黄勇--材料成型课程设计-支座铸造设计说明书
铸造工艺课程设计指导书1

从下图中选取一个零件进行铸造工艺设计。
(1)端盖,材料为HT150,机器造型,大批量生产; (2)底座,大批量生产,承受中等静载荷;端盖阀盖比例1:2铸造工艺课程设计指导书§1设计目的与要求1.通过课程设计巩固和加深铸造工艺课及其它有关基础课和技术基础课的知识;2.通过课程设计能较系统的掌握铸造工艺及工艺工装的设计方法,锻炼运用铸造工艺手册及其它技术资料的基本技能,以达到培养学生分析和解决铸造生产实际问题的能力;3.通过课程设计使学生进一步提高图纸、文字表达能力;4.为今后工作打下基础。
§2设计任务学生要在规定的时间(三周)内,必须完成一个中等复杂程度的零件,采用机器造型的主要铸造技术文件汇(编)制工作。
具体任务包括:1.铸造工艺图一张2.模板装配图一张3.芯盒装配图一张4.铸型装配图一张5.铸造工艺卡一张6.设计说明书一份§3设计内容和步骤铸造工艺课程设计总的程序是:根据已下达的课题任务-零件图进行详细的工艺分析后,绘制出铸造工艺图。
然后以工艺图为依据,设计出模板图和芯盒图,然后再绘制铸型装配图(合箱图),最后编写设计说明书和工艺卡。
§3.1按设计步骤分别介绍各项主要内容与注意事项:§3.1.1首先了解和熟悉铸造零件图纸通过阅读图纸,应着重了解以下各点:1.了解铸造零件的结构形状及各投影间的关系,建立零件形状的明确完整的立体概念,以保证工艺设计及各项设计制图工作的顺利进行;2.弄清零件图的各项尺寸,并着重记录铸造零件的重量,主要壁厚及最大壁厚,零件最大尺寸(长宽高轮廓尺寸),以供工艺设计使用;3.零件各项公差要求,零件加工位置及零件各项加工要求(包括边面光洁度),并对加工方法做初步了解;4.零件材质及性能要求,以及图纸上指出的各项特殊技术要求。
§3.1.2了解和分析铸造零件在机器中的位置和作用进一步了解其负载情况及其工作条件,如了解零件所受载荷性质(静载荷,交变载荷,冲击载荷等)和载荷大小,并对受力情况做初步了解。
材料成型及控制工程焊接课程设计说明书
1 前言本设备按GB6654-1996《钢制焊接容器技术条件》和国家技术监督局《钢制列管式换热器技术条件》进行制造、试验及验收,并同时《遵从压力容器安全监察规程》有关规定。
此容器为塔顶冷凝器,属于压力容器,容器类别属于一类,材料为热轧钢:16mn,主要有对接焊缝、角焊缝、搭接焊缝组成,可以实现自动化焊接生产。
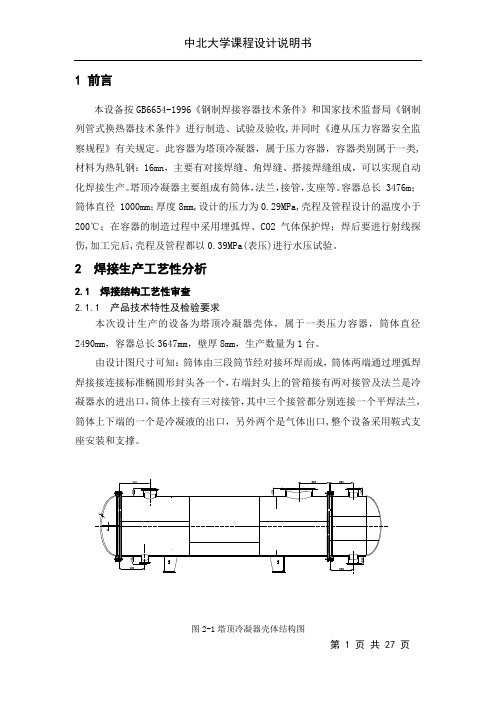
塔顶冷凝器主要组成有筒体,法兰,接管,支座等。
容器总长 3476m;筒体直径 1000mm;厚度8mm,设计的压力为0.29MPa,壳程及管程设计的温度小于200℃;在容器的制造过程中采用埋弧焊、CO2气体保护焊;焊后要进行射线探伤,加工完后,壳程及管程都以0.39MPa(表压)进行水压试验。
2 焊接生产工艺性分析2.1 焊接结构工艺性审查2.1.1 产品技术特性及检验要求本次设计生产的设备为塔顶冷凝器壳体,属于一类压力容器,筒体直径2490mm,容器总长3647mm,壁厚8mm,生产数量为1台。
由设计图尺寸可知:筒体由三段筒节经对接环焊而成,筒体两端通过埋弧焊焊接接连接标准椭圆形封头各一个,右端封头上的管箱接有两对接管及法兰是冷凝器水的进出口,筒体上接有三对接管,其中三个接管都分别连接一个平焊法兰,筒体上下端的一个是冷凝液的出口,另外两个是气体出口,整个设备采用鞍式支座安装和支撑。
图2-1塔顶冷凝器壳体结构图筒体与封头采用容器双头螺栓连接,有利于减少环焊缝数量,纵焊缝交错分布,避免了十字交叉,有利于减少焊接应力及变形;封头与接管均采用标准件,减少了劳动量;主要加工手段为焊接,此外还采用冲压、卷弯、机加工等辅助工艺。
焊接方法采用埋弧自动焊、手工电弧焊,接头形式为对接、角接,焊缝质量易于保证,焊缝位置分布合理,施焊方便,有利于焊后检验,具有良好的工艺性。
2.1.2 产品技术特性及检验要求塔顶冷凝器壳体技术特性如表2-1所示:表2-1塔顶冷凝器壳体技术特性表2.2 母材的焊接工艺性分析 2.2.1 16mn 的特性16Mn 钢属于碳锰钢,碳的含量在0.16%左右,屈服点等于343MPa (强度级别属于343MPa 级)。
左支座设计工艺说明书

合肥学院机械制造技术课程设计摘要在生产过程中,使生产对象(原材料,毛坯,零件或总成等)的质和量的状态发生直接变化的过程叫工艺过程,如毛坯制造,机械加工,热处理,装配等都称之为工艺过程。
