自动上下料试验生产线排布图
生产线自动化改造方案

4、总体要求4.1 不改变原有工艺原则。
4.2增加机器防撞系统。
4.3增加安全围栏,要从软件和硬件两方面考虑机床事宜。
4.4考虑物流临时存储事宜。
4.5整线节拍按照32S考虑(包含机器人/机械手上下料等所有辅助时间)。
4.6整线自动化、信息化,每台设备都有自动和手动两种模式。
(整线工作时,当其中一台设备出现故障,其余设备和自动线可以正常工作)。
4.7生产模式确定:确定月度生产计划和排产模式。
同时加工2个产品,但2个产品的产能分配存在1:1和1:3分配两种方式。
4.8投标时供方以PPT方式进行现场展示。
4.9整体布局按照南侧预留1.5米通道,两条布局线之间预留至少2.5米的换产通道,将维修和物流通道留在最北侧。
5、自动线具体要求5.1、生产线基本信息如下:5.1.1设备型号和工艺流程见附件一。
5.1.2生产线原设备布局图见附件二,供参考。
5.1.3产品图纸和工艺附图见附件三。
5.1.4戴姆勒连杆单支工件检测内容和时间见附件四,供参考。
5.1.5 生产线部分设备I/O点等电气配置见附件五。
5.1.6生产线各工序刀具换刀频次和换刀所用时间见附件六。
5.1.7 戴姆勒线设备时间利用情况统计见附件七。
5.1.8连杆自动线MES系统需求统计见附件八。
5.1.9生产线MES设备数据采集技术要求见附件九。
5.2 原第三、第四单元需增加工装和铁屑清理改造,对现场的夹具改造,要实现自动清屑功能,减少人工干预。
工装与现场已有2套自动化夹具结构保持一致(戴姆勒要求)。
5.3天润完成现场设备通讯用的设备改造(DP模块增加等)。
5.4完成操作面板和侧面观察窗改造部分,需要操作面板在自动化上下料区域外可随时操作(如自动化设计不需要改造则可以不改造)。
5.5完成胀断机床螺栓上料改造,实现螺栓自动上料。
5.6对综合测量仪进行改造,实现自动测量;为保证测量时工件干净,在珩磨和测量之间增加清洗机,在测量前不允许有杂物和水等影响测量的因素。
自动化在组装厂的应用培训资料PPT(共 30张)

(5)传感器与控制系统
每台专机完成各自的装配操作循环,必须具有相应的传感器与控 制系统,除此之外,为了使各台专机的装配循环组成一个协调的系统, 在输送线上还必须设置各种对工件位置进行检测确认的传感器。例如 工件确实存在而且控制系统需要放行工件时分料机构才开始动作、工 件暂存位置确实有工件而且控制系统需要机械手抓取工件进行上料时 机械手才开始取料,等等。
自动化在組裝廠得應用
什麽是組裝自動化?
組裝自動化
主要从事产品制造后期的各种装配、检测、 标示、包装等工序,操作的对象包括多个各种 各样的零件、部件,最后完成的是成品或半成 品。
机械加工自動化
機械加工自动化的加工对象是单个的机械零件
組裝自動化的應用
主要应用于
产品设计成熟、市场需求量巨大、需要多 种装配工序、长期生产的产品制造场合。
其结构原理如下图所示。
典型的自动化装配生产线结构原理示变速器、香烟、计算机硬盘、 计算机光盘驱动器、电气开关、继电器、灯 泡、锁具、笔、印刷线路板、小型电机、微 型泵、食品包装、手機、電視、汽車等。
組裝自動化線结构包括?
