热轧带钢表面质量共90页文档
热轧带钢产品标准
热轧板带产品标准1、碳素结构钢板卷注:1) Q235A、B级沸腾钢锰含量上限为0.60%。
2) 沸腾钢硅含量不大于0.07%;半镇静钢硅含量不大于0.17%;镇静钢硅含量下限值为0.12%。
3) D级钢应含有足够的形成细晶粒结构的元素,例如钢中酸溶铝含量不小于0.015%或全铝含量不小于0.020%。
4) 联系钢中残余元素铬、镍、铜含量应各不大于0.30%,氧气转炉钢的氮含量应不大于0.008%。
如供方能保证,均可不做分析。
经需方同意,A级钢的铜含量可不大于0.35%。
同时,供方需做铜含量的分析,并在质量证明书中注明其含量。
注:1)B为试样宽度,a为钢材厚度;2)Q195的屈服强度只作参考,不作为交货条件;3)拉伸、弯曲试验,钢板和钢带取横向试样,延伸率允许比规定降低1%(绝对值);4)各牌号A级钢的冷弯试验,在需方有要求时才进行。
当冷弯试验合格时,抗拉强度上限可以不做交货条件。
11)优质碳素结构钢板卷注:1)允许有游离渗碳体组织存在,按GB/T13299第一评级图评级,乙级的级别范围为0、1、2、3级;2)镇静钢应进行低倍检验,一般疏松、中心疏松及偏析不大于3.0级;3)根据需方要求,可检查钢中非金属夹杂物,其合格级别由供需双方协商规定;4)根据需方要求,经供需双方协议可补充以下要求:修改化学成分;检验晶粒度;检验显微组织;加严力学性能指标;进行V型缺口冲击试验等;5)厚度小于4mm3、低合金高强度结构钢板卷2) V、Nb、Ti、Al用于细化晶粒,表中规定的数值并不意味每个元素都应该含有的量,而是当使用该元素时该元素的含量。
除A、B级钢外,其它各级钢应至少含有其中一种并达到规定含量,若这些元素同时使用,则至少应有一种元素的含量不低于规定的最小植;3)钢中残余元素Cr、Ni、Cu的含量应不大于0.3%,供方如能保证可不作分析;4)拉伸和弯曲试样取横向,宽度小于600mm的钢带取纵向试样;5)当产品厚度不允许制备标准冲击试样而使用5×10×55mm×的小试样时,指标应不小于规定值的50%。
热轧带钢表面质量缺陷原因分析
热轧带钢表面质量缺陷原因分析热轧带钢是一种常见的金属材料,在工业生产中被广泛应用于制造各种结构件和零部件。
在生产过程中,热轧带钢的表面质量缺陷是一个常见的问题,它不仅影响产品的外观质量,还可能对其机械性能造成负面影响。
对热轧带钢表面质量缺陷的原因进行分析十分重要,可以帮助生产企业找到相应的解决办法,在生产过程中提高产品的质量和可靠性。
一、热轧带钢表面质量缺陷的种类热轧带钢的表面质量缺陷通常包括:划伤、皱褶、擦伤、氧化皮、轧辊痕、点蚀等。
这些缺陷可能是材料自身的质量问题,也可能是生产过程中的控制不当导致的。
下面我们将对这些缺陷的可能原因进行分析。
1. 材料原因热轧带钢的表面质量缺陷有时可能是由材料本身的质量问题引起的。
原材料表面存在裂纹、氧化皮或其他缺陷,这些缺陷在热轧过程中可能会被拉长或加深,导致最终产品的表面质量出现问题。
材料的成分控制不当也可能导致表面质量缺陷。
如果热轧带钢的成分中含有过多的杂质元素,或者成分不均匀,都可能导致产品表面出现氧化皮、点蚀等问题。
2. 生产设备原因热轧带钢的表面质量缺陷与生产设备的状态密切相关。
如果轧辊和支撑辊的表面粗糙度过高,或者轧辊与支撑辊之间的间隙控制不当,都可能在带钢表面留下轧辊痕、皱褶等缺陷。
如果冷却润滑系统不完善,轧辊和带钢之间的热量传递不均匀,也可能导致表面质量缺陷的出现。
3. 操作技术原因操作技术是影响热轧带钢表面质量的重要因素之一。
如果操作工人没有按照标准的操作规程进行操作,比如轧辊调整不当、带钢的张紧力不均匀等,都可能导致产品表面出现缺陷。
操作工人的技术水平也可能影响到产品的表面质量,如果操作工人操作不当,导致带钢受到剪切力过大或者受力不均匀,都可能导致表面质量出现问题。
4. 环境原因生产环境的干净度和温度湿度对热轧带钢的表面质量也有重要影响。
如果生产车间的环境干净度不够高,可能会导致带钢表面沾染杂质,影响产品的表面质量。