在制定工艺过程中,要确定各工序的安装工位和该工序需要的工步,加工该工序的机车及机床的进给量,切削深度,主轴转速和切削速度,该工序的夹具,刀具及量具,还有走刀次数和走刀长度,最后计算该工序的基本时间,辅助时间和工作地服务时间。
关键词工序,工艺,工步,加工余量,定位方案,夹紧力ABSTRACTEnable producing the target in process of production (raw materials, the blank , state of quality and quantity on part become always ) take place direct course of change ask craft course, if the blank is made, machining, heat treatment , assemble etc. and call it the craft course. In the course of making the craft , is it confirm every erector location and worker step that process need this of process to want, the locomotive of processing , this process , and the entering the giving amount of the lathe, cut depth , the rotational speed of the main shaft and speed of cutting, the jig of this process, the cutter and measuring tool, a one hundred sheets of number of times still leaves and a one hundred sheets of length leaves, calculate basic time of this process , auxiliary time and service time of place of working finally.Keywords: The process, worker one, worker's step , the surplus of processing, orient the scheme , clamp strength目录摘要 (I)ABSTRACT (I)第一章绪论 (4)1.1设计目的 (4)1.2设计的主要内容 (4)第二章车床左支架的加工工艺设计 (5)2.1车床左支架的作用和工艺分析 (5)2.1.1 零件的作用 (5)2.1.2 零件的工艺分析 (5)2.2.1毛坯材料的制造形式及热处理 (6)2.2.2 毛坯的结构确定.................................. 错误!未定义书签。
套筒座铸造工艺设计说明书
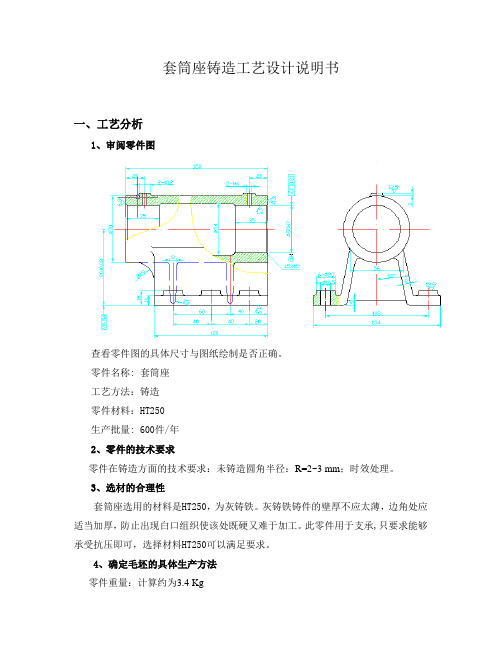
套筒座铸造工艺设计说明书一、工艺分析1、审阅零件图查看零件图的具体尺寸与图纸绘制是否正确。
零件名称: 套筒座工艺方法:铸造零件材料:HT250生产批量: 600件/年2、零件的技术要求零件在铸造方面的技术要求:未铸造圆角半径:R=2~3 mm;时效处理。
3、选材的合理性套筒座选用的材料是HT250,为灰铸铁。
灰铸铁铸件的壁厚不应太薄,边角处应适当加厚,防止出现白口组织使该处既硬又难于加工。
此零件用于支承,只要求能够承受抗压即可,选择材料HT250可以满足要求。
4、确定毛坯的具体生产方法零件重量:计算约为3.4 Kg毛坯重量:计算约为4.2 Kg生产批量:600件/年因为3.4 Kg 《100 Kg ,所以判断零件为轻型零件。
由于零件的生产产量为600件/年,所以初步确定为中、小批生产。
由于砂型铸造适用范围广,生产范围广,零件形状比较简单,壁厚比较均匀。
故确定生产方法为砂型铸造。
5、审查铸件的结构工艺性铸件轮廓尺寸为150×134×115mm,查表得砂型铸造的最小壁厚约等于6 mm,套筒座的壁厚符合其要求。
二、工艺方案的确定1、铸造方法的选择零件形状比较简单,壁厚比较均匀,故毛坯生产方法为砂型铸造,砂型类型为湿砂。
原因?2、造型、造芯方法的选择选择造型方法为手工造型,具体为三箱造型;造芯方法为芯盒造芯。
3、浇注位置的确定考虑到砂芯安放固定与排气、起模、充型等,选择将浇注位置确定为套筒中心对称面。
4、分型面的确定分型面应确定为套筒中心对称面和铸件下表面,以便顺利起模、下芯、充型。
