SMTPCBA生产过程中的质量控制而制作的工程图。
SMTPCBA(Surface Mount Technology Printed Circuit Board Assembly)是一种表面贴装技术的印刷电路板组装工艺。
本文档将介绍SMTPCBA生产QC工程图的内容和使用。
什么是QC工程图?QC工程图,全称为Quality Control Engineering Drawing,是用于质量控制的工程图纸。
在电子制造过程中,QC工程图通常用于指导和记录产品质量控制的关键要素。
通过QC工程图,制造商能够准确地了解产品的规格、标准和测试要求。
SMTPCBA生产QC工程图的内容SMTPCBA生产QC工程图的内容包括以下几个方面:1.布局图:布局图显示了电路板上各个组件和连接的位置。
在SMTPCBA生产过程中,布局图对确保正确组装和连接各个组件非常重要。
2.贴装图:贴装图显示了电路板上元件的正确安装位置和方向。
贴装图通过标记每个组件的编号和位置来确保正确的组装和焊接。
3.焊接图:焊接图显示了电路板上组件的焊点和焊接方式。
焊接图提供了正确的焊接参数和工艺指导,以确保焊接质量符合标准要求。
4.组装检查图:组装检查图用于记录和检查各个组件的组装情况。
在SMTPCBA生产过程中,组装检查图被用于确保每个组件都被正确安装和连接。
5.测试程序图:测试程序图是用于指导和记录产品测试过程的工程图。
通过测试程序图,制造商可以确保产品在生产过程中经过正确的测试和检测。
使用SMTPCBA生产QC工程图的步骤下面是使用SMTPCBA生产QC工程图的简要步骤:1.阅读工程图:首先,操作人员需要仔细阅读SMTPCBA生产QC工程图的内容和说明。
工程图上会标明每个组件的位置、编号以及工艺要求等信息。
2.准备材料和工具:根据工程图上设计的要求,操作人员需要准备好所需的材料和工具,如电路板、元件、焊锡等。
IPQC巡检表(SMT)

年
月
日
0-18:00 0-04:00
, ,
, ,
____% 小 _____% 小 _______% ____% 小 _____% 小 _______%
8
9 10 速
围进行监控; 程参数不良时、控
填表要求: 1、该记录表按每条线每天一张记录进行填写,填写完成后交QE。抽巡检频次按各产品QC工程图/CP控制计划进行,焊膏厚度按产品QC工程图/CP计划规定范围进行监控 2、巡线合格无特殊要求在记录后打“√”不合格在记录后填写“处置类型”,处置分为:警告(偶尔违规操作,未造成不良时,需备注)、限期改善(制程参数不良时 制图异常时,需备注)、立即改善(违反操作或工艺要求,造成不良,发整改表)、立即停线(连续产生不良品,发整改表)。
IPQC 巡 检 表 -SMT部分
线别: 工序 检查项目 锡膏使用 锡膏 印刷 印刷质量 生产产品 标准要求 白 夜 08:00-10:00 18:00-20:30 10:00-12:00 20:30-23:00
CY1-04-0930-B-129E1
巡检日期:
年
月
白 夜 与控制计划或作业指导书要 白 夜 求一致,记录焊膏型号 目视检查无短路、拉尖、缺 白 夜 锡、漏印
规格值: , 规格值: ,
, ,
, ,
,
Hale Waihona Puke ,规格值:大 _____% 小 _ 大 ______% 小 ______ 规格值:大 _____% 小 _ 大 ______% 小 ______
3
4
5
6
7
实 温度18℃-28℃;湿度40%-70%;环保、5S、 白 辅助 ESD符合要求;各作业文件悬挂正确,并是最 项目 新有效版本;各设备治具使用前有进行点检, 夜 并留有记录。各时段巡检到问题需在右栏记录 备注 白班IPQC: 夜班IPQC:
SMT标准QC工程表
随机 批
目检测试
品保
1次
稽核日报表 抽检履历表
100% 日 目检 生产线 首件检查表
文件编号 产品名称 工程名称 制程内容
PCB/LCD 热压
H
HW-I-QC018 管制项目
热压参数 拉力
QC工程表
管制标准 检查日报表
热压参数:参见《热压参数对照表》 (低温测试)感应纸颜色须明显均匀 1. 每条金道重合必须2/3以上 2. 金道间不可有气泡 3. 热压片分割宽度1cm 的三部分由下往上 90度稳定速度拉起,拉力≥500g
规格型号:与机器是否一致 外观:依制程检验规范
SOP
C
包装
规格型号 外观
规格型号:与机器是否一致 外观:依制程检验规范
SOP
K 成品入箱 数量,品名
