压气机原理--喘振
9E燃气轮机压气机振动原因及防喘放气阀的控制 逻辑技术优化
9E燃气轮机压气机振动原因及防喘放气阀的控制逻辑技术优化摘要:压气机担负着空气压缩循环输送的任务,压气机在运行过程中,由于某些原因,易造成机组的振动,严重时会造成机组的损坏,影响生产。
如何能快速准确的找到振动故障成为大家关注的课题,本文通过介绍几种振动的影响因素,对振动进行分析,通过有效的方法进行综合分析找到振动的真正原因。
另外,对燃气轮机的防喘放气阀控制逻辑进行了优化,更能保证机组的稳定运行。
关键词:燃气轮机;压气机;防喘放气阀;控制逻辑1引言早在上世纪80年代,国际上就出现了以天然气为原料的燃气发电机组,经过多年的改进和发展,为降低氮氧化物排放、保护环境、提高能源利用效率,采用天然气作为燃料的燃气—蒸汽联合循环发电供热机组得到广泛利用。
压气机、燃烧器、透平是燃气轮机的三大部件。
轴流式压气机是一种高转速、高功率,并且是精密度极高的动力机械,它旋转运行时将空气压缩送入燃烧器,与天然气混合后燃烧,高温烟气在透平内膨胀做功,使燃气轮机旋转带动发电机发电,其稳定高效运行对于发电企业来说至关重要。
但由于某些原因,压气机很容易引发振动,给设备和生产运行带来危害。
因此,准确快速诊断故障原因是很重要的,对保证压气机的可靠平稳运转具有重要的意义。
2压气机发生振动的原因分析压气机的汽缸的总体结构可以分为三部分,进气缸、气缸和排气缸。
在压气机的入口部位安装导叶,设置的导叶的主要目的是调整透平机排汽的温度、预防压气机的喘振发生。
压气机发生振动的因素主要有以下几个方面:2.1转子不平衡造成转子不平衡的原因主要有以下原因:设计问题,几何形状设计不对称导致重心不在旋转中心线上,存在偏移量;材料缺陷,材料内部结构不均一、厚薄不一致,运行过程中磨损程度不一等;加工与装配误差;压气机进口空气过滤器的效果差,叶片出现积灰、锈蚀、结垢等,导致叶轮不平衡。
2.2转子不对中转子不对中主要分为三种:平行不对中、角度不对中、组合不对中。
造成转子不对中的因素有:设计因素,关于热膨胀的设计与实际存在误差;检修过程或者安装过程的对中误差。
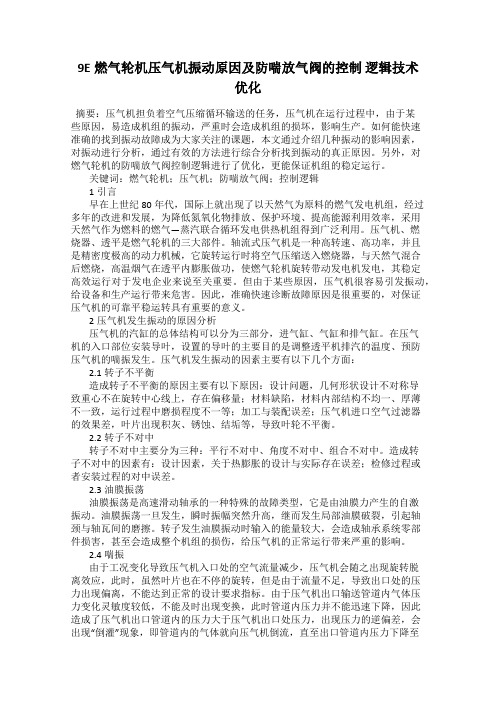
压气机喘振边界线

压气机喘振边界线
压气机是一种常见的工业设备,它的主要功能是将气体压缩在一个压缩室中,提高其压力和温度,以便进行后续的工艺过程。
然而,在压气机的运行过程中,可能会出现一种叫做喘振的现象,这会影响到压气机的性能和稳定性。
喘振是指压气机在特定的运行条件下发生的振荡现象。
这个现象通常在一个特定的压力比下出现,当这个压力比超过一定的数值时,就会引发喘振。
喘振会导致压气机的性能下降,甚至会引起机械故障。
为了避免喘振现象的出现,需要对压气机进行喘振边界线的研究和分析。
喘振边界线是指压气机在特定的运行条件下,能够避免喘振的最大压力比。
通过对压气机的运行参数进行详细的分析和模拟,可以确定出喘振边界线,并进行相应的调整和优化,以保证压气机的正常运行和高效性能。
在喘振边界线的研究中,需要考虑多个因素,包括压气机的结构和工作原理、气体流动的特性、运行参数的影响等。
通过对这些因素进行综合分析和优化,可以得到一个更加合理和准确的喘振边界线,从而提高压气机的稳定性和性能。
总之,喘振是压气机运行中常见的振荡现象,通过对喘振边界线的研究和分析,可以有效地避免和解决喘振问题,保证压气机的正常运行和高效性能。
- 1 -。
压气机的喘振及防喘

压气机进口可转导叶的示意图
逐步开关式的进口导叶 逐步开关式即通常所说的全程调节,当转速升至某 动作转速时, 进口导叶开始从“关”(34o)的位置随着 转速的升高逐渐开大到“开”(84o)的位置,此后不再随 着转速的进一步升高而开大。当转速下降到一定转速后, 进口导叶开始关小,随着转速的降低逐渐关小至 “关”(34o)的位置,此后不再随着转速的进一步降低而 关小。 逐步开关式更有利于对压气机性能的改善。