5、砂箱中铸件数目的确定套筒座的重量为0.34kg,"铸件质量"选择≤5kg,查得,"最小吃砂量"分别为"a=20mm,b=30mm,c=40mm,d或e=30mm,f=30mm,g=20mm",砂箱尺寸为400mm(砂箱尺寸=(A+B)/2, A、B分别为砂箱内框长宽及宽度)。
支座铸造工艺设计
热加工工艺课程设计圆形支座铸造工艺设计院系:机电工程学院专业:材料成型及控制工程班级:材料三班姓名:张文丁学号:1103040306指导老师:廖艳春时间:2014年6月13日摘要热加工技术是机械类个专业一门重要的综合性技术学科。
在机械制造过程中,由于加工过程十分复杂,加工工序繁多,工艺过程不仅有铸造成型,锻压成形,焊接成形,还有非金属的模压成形,挤压成形等。
因此选着合适的工艺是保证产品质量的重要依据。
本次课程设计,将进行铸造工艺的总结和学习。
铸造主要是将液态金属或合金浇注到与零件尺寸、形状相适应的铸型型腔里,待其冷却凝固后获得毛坯或零件的方法,是机械类零件和毛坯成型的主要工艺方法,尤其适合于制造内腔和外形复杂的毛坯或零件。
本文主要分析了支座的结构并根据其结构特点确定了它的铸造工艺,支座是支撑零部件的载体其主要承受了轴向的压缩作用的机械零件。
在日常生产中对支座的选用异常广泛,因为它具有经济型良好、结构稳定性好、结构简单美观实用等特点,所以在机器零件的设计,加工过程中支座都起着不可代替的作用。
确定支座的铸造工艺过程主要包括:1)铸型及方法选择、2)分型面选择、3)浇注位置的确定、4)工艺参数的确定、5)浇注系统的设计、7)绘制铸造工艺图、8)绘制铸件图型面,型芯的数量、形状、尺寸及固定方法,加工余量,收缩率,浇注系统,起模斜度,冒口和冷铁的尺寸和位置等。
目录绪论 (1)一、零件的简介 (2)1.1 零件的介绍 (2)1.2确定零件的材料及牌号 (2)二、铸造工艺方案的确定 (3)2.1铸件的结构特点 (3)2.2铸件的工艺分析 (4)2.3分型面选择 (4)2.4 确定出最佳浇注位置 (6)三、工艺参数确定 (8)3.1工艺参数的确定 (8)3.1.1铸件尺寸公差 (9)3.1.2 机械加工余量 (9)3.1.3铸造收缩率 (9)3.1.4起模斜度 (10)3.1.5铸造圆角 (10)3.1.6反变形量 (10)3.2 砂芯设计 (10)3.2.1 芯头的设计 (10)3.2.2 砂头的定位结构 (11)3.2.3 芯座 (11)四、浇注系统及冒口、冷铁、出气孔等设计 (11)4.1 浇注系统的设计 (11)4.1.1选择浇注系统类型 (12)4.1.2横浇道及内浇道 (12)4.2 冒口的设计 (12)4.3 冷铁的设计 (13)4.4 出气孔的设计 (13)五、铸造工艺图绘制 (14)六、铸件图的绘制 (15)七、支座铸造工艺卡 (16)总结 (17)致谢 (18)参考文献: (19)绪论热加工成型技术也叫材料成型技术,是机械制造生产过程的重要组成部分。
悬臂支架铸造工艺设计说明书概要
xxxxxxxxxxxxxxxxxx课程设计报告课程设计名称:悬臂支架铸造工艺设计学生姓名:xxxxxxxxxxxxxxx学院:xxxxxxxxxxxxx专业及班级:xxxxxxxxxxxxxx学号:xxxxxxxx指导教师:xxxxxxxxxxxxxxxxxxxx摘要铸造生产通常是指用熔融的合金材料制作产品的方法,将液态合金注人预先制备好的铸型中使之冷却、凝固,而获得毛坯或零件,这种制造过程称为铸造生产,简称铸造,所铸出的产品称为铸件。
大多数铸件作为毛坯,需要经过机械加工后才能成为各种机器零件;有的铸件当达到使用的尺寸精度和表面粗糙度要求时,可作为成品或零件直接应用。
本课程设计是为了获得ZG270-500悬臂支架的合理铸造工艺设计方案,初步设计悬臂支架的铸造工艺方案,包括选择铸件的浇注位置及分型面,确定型芯的数量、定位方式、下芯顺序、芯头形状及尺寸,确定工艺参数(如机械加工余量、起模斜度、铸造圆角级收缩率等)以及浇注系统、冒口、冷铁的形状和尺寸及在砂型中的布置等,通过Pro/e进行仿真,根据模拟结果进行分析,铸造工艺方案的合理性,然后将所确定的工艺方案用文字和铸造工艺符号在CAD零件图上表示出来,绘制铸造工艺图。
关键词:铸造工艺设计,悬臂支架,Creo,CAD。
