振动时效消除应力机工艺VSR对比TSR
不同振动时效处理工艺对焊接构件残余应力的影响

W el di ng T echnol ogy V01.42N o.5M ay.2013焊接质量控制与管理67文章编号:1002—025X(2013)05—0067—03不同振动时效处理工艺对焊接构件残余应力的影响徐玉强,马洪伟,钱辉,李顺兴,耿建成(海洋石油工程股份有限公司.天津300452)摘要:振动时效技术是通过引起焊接构件的共振达到调整构件内部残余应力的新技术,具有适用性强、耗能低等特点,有着广泛的应用前景。
本文通过测试采用不同振动时效处理工艺后海洋平台用D36钢焊接试件的焊后残余应力及角变形.对比分析了在焊接过程中不同阶段进行振动时效处理对焊接构件残余应力和角变形的影响。
试验结果显示,采用“焊时振动”处理工艺时的角变形最小,而采用“层间振动”处理工艺可以获得最好的应力消除效果。
为不同振动时效处理工艺应用于减小焊接构件残余应力和焊后变形提供了试验理论依据.关键词:D36钢;振动时效;焊接构件;残余应力;角变形中图分类号:T G404文献标志码:B0序言焊接过程是非稳态的加热过程。
在不均匀温度场的作用下,焊接构件局部产生压缩塑性变形,当焊接过程结束后.将产生残余焊接应力与焊接变形…。
构件的残余焊接应力及焊接变形降低了构件的加工精度和尺寸稳定性,因此,实际加工过程中需要采取相应的措施减小焊接残余应力和焊接变形。
以达到稳定构件尺寸和满足加工精度要求。
这些方法包括预拉伸法[2]、焊后碾压及随焊碾压法[3--4]、温差拉伸法㈣以及利用特定温度场进行焊接变形控制的定应力无变形法㈣等。
但当构件结构复杂时,无论采用机械方法还是利用温度场进行变形控制的方法都难以在实际构件上应用。
振动时效是一种新型调整焊接残余应力和焊接变形方法。
将振动时效与焊接相结合的方式有2种.即焊接过程中振动和焊后振动。
目前,关于海洋平台用D36钢焊接构件振动时效消除残余应力和减小焊接变形方面的研究较少。
本文采用4种不同振动时效处理工艺对D36钢焊接构件进行处理,对比了4种工艺条件下构件残余应力与变形的情况.为振动时效处理技术在海洋平台焊接构件中的应用提供了收稿日期:2013一O l—O l 试验基础。
焊后热处理(PWHT)和焊后消除应力热处理的区别