当实际工作转速比设计转速低时
这时压气机的压比要下降。这时末几级中的空气压力和密度 降低了。而在前几级中,与设计工况相比较,其压力和密度反 而却均有所提高。因为在大气压力 恒定不变的前提下,随着 空气流量 的减小,这时,气流在压气机进口收敛器中的降压 加速效应减弱了。同时,由于进气流道中(空气过滤器、消声 器)的气流速度的降低,流动的压力损耗又略有所下降,因而, 在压气机的第一级入口处,气流的压力 和密度 ,反而比设计 工况下的数值要高。这样就使轴向分速比增加了。比值 的增加 意味着,当转速下降时,轴向分速 CZZ下降得比轴向分速 C1Z 慢些。在轴流式压气机中,由于各级的直径变化不大,可以近 似地认为各级圆周速度相等。由于cz 和u的变化不协调,结果 使各级中的流量系数 发生变化,流入各级的气流方向就发生变 化。 经验指出:与设计工况偏离最远的是前几级和末几级,而中 间各级相对于设计工况的变化较小。这时,在前几级中的流量 系数减小,而在最后几级中会增加。在中间级中,流量系数变 化很小。
压气机中防止喘振的措施 在大致了解了发生喘振现象的基本原因之后,就有条 件来讨论压气机中防止喘振的措施。 概括起来说,目前有以下的措施: 1. 设计压气机时,应该合理地选择各级之间的流量系 数的分配关系,力求扩大压气机的稳定工作范围。 2. 采用可转的进口导叶和静叶的防喘措施。 3. 在压气机通流部分的某一个或若干个截面上,安 装防喘放气阀的措施。 4. 用双转子压气机措施。
压气机发生喘振的物理过程

压气机发生喘振的物理过程压气机是一种用于将气体压缩的设备,它在工业生产中起到至关重要的作用。
然而,在使用过程中,有时会发生喘振现象,这对设备的正常运行和工作效率都会产生负面影响。
喘振是指压气机在工作过程中出现的不稳定振动现象,通常伴随着噪音和能量损失。
本文将从物理过程的角度来探讨压气机发生喘振的原因和机理。
喘振的发生与压气机内部的流体动力学过程密切相关。
在压气机中,气体经过一系列的叶轮和蜗壳等部件,受到动力机构的驱动,被压缩和排出。
在正常工作状态下,气体的流动是稳定的,压力和流速都在一定范围内波动。
然而,当某些因素引起流动不稳定时,就会导致喘振的发生。
喘振的原因可以分为两类,一类是外部扰动引起的,另一类是内部不稳定性引起的。
外部扰动主要包括进气扰动和出口阻力扰动。
进气扰动是指进气系统中的涡流、涡脱落等不规则气流现象,这些扰动会通过叶轮和蜗壳传递到压气机内部,引起流动不稳定,进而导致喘振的发生。
出口阻力扰动是指压气机出口处的阻力突然变化或不均匀分布,这会导致气体流动不稳定,并引起喘振。
内部不稳定性是指压气机内部的流动自身存在的不稳定性。
在压气机中,气体流动存在着许多复杂的物理现象,如层流、湍流、分离等。
当流动速度、压力等参数发生变化时,这些物理现象可能会相互作用,产生不稳定振动。
这种不稳定性在一定条件下会造成压气机喘振。
除了以上两类原因,压气机本身的结构和工作状态也会影响喘振的产生。
例如,叶轮的几何形状和叶片的角度、叶轮和蜗壳之间的间隙等,都会对气体流动产生影响。
如果这些参数设计不合理或存在缺陷,就会增加压气机发生喘振的风险。
总结起来,压气机发生喘振是由于外部扰动和内部不稳定性相互作用的结果。
外部扰动可以通过改进进气系统和出口阻力的设计来减小;内部不稳定性则需要通过优化压气机的结构和工作状态来解决。
此外,定期维护和检修压气机也是预防喘振的重要措施,及时发现和修复存在的问题,保证设备的正常运行。
在实际工程应用中,喘振的发生会给生产过程带来很大的困扰和损失。
压气机喘振的原理

压气机喘振的原理压气机喘振,普遍存在于二元喉管流(比如喷气发动机、压气机)的流动过程中,是一种类似“呼吸”的现象。
在高速气体穿过方管时,由于气体的压力改变和阻力作用,流动状态会出现波动和不稳定,进而导致了压力和速度的“迂回振荡”。