Usually refers to using the molten alloy casting production material products, the method of the liquid alloy preparation beforehand good mold in injection cooling and solidification, and blank or parts, the manufacturing process is referred to as casting production, referred to as "casting, casting out products are referred to as casting.As most of the casting blank, need after mechanical processing can be all kinds of machine parts;Some castings when to use the dimensional accuracy and surface roughness requi rem ent s, can be di rect l y appli ed as fini shed products or parts.This course is designed to obtain reasonable ZG270-500 cantilever casting process design, preliminary design of cantilever casting process, including selection of casting pouring position and parting surface, determine the number of cores, positioning way, the core order, core head shape and size, determine the process parameters (such as machining allowance, mould level Angle, casting the rounded shrinkage rate, etc.) and the pouring system, riser and chill the shape and size and arrangement in the sand mold, etc, through the Creo simulation, according to the result of simulation is analyzed, the rationality of the casting process, then determine the processing plan in words and casting process representation in the CAD drawing, mapping the casting process.Keywords: casting process design; cantilever; Creo; CAD.目录第一章零件简介 (1)1.1零件介绍 (1)1.2最大尺寸 (1)1.3铸件材料及性能 (1)第二章确定铸造工艺方案 (2)2.1造型方法与铸型种类的选择 (2)2.1.1造型的选择 (2)2.1.2型砂的选择 (2)2.2浇注位置及分型面的确定 (2)2.2.1分型面的选择 (2)2.2.2浇注位置的选择 (3)第三章铸造工艺参数设计 (5)3.1加工余量的选择 (5)3.2铸件孔是否铸出的确定 (6)3.3起模斜度的确定 (6)3.4铸造圆角的确定 (7)3.5铸造收缩率的确定 (8)3.6活块的确定 (8)第四章造型方法设计 (9)4.1型芯的设计 (9)4.1.1空心支座型芯 (10)4.1.2空心轴套型芯 (11)4.2活块设计 (13)第五章木模的设计 (14)第六章浇注系统和冒口设计 (16)6.1浇注系统选择 (16)6.2冒口的计算与选择 (16)第七章铸型装配图设计 (18)设计体会 (21)参考文献 (22)第一章零件简介1.1零件介绍悬臂支架的作用支架是起支撑作用的构架,承受较大的力,也具有定位作用,使零件之间保持正确的位置。
HT250支座铸造及热处理复合工艺设计
