3 玻璃的熔制及熔窑(2)讲解
玻璃的熔制过程
玻璃的熔制过程玻璃是一种广泛应用于制造建筑材料、器皿、光学仪器、电子仪器等工业领域的无机非金属材料。
玻璃的基础原料主要是硅酸盐类物质,包括石英砂、长石、白云石等。
玻璃的制造涉及到多种工艺步骤,其中最主要的过程是熔制。
玻璃的熔制过程,一般分为两个阶段:玻璃原料熔融和玻璃成形。
1. 玻璃原料熔融玻璃原料熔融是制造玻璃的第一步。
首先要将玻璃原料送到炉中,然后在炉内进行高温熔化。
玻璃熔化的温度通常在1300-1600℃之间。
炉内的高温条件有助于熔化原料,并促进原料之间的充分混合。
玻璃熔化过程中,炉内的温度、炉膛的结构、炉膛的加热方式、气氛以及熔化时间等因素都对玻璃性质有很大的影响。
其中,炉温的控制是其中最为关键的一个因素。
炉温过低时,原料无法充分熔化,熔击出来的玻璃比较粗糙;而炉温过高时,虽然玻璃可以很快熔化,但却会使得玻璃成分中的气体难以释放,造成玻璃内部气泡增多,影响玻璃的质量。
同时,熔制过程中原料的混合也是影响玻璃质量的重要因素之一。
原料混合过程中必须注意保持物料配比的稳定,以确保每份原料的比例都是正确的,否则会影响玻璃性能的均匀性和稳定性。
2. 玻璃成形玻璃原料熔融后,需要将其通过成形工艺,将其变成需要的形状。
玻璃成形技术大致可以分为两大类,即自由成形技术和模压成形技术。
自由成形技术包括吹制、拉伸、浸涂等;模压成形技术包括平板压制、吹瓶、挤出等。
自由成形技术中的吹制是最常用的一种方法。
吹制工艺是先将玻璃熔液通过玻璃管或小片,吹成一个球体,然后在模具上加工形状,最后风冷固化。
玻璃吹制的工艺简单,成本低,成品形态多,应用非常广泛。
而模压成形技术,如平板压制、吹瓶、挤出等,则需要利用模具或挤压机来对玻璃进行成形。
这类制品比较规整且饱满,常常用于制备工艺精密的玻璃器具、仪器件等。
总之,玻璃熔制过程经历了玻璃原料熔融和玻璃成形两个阶段。
通过高温下的熔融,使玻璃原料混合均匀,在成型过程中呈现出所需的形态,从而制备成建筑材料、器皿、光学仪器、电子仪器等多种应用领域中的产品。
玻璃熔窑

(5)热风烤窑时应注意的事项
②准备保温的熔窑,应在烤窑前做好碹顶、胸墙、 池壁、烟道等处的保温工作。对正常作业时不加 保温的窑体部位,在烤窑前要采取临时铺挂矿棉 毡等保温材料,这样对砖材均匀升温有利。 ③若在投料口区安置烤窑喷枪,应对前脸墙和碹 做好保温隔热工作,防止点燃喷枪后火焰辐射造 成硅砖损坏。同时,还可临时取下一层池壁砖, 留出池壁砖补上。
(6)点火烤窑过程中易出现的问题及 处理方法
⑤根据窑内温度和大碹膨胀情况松拉条 在松拉条时,应考虑到老碹放水降温后大碹的下 沉情况,或者新碹在拆除碹胎后,大碹下沉的程 度。烤窑时,由于升温则砌体膨胀而松拉条,碹 的跨度增大.如果保持碹的弧度不变,则碹股要 随跨度的增大而适当增高,这是正常现象,一般 大碹升高50~60mm,有时升高100mm。在升温结 束后,一定要上紧拉条。
(6)点火烤窑过程中易出现的问题及处理 方法
