超光滑表面抛光技术
大抛光模磁流变超光滑平面抛光技术研究
(4)针对大抛光模磁流变平面抛光,建立了抛 光力、表面粗糙度及材料去除率预测模型,进行了试 验验证,深入探讨大抛光模磁流变平面抛光加工机 理。
(5)成功研制了磁流变平面抛光机床,实现了 工业化应用,颁布了技术标准,通过了技术检验及科 技成果鉴定,获得了0.794 mm3/min的最大体积去除 率、PV 1 μm的面形精度和Ra 0.3 nm的最佳表面粗 糙度。
(1)提出了大抛光模的磁流变平面抛光新方 法,用于平面的高效超光滑无损加工,把磁流变抛光 从“点域”向“面域”发展,大幅提升抛光效率,并 获得亚纳米级表面粗糙度、无亚表面损伤的超光滑平 面。
(2)提出将直线气隙形成的梯度磁场用于磁流
变平面抛光,开发并优化了永久磁轭励磁装置,产生 高强度、大面积磁场,获得直线大抛光模,保证与工 件大面积接触,抛光斑面积较传统磁流变加工增大 60倍。
论文研究成果具有很好的社会效益和应用前 景。研发的方法、工艺及装备推广应用于多家光电 生产厂商,获得用户好评,使用该方法加工平面镜 片,表面粗糙度达到Ra 1.5 nm以下,加工效率提高 了30%以上,创造了良好的经济效益。
◆广告 查询编号:2012
论文摘要
Abstract
优秀机械博士论
文奖
论文名称:大抛光模磁流变超光滑平面抛光技术研究 论文作者:湖南大学 / 王永强 指导教师:尹韶辉《研究领域:超精密及微纳制造技术与装备》
上银
随着光电通信及半导体照明技术的迅速发展, 超光滑平面元器件需求越来越大。该类器件表面要 求达到亚纳米级表面粗糙度、微米级面形精度且无表 面和亚表面损伤,传统超精密抛光技术难以兼顾效 率、成本及损伤等多方面的要求,无法适应大批量生 产。论文在对比分析国内外超光滑表面加工技术的基 础上,提出了一种大抛光模磁流变超光滑平面抛光技 术,为面形精度在微米级的超光滑平面提供一种高 效低廉的无损抛光加工方法,大幅增加瞬时抛光面 积,显著提高了抛光效率。论文的研究成果对提高我 国光电通信、半导体、LED、3C器件的加工技术水 平,建立拥有自主知识产权的高效、无损、超光滑平 整加工技术,具有重要的理论和实际意义。主要工作 及成果概括如下:
硬脆材料的超光滑高平面度抛光工艺
硬脆材料的超光滑高平面度抛光工艺1 前言硬脆材料如白宝石单晶、微晶玻璃等以其优良特性得到广泛的应用。
微晶玻璃用于如天文望远镜、光学透镜、火箭和卫星的结构材料等,而且也可作标准米尺;白宝石以其良好的透光性和耐磨性等特点用于激光器的反射镜和窗口、异质外延生长的半导体材料或金属材料的基片等。
对硬脆材料进行超精密加工方法的研究,将进一步扩大其应用范围并提高其使用性能。
由于微晶玻璃中无数微小品粒的存在、白宝石硬度高,都认为很难得到超光滑高平面度的表面。
通常的光学抛光机都是动摆式的,即工件相对于磨盘既转动,又沿一定的弧线摆动:工件在抛光的同时也不断地修整抛光模。
但是,当抛光参数设定时,工件和抛光模的面形始终处于非收敛的变化中,即面形朝凹或凸的方向单调改变,不断检查面形,修改抛光参数,对操作员的技术水平要求很高。
我们使用中国航空精密机械研究所研制的超精密研磨机CJY—500进行实验。
其上下主轴均为液体静压主轴,还能够实现研磨盘的超精密车削,平面度小于lμm/φ500,用高精度的研磨盘来保证高精度的工件,勿需抛光中工件对其修整。
当工件与锡磨盘定偏心、同方向、同转速运动时工件表面的材料去除相同,而且工件各点在研磨盘周光滑高平面度的表面奠定了基础。
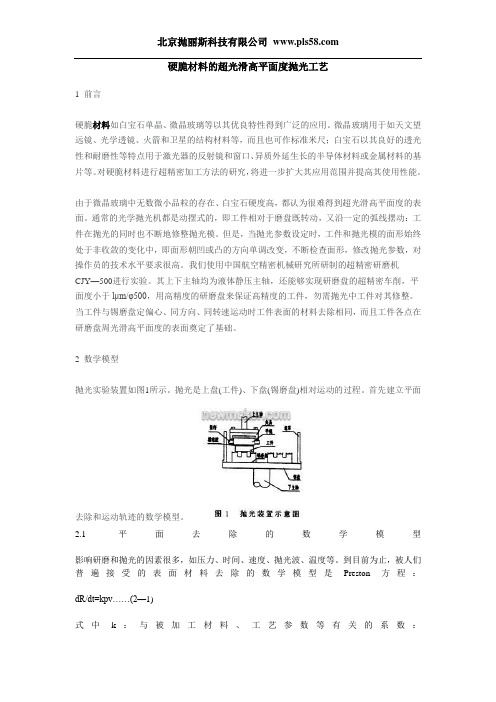
