玩具手柄双色注塑模具设计
双(多)色塑料注射成型4.
2、双色注射模结构设计 (3)成型零件结构设计 选材:因生产批量大,塑件外观要求高,成型零件的加 工要求较高,宜选用性能良好的预硬钢P20制造镶块,并 预硬化处理至35~37HRC。 结构:塑件外表面由动、定模大镶块整体成型,而内孔 部分采用局部镶拼结构,以利于内孔成型镶块表面加工。 在定、动模镶块的四角设置锁扣精定位结构,可提高动、 定模镶块的合模精度,并有利于模具制造时动、定模镶块 在模外的修配。
2、双色注射模结构设计 (2)模具浇注系统设计 浇口数量选择:因第一色塑件的4个内面板两两相连, 内面板之间仅由2.5mm宽、0.3mm厚的薄片与梯形凸台连 接,塑料熔体充模较困难,宜采用四点浇口进料,以保证 各型腔达到较好的流动平衡。 第二色塑件结构与第一色塑件有类似的特点,所以也采 用四点浇口进料。 浇注系统尺寸确定 • 因塑件的注塑量较小,浇口尺寸不宜太大,依经验选用 点浇口的内浇口尺寸为φ1.0mm,分流道截面为梯形,最 大宽度4mm,深度3mm,侧面斜度取8°。
2、双色注射模结构设计 (1)分型面与型腔数确定 1)分型面选择
2、双色注射模结构设计 (1)分型面与型腔数确定 2)型腔数的选择 因塑件生产批量较大,且为中小型件,塑件结构较为简 单,可选用一模多腔成型。 但模腔数太多将造成冷却管路连接困难,且模具尺寸受 注射机装模空间限制,不宜太大;所以确定采用一模两腔 的成型方案。
四、双(多)色塑料注射成型模具设计实例
2、双色注射模结构设计 双色注射模因生产所使用的双色注射机类型和半成品件 的换位方式的不同,其模具的浇注系统和各部分的结构会 不同,设计时应注意模具与设备的匹配问题。 (1)分型面与型腔数确定 1)分型面选择 控制开关面板塑件为扁平件,其分型面位置通常选在塑 件最大轮廓面的边界上。 由于双色塑件第一色注射成型的半成品塑件需在下一次 注射前旋转换位至第二色注射工位,它要求两种颜色塑件 的分型面应一致,故分型面应选择在二者的公共面上。
双色模介绍及设计规范——【注塑模具】
頂出板可為一組
一二次的公模入 子不一樣,就可 以成型普通雙色 模很難做的產品
雙色模具概述 10:後記 綜上所述,我們對於雙色模具就會有一個簡單的了解。對於以後所設計的模具要學會靈活運 用,才能更好將模具設計的合理化。
我們所接觸到的射出機台多為臥式轉盤,當然機台也有立式轉盤,也還有很多機台兩個射嘴並 不是平行的,有可能是垂直又或是成一定角度的。這可以根據實際需求來定做成型機台。
相對於公模側,母模側的 出水就自由的多,理論上 四個方向都可以出水,但 考慮到成型和架模等等的 因素在一起的話,建議將 水路做於天地側,再次一 級便是做於機台的外側, 晝量不要將水路出在機台 的中心側,很多時候在中 心側是無法接水。
雙色模具概述
8:雙色模之滑塊篇 之所以會將滑塊單獨從機構中提出來介紹,最主要的原因還是雙色模的一二次公模要為相同(轉 中板方式除外),那麼滑塊很多時候滑塊不得不做在母模側來完成機構要求。如下圖:
可做模仁避空
一次模具
二次模具
二次射出封膠時晝量要以靠破一次塑膠的方式,哪怕隻有0.1~0.2的膠位靠破。在沒有辦法的情
況下才可採用插破一次塑膠封膠,插破角度最小應取3度。如下圖:
一次膠
二次膠
插破封膠不好,角度 應做大,3度以上
雙色模具概述
7:雙色模之水路簡介 雙色模由於射出機台的特殊性,其公母模側接水的方式也會有所不同。如下圖:
電鍍後用鐳雕的方式時效性和運營成本會增加很多。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
過程,產品表面易被刮傷。 (2):具有防水性能的上下蓋 雙色模具:主體硬膠為一次料,二次料為防水性能的軟膠。 單色模具:要開兩套模,增加產品裝配時間且防水性能不好。 埋入射出模具:在能夠開模的前提下,時效性降低,成本增加。且會因為有取出再裝入模具的
美国科聚亚公司推出双组分聚氨酯组合料

解决办法 : ①为消除 T P E软胶真空吸附现象 , 将 T P E表 面 由幼 纹 改 成 粗 纹 。② 用 热 变形 温 度 高
的P C料替 换 AB S料 , 解决 了注塑 T P E时 内芯 因热 变 形产 生松 动 的问题 。
5 结论
该模 具 是 一 种特 殊 结 构 的双 色 注 塑模 具 , 模 具 采 用 液 压驱 动 , 通 过 齿 轮传 动 成功 解 决 了双 色 注射 时动 模镶 件 自动旋 转 1 8 0 。 的难 题 , 既减少 了两 个模 架, 简化 了模 具结 构 , 又 减 小 了注 塑 机 的大 小 , 减 少
2 OI l : 1 3 5 -1 48 .
பைடு நூலகம்
气中水分 , 如果在未充分干燥 的情况下注射 , 水份在 高 温 的 情 况下 会 使 S E B S发 生 交 联 或 裂 化 , 降低 了 T P E的强度 及韧 性 , 也 将 导致 流道凝 料 断裂 。
解决办法 : ① 由于 T P E软 胶 的 流 动性 极 好 , 可 将T P E分 流道 的最 大端 直 径 改小 为 5 r n l T l , 同时在
了注塑机的动作 , 提高了模具的劳动生产率 , 是双色
注 塑模 具 设计 的一 个 成功 实 例 。模 具 自投 产 以来 , 动作稳 定 可靠 , 塑件 质量达 到 了设计 要求 。
一种新型双色注塑模具结构的制作方法
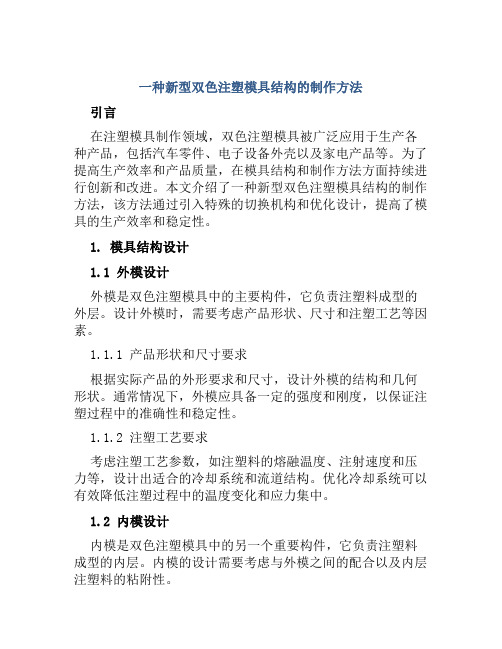
一种新型双色注塑模具结构的制作方法引言在注塑模具制作领域,双色注塑模具被广泛应用于生产各种产品,包括汽车零件、电子设备外壳以及家电产品等。
为了提高生产效率和产品质量,在模具结构和制作方法方面持续进行创新和改进。
本文介绍了一种新型双色注塑模具结构的制作方法,该方法通过引入特殊的切换机构和优化设计,提高了模具的生产效率和稳定性。
1. 模具结构设计1.1 外模设计外模是双色注塑模具中的主要构件,它负责注塑料成型的外层。
设计外模时,需要考虑产品形状、尺寸和注塑工艺等因素。
1.1.1 产品形状和尺寸要求根据实际产品的外形要求和尺寸,设计外模的结构和几何形状。
通常情况下,外模应具备一定的强度和刚度,以保证注塑过程中的准确性和稳定性。
1.1.2 注塑工艺要求考虑注塑工艺参数,如注塑料的熔融温度、注射速度和压力等,设计出适合的冷却系统和流道结构。
优化冷却系统可以有效降低注塑过程中的温度变化和应力集中。
1.2 内模设计内模是双色注塑模具中的另一个重要构件,它负责注塑料成型的内层。
内模的设计需要考虑与外模之间的配合以及内层注塑料的粘附性。
1.2.1 配合设计内模的几何形状应与外模密切配合,以确保成型产品的精度和质量。
在配合设计过程中,需要考虑两种不同材料的热胀冷缩系数,以及模具在使用过程中的磨损和热变形。
1.2.2 表面处理内模的表面应经过特殊处理,以减少注塑过程中内层材料的粘附性。