压气机的喘振现象来源于流动不稳定性,流动不稳定性是指当流体穿越限制边界时,受到各种扰动的影响,流体在某些条件下会表现出不确定的振荡现象。
喘振是流动不稳定性现象的一种,通常伴随着能量的积累和释放。
当流动受到鼓风等外部扰动时,流动状态就会开始出现小幅度的振荡或波动。
如果这种紊乱能量超过流体分子能量的二倍,就会发生机械振荡,也就是喘振现象。
压气机喘振的发生,通常是由于压气机整体输出功率和自身阻力之间的失衡所引发的。
当压气机输出流量偏大,而压力不足时,气体内部就会发生空气“空心化”现象,即流场内部产生低气压的空洞,导致压气机端面的倒流。
这会使得叶栅的进风和出风端面产生流量不匹配,造成叶栅上下流前后的不稳定压力差,进而引发气体的迂回振荡和波动。
叶片振动会造成压缩机叶片间隙的变化和非均匀冲击波的进一步扩散,进而加大压缩机的振荡幅度,形成了压气机的喘振现象。
针对压气机喘振现象的防止措施包括调整流量平衡、增加阻尼、改变叶栅几何结构等。
调整流量平衡是指增加输出压力,减小流量过载,防止产生过多的倒流。
增加阻尼是指将阻尼材料添加到振荡部位,以防止流动振荡引起喘振。
调整叶栅几何结构是指对其进行形状优化,减少波动能量的生成和传播,并能有效提高流场的稳定性。
总之,压气机喘振是一种常见的流体力学现象,对于压气机的正常运行和性能影响很大。
采取一定的措施,针对性地解决或减少流动不稳定性,能够有效地降低叶栅振荡和压气机的喘振现象发生。
压气机喘振的原因分析及防治措施毕业论文

毕业设计(论文)论文题目:压气机喘振的原因分析及防治措施所属系部:指导老师:职称:高工学生姓名:班级、学号:专业:航空机电设备维修毕业设计(论文)进度计划表本表作评定学生平时成绩的依据之一。
压气机喘振的原因分析及防治措施【摘要】本论文主要阐述了航空发动机喘振的原因与防治措施。
发动机作为飞机的心脏被誉为“工业之花”它直接影响飞机的性能、可靠性及经济性而发动机的喘振就是发动机的所有故障中最常见也是最有危害性的一个。
现就从喘振的形成发生的条件预防措施及使用维护中注意的事项做以浅析。
压气机喘振是气流沿压气机轴线方向发生的低频率高振幅的震荡现象。
这种低频率高振幅的气流振荡是一种很大的激振力来源他会导致发动机机件的强烈机械振动和热端超温并在很短的时间内造成机件的严重损坏所以在任何状态下都不允许压气机进入喘振区工作。
关键词:航空发动机喘振预防措施预防措施超温熄火停车Abstract: This thesis describes the aviation engine surge causes and prevention measures. Aircraft engine as the heart, known as "the flower industry", which directly affect aircraft performance, reliability and economy, while the engine surge is all engine failure is the most common but also the most hazardous one. From now on surge formation, occurring conditions,preventive measures and precautions in the use and maintenance to do with Analysis. Airflow compressor surge is occurring along the axial direction of the compressor, low frequency,high amplitude oscillation phenomenon. This low-frequency high amplitude oscillations of air is a source of great