IPQC 巡检/抽检
针对所有工站稽核相关品质
检验规范
依出货检验规范、AQL抽样水准进行抽检
SOP AQL
陈颖
仪器 设备 工/治具
吹尘枪 秒差仪
制定日期 修改日期 抽样设定
烤箱 SOP 炉温温度测 1次 批
试仪
测试
生产/品 首件检查表 COB
保
稽核日报表
(PCB)时间:25-30ms,功率115±5mw,压
力24-29g。
时间功率压力 (IC)时间:20-25ms,功率92±4mw,压力
O
拉力范围
23±3g
晶片表面焊 焊点直径
拉力范围 >6g(管制范围9±3g),
接 线弧度弧高 焊点直径是线径1.3-1.8倍
样本 100% 100% 100%
频率 日 日 日
2011/3/4
检查 方法 目检 目检 测试
电源板QC工程图
客户NO 工程名管理项目判定基准工具量具保证方法频度管理记录相关标准担当1材料受入品番/规格/数量与ERP系统上规格,数量与实物一致/目视目视/材料受人时ERP系统来料清点作业指引仓库担当2部品受入检查品番/规格 外观/寸法 记录保存参见受入检查基准书的判定基准受入检查基准书管理/纳入时受入检查记录表管理受入检查基准书封样抽查员3入庫材料标示和放置区域材料标示明确,放置区域正确。
//入库时物料卡仓库担当4发料品番/规格/数量材料规格,数量正确,遵循先入先出原则//出库时指令单材料发领单仓库担当设备确认.参照《设备点检表》进行目视1次/ 天设备点检管理表作业员/技术员静电腕确认.必须导通静电腕测试器1次/4H防静电腕管理表组长印刷状态1.锡膏印刷无偏移2.锡膏完全覆盖焊盘3.锡膏成型佳.无塌陷断裂4.锡膏厚度满足测试要求目视印刷时首件记录首件员锡膏品番高温环保 SAC305#4 SnAg3Cu0.5%////部品品番.部品品番需与实物相对应目视材料发放时/5PCS/LOT部品加工点检表组长设备确认作业指导书/点检表电压表/气压表/1次/天点检记录表技术员贴片状态按BOM编程 PCB座标.千分尺千分尺1次/天点检记录表操作员/IPQC静电腕确认.必须导通静电腕静电腕测试器1次/4H 防静电腕管理表组长设备确认温度曲线/IB00炉温曲线测试仪1次/天点检记录表组长过回流焊状态温度:170℃-265℃速度:801区:120℃ 2区:140℃ 3区:160℃ 4区:180℃5区:200℃ 6区:220℃ 7区:255℃ 8区:265℃/IB001次/天SMT首件质量检验报告组长表面检查.基板不得有划伤,部品不可有破损。
.基板形变0.5MM以下;背面检查·双手持着PCB板边,以45度-90度的视角检查PCB板上的元件是否有错件、少件、多件、反向、横贴、反贴等主要不良现象;·双手持着PCB板边,以10度-45度的视角检查PCB板上的元件焊点是否有假焊、连锡、少锡、多锡、立碑等不良现象;·基板上有锡粒判定NG;作业指导书静电腕确认.必须导通静电腕静电腕测试器1次/4H防静电腕管理表组长修订次修订理由作 成责任者审 核有铅锡 无铅锡作业员机种名:工程图电烙铁钢尺目 视全 数不良项目表原材料仓储管理作业指引作业指导书作业指导书首件检验标准保存要求:电子版/产品终止后1个日历年修订履历①②③④印刷锡膏贴片质量管理标准修订日期修订摘要回流焊接外观检查静电腕管理编号:CIXI-QA-01版本:1页次:1/3。
SMT QC工程图
LCM产品流程卡 注意电胶高度及点胶量
后段拉长
LCM产品流程卡
N/A
后段拉长
LCM产品流程卡
N/A
后段拉长
LCM产品流程卡
N/A
后段拉长
LCM产品流程卡
N/A
后段拉长
LCM产品流程卡
N/A
后段拉长
LCM产品流程卡
N/A
后段拉长
LCM产品流程卡
N/A
后段拉长 品管拉长
BOM表、产品工程 图
LCM产品流程单
QC工程图
文件编号
流程图
工序
1.材料准备 2.贴片 3.贴片检查 4.脱泡 5.ITO清洁 6.ITO清洁抽检 7.COG邦定
8.COG邦定检查
管制项目
检验依据
LCD、偏光片、IC、 ACF、B/L、T/P等型
号,数量
BOM表、产品工程图
位置、偏移
SOP、产品工程图
划线朝向、偏位、一 线气泡
LCM工序检验规范
目检员 全检
PQC抽检 20PCS/2H
作业员 自检
抽检 1次/2H
全检
AQL抽检
全检
抽检 1次/0.5H
全检
抽检 10片/20分钟
全检
抽检 1次/2H
10.FPC热压 11.FPC热压检查 12.电性能检测
位置,温度 压力,时间
位置,ITO金球数, 金球变形率, 电性检验项目
电性检验项目