⑥烟道不严密 由于烟道不严密,漏入空气则影响废气烟道温度。 这个问题最好在点火烤窑前解决,细致地对烟道 系统进行检查,发现漏风处就要堵严,特别是废 热锅炉进出口闸板、助燃风闸板、烟道扒灰坑等 一定要堵严。如烤窑过程中发现漏风,尽可能用 泥灰抹严。 ⑦熔化部末端的工字钢立柱往卡脖方向严重倾斜 这是由于反碹找平砖以下部分没有留设膨胀缝造 成的。解决的方法是在卡脖处横放一工字钢梁, 挡住山墙,同时卡脖前后两边的山墙用钢立柱顶 上,以防止过度变形。
热 装 窑
(3)正常投料后,即可全面调整熔化部温度曲线, 以适应正常生产需要。如引头子不能及时衔接上, 造成烧空窑时间较长,熔化部碹顶温度应降至 1430~1450℃。 (4)在热装窑过程中,要认真检查熔窑的池壁、池 底,遇到问题及时处理。 过大火及热装窑期间,冷却部仍在烤窑阶段,应 严格按前述升温曲线以及松紧拉条、顶丝的原则, 控制温升和拉条、顶丝的松紧。
《玻璃工艺学》第12章玻璃的熔制

第12章玻璃的熔制12.1 玻璃的熔制过程熔制是玻璃生产中重要的工序之一,它是配合料经过高温加热形成均匀的、无气泡的、并符合成形要求的玻璃液的过程。
玻璃制品的大部分缺陷主要在熔制过程中产生的,玻璃熔制过程进行的好坏与产品的产量、质量、合格率、生产成本、燃料消耗和池窑寿命都有密切关系,因此进行合理的熔制,是使整个生产过程得以顺利进行并生产出优质玻璃制品的重要保证。
玻璃的熔制是一个非常复杂的过程,它包括一系列物理的、化学的、物理化学的现象和反应,这些现象和反应的结果使各种原料的机械混合物变成了复杂的熔融物即玻璃液。
为了尽可能缩短熔制过程和获得优质玻璃,必须充分了解玻璃熔制过程中所发生的变化和进行熔制所需要的条件,从而寻求一些合适的工艺过程和制定合理的熔制制度。
各种配合料在加热形成玻璃过程中有许多物理的、化学的和物理化学的现象是基本相同的,其主要变化如表12-1所示:表12-1配合料在加热形成玻璃过程中的变化序号物理变化过程化学变化过程物理化学变化过程1 配合料加热固相反应生成低熔混合物2 吸附水的排除盐类分解各组分间相互溶解3 个别组分的熔化水化物的分解玻璃和炉气介质间的相互作用4 多晶转变化学结合水的排除玻璃和耐火材料之间的相互作用5 个别组分的挥发各组分相互作用并形成硅酸盐的反应玻璃熔制过程大致上可分为五个阶段,即硅酸盐形成、玻璃形成、澄清、均化和冷却成形等。
现将这五个阶段的特点分述如下:(1) 硅酸盐形成阶段硅酸盐生成反应在很大程度上是在固体状态下进行的。
粉料的各组分发生一系列的物理变化和化学变化,粉料中的主要固相反应完成,大量气体物质逸出。
这一阶段结束时,配合料变成由硅酸盐和二氧化硅组成的不透明烧结物。
大多数玻璃这个阶段在800~900°C时完成。
(2) 玻璃形成阶段由于继续加热,烧结物开始熔融,低熔混合物首先开始熔化、同时硅酸盐与剩余的二氧化硅相互熔解,烧结物变成了透明体,这时已没有未起反应的配合料,但在玻璃中还存在着大量的气泡和条纹,化学组成和性质尚未均匀一致,普通玻璃在这个阶段的温度约为1200~1250°C之间。
玻璃的熔制
NaCO3 ~700℃ Na2O CO2 CaCO3 ~500℃ CaO CO2
8.2 硅酸盐形成和玻璃液形成
•温度↑,二氧化硅与某些组分形成硅酸盐
MgCO3 SiO2 450~700℃ MgSiO3 CO2
700~900℃
Na2CO3 SiO2 NaSiO3 CO2
•石英(SiO2)晶体在等温下晶型转变,使结构蔬松 •硅酸盐大量分解,有CO2大量逸出,并有液相产生