centrifugal force, it causes the engine parts of the intense mechanical vibration and thermal side-temperature, and in a very short time result in serious damage to the mechanical parts, Therefore, in any state are not allowed to enter the compressor surge zone work.Key words:Aircraft engine surge PRECAUTIONS overtemperature shutdown Parking目录1 概述 (3)2 喘振的认识 (5)2.1压气机工作原理 (5)2.1.1基元级速度三角形 (5)2.1.2增压原理 (6)2.2喘振的定义 (7)2.3喘振的表现及危害 (8)2.3.1案例 (8)3 造成发动机喘振的原因 (10)3.1气流分离 (10)3.2叶片槽道的扩压性 (11)3.3旋转失速 (12)3.3.1旋转失速的定义: (12)3.3.2低速气流区的生成: (12)3.3.3旋转失速分类: (12)3.3.4旋转失速的主要特征: (12)3.3.5旋转失速的影响: (12)3.3.6旋转失速与喘振的关系: (13)4 喘振的预防及应采取的措施 (14)4.1通过改进发动机结构设计来预防喘振 (14)4.2通过设计喘振控制系统来防止喘振的发生 (14)4.2.1喘振控制系统常用的防止喘振方法: (14)4.2.2可旋转导向叶片 (15)4.2.3控制供油规律 (16)4.3正确操作,精心维护发动机,也能避免喘振的发生 (16)4.4战斗机发射武器时发动机喘振采取的措施 (17)4.5飞行过程中发动机喘振采取的措施 (17)4.5.1 副油路节流嘴直径(压降)对主调节器的影响 (17)4.5.2 升压限制器投入工作点对防喘切油的影响 (18)4.5.3 定压源不稳定对防喘切油过程的影响 (18)4.5.4 副油路节流嘴直径改变对主油路节流嘴影响 (18)4.5.5 层板节流器流量对防喘切油的影响 (18)结束语 (3)谢辞 (4)文献 (5)1 概述近几十年来,随着航空事业的发展,飞行器的安全性和可靠性越来越引起人们的重视,特别是民用客机,一旦发生故障,轻则影响飞机的性能,重则机毁人亡,后果不堪设想。
压气机的原理和特性

第二十页,共62页。
21
➢ 影响压气机级的增压能力的因素(限制条件)
➢ 叶片材料许用应力(强度)的限制 圆周速度u不能过大
➢ 叶栅气动性能的限制
气流转折角Δβ不宜过大
压气机的原理和特性
第一页,共62页。
主要内容 2
压气机的类型及特点 压气机级的工作原理 压气机的特性 压气机的不稳定工况 压气机的结构
第二页,共62页。
(一)压气机的类型及特点
3
1.压气机的作用
——向燃气轮机的燃烧室连续不断地供应高压空气。
2.压气机的类型
轴流式:Axial-flow Type Air Compressor
压气机(>400 kPa)
第六页,共62页。
轴流式压气机和离心式压气机性能比较 7
比较项 气流总体流向
优点
缺点 应用率高 (80%-92%)
级的增压能力低 (单级压缩比1.15-
1.35)
大中型燃气轮机
径向
级的增压能力高 (单级压缩比高达4-
4.5)
流量小、效率低 (75%-85%)
压 气 机 工 作 范 围 (qVm axqVm in)/qVm in 式 中 : qVm ax— — 某 转 速 下 压 气 机 进 口 的 最 大 空 气 流 量 ;
qVm in?— 同 转 速 下 压 气 机 进 口 的 最 小 空 气 流 量 。
第二十八页,共62页。
4.压气机的通用特性线
23
c22
c32 2
q2
第十九页,共62页。
压气机防喘措施