SOP、产品工程图
贴片拉长
LCM产品流程卡
N/A
品管拉长
PQC工序抽检记录 表
N/A
贴片拉长
LCM产品流程卡
N/A
贴片拉长
SMT(QC工程图)
页 码6/6页 审 核张钢 日 期2022/8/13工程名称流程图物料管理项目重点/规格设备/工治具检验项目检验频率责任者相关表单异常处理来料所有物料1.材料数量2.来料规格3.来料状态来料数量以及进料单据相符合依据订购订单(送货单)符合送货单数量全数检查仓管员1.原材料入库单2.出库(退货)单反馈采购部PAB板1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)6.相关测试1.进料检验规范以及抽样计划(AQL)2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件5.锡炉6.2.5/3次元投影以及其它测试仪以及其它测试仪等 1.依据PCB板检验规范2.工程图纸;3.标准样件光源类1.包装外观检验台依据物料来料检验报告电子类1.外观;5.性能(测试)1.进料检验规范以及抽样计划(AQL)2.DC电源3.MOS测试仪4.示波器5.万用表以及其它测试仪依据电子物料来料检验规范(2022年8月新订)辅料热管1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)1.进料检验规范以及抽样计划(AQL)2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件;5.酒精灯以及其它测试仪依据电子物料来料检验规范(2022年8月新订)生产准备所有物料生产排程生产系列 、纳期、数量及线别排版表生产排程表N/A PMC 生产通知单反馈PMC以及相关部门产线领料所有物料 1.物料数量2.物料状态物料、数量推车以及电梯物料编号核对随时巡查物料员领料单反馈PMC以及相关部门1.烙铁温度点检表2.防静电点检表3.首件(检)记录表4.计划排程表1.发出IPQC工程监察项目与对策2.严重时停线依据SIP检验1.《进料检验报告》2.《IQC进料检验日报》3.《品质异常处理单》1.开出品质异常联络单2.反馈相关部门SMT QC工程图每批次/1次每批次上线前或换线前IQC作业员依据SIP检验1.BOM表2.《工程图纸》3.卡尺、千分尺、塞规等4.实配件依据SIP检验1.结构尺寸2.结构样及色样3.外观4.材质5.性能(实配)1.锡膏2.钢网3.作业手法4.站位对应元□|||||◆||||◇○||★◆光源及电子物料所有物料目视(数量核对)IQC检验首件目视(数量核对)目视测量试装锡炉目视台灯目视测量实操目视测量实操计划达成率说明:□ 表示进料 ◆ 表示检验 ◇ 产线准备 ○ 标识正常投产 ★ 标识重点岗位 ● 表示仓储日 期2022/8/13流 程管 理 方 法检验方法文件编号QI-QCD-002版 次A/0制 定覃恒。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1次
2罐
目检
首件检查表 PQC 烤箱/冰柜 生产线 取放记录表
1次
10000 PQC PQC稽核日 目检/测试 0次 生产线 报表
1.刮刀速度 2.刮刀角度 锡膏印刷 3.工作气压 4.印刷间隙 1.桥接 2.偏移 印刷管制 3.完整性 4.平整性 5.厚度
1.刮刀速度:1~6VR 2.刮刀角度:15/30度 3.4~6KG/CM2 4.按照《半自动锡膏印刷机参数设定表》 1.无桥接现象 2.偏移不得超过焊垫的1/4 3.缺少部分少于正常印刷的1/4 4.印刷平面不得有锡尖 5.约0.12~0.2mm不影响焊锡量
பைடு நூலகம்
1.温度 :15℃~30℃ 2.湿度40%~70%
温湿度计
巡检
目检
PQC
1.锡膏保存期限:自生产日期起6个月 2.锡膏保存温度:0~10℃ 锡膏 3.回温时间:5小时 管理 搅拌机/冰箱 4.搅拌均匀,时间4分钟,使用锡膏在生产 规范 线上密封保存 1.网板张力:30~50牛顿 2.网板寿命:依张力测试结果定 3.清洁:1次/25片 半自 动锡 膏印 刷机 参数 设定 表 锡膏印刷机 锡膏搅拌机 张力计
陈敬光
制定日期 修改日期 抽样设定 样本 频率
2001/10/5 2002/11/6 检查 方法
版本 页别 权责 单位
A/2 2/3 品质记录/ 异常处理
仪器/设备/ 工/治具
烧录 1.CHECK SUM 2. FLASH程 弯、断脚 式
