常用表面粗糙度规格
光外差干涉法测表面粗糙度

光外差干涉法测表面粗糙度摘要:表面粗糙度是机械加工中描述表面微观形貌非常重要的一个参数,表面粗糙度测量技术是现代精密测试计量技术的一个重要组成部分。
本文主要介绍了用光外差干涉法测量表面粗糙度的原理、优缺点以及运用。
关键词:表面粗糙度;光外差干涉法;6JA干涉显微镜正文:一引言表面粗糙度是机械加工中描述表面微观形貌最常用的参数 , 它反映的是机械零件表面的微观几何形状误差,表面粗糙度测量技术在机械加工、光学加工、电子加工等精密加工行业中有着及其重要的作用。
表面粗糙度的测量方法基本上可分为接触式测量和非接触式测量两类: 在接触式测量中主要有比较法、印模法、触针法等; 非接触测量方式中常用的有光切法、实时全息法、散斑法、像散测定法、光外差法、A FM 、光学传感器法等。
传统的接触式测量就是测量装置的探测部分直接接触被测表面, 能够直观地反映被测表面的信息, 但是这类方法不适于那些易磨损刚性强度高的表面。
用这种方法所测出的表面轮廓信息及触针圆心的移动轨迹, 从理论上分析, 只有当触针的尖端圆半径等于零时, 触针的运动才能正确地反映被测表面的实际轮廓曲线。
但是针尖尺寸过小, 不仅会划伤被测表面, 触针本身也容易磨损, 而且还将影响测量效率和测量速度; 测量力大小的控制: 既要保证测头与表面始终保持接触, 又不能因此划伤工件表面和磨损测头。
因此, 在高精密表面如光盘、磁盘检测领域, 触针式仪器的实用受到限制, 提出了高精度、非接触测量的要求。
所以对于高精度的表面测量,我们必须采取其他的精度更高非接触测量方法。
而光切法和光传感器法的测量精度不高,光切法受物镜的景深和鉴别率影响,实时全息法(表面粗糙度均方根值要小于光波长)、散斑法(表面不能过于光滑和粗糙)、象散法、AFM法的测量的范围比较小,而本文讨论的光外差干涉法测量精度高,而且测量范围也比较大。
二光外差干涉法1、特点光外差干涉法是非接触测量的一种,是在基于干涉显微镜的基础上提出的一种测量表面粗糙度的新方法。
研磨膏

Tags:粗糙度,研磨膏,规格,加工
研磨膏规格及适用加工表面粗糙度对照表:(其中天然用M作代号,人造用W作代号,可根据用户要求订做。)金刚石研磨膏型号及其规格(天然)
型号(M)
粒度尺寸(微米)
颜Байду номын сангаас标志
加工后可达光洁度(级)
金刚石含量(克拉)
M40
40 ~ 28
淡黄
9 - 10
1.5
M28
28 ~ 20
灰
9 - 10
1.5
M20
20 ~ 1
深兰
9- 10
1.5
M14
14 ~10
绿
10 - 11
1.5
M10
10 ~ 7
洋兰
10 - 11
1.5
M7
7 ~ 5
玫红
11 - 12
1.25
M5
5 ~3.5
桔黄
11 - 12
1.25
M3.5
3.5 ~ 2.5
珠红
12 - 13
1
M2.5
W1
1 ~ 0.5
桔红
12 - 13
0.5
W0.5
< 0.5
兰灰
13 - 14
1
参考中国研磨网链接:/zhidao_view.asp?wtid=38
淡黄
9 - 10
1.5
W28
28 ~ 20
灰
9 - 10
1.5
W20
20 ~ 16
深兰
9 - 10
1.5
W16
16 ~10
青莲
10 - 11
1.5
(整理)粗糙度概念解释

9.5.1 表面粗糙度符号、代号及其注法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
1.表面粗糙度参数的概念及其数值零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R a)和轮廓最大高度(R z)。
使用时宜优先选用R a。
2.表面粗糙度代号标注GB/T 131—1993规定了表面粗糙度的符号、代号及其注法。