2 数学模型抛光实验装置如图1所示。
抛光是上盘(工件)、下盘(锡磨盘)相对运动的过程。
首先建立平面去除和运动轨迹的数学模型。
2.1 平面去除的数学模型影响研磨和抛光的因素很多,如压力、时间、速度、抛光波、温度等。
到目前为止,被人们普遍接受的表面材料去除的数学模型是Preston方程:dR/dt=kpv……(2—1)式中k:与被加工材料、工艺参数等有关的系数:p:表面上某一点在t瞬时与研具间的压力;v:该点在t瞬时与工具间的相对运动速度。
DR/dt:单位时间内材料去除量;为了预测研抛试验中材料去除量与运动形式的关系,对(2—1)做如下假设:(1)材料的去除量仅由工件与研具的相互作用引起。
目前常用的超光滑表面加工方法
目前常用的超光滑表面加工方法,是由传统的研磨抛光加工技术改进而来的,如浴法抛光、浮法抛光等,此类方法材料去除率低,也能够达到亚纳米量级的表面粗糙度,但很难避免机械接触式抛光对工件表面带来的亚表面损伤和加工变质层。
各种基于新原理的抛光方法逐渐被提出,如离子束抛光、等离子体辅助化学抛光、液体喷射抛光、磁流变抛光、化学机械抛光和弹性发射加工等。
其中日本大阪大学学者发明的弹性发射加工方法利用工件材料与磨料之间发生固相反应实现原子级材料去除,被认为是获得最高表面质量的加工方法,可以达到RMS 0.1nm 的表面粗糙度,但其加工效率很低,并且设备复杂,维护成本高。
纳米颗粒射流抛光是借鉴了弹性发射加工的去除原理的一种超光滑表面加工方法,结合数控技术可以实现光学零件纳米级粗糙度、无表面损伤的精确抛光,但仍然存在抛光效率不高的问题。
光学元件的加工一般都需要三大基本步骤:铣磨、精磨和抛光,其中铣磨和抛光是最主要的两道工序。
抛光的目的是在去除表面破坏层的同时精修面形。
现行的抛光理论认为抛光是三种作用的结果:磨料与工件之间的机械磨削、抛光液的化学作用和工件表面的热流动。
这些理论对于超光滑表面加工已经不完全适用,基于新原理的超光滑表面加工方法不断涌现。
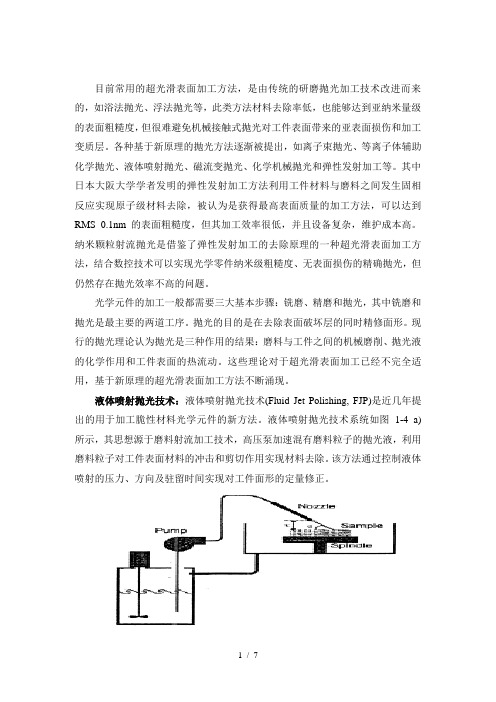
液体喷射抛光技术:液体喷射抛光技术(Fluid Jet Polishing, FJP)是近几年提出的用于加工脆性材料光学元件的新方法。
液体喷射抛光技术系统如图1-4 a)所示,其思想源于磨料射流加工技术,高压泵加速混有磨料粒子的抛光液,利用磨料粒子对工件表面材料的冲击和剪切作用实现材料去除。
该方法通过控制液体喷射的压力、方向及驻留时间实现对工件面形的定量修正。
加工机床本体纳米颗粒胶体液流动压空化射流抛光要实现对非球面的加工,因此,抛光的机床应具有X,Y,Z,A,C 五轴联动的功能。
在转台上安装喷射头部分,通过控制转台的沿Z 轴上下运动和沿A 轴的摆动实现喷射距离和喷射角的变化。
单晶硅镜面超光滑表面工艺技术研究

2003年10月徐清兰等:单晶硅镜面超光滑表面工艺技术研究7l适,如氧化铈、三氧化二铝、氧化铬等:其次磨料的粒度要相当均匀,因是进行的是超光滑表面加工,往往因在磨料中仅有的极少数几颗粒径略大点的颗粒存在而导致被加工表面粗糙度大大降低。
在加工中所使用的磨料是经自己研磨处理或将买回的磨料重新研磨处理后再使用,经研蘑处理后的磨料通过英国马尔文公司的“檄光衍射粒度分析仪(M∞tersizeI∞00)”测试,其磨料的粒径分布结果如图1所示。
从磨料粒度分布图上来看.经研磨处理过的磨料粒释数量百分比d(o.1)为O.266um、d(0.5)为O.387um、d(o.9)为O.784um,d(o.9)表明磨料中粒径小于o.784um数量占总数量的90%,测量结果表明磨料粒径<O.8Hm,颗粒均匀性比较理想。