常用的表面处理方法包括喷涂覆盖层、电火花处理和抛光等。
2. 模具制作工艺2.1 材料选择模具的材料选择对制作工艺和模具寿命有着重要影响。
根据模具的使用要求和预计生产数量,选择适合的模具材料。
常用的模具材料包括钢材和铝合金等。
2.2 制模过程制作新型双色注塑模具的制模过程包括以下步骤:2.2.1 设计和加工外模根据外模的设计图纸,选择合适的工艺设备和工具进行加工和制造。
2.2.2 设计和加工内模根据内模的设计图纸,选择合适的工艺设备和工具进行加工和制造。
双色注塑模具设计及双色注塑成型注意事项与经验 共三十六条

双色注塑模具设计及双色注塑成型注意事项与经验共三十六条1.双色注塑模具设计的基本原则:(1.)硬胶做1次,软胶做2次;(2.)透明做1次,非透明做2次;(3.)注塑成型温度高的塑料做1次,成型温度低的做2次;上述是做双色注塑模具的基本原则,否则注塑模具会白做;另外,封胶时尽量用靠破封胶,而不用插破封胶,哪怕是建议客户修改产品也要尽量必为靠破封胶;2.模胚导柱导套必须上下左右对称,前后模对称。
3.后模要旋转180度,前模不动。
4. 产品间距必须以注塑机炮嘴的间距为准,国外有的双色注塑机的炮嘴间距是可调的,有的不可调,国内的不可调。
5. 两个独立的顶出系统,顶棍也是两个。
后模两个产品相同,顶针都相同,是旋转关系,切不可做成平移关系。
6. 顶针板只能用弹簧复位,不可用螺丝强制复位,因为后模要旋转。
7. 边锁必须在模具中心的四边,且前后模对称,否则当后模旋转180后与前模对不上。
8. 如果进胶点间距和注塑机炮嘴间距不同,顶棍孔要做成腰型的,因为注塑机顶棍间距不可调。
注意国产双色注塑机大部分注塑炮嘴不可调。
9. 注意客户提供的注塑机平行炮嘴的方向,是X轴或是Y轴,以此来定产品排位的布局。
10. 运水进出水的方向必须在天地侧,且每一个循环水的进出都必须在同一面上,不可进水在天,出水在地侧,因为后模要旋转180度,要注意模胚大小不可超过注塑机出水槽的高度,否则无法接运水。
11. 第一次注塑的产品要放在非操作侧,因为第一次注塑后产品要旋转180度进行第二次注塑,正好转到操作侧,方便取产品。
12. 出口模的码模位要在操作侧和非操作侧,不可在天地侧,因为他们的产品要全自动。
13. 分型面的注意事项:后模分型面要将两个产品合并后取得的分型面为后模的;前模分型面要取单个产品的即可,不可取合并后的产品分型面。
14. 前后法兰的公差为负0.05mm,两法兰间距公差为正负0.02mm,顶棍与顶棍孔的间隙单边为0.1mm,前后模导套导柱的中心距公差为正负0.01,模框四边和深度都要加公差,否则当后模旋转180度后,因高低不一致而产生批锋。
双色把手模内旋转注射模设计

塑 料 注 射 模 技 术
・
手 模 内 旋 转 注 射 模 设 计
田 书竹
海信 科龙 一 容 声塑胶 有 限公 司 ( 广 东佛 山
5 2 8 0 0 0 )
【 摘要 】 介 绍了双 色把手塑件 , 提 出了打破 常规的模具设计方法及理念 , 采用模具 内进行双
色 塑件 的 旋 转 , 模 具 外 型 尺 寸 能 够 达 到 最 小化 , 提 高模 具 生 产 过 程 中 的稳 定性 及 旋 转 精