表面粗糙度符号(、、)上注写所要求的表面特征参数后,即构成表面粗糙度代号。
特征参数R a的表面粗糙度代号标注见表9-1。
表9-1轮廓算术平均偏差Ra值的代号标注表面粗糙度高度参数R a、R z在代号中用数值标注时,除参数代号R a可省略外,其余在参数值前需注出相应的参数代号R z。
表面粗糙度高度参数R z、R y的标注示例见表9-2。
表9-2表面粗糙度高度参数R z、R y值的代号标注示例3.表面粗糙度标注规定表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。
符号的尖端必须从材料外指向表面。
在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。
当地位狭小或不便标注时,代(符)号可以引出标注。
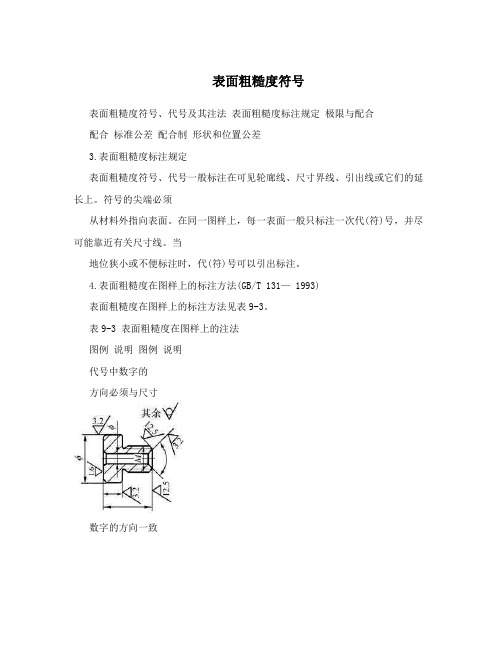
4.表面粗糙度在图样上的标注方法(GB/T 131— 1993)表面粗糙度在图样上的标注方法见表9-3。
表9-3表面粗糙度在图样上的注法极限与配合是零件图和装配图中一项重要的技术要求,也是检验产品质量的技术指标。
表面粗糙度符号
表面粗糙度符号表面粗糙度符号、代号及其注法表面粗糙度标注规定极限与配合配合标准公差配合制形状和位置公差3.表面粗糙度标注规定表面粗糙度符号、代号一般标注在可见轮廊线、尺寸界线、引出线或它们的延长上。
符号的尖端必须从材料外指向表面。
在同一图样上,每一表面一般只标注一次代(符)号,并尽可能靠近有关尺寸线。
当地位狭小或不便标注时,代(符)号可以引出标注。
4.表面粗糙度在图样上的标注方法(GB/T 131— 1993)表面粗糙度在图样上的标注方法见表9-3。
表9-3 表面粗糙度在图样上的注法图例说明图例说明代号中数字的方向必须与尺寸数字的方向一致对其中使用最多的一种代(符)螺纹的表面粗号可以统一标注糙度注法在图样右上角,并加注“其余”两字,且应比图形上其他代(符)号大1.4倍当零件所有表面具有相同的粗各倾斜表面代糙度时,且代号的注法,符号(符)号可在图样的尖端必须从材的右上角统一标料外指向表面注,且符号应较一般的代号大1.4倍零件上连续表面及重复要素用细实线相连(孔、槽、齿等)不连续的表面粗的表面粗糙度只糙度标注一次标注一次9(5(1 表面粗糙度符号、代号及其注法加工零件时,由于刀具在零件表面上留下刀痕和切削分裂时表面金属的塑性变形等影响,使零件表面存在着间距较小的轮廓峰谷。
这种表面上具有较小间距的峰谷所组成的微观几何形状特性,称为表面粗糙度。
机器设备对零件各个表面的要求不一样,如配合性质、耐磨性、抗腐蚀性、密封性、外观要求等,因此,对零件表面粗糙度的要求也各有不同。
一般说来,凡零件上有配合要求或有相对运动的表面,表面粗糙度参数值小。
零件表面粗糙度是评定零件表面质量的一项技术指标,零件表面粗糙度要求越高(即表面粗糙度参数值越小),则其加工成本也越高。
因此,应在满足零件表面功能的前提下,合理选用表面粗糙度参数。
1.表面粗糙度参数的概念及其数值零件表面粗糙度的评定方法有:表面粗糙度高度参数轮廓算术平均偏差(R)和轮廓最大高度(R)。
100cr6材料标准
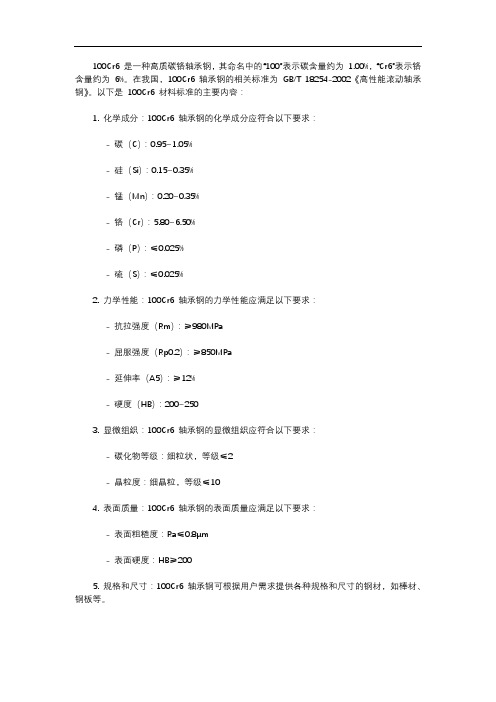
100Cr6 是一种高质碳铬轴承钢,其命名中的“100”表示碳含量约为1.00%,“Cr6”表示铬含量约为6%。
在我国,100Cr6 轴承钢的相关标准为GB/T 18254-2002《高性能滚动轴承钢》。
以下是100Cr6 材料标准的主要内容:
1. 化学成分:100Cr6 轴承钢的化学成分应符合以下要求:
- 碳(C):0.95~1.05%
- 硅(Si):0.15~0.35%
- 锰(Mn):0.20~0.35%
- 铬(Cr):5.80~6.50%
- 磷(P):≤0.025%