但对加工硅镜表面粗糙度要求RMs≤O.3nm的超光滑表面来讲,磨料粒度颗粒微小化和颗粒均匀性还有待进一步提高。
硅镜在超光滑表面抛光时所使用的磨料粒径为O.2__0.8pm,如果发现硅镜表面有较长的划痕和微小的“亮道子”,则就必须对磨料进行重新处理,抛光盘也要彻底清洁,清洗纱布和抛光液中使用的水都必需采用蒸馏水,整个试验过程必需是在严格超净的工作环境下进行。
因所有抛光磨料和加工零件的化学和物理参数都是相互制约,在零件表面上随机出现细小的擦痕,这些细小的擦痕是这样和那样的抛光条件所致,止确地判断和修正这类问题,主要靠光学加工者的经验。
只有充分保证这些外在的条件,才能加工出更高的超光滑表面零件。
因为超光滑抛光工序中所使用的磨料n010.111010010003000P枷clenze,pm图1磨料粒度分布图Hg】Gmul鲥廿山sⅡibutioncurveof曲epmishIogpowder颗粒粒径很小(大多数粒径在0.5um)。
通图2磨料颗粒在抛光液中的分散图常当微粉粒径很小时,极其容易出现微粉团9蜷28咖”肿8di8舯碰po¨曲m890w岍94nlc”m901‘5m88m”“on聚现象,通过磨料颗粒的扫描电镜分析,可以清晰地看出微小磨料颗粒的团聚情况,如图2。
超光滑表面加工技术
2.浮法抛光
热力学理论认为,固体最稳定态是绝对零度时的理想 晶体,此时其内能最低 ,各原子间结合能相 同。实际 上的固体 ,其每一面层都存在晶格缺陷。固体的相 互作用缘于其存在晶格缺陷的结构。物体表面原子 间的结合能正 比于该原子周围的同等原子数 目,换 言之,不同面层原子因其位置而有不同的结合能。具 体到被抛光工件而言 ,其外表层原子数显然少于内 部各面层原子数,这样外表层原子间的结合力就比其 主体内部的原子弱。同样的道理,外表层原子的结合 能不是一致均匀分布的。这就是说外表面层的原子 比内部原子容易去除。
超光滑表面检测技术
临界角法变位测量
光学式微小变位传感器是应用临界角检查焦点误差的方法 来测量表面粗糙度。
当工件表面位于物镜的焦点位置时,通过物镜的反射光成 为平行光束入射到临界角棱镜上。因为棱镜的反射面与光 线成临界角,因此两个光电二极管接受相同的反射光能而 使差动放大器的输出为零。 当把工件移到焦点的左右时,通过物镜的光线就成为发射 或会聚光入射到临界角棱镜上,结果使两个光电二极管上 接受的光能量不等,差动放大器就会产生模拟的变位输出。
超光滑表面检测技术
测量方法:
优点:所有仪器有很高的纵向和横向的分辨率
接触法
缺点:接触被测表面,易造成表面划伤
优点:利用干涉、散射原理测量,不接触表面
非接触法
缺点:有些仪器测量精度不够
超光滑表面检测技术
TOPO—3D粗糙度测量仪 ZYGO5500超精密表面粗糙测量仪 临界角法变位测量
超光滑表面检测技术
3
4
5
2
1.液槽 2.抛光液 3.搅拌器 4.抛光盘 5.工件
1
1.浴法抛光
2.浮法抛光
FP是日本大阪大学南波教授为加工抛光磁头 材料在1977年提出的。该方法已经获得表面 粗糙度Rq<0.1nm超光滑表面,是目前超光 滑表面加工技术中,工件表面粗糙度最小的 方法。
超光滑加工

一、超光滑表面加工技术 现代科学技术的不断发展对超光滑表面的需求越来越多。
所谓的超光滑表面通常是指表面粗糙度小于10Å(rms)的表面,与之相应的加工技术就称为超光滑表面加工技术。
目前是,超光滑表面的应用主要集中在两个方面:一是一强激光、短波等为代表的工程光学领域。
二是以磁记录头、大规模集成电路基板等器件为主的电子工业领域。