mo l d d e s i g n me t h o d i s p r o p o s e d a n d t h e c o n c e p t , u s i n g t h e mo l d t o t h e r o t a t i o n o f t h e d o u b l e c o l o r p r o d u c t s ,mo l d i n s t a l l a t i o n d i me n s i o n s c a n b e mi n i mi z e d ,i mp r o v e t h e s t a b i l i t y o f mo l d
【 4 】 盂玉喜 .弯形舌 头插 座端子的 级进 模设计 【 J 1 . 模 具制 造 ,
2 0 1 2 , 1 2 6 ( 1 ) : 1 3 — 1 8
பைடு நூலகம்【 5 ] 孟玉 喜. B形插座端 子的多工位级进模设计 【 J 】 .模具制造 ,
2 0 1 4 , 1 5 2 ( 3 ) : 2 9 ~ 3 4
【 A b s t r a c t 】 T h e p a p e r i n t r o d u c e s t h e d o u b l e c o l o r h a n d l e p r o d u c t s , b r e a k i n g t h e c o n v e n t i o n a l
双色注塑工艺及模具结构介绍
雙色產品簡介
4˙增加美感,如一些雙色按鍵及外觀件的Logo,既漂亮又不用擔心被磨 擦掉.
宁波先豪塑胶精密模具有限公司 NingBo Lintall Plastic Precision Mould Company Ltd
雙色產品簡介
5˙手機,MP3,MP4等電子產品的上蓋與視窗一體成型.
成品
一次透明PC
P24
雙色模具基本結構
一般結構:要求公模面形狀完全一樣,一二次母模面不一樣,一次成型後公模 旋轉180度成型二次,大部分模具屬於這種機構.
P25
宁波先豪塑胶精密模具有限公司 NingBo Lintall Plastic Precision Mould Company Ltd
普通正面開模(例:09TK085DK)
雙色模具設計要點
Gate 位置的選擇
因為一次產品的阻流,二次gate的位置要利於二次料的填充,比 如開關按鍵最佳gate位置如下圖。
最佳Gate位置
不推薦Gate位置
P22
宁波先豪塑胶精密模具有限公司 NingBo Lintall Plastic Precision Mould Company Ltd
P31
宁波先豪塑胶精密模具有限公司 NingBo Lintall Plastic Precision Mould Company Ltd
局部雙色---翹翹板結構1
1st
P32
宁波先豪塑胶精密模具有限公司 NingBo Lintall Plastic Precision Mould Company Ltd
宁波先豪塑胶精密模具有限公司 NingBo Lintall Plastic Precision Mould Company Ltd
双色注塑模工艺分析及模具设计
双色注塑模工艺分析及模具设计
1.工艺分析
a.产品结构和尺寸:双色注塑产品的结构和尺寸对注塑工艺有很大的
影响。
需要分析产品的复杂程度、壁厚分布、缩水率等因素,确定是否适
合双色注塑工艺。
b.材料特性:双色注塑产品通常由两种不同的材料组成,需要对两种
材料的熔融温度、熔融指数、流动性等进行分析,确保两种材料能够良好
地结合在一起。
c.注塑工艺参数:包括注射压力、注射速度、模具温度、冷却时间等。
需要通过试验和仿真模拟,确定合适的注塑工艺参数,避免产品缺陷如翘曲、留痕等。