- 硫(S):≤0.025%
2. 力学性能:100Cr6 轴承钢的力学性能应满足以下要求:
- 抗拉强度(Rm):≥980MPa
- 屈服强度(Rp0.2):≥850MPa
- 延伸率(A5):≥12%
- 硬度(HB):200~250
3. 显微组织:100Cr6 轴承钢的显微组织应符合以下要求:
- 碳化物等级:细粒状,等级≤2
- 晶粒度:细晶粒,等级≤10
4. 表面质量:100Cr6 轴承钢的表面质量应满足以下要求:
- 表面粗糙度:Ra≤0.8μm
- 表面硬度:HB≥200
5. 规格和尺寸:100Cr6 轴承钢可根据用户需求提供各种规格和尺寸的钢材,如棒材、钢板等。
齿条规格型号

齿条规格型号
一、HRC60-15模数齿条
1. 长度:可定制
2. 材质:合金钢
3. 热处理:表面高频淬火
4. 精度等级:IT6~IT7级
5. 表面粗糙度:Ra≤1.6μm
6. 适用范围:与HRC60-15模数齿轮配合使用,实现齿轮齿条传动
二、HRC58-14模数齿条
1. 长度:可定制
2. 材质:合金钢
3. 热处理:表面高频淬火
4. 精度等级:IT6~IT7级
5. 表面粗糙度:Ra≤1.6μm
6. 适用范围:与HRC58-14模数齿轮配合使用,实现齿轮齿条传动
三、HRC55-13模数齿条
1. 长度:可定制
2. 材质:合金钢
3. 热处理:表面高频淬火
4. 精度等级:IT6~IT7级
5. 表面粗糙度:Ra≤1.6μm
6. 适用范围:与HRC55-13模数齿轮配合使用,实现齿轮齿条传动
四、HRC50-12模数齿条
1. 长度:可定制
2. 材质:合金钢
3. 热处理:表面高频淬火
4. 精度等级:IT6~IT7级
5. 表面粗糙度:Ra≤1.6μm
6. 适用范围:与HRC50-12模数齿轮配合使用,实现齿轮齿条传动。
表面粗糙度的测量方法
Ra、Rp、RSm、Rpk Rz、RΔa、RΔq、Rpc RΔa、RΔq、Rzjis、Rp
Rzjis、Rz、RΔa、RΔq、Rlr
Rv、负载曲线、Rmr、Rvk、Rδc、Mr2、RA2 Ra、Rv、Rvk、Rpc Rz
Rzjis、Rz、RΔa、RΔq、Rlr RΔq、Rq、Ra
Rp、负载曲线、Rmr、Rpk、Rsk Rz、Rv、Rvk
相应产品
参数示例
电镀面、虹面加工、雕花加工、各种镜面钢板
RΔq、Rq、Ra、Rku
封装、阀、阀门、气缸 薄膜、缎纹面、雕花评估、滚花
轴 / 轴承、离合器、薄膜、阀 块规、印刷电路板、
黏着面涂层衬底、电镀衬底
齿轮、门窗、孔 印刷用纸 轴承、齿轮 模具
透镜、镜头、棱镜 轴、轴承、活塞环、导轨
粗钢筋、曲轴、螺栓
光干涉法
● 可通过亚纳米的高度分辨率 (0.1 nm)测量大视野(多角) ● 测量时间短。
非接触式
采用焦点移动的图像合成法
● 角度特性佳 ● 测量时间短
共焦法
● 可通过亚纳米的高度分辨率(0.1 nm)进行测量 ● 角度特性佳 ● 高对比度图像的扩大观察
短处
● 样品表面会因测量力而留下瑕疵 ● 无法测量具有粘着性的样品 ● 无法测量比触针尖端半径还小的沟槽
如果凹凸越大,则该部分的手感越粗糙,光线也会发生漫反射现象,呈现出粗 糙的质感。反之,如果凹凸极小,则手感就会非常光滑,也会呈现光泽。
在表面粗糙度的测量中,可对该程度的凹凸进行数值化。因此,可对产品的手 感、质感或功能性等进行数值管理,使品质稳定。
铝切削面 铝磨损面
表面放大 3D 图像
表面放大 3D 图像
在图纸或产品技术信息的要求事项中指示基准长度时,将截断值 λc 设为所指示的基准长度。
磨床能达到的表面粗糙度

磨床能达到的表面粗糙度
磨床是一种用于加工金属和硬质材料的机器设备,可以通过旋转砂轮去磨削工件表面,从而使其达到高精度的要求。
在实际加工过程中,表面粗糙度是一个非常重要的指标。
那么,磨床能达到的表面粗糙度是多少呢?