近年来,超光滑表面加工已成为加工领域争先发展的热点。
1.1超光滑表面加工概述 超光滑表面加工技术从某中意义上讲是一种“超级”抛光技术。
抛光是超光滑表面加工的关键环节。
传统的抛光机理认为抛光是磨料对工件的机械磨削、工件表面的热流动、抛光液的化学作用共同作用的结果。
然而,对于超光滑表面加工这一理论就不完全实用了。
现今,超光滑表面加工技术种类很多,很难用同一中理论来加以解释。
然而,从已有技术的材料去除方式来看可大致有以下特点:(1)以机械磨削去除为注的超光滑表面加工技术。
(2)采用化学方法进行表面去除,实现无破坏层超光滑表面加工。
(3)以物理“碰撞”方法将工件以原子量级去除,实现超光滑表面加工。
2.2几种超光滑表面加工技术的介绍1、浴法抛光 浴法抛光(bowel-feed polishing)是已有超光滑表面加工技术中所需设备较为简单的一种。
它的特点是:抛光过程中液槽使抛光盘和工件浸没于抛光液中,抛光液的深度以静止时淹没工件10~15mm为宜;另有搅拌器,它能是抛光液处于悬浮状态。
浴法抛光加工超光滑表面可分为两个阶段:(1)获取较高面形。
这一过程类似与传统抛光的面形修改。
光学元件超光滑表面在精密抛光中表面光洁度控制的研究

中南大学硕士学位论文光学元件超光滑表面在精密抛光中表面光洁度控制的研究姓名:周艳申请学位级别:硕士专业:机械制造及其自动化指导教师:曾韬20091101 摘要随着科技的发展,高精度产品的需求日益迫切,具有亚纳米级粗糙度的超光滑表面在软X射线光学、强激光及激光陀螺等领域有着越来越广泛的应用。
抛光过程是一个极为复杂且难以控制的加工过程,实现生产的自动化是超光滑表面加工所追求的最终目标。
本文主要围绕影响抛光表面光洁度质量的几个关键技术进行研究。
论文首先针对超级研磨抛光机的工作状态,从流体动力学的角度,分析并计算了抛光液对工件产生的流体动压力;从理论上指出抛光中工件与抛光模处于接触状态,并通过两个抛光实验验证了这一观点。
论文就超光滑抛光机理进行了研究,详细地解释了超光滑抛光中工件原子级去除的概念,提出工件表面材料去除的动因是表面原子获得能量;工件与抛光模间的弱摩擦作用是去除表面原子的能量来源。
针对超光滑表面的特点,研究了超光滑表面抛光过程中的抛光液、抛光模、材料去除率等几个关键技术对超光滑表面的影响,通过实验,提出了一系列的工艺改进方案;并指出材料去除率与表面质量有着直接的关系。
论文最后对光学石英玻璃、微晶玻璃和K9玻璃三种典型光学材料进行的超光滑抛光实验研究,通过优化加工工艺均获得了较为理想的超光滑表面,最好表面粗糙度达RaO.1lnmRMS。
关键词精密抛光,超光滑抛光,超光滑表面,粗糙度ABSTRACTWiththedevelopmentoftechnology,thedemandforhigh.precisionproductisincreasingcontinuously.Ultra.smoothsurfacewithsub。
nanometerroughnesshasextensiveapplicationsinthefieldofsoftX。