自动化装配生产线在结构上主要包括: ·输送系统 ·各种分料、挡停及换向机构 ·各种自动上下料装置 ·各种自动化装配专机 ·传感器与控制系统 除此之外,经常还可能有部分人工操作的工序,用于
振動盘
(3)各种自动上下料装置
机械手抓取的对象更广,既可以抓取很微小的零件,也可以抓取具有一定尺寸 和重量的零件。
为了简化结构,在自动化专机的设计中,通常将自动上下料机械 手直接设计成专机的一部分,而且通常的上下料操作只需要两个方向 的运动即可实现。所以这种机械手采用配套的直线导轨机构与气缸组 成上下、水平两个方向的直线运动系统,在上下运动手臂的末端假设 吸盘或气动手指即可。
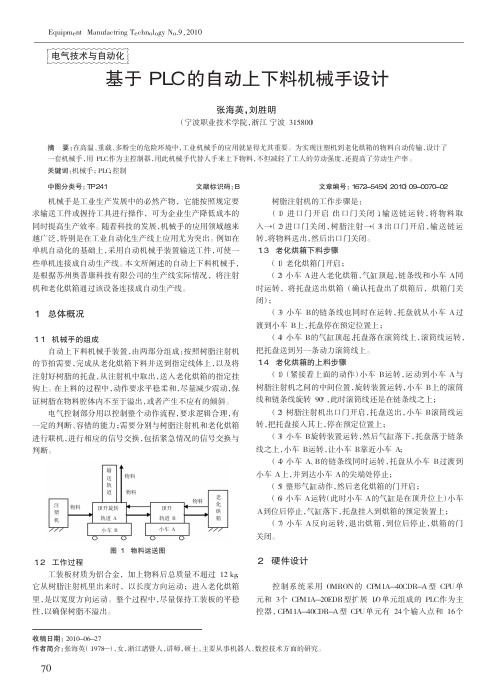
基于PLC的自动上下料机械手设计
中图分类号:TP241
文献标识码:B
机械手是工业生产发展中的必然产物,它能按照规定要 求输送工件或握持工具进行操作,可为企业生产降低成本的 同时提高生产效率。随着科技的发展,机械手的应用领域越来 越广泛,特别是在工业自动化生产线上应用尤为突出。例如在 单机自动化的基础上,采用自动机械手装置输送工件,可使一 些单机连接成自动生产线。本文所阐述的自动上下料机械手, 是根据苏州奥普康科技有限公司的生产线实际情况,将注射 机和老化烘箱通过该设备连接成自动生产线。
经现场运行调试,该自动上下料机械手运行良好,达到了 设计要求。客户使用后反映,该设备运行稳定性好,可靠性高, 投入生产线后,大大减少了企业劳动力成本,提高了生产效率。
参考文献:
[1] 吴鸿平.基于 PLC 的清花生产 线 自 动 控 制 系 统 [J]. 机 电 设 备 ,
2004,(6):34-36
2007,(9):31-32.
[5] 熊幸明,曹才开. 一种工业机械手的 PLC 控制[J].微计算机信息,
2006,22(11):121-122.
[6] 张慧鹏,刘小琴,等. 基于 PLC 控制的工业机械手[J]. 机械管理开
发,2009,24(4):45-46.