压气机防喘振措施嘿,小伙伴们,今天咱们来聊聊压气机的防喘振措施。
你们知道吗,压气机喘振可是个大问题,就像是咱们跑步时突然喘不过气来一样,压气机也会出现这种情况,不过它的“喘”可是会直接影响到整个机器的运行哦!要想防止压气机喘振,咱们得从它的工作原理说起。
压气机啊,就像是个大力士,得不停地吸气、压缩、再排气,才能维持机器的正常运转。
但是呢,有时候它吸进的空气太多或太少,就会导致内部的压力不稳定,从而产生喘振现象。
所以啊,咱们得想点办法,让它吸进的空气量刚刚好。
第一个妙招,就是中间放气。
这就像是咱们吃饭,吃撑了就得松松裤腰带,让肚子舒服点。
压气机也一样,当它吸进的空气太多时,咱们就打开放气阀,让一部分空气溜出去,这样它的压力就不会太高了。
当然啦,这个放气阀得是个智能的家伙,得知道什么时候该开、什么时候该关,不然咱们可就亏大了,毕竟放出去的可都是白花花的能量啊!第二个妙招,是改变压气机的进口叶片角度。
这就像是咱们开车,遇到上坡就得加大油门,让车子更有劲。
压气机也一样,当它吸进的空气量不够时,咱们就调整进口叶片的角度,让空气更容易被吸进去。
这样一来,压气机就能吸到足够的空气,保持稳定的运行啦!第三个妙招,是双转子或三转子设计。
这就像是咱们团队合作,每个人都有自己的特长,相互配合才能完成任务。
压气机也一样,采用双转子或三转子设计后,每个转子都有自己的工作范围和最佳转速。
这样一来,无论机器运行在什么状态下,都能找到最合适的转子来配合工作,避免喘振现象的发生。
好啦,今天咱们就聊到这里啦!希望这些防喘振措施能帮到大家,让咱们的压气机都能健健康康地运行!记得哦,机器也是咱们的“小伙伴”,得好好照顾它们才行!。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
压气机防止喘振的措施——2、IGV
▪ 2、采用可转的进口导叶和静叶的防喘措施 ▪ 压气机进口导叶固定不调和可调时,气流速度三角形的变化情况 ▪ a. 进口导叶不调 b.进口导叶可调 ▪ (由于在低转速工况下,压气机的前几级最容易进入喘振工况,因而,通
常就把压气机进口导叶,设计成为可轉动(可调)的。)
▪ 3 在多级轴流式压气机中,发生在最后几级的喘振现象,要比在 最前几级中发生的喘振现象更加危险。因为在压气机的最后几级 中发生喘振现象时,机组的负荷一定很高,而这些级的叶片又比 较短,气流的脱离现象很可能在整个叶高范围内发生,再加上当 地的压力又很高,压强的波动就比较厉害,因而气流的大幅度脉 动就会对机组产生非常严重的影响;
压气机原理
06 喘振
压气机中发生喘振的原因
▪ 流量变化时,在叶栅的喘振的原因
▪ 当空气流量增大时 ,气流的轴向速度就要加大。假如压 气机的转速恒定不变,那么,1和2也会增大,由此产生 了负冲角。当空气流量继续增大,而使负冲角加大到一定 程度后,在叶片内弧表面上就会发生气流附面层的局部脱 离现象。但是,这个脱离区不会继续发展。这是由于当气 流沿着叶片的内弧侧流动时,在惯性力的作用下,气流的 脱离区会朝着叶片的内弧面方向挤拢和靠近,因而,会阻 止脱离区的进一步发展。此外,在负冲角的工况下,压气 机的级压比有所减小(流量增加,压比减少),在这时, 即使产生了气流的局部脱离区,也不至于进一步发展形成 气流的倒流现象。
压气机中发生喘振的原因
▪ 当流经工作叶栅的空气流量减小时 ,情况就完全不同了。 那时,气流的1和2角都会减小。然而,当1和2角减小 到一定程度后,就会在叶片的背弧侧产生气流附面层的脱 离现象。只要这种现象一出现,脱离区就有不断地发展扩 大的趋势。这是由于当气流沿着叶片的背弧面流动时,在 (离心)惯性力的作用下,存在着一种使气流离开叶片的 背弧面而分离出去的自然倾向。此外,在正冲角的工况 下 ,压气机的级压比会增高,因此,当气流严重脱离时, 气流就会朝着叶栅的进口倒流,这就为发生喘振现象提供 了条件。