如果温度湿度控制不当,也可能导致产品表面出现氧化皮等问题。
热轧钢板和钢带的尺寸外型重量及允许偏差
热轧钢板和钢带的尺寸、外型、重量及允许偏差Dimensions,shape.weight and tolerancesGB709-88for hot-rolled plates and sheets代替709-65热轧钢板和钢带的尺寸、外型、重量及允许偏差>>第一页第二页第三页第四页碳素结构钢进入>>本标准适用于宽度大于或等于600mm,厚度为0.35~200mm的热轧钢板和厚度为1.2~25mm的钢带。
本标准也适用于由宽钢带纵剪的窄钢带。
1分类和代号1.1按边缘状态分切边 Q不切边 BQ1.2按轧制精度分较高精度 A普通精度 B2定义2.1钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
2.2钢带是指成卷交货,宽度大于或等于600mm的宽钢带。
3 尺寸3.1钢板尺寸应符合表1的规定,钢带尺寸应符合表2的规定。
钢板宽度也可为50mm或10mm倍数的任何尺寸。
钢板长度为10mm或50mm倍数的任何尺寸。
但厚度小于等于4mm钢板的最小长度不得小于1.2m,厚度大于4mm钢板的最小长度不得小于2m。
3.2根据需方要求,厚度小于30mm的钢板,厚度间隔可为0.5mm。
3.3根据需方要求,经供需双方协议可以供应其他尺寸的钢板和钢带。
4 尺寸偏差4.1钢板和钢带厚度偏差应符合表3和表4的规定。
根据需方要求,可以供应等于允许公差带的限制负偏差的钢板。
4.2切边钢板宽度允许偏差应符合表5的规定表5 mm4.3切边钢带的宽度允许偏差不得超过一列规定。
钢带宽度600~1000mm………………………………………………+5mm;>1000mm……………………………………………………+10mm。
4.4不切边钢带的宽度允许偏差不得超过下列规定。
钢带宽度≤1000mm……………………………………………………+20mm;>1000mm……………………………………………………+30mm。
4.5纵剪钢带的宽度允许偏差应符合表6的规定。
带钢外观质量缺陷及预防措施
带钢外观质量缺陷及预防措施带钢外观质量是带钢质量中很重要的一个方面,它是企业轧钢技术水平的体现,也是产品品牌的缩影。
在钢铁产品的生产和销售中,由于外观质量发生的异议不在少数,它不仅会对企业的直接经济效益造成影响,还会损害企业的整体形象和信誉,降低产品竞争力。
因此,各大钢厂对钢材外观质量尤为重视,不断采取有效措施加以改进和提高。
结合我公司带钢外观质量缺陷预防攻关项目,通过搜集相关信息情报,编写了本期调研,希望能有一些启发和借鉴作用。
一、热轧板材外观质量的主要问题根据热轧板带材的发展形势,板带的外观“美”已成为市场竞争的重要指标。
然而由于钢铁产品生产的特殊性,钢铁企业板带产品的外观质量问题比较普遍,主要包括:卷形不良、氧化铁皮卷、结疤、折边、辊印、划伤、边裂、浪形、规格偏差、其他等。
1、卷形不良(1)塔形卷塔形卷是一种带钢边部卷绕不平齐,一处或多处呈螺旋状出边的不良卷形。
主要分为头塔和尾塔两种。
头塔是由于带钢头部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
尾塔是由于带钢尾部偏离轧制中心线或2—3圈后从轧制中心线偏离导致的。
(2)塔形卷形成原因①带钢自身原因来料镰刀弯、楔形、异常凸度以及波浪、气泡、头部温度低,材质硬度大等都容易产生头部塔形。
对策是要求精轧调整压下水平,卷取操作方面应尽早打开助卷辊。
②操作上的原因导板夹力过大,带钢弓起,运行不平稳,以及带钢中心偏离导板中心进入卷取机。
对策是采用适当的夹紧力、夹紧方法,以及适当的导板开口度。
③设备上的原因侧导板的部分松动以及动作不一致,夹紧力不足、侧导板偏心、下夹送辊不水平、夹送辊左右辊缝不平衡。
由于带钢尾部从精轧抛出时,带钢张力比正常状态低,因此,平时因为高张力而未能表现出来的使带钢横向移动的力就变得明显,使带钢横向移动后卷取,有时可以通过改变减速点来达到控制尾部张力。
(3)松卷松卷是指钢卷没有卷紧,处于松散状况的缺陷卷。