rayoptics,highpowerlaserandlasergyro.Thepolishingprocessisanextremelycomplexanddifjficulttocontr01.Realizingproductionautomationforultr帷螅恚铮铮簦?surfaceprocessingiStheultimategoal.TheP印ermainlyresearchseveralkeytechnologieswhichinfluencethequalityofpolishing.Firstofall,accordingtotheworkingstatusofultra—smoothsurfacelappingmachineandthetheoryoffluiddynamics,thehydrodynamicpressurewhichimposedonworkpiecebythepolishingliquidisanalyzedandcalculated.Accordingtotheoreticalanalysis,theworkpieceandthepolishingplateisincontactingstateduringpolishingprocessandthisviewisvalidatedthroughtwopolishingexperiments.Furthermore,themechanismofultra-smoothsurfacepolishingisstudiedandputforwardadetailedexplanationoftheconceptofatomic—scaleremoving.ThematerialremovalofworkpiecesurfaceiSdrivenbythesurfaceatomstogainenergy.Theminorfrictionbetweenworkpieceandpolishingplateisthesourceofenergy.Accordingtothecharacteristicsofultra—smoothsurface.theinfluenceofseveralkeyfactorssuchaspolishingfluid,polishingplateandmaterialremovalrateonultra—smoothsurfaceiSdiscussed.Aseriesoftechnicsimprovementschemesareproposedbyexperiments.Moreover,therelationshipbetweenmaterialremovalrateandworkpiecesurfacequalityiSpointed…‘●out.·一treally,theP印ermakesanultra-smoothpolishingexperimentalstudyonthreetypicalopticalmaterialsincludingopticalquartzglass,ceramicglassandK9glass.Idealultra.smoothsurfaceisobtainedbyoptimizingprocessingtechnicsandaroughnessofuptoRaO.1lnm(RMS)isrealized.IIKEYWORDSprecisionpolishing,ultra-smoothpolishing,ultra—smoothsurface,roughness111硕士学位论文绪论第一章绪论1.1引言加工技术的发展是人类社会进步的重要标志之一。
超光滑表面抛光技术_陈杨

[ 关键词 ] 抛光 ; 超光滑表面 ; 机理 ; 评价
[ 中图分类号 ] T G356. 28 [ 文献标识码 ] A [ 文章编号 ] 1671 - 7775 (2003) 05 - 0055 - 05