结果:硅酸盐熔体和砂粒及未熔融的硅酸盐 颗粒等粘附在一起的烧结物
结论:一般的工业玻璃,硅酸盐形成在800-900 ℃即可进行,反应速度较慢,时间较长 (3-5分)
8.2 硅酸盐形成和玻璃液的形成
8.2.2 玻璃液的形成 •是硅酸盐形成的继续。 •温度↑1200-1500℃,各种硅酸盐开始熔融, 同时未熔化的石英砂被完全熔解在硅酸盐熔 体中形成玻璃液。
结果:透明的玻璃液
结论:硅酸盐形成和玻璃形成没有明显的界 线,玻璃形成大约28-29分。
8.2 硅酸盐形成和玻璃液形成 8.2.3 配合料的加热反应
由单组分的加热反应可归纳 • 多晶转化:具有多种晶型的组分在高温下可
由一种晶型转变为另一种晶型;
• 盐类分解:各种碳酸盐、硫酸盐、硝酸盐在 一定的温度下均发生分解并释出气体;
v dc dt
• 随着反应物浓度的增加,正反应速度也相应 的增加。
8.2 硅酸盐形成和玻璃形成
8.2.5 玻璃液形成过程的动力学 在玻璃熔制过程中玻璃形成速度与玻璃成分、 砂粒大小、熔制温度等有关。
1 玻璃成分
沃尔夫(M.Volf)提出玻璃熔化速度常数τ的方程
一般工业玻璃 SiO2 Al2O3
不同τ值所对应的熔制温度
玻璃窑炉的理论课

玻璃窑炉的理论课一、玻璃的熔制过程:玻璃的熔制过程分为五个阶段:(一)硅酸盐形成阶段:在高温(约800—1000℃)作用下发生变化:如粉料受热、水分蒸发、盐类分解、多晶转变等,变成不透明的烧结物;(二)玻璃形成阶段温度升高到1200℃时,各种硅酸盐开始为熔融,继续升高温度,未熔化的硅酸盐和石英砂完全熔解于熔融体中,形成大量可见气泡,这一阶段称为配合料熔化阶段;(三)玻璃液澄清阶段:当温度达到1400—1500℃时,玻璃液的黏度降低,使气泡大量逸出;(四)玻璃液均化阶段:达到玻璃液均化主要依靠扩散和对流作用。
高温是一个主要条件,因为它可以减少玻璃液黏度,使扩散作用加强,另外搅拌是提高均匀性的好方法;(五)玻璃液冷却阶段:澄清均化后的玻璃液黏度太小,不适于成型,必须通过冷却达到成形温度,成形温度比澄清温度低200—300℃。
以上各阶段不一定按顺序进行,各阶段没有明显的界线的二、对窑炉关键部位的了解和掌握以及作用1)加料口的作用:玻璃池窑将加料池发展为预熔池。
预熔池内的温度保持在1100—1300℃,配合料内各组分之间的硅酸盐反应在预熔池内开始,料堆表面已经开始熔融。
已初步熔化的料堆,当它进入熔化池后,其熔化速度可以加快。
在熔化池面积一定时,熔化速度加快了,相对来说,其澄清时间就延长了。
因此,加料口的作用就是能提高熔化率、改善玻璃质量、降低热耗的作用;池内粉料飞扬的情况大大减少,格子体堵塞情况大大改善。
2)窑坎:窑坎是放在窑池深层的挡墙,墙高为池深的1/2以上,有的可达到3/4;窑坎是控制玻璃液流,提高熔化率的技术措施。
窑坎作用是:迫使熔化部玻璃液呈一薄层全部流经窑池上层,经高温加热后再进入流液洞,这样提高了玻璃液的温度,有利于气泡的排除,加快澄清速度,从而改善玻璃液质量;设置窑坎后,玻璃液在窑坎处产生回旋,可延迟玻璃液在熔化部停留时间,可阻挡池底脏料流往澄清部。
3)流液洞:流液洞是熔化部和冷却部的玻璃液连通起来的位于池窑底部的涵洞,是由一套特制的优质耐火材料砌筑成的。