对策是根据带钢的厚度、宽度、材质、卷取温度、卷取速度设定合适的张力。
热轧带钢及板坯标准要求及不同厚度精度范围
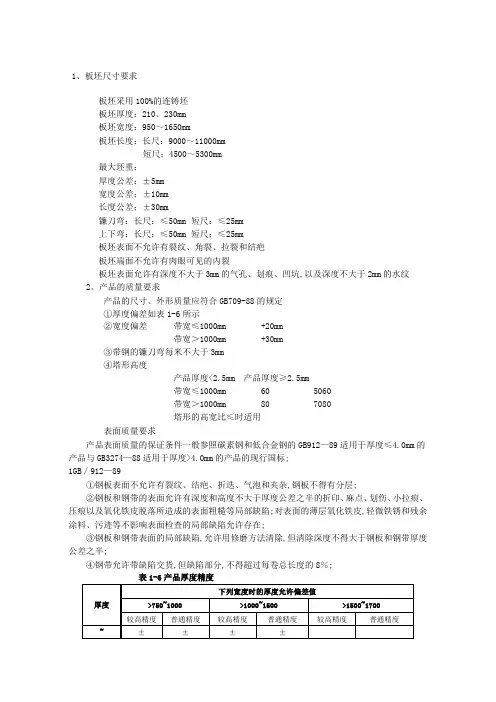
1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 5060带宽>1000mm 80 7080塔形的高宽比≤时适用表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89适用于厚度≤4.0mm的产品与GB3274—88适用于厚度>4.0mm的产品的现行国标;1GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层;②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷;对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在;③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半;④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%;表1-6产品厚度精度注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m2GB/3274—88①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层;②钢板表面允许有不妨碍检查表面缺陷的薄层氧化铁皮,铁锈,由于压入氧化铁皮脱落所引起的不显着的粗糙、划痕,轧辊造成的网纹及其它局部缺陷,但凸凹度不得超过钢板厚度公差之半,对低合金钢板和钢带并应保证不超过钢板允许的最小厚度;③钢板表面的缺陷,不允许焊补和堵塞,应用凿子或砂轮清理,清理处应平缓无棱角,清理深度不得超过钢板厚度负偏差范围,对低合金钢板并应保证不超过钢板的允许最小厚度;④成卷钢带允许带缺陷交货,但表面缺陷质量不正常部分,不得超过每卷钢带总长度的10%;⑤切边钢板和钢带的边缘,不得有锯齿形凸凹,但允许有深度不大于2mm,长度不大于25mm 的个别裂纹;不切边钢板和钢带,因轧制而产生的边裂及其它缺陷,其横向深度不得超过钢板和钢带宽度偏差之半,并且不得使钢板小于公称宽度;产品质量中的理化指标应根据不同的钢号、用途分别符合其相应交货标准的规定;①按现行国标生产的钢号与其对应的产品标准表1-7现行国标生产的钢号与其对应的产品标准②按日本标准生产的钢号与其对应的产品标准表1-8日本标准生产的钢号与其对应的产品标准③按德国标准生产的钢号与其对应的产品标准表1-9德国标准生产的钢号与其对应的产品标准④按美国材料实验室标准生产的钢号与其对应的产品标准表1-10美国材料实验室标准生产的钢号与其对应的产品标⑤按英国欧洲标准生产的钢号与其对应的产品标准表1-11英国欧洲标准生产的钢号与其对应的产品标准。
浅析热轧带钢表面质量控制
浅析热轧带钢表面质量控制作者:薛彦珍来源:《科学导报·学术》2020年第36期摘;;要:现代化建设当中,钢铁行业的竞争压力日渐加大,如何减少钢铁生产过程中的成本投入与质量问题开始成为行业关注的热点。
本文将主要讨论热轧带钢表面常见的质量问题与控制措施,仅供参考。
关键词:热轧带钢;质量控制;措施1.热轧带钢表面常见质量缺陷与发生原因(1)麻面麻面是指带钢热轧过程中表面形成较多无规则凹坑现象,原因主要以下三点:其一,氧化铁皮压入。
轧件表面覆盖的氧化铁皮未去除干净,经过轧制后被压入其中。
其二,轧辊的轧制量过大造成辊面老,轧制量过多是造成热轧带钢麻面的重要原因。
其三,轧辊的冷却方法不正确或冷却能力不够,导致轧辊表面严重磨损。
(2)裂纹热轧带钢表面也容易出现裂纹,原因有:连铸坯浇筑过程未有效把握浇筑过程中的速度,影响钢凝固与冷却导致钢表面出现气孔、接痕等。
轧制时应力过于集中造成表面裂纹,比如划痕、划伤等。