会较大的正冲角,而使压气机进入喘振工况:于是人们设想出在最容易进入喘振 工况的某些级的后面,开启一个或几个旁通放气阀,迫使更多的空气流过放气阀 之前的那些级(那时,流经这些级的空气流量必然要比流往放气阀后面各级中去 的空气量多,它们之间的差值,就是通过放气阀排向大气的流量),这样就有可 能避免在这些级中产生过大的正冲角,从而达到防喘的目的。
压气机防止喘振的措施
▪ 当对机组发出停机信号之后,并且当机组的转速已经下降到额定转速 的87.5% 时,这时再次通过油动机去推动这个大齿圈作反向转动, 使压气机的进口可转导叶的安装角重新关小到 =44的位置上。
▪ 采用了进口可转导叶的措施,不仅可以防止压气机的第一级进入到喘 振工况,而且还能使其后各级的流动情况也得到改善。因为,当压气 机第一级动叶栅中气流的正冲角减小时, 级的作功量就会减小。也就 是说,在第一级出口处,空气的压力会减小,这样就可以增大流到其 后各级中去的空气容积流量,使这些级的气流的正冲角也适当减小, 因而也有利于改善这些级的稳定工作特性。
旋转脱离
▪ 上述气流脱离现象,往往并不是在压气机工作叶栅沿圆周 整圈范围内同时发生的。试验研究表明:一般来说,由于 叶栅中叶片形状和分布不均匀性以及气流沿周向分布不均 匀性,在小流量大冲角的工况下,气流的脱离往往总是在 某一个或几个叶片上发生的。一般情况,在整个环形叶栅 沿圆周方向范围内,可以同时产生几个比较大脱离区,而 这些脱离区的宽度只不过涉及到一个或几个叶片通道而已。 这些脱离区并不是固定不动的,这些脱离区会依次沿着与 叶轮旋转方向相反的方向转移。因而,这种脱离现象又称 为旋转脱离。
压气机防止喘振的措施
▪ 压气机进口可转导叶的示意图。
▪ 当燃气轮机起动时,在机组的转速升到额定转速 的95%之前,进口可转导 叶的安装角将始终固定在 =44的位置上。当机组的转速升到额定转速 时, 带动齿圈动作的油动机,在液压油的作用下,通过活塞和连杆机构的动作, 使大齿圈转动一定角度。这样,就把每个可转导叶的安装角迅速地开大到 =80的位置上。此后,当机组进入正常运行状态后,压气机进口可转导叶 的安装角将始终保持在 =80的位置上。
▪ 4 进、排气口的流动情况很不均匀的压气机,就越容易发生喘振 现象。
压气机防止喘振的措施——1、设计
▪ 1 在设计压气机时,应该合理地选择各级之间的流量系 数 的分配关系,力求扩大压气机的稳定工作范围。
▪ 由于在低速工况下,压气机的前几级最容易发生喘振,因 而在设计那种需要经常在低于设计转速工况下运行的压气 机时,就应该把压气机前几级的流量系数选得大些。此外, 这些级的作功量应该取得小些,这样就能保证压气机前几 级不容易进入喘振工况。反之,在设计转速恒定不变的压 气机,或者是运转速度容许比设计转速稍微高一些的压气 机,我们就应该把这类压气机的后几级的流量系数取得大 些,以扩大后面几级叶栅的稳定工作范围,使具备有较大 的喘振裕度。
▪ 但一般在燃气轮机中,高于设计转速下运行是不 希望的。因而,后一种喘振工况不会经常遇到; 可是,在燃气轮机的起动过程中,或是在变转速 的工况下运行时,压气机却会经常处在低于设计 转速的情况下工作。那时,压气机就很有可能由 于在前几级中发生强烈的旋转脱离现象而进入喘 振工况。为了保证机组启动工况和低转速工况下 能够正常运行,就必须采取相应的防喘振措施。
▪ 压气机中出现旋转脱离后,压比和效率都要下降,而且由于气流参数的周向 不均匀分布而引起脉动。一般把单级压气机开始发生旋转脱离时那个流量作 为该级的稳定工作界限。出现旋转脱离还不等于喘振。
旋转脱离进一步发展——喘振
▪ 当空气流量继续减小,致使旋转脱离进一步发展之后,在 整台压气机中才能出现不稳定的喘振现象。那时,压气机 的流量和压力就会发生大幅度的低频周期性波动,并伴随 有怒吼似的喘振声响,甚至会有气流从压气机的进口处倒 流出来,这时,会使整台机组产生强烈地振动。在这种情 况下,压气机就完全不能正常工作了,这时往往就会进一 步导致机组严重毁坏事故的发生。