工艺课程设计课程设计(论文) 设计(论文)题目HT250支座铸造及热处理复合工艺设计学院名称材料与化学化工学院专业名称材料科学与工程学生姓名余圣圣学生学号201302040515任课教师管登高老师、周世杰老师设计(论文)成绩教务处制2016年 6 月26 日目录前言 (5)HT250支座铸造及热处理复合工艺设计任务书 (6)1 HT250支座工艺分析 (7)1.1 支座零件图 (7)1.2 工艺分析 (7)2 铸造工艺方案的确定 (8)2.1 铸造方法的选择 (8)2.2 造型、造芯方法的选择 (9)2.3 凝固原则、浇注位置的确定 (9)2.4 分型面的选择 (11) (12) (12) (13)3 铸造工艺参数的确定 (13)3.1 铸件尺寸公差 (13)3.2 机械加工余量 (13)3.3 最小铸出孔和槽 (14)3.4 起模斜度 (14)3.5 铸造收缩率 (14)4 砂芯设计 (15)4.1 芯头的设计 (15)4.2 砂箱中铸件数量的确定 (15)4.3 砂芯数量的确定 (15)5 浇注系统设计 (16)5.1 浇注系统类型的选择 (16) (17)5.4 浇注系统的设计与计算 (18)5.4.1 铸件重量 (18)5.4.2 金属液总质量 G (19)5.4.3 浇注时间t的确定 (19)5.4.4 流量因数 u (19)5.4.5 平均静压头 Hp (20)5.4.6 铸铁件在浇注系统最小截面积 (20) (20) (21) (21) (22)5.4.11 浇口杯的设计 (23)5.4.12 工艺出品率校核 (23)6 冒口的设计 (24)6.1 铸铁件无冒口工艺设计的条件 (24)6.2 冒口的计算方法 (24)6.3 冒口及尺寸确定 (24)7 排气的设计 (24)7.1 砂型的排气 (24)7.2 砂芯的排气 (25)8 铸造工艺图和铸件图的绘制 (25)9 铸造质量控制 (26)9.1 铸造缺陷分析及防止措施 (26)9.2 铸件质量检查 (27)10 铸造工艺卡的拟定 (28)11 铸铁件热处理种类 (29)11.1 常见热处理 (29)11.2 本次设计的热处理方式 (32)11.3 铸铁件时效处理工艺曲线 (33)11.4 热处理后的组织及其性能 (33)12 热处理后的检验工作 (34)12.1 质量检验 (34)12.2 化学成分检验 (35)13 误差分析及预防措施 (36)13.1 淬火、回火缺陷分析及防止补救措施 (36)14 总结 (38)15参考文献 (39)前言本设计是对支座零件进行铸造毛坯工艺设计。
底座铸造说明书
一.设计要求(1).铸件名称:底座(参见教材81页图4-27)铸件零件图如图下所示;实体图如下所示:(2).铸件材质:采用HT200;铸件重量:3.5kg(3).数量:大批量。
二.铸造工艺方案确定1.浇注位置的确定铸件的浇注位置是指浇注时铸件在铸型中所处的位置。
浇注位置是根据铸件的结构特点、尺寸、技术要求、铸造合金特性、铸造方法以及生产车间的条件决定的。
分析该铸件,铸出孔为重要加工面,所以选择放在底部,而底座侧立,防止产生砂眼,气孔和夹渣等缺陷。
铸件的浇注位置如下图:2.分型面的确定铸造分型面是指铸型组员间的接合面。
该铸件为大批量生产,选择用机器造型,所以分型面应该尽量少,其分型面如下图所示:三.铸造工艺参数确定1.铸件质量对零件结构的要求(1).铸件的最小壁厚铸件的最小壁厚为22.5mm,查表可知满足最小壁厚条件。
(参见《铸造工艺设计》李弘英P11)(2).最小铸出孔;查表1-7,可知最小铸出孔为φ10-φ15mm,该铸件铸出孔为φ75mm,(参见《铸造工艺设计》李弘英P11)满足条件。
(3).起模斜度非加工铸造壁的内、外两侧,沿着起模方向应该设计出适当的斜度,即结构斜度,以便于起模和简化铸造工艺。
其简图如下:由于铸件的起模方向的尺寸h=(250-500)mm,所以对于木模样α为0°25′,a为1.8mm。
(参见《铸造工艺设计》李弘英P19 表1-15)(4).尺寸公差等级CT查表可得可知取CT8-CT12,取CT8;(参见《铸造工艺设计》李弘英P13 表1-11)(5).机械加工余量毛坯铸件典型的机械加工余量参见《铸造工艺设计》李弘英P17表1-13)灰铸铁(采用砂型铸造)要求机械加工余量E-G,选G;查表1-12,P16,可知加工余量为:孔的加工余量:3.5mm;侧面加工余量:0.7mm;顶面加工余量:3.5mm;底面加工余量:3.5mm;(6).铸造收缩率参见《铸造工艺设计》李弘英P17表1-14)受阻收缩率0.9%;自由收缩率1.0%;(7).铸造圆角铸件上相邻两壁间的交角,做成铸造圆角,防止在尖角处产生裂纹及冲砂等缺陷。
支座压铸工艺设计(简介)
支座压铸工艺设计摘要压力铸造是目前成型有色金属铸件的重要成型工艺方法。
压铸的工艺特点是铸件的强度和硬度较高,形状较为复杂且铸件壁较薄,而且生产率极高。
压铸模具是压力铸造生产的关键,压铸模具的质量决定着压铸件的质量和精度,而模具设计直接影响着压铸模具的质量和寿命。