玻璃熔窑的定义

玻璃熔窑的定义:玻璃熔窑是将按玻璃成分配好的粉料和掺加的熟料(碎玻璃)在窑内高温熔化、澄清并形成符合成型要求玻璃液的热工设备。
玻璃熔窑的热工过程:玻璃熔窑内除有燃烧反应和产生高温外,还有热量传递、动量传递和质量传递。
1、热量传递:包括在火焰空间内和玻璃液中由温度差引起的火焰空间热交换、玻璃液内热交换、蓄热室内热交换和窑墙与外界环境的热交换。
2、动量传递:由压强差引起的不可压缩气体流动、可压缩气体流动、气体射流和玻璃液流动。
3、质量传递:燃烧过程中由气相浓度差引起的气相扩散和玻璃液浓度差引起的液相扩散。
玻璃熔窑的分类:玻璃熔窑有坩埚窑和池窑两大类。
它们均包括玻璃熔制、热源供给、余热回收和排烟供气4个部分。
坩埚窑:窑膛内放置单只或多只坩埚。
坩埚窑中玻璃熔制的各阶段(熔化、澄清、均化、冷却)在同一坩埚中随时间推移依次进行,窑内温度制度随时间推移变动。
成型时,用人工从坩埚口取料,再进行吹制、压制、拉引、浇注等,也可以坩埚底供料,或将整坩埚移出取料。
坩埚材质以粘土居多,也有用铂的。
形状有开口和横口(闭口)两种。
开口坩埚的坩埚口朝向窑膛,能直接得到窑墙及热源辐射和传递的热能;横口坩埚的坩埚口朝向窑外,要通过坩埚壁间接取得热量,能避免窑内气氛对玻璃液的影响和污染。
坩埚窑适用于熔制产量小、品种多或经常更换料种的玻璃。
池窑:窑膛包含一耐火材料砌筑的熔池,配合料投入窑池内熔化。
池窑有间歇式和连续式两种。
间歇式池窑又称日池窑,一般较小,熔池面积仅几平方米。
熔制过程完成后,从取料口取料,大多采用手工或半机械成型。
适用于生产特种玻璃。
绝大多数池窑属于连续式(图2),各个熔制阶段在窑的不同部位进行。
各部位的温度制度是稳定的。
配合料由投料口投入,在熔化部经历熔化和玻璃液澄清、均化的行进过程,转入冷却部进一步均化和冷却,继而进入成型部最后均化(包括玻璃液温度均化)和稳定供料温度。
由于池窑靠近底部玻璃液温度低而呈滞流状态,因此窑池玻璃液总容量大于作业玻璃量,连续作业的加料量与成型量保持平衡。
玻璃窑炉-讲稿
二、玻璃的熔制过程
玻璃的熔化是将配合料投入耐火材料砌筑的熔窑中,
经高温加热,得到无固体颗粒、符合成形要求的各种单相
连续体的过程。
传统的方法生产玻璃------是通过加热,经过高温熔制而 得到的。加热的温度是多高哪?-----1580-1590℃ 。 玻璃熔化所用的设备------熔窑。熔窑是一个由多种耐火
进一步的澄清、均化和冷却以满足玻璃液成型的 要求。 玻璃池窑冷却部(Cooling End)的结构与熔化 部的结构基本上相同,也分为下部窑池和上部空 间两部分。 下部窑池由池底和池壁所组成,上部空间由胸 墙和大碹所组成。只是冷却部的窑池深度比熔化 部的窑池深度稍浅,冷却部的胸墙高度略低于熔 化部的胸墙高度。 冷却部冷却时要注意降温要稳定,避免温度较 大的波动,造成二次气泡。
为了提高玻璃液的质量,现代浮法玻璃窑炉的结 构有了演变-----熔化区、澄清区-----微小气泡。
18
(4)熔化部澄清区长度和宽度的确定
为了便于计算和分区,国内外一般以未对小炉中心
线外1.0m处开始到卡脖拐角处为止这一段的距离来 确定为浮法玻璃池窑熔化部澄清区的长度,它和熔化 区的长度一起构成整个熔化部的长度。