钢中含有游离态氮元素,加速裂纹的拓展,甚至可能引起钢材断裂。
(3)压痕压痕是热轧带钢一常见质量问题。
一方面轧辊或者夹送辊的冷却不良造成表面明显凸起,机组运行时产品表面就会出现规律性压痕。
另一方面成品或前面道次轧辊表面掉块也会造成产品不同程度规律性压痕。
(4)划痕就划痕而言,其可能是接触了尖锐的棱角,钢带表面产生了一条或者多条划痕,具体原因有:轧线沉头螺丝冒出、过渡板或间隙处有废钢片残留、活套辊/自由辊转动不灵活或活套角度过大、三角区滚动体或卷取输送辊堵转等。
在卧式卷取系统中,输送轨道未正常运转,使得轧件堆叠等也会造成表面划伤,影响热轧带钢表面质量。
(5)氧化铁皮压入氧化铁皮可以被划分为一次氧化与二次氧化铁皮,其中一次氧化铁皮不规则分布于带钢之上,在炉内就已形成,一次氧化铁皮主要由四氧化三铁构成,该种物质为暗红色固体,被轧入钢材中很难彻底清除,导致钢带呈现翘皮等表面缺陷。
二次氧化铁皮发生于初次除鳞后,氧化铁皮的厚度与氧化时间和反应温度相关。
热轧钢板和钢带(GB/T709—1988)
表5-1 热轧钢板的尺寸规格
钢板公称
按下列钢板宽度的最小和最大长度/mm
厚度
600
650
700
710
750
800
850
O.35、 O.50、 0.55、
1200
1400
1420
1420
1500
厚度/ mm
48 50 52 55 60 65 70 75 80 85 90 95 100 105 llO 120 125 130 140 150 160 165 170 180 185 190 195 200
理论质量 /(kg/
m2) 376.8 392.5 408.2 431.75 471 510.25 549.5 588.75 628 667.25 706.5 745.75 785.oo 824.25 863.5 942 981.25 1020.5 1099 1177.5 1256 1295.25 1334.5 1413 1452.25 1491.5 1530.75 1570
3500
9000
4000 10000 4000 12000
3500
9000
11、12
13、14 、15、 16、17 、18、 19、20 、2l、22 2、62、528 、30、 32、34 、36、 3482、 、4405 、48、 50、52 、55、 60、65 、70、 75、80 、85、 90、95 、100、 105、 110、 120、 125、 130、 140、 150、 160、 165、
2000
2000
热轧带钢及板坯标准要求及不同厚度精度范围
1、板坯尺寸要求板坯采用100%的连铸坯板坯厚度:210、230mm板坯宽度:950~1650mm板坯长度:长尺:9000~11000mm短尺:4500~5300mm最大坯重:32.5t厚度公差:±5mm宽度公差:±10mm长度公差:±30mm镰刀弯:长尺:≤50mm 短尺:≤25mm上下弯:长尺:≤50mm 短尺:≤25mm板坯表面不允许有裂纹、角裂、拉裂和结疤板坯端面不允许有肉眼可见的内裂板坯表面允许有深度不大于3mm的气孔、划痕、凹坑,以及深度不大于2mm的水纹2、产品的质量要求2.1 产品的尺寸、外形质量应符合GB709-88的规定①厚度偏差如表1-6所示②宽度偏差带宽≤1000mm+20mm带宽>1000mm +30mm③带钢的镰刀弯每米不大于3mm④塔形高度产品厚度<2.5mm 产品厚度≥2.5mm带宽≤1000mm60 50(60*)带宽>1000mm 80 70(80*)* 塔形的高宽比≤1.0时适用2.2 表面质量要求产品表面质量的保证条件一般参照碳素钢和低合金钢的GB912—89(适用于厚度≤4.0mm的产品)与GB3274—88(适用于厚度>4.0mm的产品)的现行国标。
(1)GB/912—89①钢板表面不允许有裂纹、结疤、折迭、气泡和夹杂,钢板不得有分层。
②钢板和钢带的表面允许有深度和高度不大于厚度公差之半的折印、麻点、划伤、小拉痕、压痕以及氧化铁皮脱落所造成的表面粗糙等局部缺陷。