因此,模具设计是模具技术进步的关键,也是模具发展的重要因素。
根据零件的结构和尺寸设计了完整的模具。
设计内容主要包括:浇注系统设计、成型零件设计、抽芯机构设计、推出机构设计以及模体结构设计。
根据铸件的形状特点、零件尺寸及精度,选定了合适的压铸机,通过准确的计算并查阅设计手册,确定了成型零件以及模体的尺寸及精度,在材料的选取及热处理要求上也作出了详细说明,并在结合理论知识的基础上,借助于计算机辅助软件绘制了各部分零件及装配体的立体图和工程图,以保障模具的加工制造。
关键词:压力铸造;压铸模具;铝硅合金铸件;支座绪论 (1)1.1铸造技术简介 (1)1.2压铸模具设计的意义 (2)第二章零件结构工艺分析 (3)2.1支座的生产条件、结构及技术要求 (3)2.2支座结构的压铸技术分析 (4)第三章.铸造工艺方案的拟定 (6)3.1铸造方法的选择 (6)3.2分型面方案的选择 (6)3.2砂芯的选择 (7)第四章.浇注系统的确定 (9)4.1内浇口设计 (11)4.2直浇道设计 (11)4.3切向浇道入口处设计 (12)4.4切向浇道末端设计 (13)4.5主横浇道尺寸设计 (13)4.6缓冲包尺寸设计 (13)4.7计算金属液流向角 (13)4.8计算半三角区尺寸 (13)第五章压铸机的选用 (14)5.1 根据产品的特点选择压铸机类型 (14)5.2计算主胀型力F (15)5.3计算分胀型力F (15)5.4计算锁模力 (15)5.5 校核锁模力 (16)5.6 压室容量校核 (16)第六章压铸件成形尺寸计算 (17)6.1型腔尺寸计算 (17)6.2型芯尺寸计算 (18)6.3 中心距,位置尺寸计算 (20)6.4 螺纹型环尺寸计算 (21)6.5螺纹型芯尺寸计算....................................................... 错误!未定义书签。
连杆支座设计说明书
机械制造工艺学课程设计说明书题目:设计“连杆支座”零件的机械加工工艺规程(大批生产)院、系别物理与机电工程学院班级2008级机械设计制造及其自动化(1)班姓名学号指导老师2011 年月日目录机械制造工艺学课程设计任务书 (Ⅰ)序言 (1)1 零件分析 (2)1.1零件的生产类型及生产纲领 (2)1.2 零件的作用 (2)1.3 零件的工艺分析 (2)2 铸造工艺方案设计 (3)2.1确定毛坯的成形方法 (3)2.2确定铸造工艺方案 (3)2.3确定工艺参数 (3)3 机械加工工艺规程设计 (6)3.1基面的选择 (6)3.2确定机械加工序尺寸及基本工时 (9)4 夹具选用 (29)5 总结 (30)参考文献 (31)机械制造工艺学课程设计任务书设计题目:设计“连杆支座”零件的机械加工工艺规程(大批生产)设计要求: 1、未注明铸造圆角R32、锐边倒钝3、材料:HT150设计内容: 1.熟悉零件图2.绘制零件图(1张)3.绘制毛坯图(1张)4.编写工艺过程综合卡片(1张)5.工序卡片(17张)6.课程设计说明书(1份)2012年 5月28日序言机械制造工艺学课程设计是在我们学完了机械制造技术基础和机械制造工艺学等课程之后进行的。
这是我们对所学各课程的一次深入的综合性的总复习,也是我们在走进社会工作岗位前的一次理论联系实际的训练。
因此,它在我们的大学课程学习中占有重要的地位。
通过课程设计使我们能熟练运用机械制造工艺学课程中的理论知识以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,保证零件加工质量。
培养了学生分析和解决工程实际问题的能力,使我们掌握机械零件的设计、加工及检验的方法,提高设计出高效、省力、经济合理而能保证加工质量的夹具的能力。
学会使用设计手册和图表资料。
掌握与本设计有关的各种资料的名称、出处,能够做到熟练运用。
就个人而言,通过这次设计能够初步具备了设计一个中等复杂程度零件(连杆支座)的工艺规程的能力和基本原理及方法,也是熟悉和运用有关手册、图表等技术资料的一次实践机会,希望能通过这次课程设计对自己未来将从事的工作进行一次适应性的训练,从中锻炼自己分析、解决问题的能力,为今后参加工作打下一个良好的基础。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