1.FLASH的CHECK SUM正确 2.无弯脚、断脚
烧录器
贴片机
10PCS
首件
目检
生产线
PQC稽核日 报表
1、2.按照《全热风红外回流焊炉参数设定 列表》 3.按照《回流焊温度曲线控制规范》
参数 设定 列表 SMT 检验 规范 /SOP/ 参考 对料 图
回焊炉 /测温器
1次
首件 换机 种
目视/测试
生产/ 品保
回焊炉特 性曲线图
按《SMT检验规范》及SOP要求
1.程式 :版本控制 2.料件上机:核对料站 3.零件位置/极性 :样品/BOM核对 4.用料表
贴片机
1次
日 首件
目检
生产线 首件检查表
S M T
1.元件纵向及斜向偏移不的超过元件本身 SOP/S 宽度的1/4;横向偏移不得超过元件焊接点 MT检 宽度的1/2 验规 范 2.3.4.5.6.可参考SMT检验规范
仪器/设备/ 工/治具
1.领料 1.BOM 2. 备料 2.数量、规格
1.依制造工单核对BOM与代用料表之数量与 BOM ECN 规格
目检
1.生产 1.领料单 2.首件检查 线 2.PQC 表 PQC稽核日 报表
温湿度控 1.温度 制 2.湿度 1.保存期限 2.保存温度 锡膏管制 3.粘度回温时间 4.使用锡膏在生产 线上保存 S M T 1.网板张力 网板管制 2.网板寿命 3.网板清洁管理
文件编号 产品名称 制程 制程内容 名称
GC-I-SQ003 SMT自动贴片 管制项目
杭州某某电子有限公司 QC工程表
管 制 标 准
制定 审核 工程 规范
陈敬光
制定日期 修改日期 抽样设定 样本 频率 1.换线 2.首件
2001/10/5 2002/11/6 检查 方法
版本 页别 权责 单位
A/2 1/3 品质记录/ 异常处理
杭州某某电子有限公司 QC工程表
管 制 标 准
制定 审核 工程 规范
陈敬光 仪器/设备/ 工/治具
制定日期 修改日期 抽样设定 样本 频率
2001/10/5 2002/11/6 检查 方法
版本 页别 权责 单位
A/2 3/3 品质记录/ 异常处理
按《SMT检验规范》及SOP要求
SMT 检验 规范 /SOP/ 参考 对料 图
半自动锡膏 印刷机
首件/ 巡检
目检
PQC 首件检查表 生产线
SOP
半自动锡膏 印刷机
100%
全检
目检
生产线
制程异常报 告单
文件编号 产品名称 制程 制程内容 名称
GC-I-SQ003 SMT自动贴片 管制项目
远见电子科技(昆山)有限公司 QC工程表
管 制 标 准
制定 审核 工程 规范 SOP Flash 程式 清单 BOM/ 用料 表/ 参考 对料 图
SOP SMT 检验 规范 SOP SOP
不良品修 复 1.修复状况 2.金手指 3.锡渣 清洁 1.超声波槽清洁度 2.槽1温度 3.槽2温度
恒温烙铁/烙 铁测温仪
一次/ 每日
目检
生产线 恒温烙铁温 /PQC 度记录表
恒温烙铁
100%
全检
目检
生产线
超声波清洗 机
1次/每 周 巡检
目检 目检
生产线
制程异常报 告单
PCM装盘 铝盘
生产线 制程异常报 /PQC 告单 品保 SMT稽核日 报表抽检覆 力表
IPQC
巡检/抽检
依SMT检验规范、AQL抽样水准进行抽检
AQL
放大镜
1次
随机
目检
放大镜
100%/10P 全检/ CS 首检
目检
检查日报表 生产线 /PQC稽核日 /PQC 报表
文件编号 产品名称 制程 制程内容 名称
GC-I-SQ003 SMT自动贴片 管制项目 7.桥接 8.零件损坏 9.浮竖 10.偏移 11.熔锡不良 12.侧立 13.标示不清 14.锡量不足 15.锡量过多 16.浮竖 17.反白 18.锡尖 19.锡渣 20.金手指沾锡 1.烙铁温度设定
放大镜
100%/10P 全检/ CS 首检
目检
检查日报表 生产线 /PQC稽核日 /PQC 报表
S M T
1.烙铁温度270~340度 1.按SMT检验规范 2.金手指不可沾锡 3.基板及元件表面无锡渣 1.超声波槽清洁度 可以见槽底为准 2.槽1温度28~30度 3.槽2温度40~42度 铝盘正反面干净
100%
全检
目检
生产线
制程异常报 告单
1.程式 2.料件上机 3.零件位置/极性 4.换料 贴装管制 1.偏移 2.错件 3.缺件 4.反件 5.元件损坏 6.标示不清 1.REFLOW温度 回流焊 2.REFLOW速度 3.风扇速度 1.缺件 基板、元 2.错件 件表面、 3.反件 金手指、 4.锡球 焊点 5.短路 6.空焊