9000
600 14695 11250
9375
650 15163 11625
9750
700 15627 12000
10125
21
玻璃池窑熔化部澄清区的宽度BR与玻璃池窑
熔化部熔化区的宽度Bm相同。
(5)窑池的深度
关于窑池的深度,国内外有两种比较通用的结
构形式。
深池结构和浅池结构。
玻璃实验讲义:玻璃高温熔制、玻璃内应力与透射比的测定
实验1玻璃的高温熔制一实验的目的与意义在实际生产中,玻璃熔制是关键环节。
在教学、科研和生产中,玻璃的熔制实验也是一项非常重要的实验,因为在进行玻璃新品种的开发或对玻璃生产工艺进行改革中,就必须通过多次或反复进行玻璃的熔制实验来寻找合理玻璃成分、了解玻璃熔制过程各种因素的影响、提出合理熔制工艺制度和具有指导生产实践的各种数据。
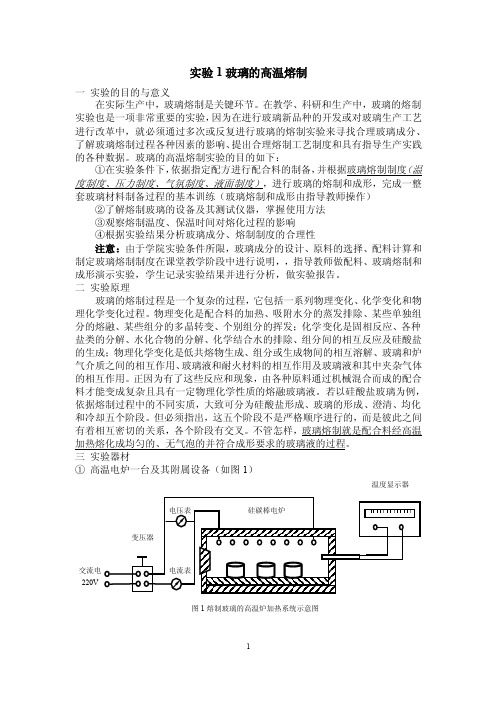
玻璃的高温熔制实验的目的如下:①在实验条件下,依据指定配方进行配合料的制备,并根据玻璃熔制制度(温度制度、压力制度、气氛制度、液面制度),进行玻璃的熔制和成形,完成一整套玻璃材料制备过程的基本训练(玻璃熔制和成形由指导教师操作)②了解熔制玻璃的设备及其测试仪器,掌握使用方法③观察熔制温度、保温时间对熔化过程的影响④根据实验结果分析玻璃成分、熔制制度的合理性注意:由于学院实验条件所限,玻璃成分的设计、原料的选择、配料计算和制定玻璃熔制制度在课堂教学阶段中进行说明,,指导教师做配料、玻璃熔制和成形演示实验,学生记录实验结果并进行分析,做实验报告。
二实验原理玻璃的熔制过程是一个复杂的过程,它包括一系列物理变化、化学变化和物理化学变化过程。
物理变化是配合料的加热、吸附水分的蒸发排除、某些单独组分的熔融、某些组分的多晶转变、个别组分的挥发;化学变化是固相反应、各种盐类的分解、水化合物的分解、化学结合水的排除、组分间的相互反应及硅酸盐的生成;物理化学变化是低共熔物生成、组分或生成物间的相互溶解、玻璃和炉气介质之间的相互作用、玻璃液和耐火材料的相互作用及玻璃液和其中夹杂气体的相互作用。
正因为有了这些反应和现象,由各种原料通过机械混合而成的配合料才能变成复杂且具有一定物理化学性质的熔融玻璃液。
若以硅酸盐玻璃为例,依据熔制过程中的不同实质,大致可分为硅酸盐形成、玻璃的形成、澄清、均化和冷却五个阶段。
但必须指出,这五个阶段不是严格顺序进行的,而是彼此之间有着相互密切的关系,各个阶段有交叉。
不管怎样,玻璃熔制就是配合料经高温加热熔化成均匀的、无气泡的并符合成形要求的玻璃液的过程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(3)泡界线
A.泡界线 泡界线——泡沫稠密区与清净玻璃液之间就 形成了一条整齐明晰的分界线,在线的里面, 玻璃形成反应激烈进行,液面有很多泡沫。 而在线的外面,液面像镜子一样明亮。这条 分界线就是泡界线。
B.泡界线的形成
进入熔窑的配合料受到三方面的作用 : 投料机将料堆向前推进的力 ; 从热点向投料口的对流对料堆施加的阻止其 前进的反方向的力 ; 高温熔化作用 。 在三者的作用平衡时,料堆就固定在熔窑的 某一位置消失。此后未熔粉料颗粒和反应放 出的气体形成泡沫稠密区,并在三者作用下 完全熔融,形成清净的玻璃液。