2.模具设计
a.模具结构设计:双色注塑模具通常由注塑模芯、注塑模腔、移位机构、分色机构等部分组成。
需要根据产品的结构和成型要求设计合理的模
具结构,确保双色注塑成型的准确性和可靠性。
b.分色机构设计:双色注塑需要通过分色机构实现两种不同颜色材料
的注入和分离。
需要考虑分色机构的类型(旋转式、滑动式等)、分色位
置和过渡区域的设计,确保双色注塑产品的色彩和图案能够完美呈现。
c.冷却系统设计:双色注塑需要通过冷却系统来散热降温,快速固化
成型。
需要设计合理的冷却水路,保证模具表面温度均匀分布,避免产品
变形和缺陷。
d.模具材料选择:双色注塑模具通常由优质的工具钢制成,需要根据
产品的批量和质量要求,选择合适的模具材料,以确保模具寿命和成型效果。
以上就是双色注塑模工艺分析及模具设计的简要介绍。
在实际生产中,还需要通过试制和改进不断优化工艺和模具设计,提高双色注塑产品的质
量和产能。
双色模具注塑成型及设计,你了解多少?
双色模具注塑成型及设计,你了解多少?随着技术和工艺的不断更新,注塑工艺也有了很大的发展,其中双色模具注塑成型技术已经得到广泛的应用。
在本篇文档中,我们将对双色模具注塑成型技术进行详细介绍,并探讨一些设计上的考虑。
双色注塑成型技术的简介双色注塑成型技术是一种将两种不同的材料注塑在同一模具中的技术。
它可以在同一件制品上实现两种颜色、两种软硬度、两种材料的结合。
这种技术可以大大的降低产品的成本,加速了产品的开发与生产速度,同时也提高了产品的质量和美观度。
双色注塑成型技术的应用场景双色注塑成型技术的应用场景非常广泛,如手机外壳、电器外壳、玩具、医疗器械、汽车内饰等领域。
其中,手机外壳是最常见的应用场景之一。
这种技术可以实现手机外壳的多种颜色,同时提高了手机外壳的品质,增强了手机外壳的耐用性。
双色注塑成型技术的优点双色注塑成型技术相比于传统注塑工艺有以下优点:•可以通过一个模具制作出多种颜色、硬度、材料的产品,从而降低了成本;•可以大大提高产品的美观度和质量,满足消费者的个性化需求;•节约了生产时间,大大提高了生产效率;•双色注塑成型技术可以大大缩减生产时的所需工艺,降低了生产成本,提高了生产效率。
双色注塑成型技术的设计考虑在使用双色注塑成型技术时,设计者需要注意以下事项:1.材质选择:在双色注塑成型技术中,使用的材料需要具备良好的相容性,同时还需要考虑材料的硬度、强度、耐热性以及高温和低温的性能。
因此,材料的选择非常重要。
2.模具设计:双色注塑成型技术需要一个特殊的模具,这种模具有两个型腔分别注塑两种不同颜色的材料。
模具设计需要考虑模具的材料、尺寸、射出口、挂件等因素。
3.工艺控制:双色注塑成型技术需要精确定位两个型腔,保证注塑的多种材料能够精准的覆盖到所需的位置,这需要高超的工艺控制水平。
双色注塑成型技术的未来双色注塑成型技术在未来将继续得到广泛的应用,随着工艺和技术的不断推进,它可以用于更多的领域,从而提高产品的质量和美观度,满足消费者的个性化需求,同时也可以大大缩减生产周期,降低生产成本。
游戏手柄外壳注塑模具设计