首先,需要说明的是,磨床能达到的表面粗糙度会受到多种因素的影响,比如磨床的型号、砂轮的规格、砂轮的材质、磨削速度、磨削压力等等。
因此,不同的情况下,磨床能够达到的表面粗糙度也会存在很大的差异。
一般来说,磨床加工的表面粗糙度可以用Ra值来表示。
Ra值是以英文单词"roughness average"的缩写,表示单位长度内表面起伏的平均值。
通常情况下,Ra值越小,表示表面越光滑、越细致。
对于较粗略的加工要求,比如一些模具等,磨床可以达到的表面粗糙度一般在1.6-3.2μm左右。
而对于一些高精度的加工要求,比如精密仪器、航空航天部件等,磨床可以达到的表面粗糙度要更高,一般可以达到0.4μm以下。
不过,需要注意的是,在实际生产中,为了达到更高的加工精度和表
面质量,一般会采用多工序、多工具的方法来进行加工,而不是单靠
一台设备完成。
因此,对于磨床能够达到的表面粗糙度的问题,也需
要结合具体的加工工艺流程来考虑。
总之,磨床能够达到的表面粗糙度是一个复杂而又多变的问题,需要
根据不同的加工要求、不同的加工工件、不同的磨削工艺来具体分析。
在实际生产中,需要根据具体情况来选择合适的磨床型号和砂轮规格,以及科学的加工工艺流程,才能够获得高质量的加工结果。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
常用表面粗糙度规格
一、什么是表面粗糙度规格?
表面粗糙度规格是衡量物体表面粗糙程度的标准。
它描述了物体表面的不规则程度和粗糙度的大小,并通过一系列参数来量化表面的质量。
二、为什么需要表面粗糙度规格?
表面粗糙度对于很多工程和制造行业来说都是非常重要的。
粗糙的表面可能会导致摩擦增大、润滑不良、损耗加大等问题。
因此,制造和加工过程中需要对表面粗糙度进行控制,以确保产品的质量和性能。
三、常用的表面粗糙度参数
常用的表面粗糙度参数包括:
1. Ra(平均粗糙度):Ra是表面粗糙度的一个重要参数,表示单位长度内表面几何偏差的平均值。
它描述了表面的整体平均粗糙程度。
2. Rz(最大峰值高度):Rz是表面粗糙度的另一个重要参数,表示单位长度内表面峰值和谷值的最大差值。
它描述了表面的最大粗糙度。
3. Rq(均方根粗糙度):Rq是表面粗糙度的一个统计参数,表示单位长度内表面偏差的均方根值。
它描述了表面的整体波动程度。
4. Rt(最大峰谷高度):Rt是表面粗糙度的另一个统计参数,表示单位长度内表面最高峰和最低谷之间的距离。
它描述了表面的波动范围。
5. Rmax(最大峰值高度):Rmax是表面粗糙度的一个参数,表示单位长度内表面峰值和谷值的最大差值。
它描述了表面的最大粗糙度。
四、表面粗糙度规格的应用
表面粗糙度规格广泛应用于各个领域的制造和加工过程中。
例如,在汽车工业中,表面粗糙度规格用于衡量发动机缸体、缸套、曲轴等零件的表面质量。
在航空航天领域,表面粗糙度规格用于检验飞机发动机叶片等关键零件的表面质量。
在机械制造中,表面粗糙度规格用于控制零件的配合间隙和摩擦特性。
在微电子制造中,表面粗糙度规格用于控制芯片表面的平整度和电子元器件的接触质量。
五、如何控制表面粗糙度?
为了控制表面粗糙度,可以采取一系列的加工措施。
首先,选择合适的加工工艺和加工参数,如切削速度、进给量等,以减小表面粗糙度。
其次,使用适当的刀具和磨料,以提高加工的精度和表面质量。
此外,还可以采用化学抛光、电解抛光等特殊的加工方法来改善表面的光洁度和平整度。
六、总结
表面粗糙度规格是衡量物体表面质量的重要标准,它对于各个领域的制造和加工过程都具有重要的意义。
通过合理选择加工工艺、控制加工参数和采用适当的加工方法,可以有效控制表面粗糙度,提高产品的质量和性能。
因此,了解和应用表面粗糙度规格是每个工程师和制造商必备的技能和知识。