(下转第 74 页)
71
Equipment Manufactring Technology No.9,2010
在准确测量出铂电阻的阻值后,最后一步就是将铂电阻 的阻值转换为对应的温度值,可以很容易地采用查表法和线 性查值法相结合的方法,实现铂电阻的阻值与对应的温度值 的变换。
4 实验结果
采用本文的铂电阻测量方法,用在热量表的温度测量中 (PT1000 铂电阻)进行实验。对热量表用标准电阻箱在 0℃和 100℃进行高低点校准后,接 PT1000 铂电阻对实际的恒温槽 进行多个温度点的测量。根据对多块表的实测统计,25℃时, 在测量范围内(0~95 ℃),热量表温度测量的总体误差为 ± 0.15 ℃。
机器人上下料方案
机器人上下料方案概述机器人上下料方案是一种自动化处理方案,使用机器人来完成工件的上料和下料操作。
这种方案充分利用了机器人的高速、高精度和重复性能力,能够大幅提高生产效率和操作精度,同时降低工人的劳动强度和操作风险。
本文将介绍机器人上下料方案的设计原理、工作流程和应用场景,并探讨其优势和不足之处。
设计原理机器人上下料方案的设计原理基于机器人的灵活性和智能化。
常见的机器人上下料方案包括两种方式:固定夹具和可变夹具。
•固定夹具方案:将工件固定在夹具上,机器人通过定制的夹具装卸工件。
这种方案适用于工序相对固定且工件较稳定的生产线,在生产环境中常见。
•可变夹具方案:通过机器视觉和感应器技术,机器人实时感知工件的位置和姿态,然后根据实际情况,调整夹具的形状和位置,完成工件的上下料。
这种方案适用于工序较为复杂或者工件形状不规则的生产线。
工作流程机器人上下料方案的工作流程通常包括以下几个步骤:1.工件识别:通过机器视觉系统,识别工作区域中的工件位置和姿态信息。
2.路径规划:根据工件的位置和姿态信息,确定机器人的最佳运动路径。
3.夹具调整:根据工件形状和尺寸,调整夹具的形状和位置,以确保工件能够安全地被机器人抓取。
4.上料/下料:机器人根据路径规划,将工件从指定位置上料到指定机器或装置上,或者将加工完成的工件从机器或装置上下料到指定位置。
5.检测和反馈:机器人上下料完成后,通过感应器和视觉系统对工件和装置进行检测,确保上下料操作的准确性和质量。
6.数据记录与管理:记录上下料操作的相关数据,比如工件的序号、产量、质量等,以便后续数据分析和生产管理。
应用场景机器人上下料方案在工业自动化生产中有广泛的应用场景,特别是在以下领域:1.汽车制造业:机器人上下料方案可以应用于汽车组装生产线中,用于上料、下料和装配操作。
2.电子工业:机器人上下料方案可以应用于电子器件的生产线中,实现自动化的物料搬运和装配。
3.医药行业:机器人上下料方案可以应用于药品和原料的生产线中,提高生产效率和产品质量。
机械毕业设计830机车轴承座自动上下料机构

机车轴承座自动上下料机构及其控制系统设计第一章自动上下料机构的总体构想该装置是机车轴承座自动生产线上的辅助装置之一,主要完成抓取工件,提升一定高度,旋转,移位,松开工件等几个基本功能。
其主要技术指标如下:1. 工件重量约为70Kg;2. 工件最大尺寸(长,宽,高):440×92×290(具体见零件图);3. 最大操作范围:提升高度为70mm,转动角度为90°,水平移动为400mm;4. 机械手的自由度数为3(上升,转动,平移);5.定位精度:属于上下料机构,本身精度要求不高;6.装料高度:1050mm;7.性能要求:抓取可靠、灵活,松放平稳,定位可靠。
在满足上述各项功能的前提下,我们尽量采用结构简单,制造方便的零部件来组成该机车轴承座的自动上下料专用机构即机械手。
根据机械手所要实现的基本功能,我们采用圆柱坐标式机械手。
其手臂的运动系由两个直线运动和一个回转运动所组成,即沿X轴的平移、沿Z轴的升降和绕Z轴的回转,而手部的夹放动作不能改变工件的位置和方位,故它不计为自由度数,因此该机械手具有三个自由度数即可满足使用要求。
根据实际需要我们选用液压传动机械手:以油液的压力来驱动执行机构运动。
其主要特点是:抓重可达几百公斤以上、传动平稳、结构紧凑、动作灵敏。