d.温度 当熔化部温度高时,玻璃液粘度减小,回流 速度加快,参与回流的玻璃液量增多,配合 料迅速熔化,泡界线趋近于投料口; 熔化部温度降低时,玻璃液粘度变大,回流 慢,液量少,未熔配合料增多,泡界线挪后 变远;当窑内横向温差变大时,横向液流明 显加剧,泡界线紊乱、模糊,直至偏斜,发 生“跑料”现象。
e.生产量的变化 但生产量的多少与拉引速度、品种、厚度变 化有关。当作业流量增加时,泡界线变远, 反之变近。 f.卡脖水包的影响 卡脖水包冷却强度越大,插入玻璃液中越深, 玻璃液回流量越小,泡界线越向后移。 反之,玻璃液回流量大,泡界线向前移。
g.其它因素 如小炉碹、喷火口、小炉舌头的角度、长 度设计得不合理以及熔窑在生产中因受侵蚀、 烧损而变得不合理,使煤气与空气混合得不 好,或火焰上飘、下倾,都使熔化受影响, 泡界线不正常。由于热修等也可引起泡界线 的波动。
D.熔化率与熔化温度的关系
玻璃熔化温度(℃)1370 1420 1470 1500 1530 1600 熔化率(kg/m2· d) 350 700 1050 1500 2000 3000
熔化温度每升高1℃时窑产量的增长率
熔化温度范围(℃) 窑产量增长率 (%)
1400~1450 1450 ~1500 1500~1550 2 1 0.7
窑压过小,特别是液面处呈负压时,它将吸 入冷空气,在消耗同等燃料的情况下不能达 到预定的温度,为保证温度制度的稳定,必 须增加燃料的消耗。同时,过多的冷空气进 入窑内,会使还原焰不能维持。窑压过小还 会使窑内温度分布不均。
C.窑压波动的原因 ①造成窑压过大 烟囱抽力不够; 阻力过大 。 ②窑压小 其主要原因是抽力过大 。
B.气氛制度的制定 主要与配合料组成、澄清剂种类、生产玻璃颜色等有关。 a.采用芒硝做澄清剂 为保证芒硝的高温分解,必须添加煤粉做还原剂,因此,通常 采用的气氛制度为:1#、2#小炉需要还原焰,不使碳粉烧掉; 3#、4#小炉是热点区,需要中性焰,不能用氧化焰,否则液 面会产生致密的泡沫层,使澄清困难;5#、6#小炉是澄清、 均化区,为烧去多余的碳粉,不使玻璃着色,需用氧化焰。 实际生产中空气过剩系数略大些,提供过量的氧,以保证燃料 完全燃烧。
D.窑压控制 一般夏季的窑压比冬季低2~4Pa,窑炉后 期时窑压比前期稍低些。; 换火操作也是引起窑压波动的主要因素之一, 采用合适的换火程序和自控调节参数可将换 火时的窑压波动控制在1Pa。
E.窑压测量 窑压的测量采用微差压计;测点设在熔窑澄 清部两侧液面处附近。 过去曾普遍采用设在澄清带大碹下,但由于 灵敏度差,目前已很少采用。 窑压采用自动控制系统,由测压装置和调节 闸板联动来完成。
(4)液面制度
A.原因 玻璃液面的波动主要是由于投料量与成型量 不平衡。 B.副作用 加快池壁砖的蚀损; 严重影响成型作业; 波动时会产生溢料现象,蚀损胸墙砖和小炉 底板砖。
C.控制要求 液面波动值一般为0.3mm,要求高的为 0.1mm。
(5)气氛制度
A.气氛的分类 氧化气氛—当窑内空气过剩系数>1时,燃烧产 物中有多余的O2,具有氧化能力,此时的气氛称为 氧化气氛或氧化焰; 中性气氛—当=1时,燃烧产物中无多余的O2和 未燃烧完全的CO,此时的气氛称为中性气氛或中 性焰; 还原气氛—当<1时,燃烧产物中含有一定量的 CO,具有还原能力,此时的气氛称为还原气氛或 还原焰。