▪ 高压级,由于前面各级压比很低,由此该机前的压力低于设计压力, 密度低于设计工况的密度,而比体积高于设计工况的比体积,因此体 积流量相对的减少的较少,轴向速度减少的较少。
▪ 圆周速度的变化对低压级和高压级是相同的。 ▪ 从而得到上面的速度三角形。
喘振
▪ 当压气机在高于设计转速的情况下工作时,情况 相反。
喘振
▪ 以设计工况为基准进行比较。设计工况下有一定的压比、各级前的压 力、体积流量,以及相应的轴向分速。
▪ 转速低于设计转速时: ▪ 压气机低压级:体积流量和压比都很小。注意进口压力,由于流量小,
流动损失小,第一级前空气的压力反而有所增加,体积流量减少较多, 因此轴向速度降低较多,由此产生正冲角,容易引起背弧脱离。
转速偏离设计值时,哪些级中最容易 发生旋转脱离现象
▪ 当实际工作转速比设计转速有所下降时,压气机的压比要下降。这时 末几级中的空气压力和密度降低了。而在前几级中,与设计工况相比 较,其压力和密度却均有所增加。因为在大气压力恒定不变的前提下, 随着空气流量的减小,气流在压气机进口收敛器中的降压加速效应减 弱了。同时,由于进气流道中气流速度的降低,流动的压力损耗又略 有所下降,因而,在压气机的第一级入口处,气流的压力和密度,反 而比设计工况下的数值要高。这样就使轴向分速比czz/c1z增加了。这 意味着,当转速减小时,轴向分速czz下降得比c1z 慢些。在轴流式压 气机中,由于各级的直径变化不大,可以近似地认为各级圆周速度相 等。结果使各级中的流量系数=cz/u发生变化,流入各级的气流方向 就发生变化。
喘振小结
▪ 1 级压比越高的压气机,或者是总压比越高和级数越多的压气机, 就越容易发生喘振现象。这是由于在这种压气机的叶栅中,气流 的扩压程度比较大,因而也就容易使气流产生脱离现象。
▪ 2 多级轴流式压气机的喘振边界线不一定是一条平滑的曲线,而 往往可能是一条折线。据分析认为:其原因可能是由于在不同的 转速工况下,进入喘振工况的级并不相同的缘故;
▪ 静叶的转动,其道理和进口可转导叶一样。考虑到中间级在低速时, 偏离设计情况不大,一般就不必转动静叶了。根据实践,对高压比的 压气机,一般转动前面一、二级的静叶已效果明显,只有在压比很高 时,才需要转动更多的静叶。
压气机防止喘振的措施——3、防喘放气阀
▪ 3、在压气机通流部分的某一个或若干个截面上,安装防喘放气阀的措施。 ▪ 鉴于机组在启动工况和低转速工况下,流经压气机前几级的空气流量过小,以致
▪ 经验指出:与设计工况偏离最远的是前几级和末几级,而中间各级相 对于设计工况的变化较小。
喘振
▪ 转速低于设计转速时各类级冲角的变化
▪ 从该图中可看出:当转速降低时(与设计转速相 比),气流在头几级中(正)冲角加大了,而冲 角增加得太甚时,就可能产生旋转脱离和喘振。 在末几级中,冲角减小,这时增压值和效率就迅 速降低。
旋转脱离
▪ 压气机叶栅中的旋转脱离现象
旋转脱离
▪ 假如压气机的叶栅如图上所示,正以速度u 朝右侧方向移动。当时,由于空 气流量的减少,在叶片2 的背弧面上首先出现了气流的强烈脱离现象。可以 设想:这时,处于叶片2和叶片3 之间的那个通道就会部分地,或是全部地 被脱离的气流所堵塞。这样就会在这个通道的进口部分,形成一个气流停滞 区(或称为低流速区),它将迫使位于停滞区附近的气流,逐渐改变其原有 的流动方向,即:使位于停滞区右边的那些气流的冲角减小,因而,叶片1 的绕流情况得到改善,气流的脱离现象将逐渐消失;同时,使位于停滞区左 边的那些气流的冲角加大,从而促使在叶片3 的背弧侧开始发生气流的脱离 现象。由此可见,气流的脱离区并不是恒定地固定在某一个叶片上的,而是 它会以某一个与叶栅的运动方向相反的速度,从右侧朝左侧方向逐渐转移。 试验表明:脱离区的转移速度一般要比叶栅的圆周速度低。因此若你是站在 地面上去观察,脱离区是沿着与叶轮转向相同的方向而以较小的速度转动着。