材料成形技术基础(课程大作业)专业:机械制造及其自动化班级: 1 4级1班姓名:黄勇学号: 2014211118指导教师:_____________ 马齐江成绩:_______________________2016年6月目录一、零件介绍 (1)二、造型材料选择 (2)三、铸造工艺参数设计 (3)1. 加工余量的选择42. 铸件孔是否铸出的确定53. 起模斜度的确定64. 铸造圆角的确定75. 铸造收缩率的确定86. 木模的确定9四、工艺方案的初步确定 (10)1 .浇注位置的选择 (10)2. 分型面的选择 (11)五、型芯的设计 (12)六、浇注系统的的设计131. 浇口杯的设计142. 内浇道截面设计143. 横浇道.................................................................... …。
........... .154. 直浇道 (16)七、冒口的设计16八、铸型装配图设计18九、设计体会 (19)十、参考文献 (19),零件介绍1、支座是指用以支承容器或设备的重量,并使其固定于一定位置的支承部件还要承受操作时的振动与地震载荷。
如室外的塔器还要承受风载荷。
2支座结构的铸造工艺性零件结构的铸造工艺性是指零件的结构应符合铸造生产的要求,易于保证铸件品质,简化铸件工艺过程和降低成本。
审查、分析应考虑如下几个方面:1. 铸件应有合适的壁厚,为了避免浇不到、冷隔等缺陷,铸件不应太薄。
2. 铸件结构不应造成严重的收缩阻碍,注意薄壁过渡和圆角铸件薄厚壁的相接拐弯等厚度的壁与壁的各种交接,都应采取逐渐过渡和转变的形式,并应使用较大的圆角相连接,避免因应力集中导致裂纹缺陷。
3. 铸件内壁应薄于外壁铸件的内壁和肋等,散热条件较差,应薄于外壁,以使内、外壁能均匀地冷却,减轻内应力和防止裂纹。
4. 壁厚力求均匀,减少肥厚部分,防止形成热节。
5. 利于补缩和实现顺序凝固。
6. 防止铸件翘曲变形。
7. 避免浇注位置上有水平的大平面结构、造型材料和铸造合金的选择1. 造型和造芯材料由于本次课程设计的铸件是中等批量生产,所以造型和造芯的方法应采用灵活多样,适应性强的手工造型。
但它有生产率低,劳动强度大,铸件质量不易稳定的缺点。
造型方法可选用砂箱造型,其操作方便,无论是大、中、小型铸件,还是大量、成批和单件生产均可采用。
型砂选择:铸钢用的型砂和泥心砂,其主要的组成部分是石英砂和耐火粘土。
作为造型材料的沙子性质,由砂粒形状和大小,氧化硅的含量,以及沙子中存在的各种混合物来确定。
该铸件型砂选用瘦沙(粘土含量2~10%)来代替石英砂。
在湿模造型时,小型和中小型钢铸件泥心砂可以采用小颗粒的半肥沙(粘土含量10~20%)作为附加物加入石英砂中。
加入的耐火粘土,其工艺试样的抗压强度应为0.5~0.6 公斤/ 公斤2。
耐火粘土应该是白色或者淡灰色的,不应有可被肉眼看出的混杂物,如砂子、矿石、石灰等。
碎粘土所含水分不应超过2%。
.(铸件材料是铸铁时,制造湿砂型的粘土砂所用粘土为膨润土,湿抗压强度一般为80-120kpa。
含水量为4.5-5.5%,透气性为60-100,型砂配比70/140目占33,100/200目占17%,红砂占50%。
芯砂选择油砂或水玻璃砂。
)造芯的方法可采用芯盒造芯和刮板造芯,前者用于造各种形状、尺寸和批量的砂芯,后者用于造单件小批量生产,形状简单或回转体砂芯。
2. 铸造合金采用HT250三、铸造工艺参数设计确定铸造工艺参数必须知道的零件尺寸,零件的详细尺寸如图 2.1 所示1.加工余量的选择假定该槽轮为成批、大量生产,机器造型及壳型,则由《材料成型工艺基础》第三版P68表4-2查得尺寸公差等级CT 应为8~10级,选9级,力卩 工余量等级MA 选G 。
由课程设计题目知基本尺寸© 400mm ,查《材料成型 工艺基础》第三版P68表4-3与尺寸公差配套使用的灰铸铁机械加工余量, 并由确定加工余量中“顶面(相对于浇注位置)的加工余量等级应比底、侧 面加工余量等级降一级选用”的规定查得,顶面加工余量应按照CT10级、MA-G 级;底面、侧面的加工余量为 CT9级、MA-G 级。
则顶面的加工余量 取6.0mm,底面和侧面的加工余量取4.5mm 。
Ema辭FTEH图2.1零件尺寸结论:顶面的加工余量取6.0mm ,底面和侧面的加工余量取4.5mm 。
力卩 工余量如图2.2图2.2加工余量图2. 铸件孔是否铸出的确定图中8个小通孔的直径为26mm ,而铸件的材料为灰铸铁,由《铸工实用技 术手册》p72表2.4-16成批生产的灰铸铁孔径<=15-30时,该孔为不铸出孔。
3. 起模斜度的确定根据标准《铸件模样起模斜度》中的规定,该铸件选用增加铸件厚度的 起模斜度形式如图2.3:图2.3起模斜度用手工方法加工模具时用宽度标注,该铸件模具是木模,由《材料成型工艺基础》第三版P70表4-5砂型铸造时模样外表面及内表面的起模斜度查得4. 铸造收缩率的确定该铸件材料为灰铸铁,由《材料成型工艺基础》第三版P70知灰铸铁的铸造收缩率为0.7%~1.0%,该铸件选1.0%,贝刚造尺寸放大一个线收缩率。