安排夹紧液压缸,升降液压缸,回转液压缸和移动液压缸来分别实现夹紧松开、升降、转动和平移各项功能。
为了实现对机械手的各个动作的顺序控制,我们采用PLC控制各动作的执行元件。
该机械手的具体结构为:使用两个立柱作为支撑架,在支架上钻两个孔,把装有滑板及连接板和平移液压缸的导轨装于支架的孔里,采用螺钉进行紧固。
滑板上装有由升降缸和回转缸组成的臂部及手指式手部和驱动手部夹紧、松开的夹紧液压缸。
滑板带动工件一起移动实现平移,移动液压缸与滑板的运动可以由齿轮与齿条的传动来实现。
第二章 机械手的具体设计2.1 手部的设计2.1.1 类型选择根据工件形状、尺寸、重量、材料和表面等状况,选用回转型两指式手部。
SMT工艺流程及组装生产线ppt课件
翻板
清洗
A面再流焊接
焊膏烘干 胶黏剂固化
贴装SMD
胶黏剂固化
B面
双波峰焊接
清洗
图2-7双面表面组装工艺流程(b) 第六种方式
最终检测
15
SMT生产线的设计—生产设备
常见的生产设备:
JUKI贴片机
日立印刷机
富士贴片机 劲拓回流焊机
16
SMT生产线的设计—主要设备的位置与分工
Screen Printer
2.按照生产线的规模大小:可分为大型、中型和小型生产线 大型生产线:具有较大的生产能力,一条大型生产线上的贴装机由一台 多功能机和多台高速机组成; 中、小型 SMT 生产线:主要适合中、小型企业和研究所,满足中、小 批量的生产任务。贴装机一般选用可采用一台多功能机;如果有一定 的生产量,可采用一台多功能机和一至两台高速机。
Mount
AOI
Reflow
17
SMT生产线的设计—印刷机
焊膏印刷机:
位于SMT生产线的最前端,用来印刷焊膏或贴片胶。它将焊膏或贴片 胶正确地漏印到印制板的焊盘或相应位置上。
18
SMT生产线的设计—印刷机
HITACHI全自动网板印刷机NP-04LP
采用Windows NT交互式操作系统, 操作便捷,高速、高精度、重复印刷性好 定位精度达±15μm; 适宜细间距QFP、SOP等器件的连续印刷 50×50mm≤印刷尺寸≤460×360mm
9
SMT的组装工艺流程—双面混合组装
来料检测
组装开始 A面涂胶黏剂 贴SMIC
焊膏 烘干
再流焊接
翻板
胶黏剂固化 贴装SMD
PCB B面 涂胶黏剂
翻板
插装元件 引线打弯
基于plc的机床上下料机械手设计(含中英文翻译+梯形图)
第 1 章绪论1.1 选题背景机械手是在自动化生产过程中使用的一种具有抓取和移动工件功能的自动化装置,它是在机械化、自动化生产过程中发展起来的一种新型装置。
近年来,随着电子技术特别是电子计算机的广泛应用,机器人的研制和生产已成为高技术领域内迅速发展起来的一门新兴技术,它更加促进了机械手的发展,使得机械手能更好地实现与机械化和自动化的有机结合。
机械手能代替人类完成危险、重复枯燥的工作,减轻人类劳动强度,提高劳动生产力。
机械手越来越广泛的得到了应用,在机械行业中它可用于零部件组装,加工工件的搬运、装卸,特别是在自动化数控机床、组合机床上使用更普遍。
目前,机械手已发展成为柔性制造系统FMS 和柔性制造单元FMC中一个重要组成部分。
把机床设备和机械手共同构成一个柔性加工系统或柔性制造单元,它适应于中、小批量生产,可以节省庞大的工件输送装置,结构紧凑,而且适应性很强。
当工件变更时,柔性生产系统很容易改变,有利于企业不断更新适销对路的品种,提高产品质量,更好地适应市场竞争的需要。
而目前我国的工业机器人技术及其工程应用的水平和国外比还有一定的距离,应用规模和产业化水平低,机械手的研究和开发直接影响到我国自动化生产水平的提高,从经济上、技术上考虑都是十分必要的。
因此,进行机械手的研究设计是非常有意义的。
1.2 设计目的本设计通过对机械设计制造及其自动化专业大学本科四年的所学知识进行整合,完成一个特定功能、特殊要求的数控机床上下料机械手的设计,能够比较好地体现机械设计制造及其自动化专业毕业生的理论研究水平,实践动手能力以及专业精神和态度,具有较强的针对性和明确的实施目标,能够实现理论和实践的有机结合。