精密和超精密加工技术 、制造自动化是先进制 造技术的两大领域 ,精密工程 、精细工程和纳米技术 是现代制造技术的前沿 , 也是未来制造技术的基 础 1超精密加工是一门新兴的综合性加工技术 ,它 集成了现代机械 、电子 、测量及材料等先进技术成 就 ,使得目前的加工精度达到了 0101 μm 级 ,极大 地改善了产品的性能和可靠性 1 超光滑表面加工技 术是超精密加工体系的一个重要组成部分 ,在国防 工业 、信息产业民用产品的制造中占有非常重要的 地位且有着广泛的市场需求 ,具有良好的发展 前景 1
日本的 Y. Namba 等技术人员为加工抛光磁头
材料 ,提出了浮法抛光[6] ( Float polishing) 工艺 1 使 用高平面度平面并带有同心圆或螺旋沟槽的锡抛光
盘 ,将抛光液覆盖在整个抛光盘表面上 ,使抛光盘及 工件高速旋转 ,在两者之间抛光液呈动压液体状态 , 并形成一层液膜 ,再利用液膜里的磨料高速冲击工 件表面 ,从而实现材料的去除 1 该工艺可获得的表 面粗糙度小于 011 nm (rms) ,平面度小于λ/ 20 的超 光滑表面 1 浮法抛光类似于 EEM 抛光法 ,不同之 处在于浮法抛光使用的是硬质锡盘作为磨具 , 而 EEM 法抛光以聚氨酯胶轮作为磨具 1
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光抛光是一种非接触抛光,不仅能对平面进
行抛光,还能对各种曲面进行抛光. 而且对环境的 污染小,可以实现局部抛光,特别适用于超硬材料和
脆性材料的精抛,具有良好的发展前景. 但目前激 光抛光作为一种新技术还处于发展阶段,还存在着
设备和加工成本高、加工过程中的检测技术和精度
控制技术要求相当高等缺点. !"# 准接触抛光
准接触抛光是指,在抛光过程中产生的动压使
抛光盘和工件之间存在合适的间隙. 化学机械抛光 便是典型的准接能抛光.
化学机械抛光(CMP Che mical Mechanical POlishi ng )最初是由I BM 公司于S0 年代中期开发的一 项新技术,这是目前能够提供超大规模集成电路制 造过程中全面平坦化[15 ],而且具有低斜率的整体形
科技的进步极大地推动了技术的发展,随着光 学领域和微电子学领域及其相关技术的发展,对所 需材料的表面质量的要求越来越高. 大规模和超大 规模集成电路对所用衬底材料的表面精度提出了很 高的要求;短波段光学的发展尤其是强激光技术的 出现,对光学元件表面粗糙度的要求极为苛刻. 从 而产生了超光滑表面的概念,并出现一系列用于进 行超光滑表面加工的技术和方法. 所谓超光滑表面 具有以下主要特征:表面粗糙度小于1 n m(Ra )、尽 可能小的表层和亚表层损伤、表面残余应力极小、晶 体表面具有完整的晶体结构.
材料,提出了浮法抛光[6(] Float polishi ng )工艺. 使 用高平面度平面并带有同心圆或螺旋沟槽的锡抛光
亚表层损伤,导致产品性能和加工成品率降低. 而 化学抛光又会造成形状精度降低. 为了克服上述缺 点,产生的机械化学抛光[3 ]是利用固相反应的加工
盘,将抛光液覆盖在整个抛光盘表面上,使抛光盘及 工件高速旋转,在两者之间抛光液呈动压液体状态, 并形成一层液膜,再利用液膜里的磨料高速冲击工
加工过程中工件和抛光盘之间的接触状态可分为3 种类型:直接接触、准接触和非接触. 在各种抛光方 法中的接触状态均只属于其中一种,并在抛光过程
中基本保持不变. !"! 直接接触抛光
直接接触抛光是指抛光盘和工件在抛光过程中
直接发生接触,依靠抛光磨料的机械磨削作用和抛
光盘的摩擦作用去除材料. 浴法抛光、Teflon 法抛 光等都属于这种接触方式.