游戏手柄外壳注塑模具设计题目游戏手柄外壳注塑模具设计__________ 院系__________________ X XX _______________ 专业____________ XXXXXXXXXXXXX姓名_______________XXXXXXX _____________ 年级____________ XXXXXXXXXXX ___________ 指导教师______________ X XXXXXX ________零x年x月、八、-前言随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3 月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是面板注塑模具的设计。
也就是设计一副注塑模具来生产面板塑件产品,以实现自动化提高产量。
针对面板的具体结构,通过此次设计,使我对点浇口双分型面模具的设计有了较深的认识。
同时,在设计过程中,通过查阅大量资料、手册、标准、期刊等,结合教材上的知识也对注塑模具的组成结构(成型零部件、浇注系统、导向部分、推出机构、排气系统、模温调节系统)有了系统的认识,拓宽了视野,丰富了知识,为将来独立完成模具设计积累了一定的经验。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
玩具手柄双色注塑模具设计
陆建军;徐伟
【摘要】分析了双色玩具手柄的结构,基于双色注射成型技术,完成了玩具手柄的成型零件、热流道浇注系统和弹块式定模抽芯机构的设计.结果表明:该双色注塑模具
和成型零件设计合理,抽芯运动有序,有效地解决了双色塑件注射成型时出现的料口
堵塞、2次划痕等质量问题.
【期刊名称】《现代塑料加工应用》
【年(卷),期】2016(028)004
【总页数】4页(P49-52)
【关键词】双色注塑;热流道;注塑模具;浇注系统;玩具手柄
【作者】陆建军;徐伟
【作者单位】常州机电职业技术学院,江苏常州,213000;常州新科模具有限公司,江
苏常州,213000
【正文语种】中文
双色注塑技术引领现代塑料成型技术的发展方向,非常适用于家电行业、电子电器、汽车行业等加工领域,在注射成型时减少了生产周期,提升了产品附加值,满足日益增长的市场需求[1-2]。
双色注塑技术无论是从使用还是技术领域来说都拥有独
特的优势,但双色注塑制品在注射成型过程中,如模具结构设计不合理,容易出现1次料头切不断、2次进料口堵塞、2次型腔碰擦、制品表面划痕等现象,这就需
要在双色注塑模具开发时尽量避免上述现象的发生,下面设计了双色注塑料玩具手
柄。
图1为某型玩具手柄模型,该玩具手柄属于典型的双色外观注塑件,塑件最大长
度为130 mm,最大宽度为70 mm,最大高度为22 mm,背面布置有加强筋和
凸台。
塑件结构对称,由硬质基体塑料聚碳酸酯(PC)和软质塑料热塑性弹性体(TPE)组成,表面分布有多个工艺孔,装配时的定位精度要求高,对2种塑料的结
合要求高。
2.1 1次成型零件设计
该玩具手柄是双色制品,需2次成型,故需分2次设计成型零件,第1次分型时
需选用制品部分作为分模载体,第2次分型时需选择最终塑件制品作为分模载体,选用第1次注射成型PC的收缩率作为该双色注塑模具的收缩率。
从图1可以看出,该玩具手柄在竖直方向有4个螺丝柱和2个圆凸台,在模具分型布局时,需优先
保证,综合考虑模具开模方向和产品脱模的方便,该模具分型布局如图2所示,
选用斜向阶梯式分型面。
图3是玩具手柄的1次成型零件。
在成型零件设计时,考虑到后续零件加工方便
和成本的因素,图3红色部分的加强筋均采用电极成型,螺丝柱均采用镶件成型,同时手柄尾部加设模具枕位,以使分型面贴合紧密,避免产生溢料而影响产品质量。
2.2 2次成型零件设计
2次成型零件的设计,需要以最终的产品为载体,由图1产品可知,该模具2次