目前,在国内很多工厂的生产线上数控机床装卸工件仍由人工完成,劳动强度大、生产效率低。
为了提高生产加工的工作效率降低成本并使生产线发展成为柔性制造系统适应现代自动化大生产针对具体生产工艺利用机器人技术,设计用一台装卸机械手代替人工工作,以提高劳动生产率。
瑞士gudel公司自动化产品自动上下料简介
提高产品质量
自动化系统能够保证生产过程中的稳 定性和一致性,从而提高产品质量。
增强企业竞争力
自动化产品能够满足现代制造业对于 高效、高质、低成本的生产需求,增 强企业在市场中的竞争力。
对行业的影响与启示
引领行业变革
gudel公司的自动化产品自动上下 料系统对整个制造业产生了深远
影响,推动了行业的变革与发展。
系统实施流程与注意事项
流程设计
首先进行系统需求分析,明确上下料自动化目标,然后进行 系统架构设计、硬件配置和软件编程。
注意事项
确保系统安全性、稳定性和可靠性,避免设备故障和生产事 故;同时,要充分考虑生产线的兼容性和扩展性,以便未来 升级和改造。
系统实施效果评估与改进建议
效果评估
通过实际运行数据和生产效益分析, 评估系统实施效果,包括生产效率提 升、成本降低、质量稳定等方面。
改进建议
根据评估结果,提出针对性的改进措 施和建议,如优化系统配置、改进工 艺流程、提高设备精度等,以进一步 提升系统性能和生产效益。
系统未来发展方向与展望
智能化
01
结合人工智能、机器学习等技术,实现自动上下料系统的智能
化控制和管理,提高生产自动化水平。
模块化
02
将系统模块化设计,便于快速组装和拆卸,提高生产效率和设
瑞士gudel公司自动化产品 自动上下料简介
• 公司简介 • 自动化产品自动上下料系统概述 • gudel公司自动化产品自动上下料系统
介绍 • gudel公司自动化产品自动上下料系统
的实施与效果 • 结论
01
公司简介
公司背景
01
瑞士gudel公司成立于1958年, 总部位于瑞士巴塞尔,是一家专 注于自动化技术研发和生产的跨 国企业。
自动化上下料系统的设计
专题描导自动化上下料系统的设计*□林建兵眉山职业技术学院四川眉山620010摘要:针对某企业数控机床加工法兰产品,设计了自动化上下料系统。
介绍了这一自动化上下料系统的供料装置、传输系统、装夹系统,给出了工作流程,并进行了生产验证。
这一自动化上下料系统可靠性好,实现了机床的连续加工,并在一定程度上提高了生产效率与产品稳定性,为中小微制造企业实施升级提供了参考。
关键词:自动化上料下料系统设计中图分类号:TH165 文献标志码:A文章编号=1000-4998(2021)01 -0001 -04Abstract :An automatic loading and unloading system was designed in a company for processing of the flange product by CNC machine tool.The feeding device,transmission system,and clamping system of this automatic loading and unloading system were introduced,the work flow was given,and the production verification was carried out.This automatic loading and unloading system,featuring good reliability,realizes continuous processing of machine tools,improves production efficiency and product stability to a certain extent, and providing a reference for small,medium and micro manufacturing enterprises to implement upgrades.Keywords : Automation Loading Unloading System Design1设计背景“中国制造2025”提出智能制造是五大核心工程之一,装备制造企业要紧密围绕制造领域关键环节,充分集成信息技术,开发智能产品和自主可控的智能装置,紧扣关键工序智能化、关键岗位机器换人、生产过程智能优化控制,建设智能工厂与数字化车间,实现产业升级,技术进步。