聚氨酯小球带动抛光液中粒度为几十纳米的磨料,
以尽可能小的入射角冲击工件表面,使工件表层材
料被弹性地去除. EE M 以原子级的加工单位去除 工件材料,工件表层无塑性变形,不产生晶格转位等
缺陷,对加工功能晶体材料极为有利. 日本的 Y . Na mba 等技术人员为加工抛光磁头
吸向高磁场一侧,同时非磁性磨粒与磁流体的运动
术,利用等离子体与工件表层材料发生作用去除材
行间隙调整. 采用后一种方法时,可在普通抛光设 备上实现P- MAC 抛光. !"# 非接触抛光
非接触抛光是指使工件与抛光盘在抛光时不发
料. PACE 技术最大的问题是加工成本高. 近年来,场效应辅助抛光技术发展很快,利用和
控制电场、磁场的强弱,使磁流体带动磨料对工件施 加压力,从 而 获 得 高 面 形 精 度、低 表 面 粗 糙 度 的 表
纹度和亚表面损伤.
[收稿日期]2003 -03 -17 [基金项目]江苏省自然科学基金资助项目(BK2002010 ) [作者简介]陈 杨(1978 - ),男,安徽凤阳人,硕士生,主要从事纳米抛光料的制备及超光滑表面抛光的研究.
56
江 苏 大 学 学 报(自 然 科 学 版)
第24 卷
过去,硬脆性材料的加工基本上是利用硬质磨 料的机械抛光,这直接影响工件表面质量而且存在
ishi ng )是一种非接触化学抛光,借助流体压力使工
件从抛光盘上浮起,利用具有腐蚀作用的抛光液进
行加工[4
]
.
该方法适用于 Ga As
和I nP
等化合物半
导体基片的加工.
L .Bolli nger 从化学的角度出发,提出了等离子 体辅助抛光[8 ](plas ma assisted che mical etchi ng )技
方法. 通过使用软质抛光磨料和适当的抛光液,在 工件与磨粒的接触点上,由于磨擦产生的高温高压,
在极短的接触时间内发生固相反应,并由摩擦力去
除反应物,实现纳米级微小单位的材料去除. 水合抛光[3 ](~ydrati on Polishi ng )也 是 一 种 利
用界面反应的加工方法. 在加工过程中工件与抛光 盘产生相对摩擦,在局部真实接触点产生高温高压,
方向相反,被推向低磁场一侧. 磨粒在磁流体浮力 作用下压向旋转的工件而进行抛光.
进村武男(T. shi n mura )发展了 MAF[10 (] Magnetic Abrasi ve Fi nishi ng )技 术,其 原 理 是 在 磁 场 中 (N 极和s 极之间)填充磁性细微磨料,在磁场作用 下形成磁力抛光刷,工件在其中边旋转边振动,从而
]
.
实现 P- MAC 抛光的
关键在于变化工件表面和抛光盘之间的接触状态,
可以通过改变抛光液的供给方式或抛光液的粘度,
随时调整间隙来实现. 也可以通过使用一种不同硬 度的材料作为样件,利用两者之间的不同加工量进
工件进行抛光. 因为没有摩擦热和磨具磨损,标准
面不会变化,因此可重复获得精密的工件表面.