成型时的型芯结构没有变化,主要是型腔的结构需2次设计。
为便于手柄尾部2
次TPE的成型,避免2次型腔成型时发生碰擦、1次成型制件表面划痕等现象,
在型腔结构上采用弹块结构,设计定模抽芯。
为避免注射成型时出现1次料头切不断、2次进料口堵塞等现象,该玩具手柄采用热流道模具(三板式点浇口模具进行成型),浇注系统设计是热流道模具设计的关键。
结合玩具手柄双色注射成型工艺,该模具选择三板式旋转注塑模结构,以保证自动
脱料。
如图4所示,该模具设计有点浇口和潜伏式浇口2个浇注系统,用于2次
成型。
具体充填过程是:1次成型时采用点浇口,PC熔融塑料通过热喷嘴和主流
道后直接进入1次型腔成型。
2次成型时为不影响1次成型制品质量和便于脱模,采用潜伏式浇口,TPE熔融塑料通过热喷嘴、主流道、分流道和潜浇口后进入2
次型腔成型。
模具抽芯装置采用铲机结构,其外形小,结构紧凑,安装空间小,开模时可将模具开模力转成横向抽芯力,从而实现模具行位的侧向抽芯运动。
由产品结构尺寸分析可知,1次成型时,其抽芯距需要10 mm,设定安全距离2 mm,结合模具结构
安装要求,设计铲机的结构如图5所示,安装时选用2根M8×20的螺钉将其固
定在流道板上。
2次成型时,由于手柄尾部存在倒扣,需要采用定模抽芯,为便于减小模具安装空间尺寸,采用定模弹块抽芯机构,具体见模具结构图6,主要由弹块、弹簧和限距螺钉组成,弹块的开合力主要依靠弹簧弹力来实现,弹块的行程主要通过限距螺钉来实现。
图6和图7是玩具手柄双色注塑模具的总装配主视图和左视图,其具体工作过程
如下。
1)PC熔融塑料从热喷嘴14经浇注系统流入1次成型型腔,成型塑件硬质塑料部分;同时在模具另一侧,TPE熔融塑料从热喷嘴10、主流道、分流道和潜浇口流
入后进入2次型腔,在已经完成的1次成型塑件PC的基体上成型塑件TPE后,
模具分模。
2)分模时,由于扣机组件12的作用,模具首先在分型面Ⅰ处打开,打开距离由限距螺钉25控制。
随着分模的进行,水口扣针15开始工作,使得分流道凝料与塑
件PC部分分离。
同时,弹块23在弹簧24弹力作用下,脱离塑件PC尾部扣位,弹出距离由限距螺钉25控制。
与此同时,行位18在铲机20斜面的作用下,开
始向外做抽芯运动。
3)1次分型后,在注塑机分模动作的持续作用下,模具开始在Ⅱ处分模,分模行程由限距螺钉9调节,该过程主要是推出浇注系统凝料。
4)随着动模的继续运动,最后模具在Ⅲ处打开,模具打开距离由注塑机控制,该行程行位18与塑件分离,行位运动结束,脱离塑件。
5)系列开模动作后,在注塑机顶管的作用下,推板推动顶杆4、司筒3将双色注塑完成的双色玩具手柄成品塑件顶出动模。
值得提出的是,此过程中1次成型得到的PC部分仍保留在模具上,以保证每次注射都得到1组单色PC半成品和1组双色玩具手柄的成品。
6)玩具手柄成品塑件脱模后,动模部分在注塑机机台的作用下旋转180°,旋转到位后,在注塑机合模装置作用下,模具复位合模,开始下1个注射成型周期。
结合双色模具设计难点,分别设计了2次成型零件、2个热流道浇注系统以及弹块式定模抽芯机构等关键模具零部件。
尤其是在模具的抽芯机构设计方面,为提升产品表观质量,避免2次成型时的碰檫问题,选择了定模抽芯的弹块结构和结构紧凑的铲机结构相结合,简化了模具结构,保证了机构运动高效有序。
实例证明,该玩具手柄双色模具注塑制品表面质量高,PC和TPE结合度好,制品缺陷少,为同类结构特点的双色热流道注塑模具设计提供了参考。