机械行业工业机器人自动化生产线布局方案
机械行业工业自动化生产线布局方案第一章总论 (3)1.1 项目背景 (3)1.2 目标与任务 (3)1.3 可行性分析 (3)第二章生产线概述 (4)2.1 生产线简介 (4)2.2 生产线工艺流程 (4)2.2.1 前处理环节 (4)2.2.2 加工环节 (4)2.2.4 后处理环节 (5)2.2.5 装配环节 (5)2.2.6 包装环节 (5)2.3 生产线设备选型 (5)2.3.1 工业 (5)2.3.2 传感器和执行器 (5)2.3.3 控制系统 (5)第三章生产线布局设计原则 (5)3.1 布局设计原则 (6)3.1.1 系统性原则 (6)3.1.2 灵活性原则 (6)3.1.3 经济性原则 (6)3.1.4 安全环保原则 (6)3.2 设备布局要求 (6)3.2.1 设备选型与配置 (6)3.2.2 设备布局方式 (6)3.2.3 设备间距与通道 (6)3.3 人机工程与安全要求 (6)3.3.1 人机工程要求 (6)3.3.2 安全要求 (7)第四章生产线自动化设备 (7)4.1 工业选型 (7)4.2 自动化设备配置 (7)4.3 生产线控制系统 (8)第五章生产线物流系统 (8)5.1 物流系统设计 (8)5.1.1 设计原则 (8)5.1.2 系统构成 (9)5.2 物流设备选型 (9)5.2.1 输送设备选型 (9)5.2.2 搬运设备选型 (9)5.3 物流系统优化 (9)5.3.2 物流系统调度优化 (10)第六章生产线信息化系统 (10)6.1 信息管理系统 (10)6.1.1 概述 (10)6.1.2 系统架构 (10)6.1.3 功能特点 (11)6.2 数据采集与监控 (11)6.2.1 概述 (11)6.2.2 采集方式 (11)6.2.3 监控内容 (11)6.3 生产调度与优化 (11)6.3.1 概述 (11)6.3.2 调度策略 (12)6.3.3 优化目标 (12)第七章生产线质量保障体系 (12)7.1 质量管理原则 (12)7.1.1 坚持预防为主原则 (12)7.1.2 强化过程控制原则 (12)7.1.3 持续改进原则 (12)7.1.4 全员参与原则 (12)7.2 质量控制措施 (13)7.2.1 设备选型与维护 (13)7.2.2 原材料检验 (13)7.2.3 生产过程监控 (13)7.2.4 人员培训与考核 (13)7.2.5 质量数据分析与改进 (13)7.3 质量检测与评估 (13)7.3.1 在线检测 (13)7.3.2 抽样检测 (13)7.3.3 客户满意度调查 (13)7.3.4 质量认证与评审 (13)第八章生产线安全与环保 (14)8.1 安全生产措施 (14)8.2 环保设施配置 (14)8.3 安全生产培训与监督 (14)第九章生产线项目管理与实施 (15)9.1 项目管理流程 (15)9.1.1 项目启动 (15)9.1.2 项目规划 (15)9.1.3 项目执行 (15)9.1.4 项目监控 (15)9.2 项目实施策略 (16)9.2.1 技术创新 (16)9.2.3 质量控制 (16)9.2.4 人员培养 (16)9.3 项目验收与评价 (16)9.3.1 项目验收 (16)9.3.2 项目评价 (16)第十章生产线后期维护与管理 (17)10.1 设备维护保养 (17)10.2 生产线的优化与升级 (17)10.3 长期运行管理策略 (17)第一章总论1.1 项目背景我国经济的快速发展,机械行业的竞争日益激烈,工业自动化水平已成为衡量企业竞争力的重要指标。