3.1.6 玻璃熔制工艺制度
熔制“四小稳”: 温度稳、压力稳、泡界线稳、液面稳 池窑的工艺制度: 温度、压力、泡界线、液面、气氛和换向。
(1)温度制度
Байду номын сангаас
A.名称解释 温度制度—沿熔化部窑长方向的温度分布, 用温度曲线表示; 测温处—小炉腿、胸墙、火焰、玻璃液、挂 钩砖、大碹等; 测温仪表—光学高温计、各类热电偶、辐射
C.影响泡界线的因素 窑内温度分布、玻璃液流状况、成型作业和 投料情况。 D.泡界线的作用 根据泡界线的形状、位置和清晰程度,可以 判断出熔化作业的好坏,并据此予以调节。
E.泡界线的控制
a.配合料 化学组成—当原料成分发生变化时,应及时予以控 制调整,微量的变化也可能引起熔化条件的改变 均匀率—当均匀度低时,泡界线变远 ; 水 分—配合料水分大,易结团,影响均匀度的提 高,入窑后料层虚高,前进速度快,泡界线变远; 水分小,运输分层明显,投入窑后飞料严重,不仅 堵塞蓄热室格孔,加剧窑体侵蚀,而且料堆小,沉 入液面深,造成熔化困难,泡界线也会变远。
(2)压力制度
A.压力分布 压力制度用压力分布曲线表示,压力指的是 系统所具有的静压。 气流压力分布—整个气体流程(从进气到排 烟)的压力分布; 纵向压力分布 —沿玻璃液流程的空间压力 分布 。
气流压力分布图
B.窑压稳定的重要性 窑压波动立即影响成型部,使成型温度不稳。 窑压过大,窑内火焰浑浊无力,大量废气来 不及排出,相对来说氧气缺少,减慢油雾或 煤气的燃烧过程。严重时熔窑所有的缝隙孔 洞,直到小眼处的测温孔,都喷出火焰,它 将使窑体烧损加剧,燃耗增大,并不利于澄 清。
高温计(光学高温计较为准确,热 电偶测的是后滞温度,起参考作用。)
B.温度制度的作用 温度制度对配合料熔化速度、玻璃液对流情 况、成型作业、燃料消耗、窑龄等有影响。 C.温度曲线 ①“山形”曲线 热点(不是一个点,而是玻璃液表面的最高 温度带)突出,热点与1#小炉及末对小炉 间的温差大,泡界线清晰稳定;配合料熔化 滞后。
b.碎玻璃比例 当碎玻璃比例增大时,泡界线变近;碎玻璃比例减 少时,泡界线变远。 c.投料 料层厚度变化 —料层薄,料堆平扁,熔化快,泡 界线近;料堆厚,料堆尖高,熔化慢,泡界线远 。 料层跑扁 —因各加料机投料不一,致使沿窑宽的 料层厚度不均,数量上产生差异,料层集于一侧, 极易导致泡界线的偏斜。
b.采用氧化铈、氧化砷等为澄清剂 窑内的气氛不作特殊要求; 生产颜色玻璃时,依据着色剂的性能要求设 定窑内气氛制度。
C.窑内气氛性质的判断 气体分析方法 ; 火焰亮度估计 火焰明亮者为氧化焰; 火焰不亮、稍微有点浑者为中性焰; 火焰发浑者为还原焰。 通常用控制空气过剩系数来调节窑内气氛。
②“桥形”曲线 热点前后两对小炉的温度与最高温度相差不 大,温度曲线似拱桥形。 特点是熔化高温带较长,有利于配合料的熔 化和玻璃液的澄清。
③“双高”曲线 即“双高热负荷点”温度制度,核心是减少 处在泡沫稠密区的小炉燃料分配量,降低了 此处的热负荷;配合料入窑预助熔。 目前,国内浮法熔窑均采用此法。