J . Go mley 提出的水面滑行抛光(~ydroplan pol-
激活工件表层上的原子或分子,同时用过热水蒸气
分子和水作用其表面,使之在界面上形成水合层,再
件表面,从而实现材料的去除. 该工艺可获得的表 面粗糙度小于0. 1 n m(r ms ),平面度小于!/20 的超 光滑表面. 浮法抛光类似于 EE M 抛光法,不同之 处在于 浮 法 抛 光 使 用 的 是 硬 质 锡 盘 作 为 磨 具,而
[关键词]抛光;超光滑表面;机理;评价
[中图分类号]TG356 .28 [文献标识码]A [文章编号]1671 -7775(2003 )05 -0055 -05
精密和超精密加工技术、制造自动化是先进制 造技术的两大领域,精密工程、精细工程和纳米技术 是现代 制 造 技 术 的 前 沿,也 是 未 来 制 造 技 术 的 基 础. 超精密加工是一门新兴的综合性加工技术,它 集成了现 代 机 械、电 子、测 量 及 材 料 等 先 进 技 术 成 就,使得目前的加工精度达到了0. 01 !m 级,极大 地改善了产品的性能和可靠性. 超光滑表面加工技 术是超精密加工体系的一个重要组成部分,在国防 工业、信息产业民用产品的制造中占有非常重要的 地 位 且 有 着 广 泛 的 市 场 需 求,具 有 良 好 的 发 展 前景.
实现抛光. 该方法不仅可以加工磁性材料,也可加 工非磁性金属材料,以及陶瓷、硅片等非金属材料.
Tani[11 ]等人开发的电泳抛光(Mi grati on polish-
第5 期
陈 杨等:超光滑表面抛光技术
57
i ng ),是利用胶体磨粒在溶液中存在的电泳现象进 行抛光的加工方法,可用于加工功能陶瓷、结构陶瓷
超光滑表面的加工手段有抛光和超精密机械加 工等,而抛光应用得最广泛. 超光滑表面加工的对 象是晶体、陶瓷等硬脆性材料. 超光滑表面主要应
用于现代武器惯导仪表的精密陀螺的平面反射镜、
激光核聚变反射镜、大规模集成电路的基片、计算机
磁盘、磁头和蓝宝石红外探测器窗口的透镜等.
! 超光滑表面的抛光技术
对于各种超光滑表面的抛光加工手段,根据在
EE M 法抛光以聚氨酯胶轮作为磨具. 渡边纯二(Watanabe Junji )利用动压轴承的原
理开发了动压浮离抛光[7 (] ~ydrodyna mic-t ype polishi ng )技术,通过在抛光盘沿其圆周方向制有若干 倾斜平面,利用抛光盘转动时产生的液动压,使工件
利用抛 光 盘 的 摩 擦 力 将 其 去 除,从 而 实 现 镜 面 加 浮离抛光盘表面,通过浮动间隙中的抛光料微粒对
生接触,仅用抛光液冲击工件表面,以获得完美结晶
性和精确面型的加工表面的抛光方法. EE M、浮法 抛光等都属于这种接触方式. 该方法的去除量极 小,可用于加工功能晶体材料元件(强调表面的晶格
完整性),也可用于加工光学元件(强调高面形精度
面. 适用于高性能功能陶瓷元件材料的加工,也可 用于加工复杂工件表面.
第24 卷第5 期
江 苏 大 学 学 报(自 然 科 学 版)
Vol .24 No .5
2003 年9 月
Journal of Jiangsu Uni versit y(Nat ural Science editi on )
Sep .2003
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!
表面相互作用进行加工,它遵循激光与材料作用的
普遍规律. 激光与材料间的作用方式有:热作用和 光化 学 作 用,可 把 激 光 抛 光 分 为 热 抛 光 和 冷 抛 光 . 热抛光是利用激光的热效应,通过熔化、蒸发等过程
去除材料. 因此只要材料的热物理性能好,都可以 用它来进行抛光,但由于温度梯度大而产生的热应
在传统抛光设备和方法的基础上,R . dietz 提出 的浴法抛光[1 ]改变了抛光液的供给方式,采用浸液
抛光,使抛光盘和工件的接触更柔和,在熔石英上获
得了粗糙度为0. 3 n m(r ms )的超光滑表面. 在浴法抛光的基础上,A.J . leist ner[2 ]等人使用
聚四氟乙烯(Teflon )抛光模. 与沥青抛光模相比, Teflon 抛光模不仅可以保持工件的面形精度,而且 可以在许多材料上加工出粗糙度小于0 .4 n m(r ms ) 超光滑表面,同时还可以有效地降低材料表面的波