对表面的薄层氧化铁皮,轻微铁锈和残余涂料、污迹等不影响表面检查的局部缺陷允许存在。
③钢板和钢带表面的局部缺陷,允许用修磨方法清除,但清除深度不得大于钢板和钢带厚度公差之半。
④钢带允许带缺陷交货,但缺陷部分,不得超过每卷总长度的8%。
表1-6 产品厚度精度注:带钢两端不考核的总长度<90/公称厚度,且最大不超过20m(2)GB/3274—88①钢板表面不得有气泡、结疤、拉裂、裂纹、折迭、夹杂和压入氧化铁皮,钢板不得有分层。
热轧带钢质量控制标准
热轧带钢质量控制标准1、范围本标准规定了信钢公司碳素结构钢和低合金结构钢热轧钢带的质量控制标准。
本标准适用于厚度不大于8.0mm、宽度345mm~520mm的碳素结构钢和低合金结构钢热轧钢带。
成分、尺寸、外形、力学性能、试验方法等规定相关内容参考:GB/T 3524-20052、连铸坯化学成分范围及质量要求2.1成分(依据国家标准:GB/T 700-2006、GB/T 1591—2008)Q195带钢一般均需要进一步冷轧,最高冷轧到0.35mm。
炼钢工序要求脱氧彻底(小于60ppm),吹氩时间大于7分钟,中包满包浇注,严格控制夹杂物。
对连铸坯出现的凹陷、内裂、气泡、割痕等缺陷,要予挑出降级处理或切割回炉。
3、带钢尺寸、外形、重量及允许偏差3.1 钢带厚度允许偏差:0~-0.15mm注:不适用于卷带两端7m之内没有切头尾的钢带;如果用户有具体要求,按用户要求执行。
3.2钢带宽度允许偏差:(不切边)宽度<450 0~+3mm宽度﹥450~520 0~+4mm注:不适用于卷带两端7m之内没有切头尾的钢带;特别注意:对于专门做管子的352mm、432mm等钢带,宽度允许偏差要求更严格,务必控制到位。
3.3钢带的厚度应均匀,在同一横截面的中间部分和两边部分测量三点厚度,其最大差值(三点差)要求:0~0.15mm。
3.4供冷轧用的钢带,沿轧制方向的厚度应均匀,在同一直线上任意测定三点厚度,其最大差值(同条差)不大于0.16mm。
3.5钢带应严格控制镰刀弯,每米不大于2mm。
钢带边部不允许有波浪弯出现。
3.6 钢带的一边塔形高度不得超过30mm。
4、力学性能2带钢采用碳素结构钢和低合金结构钢的A级钢轧制时,冷弯试验合格,抗拉强度上限可不作为交货条件;采用B级钢轧制的带钢坑拉强度可以超出上表规定的上限50MPa。
5、表面质量带钢表面不得有气泡、结疤、裂纹、折叠和夹杂。
钢带不得有分层。
边部不得有裂口出现。
其他表面缺陷允许存在,但深度和高度不大于厚度偏差的1/2。
热轧带钢表面质量缺陷原因分析
热轧带钢表面质量缺陷原因分析
热轧带钢表面质量缺陷是在生产过程中难以避免的,这些质量缺陷主要包括裂纹、皮
下气泡、氧化皮、入料、板纹、条纹等。
这些质量缺陷可以对产品性能和外观造成很大的
影响,因此在分析质量缺陷原因时必须认真对待。
以下是一些可能的原因分析。
首先,材料本身的质量问题可能是一种表面质量缺陷的原因。
在材料制备时,可能由
于材料的化学成分控制不当、冷却过程中的不规则冷却、原材料质量问题等原因,导致热
轧带钢的表面出现质量问题。
这些问题可能会导致表面裂纹、杂质、金属夹杂、针孔和气
泡等缺陷。
其次,热轧生产工艺的参数和控制也可能导致表面质量缺陷。
例如,轧辊的磨损、温
度控制不当、轧制力的控制不好,可能导致带钢表面出现质量问题。
此外,带钢的降温过
程也可能导致表面质量缺陷,特别是当温度急剧降低时,可能会导致表面出现氧化皮、气
泡和晶界偏析等缺陷。
另外,热轧带钢生产过程中操作人员的技术水平和管理问题也可能导致表面质量缺陷。
操作人员可能会忽视轧机的运行情况,轻视化学成分的检测,忽略轧辊的保养等问题,导
致带钢表面质量出现问题。
此外,人力管理和责任追究不到位也可能导致工艺参数和设备
状况不能及时调整,产生的表面质量缺陷得以排除。
综上所述,热轧带钢表面质量缺陷的原因是多方面的,可能来自于材料、生产工艺的
参数和控制,以及操作人员的技术水平和管理水平等问题。
为了有效减少带钢表面质量缺
陷的产生,必须高度重视生产过程中的每个环节,并根据具体情况实施合理的措施,以保
证产品质量和外观要求的达标。