结论:铸造收缩率1.0%5•铸造圆角A处考虑到起模,应铸出圆角R=5mm, BCDEFG处有尖角,应采用铸造圆角R=5mm综上所述考虑到铸件的加工余量、收缩量、拔模斜度、铸造圆角、工艺补正量及芯头间隙后的铸件尺寸如下图零件三维图根据铸件图画出铸件的模样图:木模样图(1)—下木模样图铸件质量:初步估算,本铸件的质量50-60kg,因此本铸件应属于中型铸件四、工艺方案的初步确定(一)浇注位置的确定确定浇注位置应注意以下原则:1. 铸件的重要部分应尽量置于下部2. 重要加工面应朝下或直立状态3. 使铸件的答平面朝下,避免夹砂结疤内缺陷4. 应保证铸件能充满5. 应有利于铸件的补缩6. 避免用吊砂,吊芯或悬臂式砂芯,便于下芯,合箱及检验考虑到本铸件的重要面应该侧立,因此将本铸件的浇注位置设置为水平,且注入位置为分型面处。
(二)分型面的确定分型面是指两半铸型相互接触的表面。
分型面的优劣在很大程度上影响铸件的尺寸精度、成本和生产率。
选择分型面时应注意一下原则:1. 应使铸件全部或大部分置于同一半型内2. 应尽量减少分型面的数目3. 分型面应尽量选用平面4. 便于下芯、合箱和检测5. 不使砂箱过高6. 受力件的分型面的选择不应削弱铸件结构强度7. 注意减轻铸件清理和机械加工量因为是要成批生产,且要机器造型,故采用两箱式造型,故分型面如下图所示。
工艺方案初步确定五、型芯设计根据本铸件的工艺方案可知,本铸件所采用的是湿砂型水平型芯头型芯的尺寸:(1)湿型水平型芯头长度,查表:《铸工实用技术手册》P100表2.6-4因L=240mm D=160mm 所以长度I可以取55〜65mm , I取60mm(2)芯头顶面与芯座的配合间隙查表:《铸工实用技术手册》P102表2.6-5,得配合间隙为0(3)水平芯头斜度和芯头与芯座的配合间隙查表:《铸工实用技术手册》P104表2.6-6,得,a= 11mm a =6 度间隙S=1mm水平型芯头的尺寸图如下图所示:型芯的尺寸图六、浇注系统的设计(一)、浇口杯、浇口杯是用来承接来自浇包的金属液,防止金属液飞溅和溢出,便于浇注, 并可以减轻金属液对型腔的冲击,还可分离渣滓和气泡,阻止其进入型腔。
因为铸件的材料是HT250,且考虑到铸件属于中型铸件,故采用普通池式浇 口杯,此种浇口杯有很好的撇渣作用。
经查表《铸工实用技术手册》P120表 2.7-3铸件的重量为60kg左右,所以得出数据如下图所示I(二)、浇注系统的尺寸选择:浇注系统分为封闭式浇注系统,开放式浇注系统,半封闭式浇注系统和封闭-开放式浇注系统。
因为封闭式浇注系统控流截面积在内浇道,浇注开始后,金属液容易充满浇注系统,呈有压流动状态。
挡渣能力强,但充型速度快,冲刷力大,易产生喷溅,金属液易氧化。
适用于湿型铸件小件。
而支座就是采用湿型的铸件小件,所以选择封闭式浇注系统。
1采用封闭式的浇注系统,各组元比例如下:F 内:F 横:F 直=1 : 1.2: 1.4;查表2.7-18得,铸件的内浇口总截面积刀F内为4,2—5cm2,取值4.5cm2.采用圆截面内浇口,查表2.7—19,得出圆截面的直径d=24mm采用两条内浇道,则横浇道的截面积为10.8cm2 ,采用如下图所示的横截面积A=45mm,H=30mm,R=21mm直浇道下端截面积F直=2x1.4x4.5cm2=12.6cm2查表2.7-21得出数据:下端截面直径为40mm上端直径为48mm直浇道每厘米长重量0.092kg。
采用分型面浇注法,则得出浇注系统如下图所示:浇注系统三维意示图七、冒口的设计;冒口是铸型内用于储存金属液的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气、集渣的作用。
采用明顶冒口,冒口尺寸的确定如下:冒口尺寸图冒口根部的直径d大于铸件补缩处的热节圆直径dy,铸件的dy为55mm左右, 所以取d 为60mm,查表《铸工实用技术手册》P201表2.8-1则得出冒口三维图八、铸造工艺方案在厚壁处设置冷铁如下图工艺图所示:九、设计体会作为一个工科的学生,经过本次课程设计之后,本人深感所学知识匮乏不能科学的正确的严谨的完成真正的实际的工程设计,本人下定决定,往后必将努力学习,当一名合格的工程界人才。
十、参考文献:沈其文•材料成型工艺基础•北京.华中科技大学出版社.2003孟庆桂.铸工实用技术手册.南京.江苏科学技术出版社.2002。