焊后热处理(PWHT)和焊后消除应力热处理的区别内容来源网络,由深圳机械展收集整理!后热处理(PWHT)工艺是指焊接工作完成后,将焊件加热到一定的温度,保温一定的时间,使焊件缓慢冷却下来,以改善焊接接头的金相组织和性能或消除残余应力的一种焊接热处理工艺。
焊后热处理工艺一般包括加热、保温、冷却三个过程,这些过程相互衔接,不可间断。
广义的焊后热处理包括下列各类热处理:消除应力;完全退火;固溶强化热处理;正火;正火加回火;淬火加回火;回火;低温消除应力;析出热处理等;另外,在避免焊接区急速冷却或者是去氢的处理方法中,采取后热处理也是焊后热处理的一种。
焊后热处理可采取炉内热处理,整体炉外热处理或局部热处理的方法进行。
焊后热处理1、焊接残余应力是由于焊接引起焊件不均匀的温度分布,焊缝金属的热胀冷缩等原因造成的,所以伴随焊接施工必然会产生残余应力。
消除残余应力的最通用的方法是高温回火,即将焊件放在热处理炉内加热到一定温度和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
焊后热处理对金属抗拉强度、蠕变极限的影响与热处理的温度和保温时间有关。
焊后热处理对焊缝金属冲击韧性的影响随钢种不同而不同。
2、热处理方法的选择焊后热处理一般选用单一高温回火或正火加高温回火处理。
对于气焊焊口采用正火加高温回火热处理。
这是因为气焊的焊缝及热影响区的晶粒粗大,需要细化晶粒,故采用正火处理。
然而单一的正火不能消除残余应力,故需再加高温回火以消除应力。
单一的中温回火只适用于工地拼装的大型普通低碳钢容器的组装焊接,其目的是为了达到部分消除残余应力和去氢。
绝大多数场合是选用单一的高温回火。
热处理的加热和冷却不宜过快,力求内外壁均匀。
3、焊后热处理的加热方法⑴感应加热。
钢材在交变磁场中产生感应电势,因涡流和磁滞的作用使钢材发热,即感应加热。
现在工程上多采用设备简单的工频感应加热。
岔管时效处理方案 - 振动时效
风机塔筒法兰时效处理方案综述:风机塔筒法兰为风电工程的常见部件,属于典型的圆环形焊接结构件,焊后必须进行时效处理,降低风机塔筒法兰的焊接应力,避免因为残余应力的缓慢释放造成的开焊、变形或者应力腐蚀而造成裂纹,以保证风电设备长期稳定可靠的工作。
1、时效方案分析:传统的时效方法有:热时效、振动时效、自然时效等。
自然时效(NSR)由于周期太长,较难满足工期要求所以不做推荐;热时效对于此类大型工件,很难保证炉温均匀,炉温很难控制所以也难以保证效果;振动时效(VSR)又称振动消除应力法,是将工件(包括铸件、锻件、焊接构件等)在其固有频率下进行数分钟至数十分钟的振动处理,以振动的形式给工件施加附加应力,当附加应力与残余应力叠加后,达到或超过材料的屈服极限时,工件发生微观或宏观塑性变形,从而降低和均化工件内的残余应力,使尺寸精度获得稳定的一种方法。
这种工艺具有耗能少、时间短、效果显著等特点。
近年来在国内外都得到迅速发展和广泛应用。
振动时效工艺具有耗能少、时间短、效果显著等特点。
与热时效相比,它无需宠大的时效炉,可节省占地面积与昂贵的设备投资。
因此,目前对长达几米至几十米和桥梁、船舶、风电、化工器械的大型焊接件和重达几吨至几十吨的超重型铸件或加工精度要求较高的工件,较多地采用了振动时效。
生产周期短;自然时效需经几个月的长期放置,热时效亦需经数十小时的周期方能完成,而振动时效一般只需振动数十分钟即可完成。
使用方便;振动设备体积小、重量轻、便于携带。
由于振动处理不受场地限制,振动装置又可携带至现场,所以这种工艺与热时效相比,使用简便,适应性较强。
振动时效操作简便,可避免金属零件在热时效过程中产生的翘曲变形、氧化、脱碳及硬度降低等缺陷;并且在风机生产过程中是目前唯一能进行二次时效的方法。
基于以上原因,我们推荐使用振动时效工艺,并曾成功应用于类似风机的时效处理。
下附:质检中心钢岔管振动时效项目取得成功作者:水利部水工金属结构质量检验测试中心水利部水工金属结构质量检验测试中心受新疆伊犁科流域开发建设管理局委托,对新疆恰甫其海水利枢纽工程1#、2#钢岔管进行了振动时效和无损检测工作。
时效处理

时效处理 (1)固溶热处理: (1)热处理工艺中请问什么是人工时效? (3)什么是时效处理 (3)锻压:超塑成形 (3)预合金粉末与金刚石的扩散连接 (4)异种金属扩散连接技术研究 (7)时效处理金属结构件在铸造、焊接、锻压和机械切削加工过程中,由于热胀冷缩和机械力造成的变形,在工件内部产生残余应力,致使工件处于不稳定状态,降低工件的尺寸稳定性和机械物理性能,使工件在成品后使用过程中因残余应力的释放而产生变形和失效。
为消除残余应力,传统的工艺方法是采用自然时效和热时效。
自然时效是将工件长时间露天放置(一般长达六个月至一年左右),利用环境温度的不断变化和时间效应使残余应力释放。
热时效(TSR)工艺是目前广泛采用的传统机械加工方法,其原理是用炉窑将金属结构件加热到一定温度,保温后控制降温,达到消除残余应力的目的,可以保证加工精度和防止裂纹产生。
振动时效(VSR)工艺是一种可完全取代TSR和NSR的工艺,其原理是用振动消除残余应力,可达到TSR 工艺的同样效果,并在许多性能指标上超过TSR。
固溶热处理:将合金加热至高温单相区恒温保持,使过剩相充分溶速冷却,以得到过饱和固溶体的热处理工艺时效处理可分为自然时效和人工时效两种自然时效是将铸件置于露天场地半年以上,便其缓缓地发生形,从而使残余应力消除或减少,人工时效是将铸件加热到550~650℃进行去应力退火,它比自然时效节省时间,残余应力去除较为彻底.根据合金本性和用途确定采用何种时效方法。
高温下工作的铝合金适宜用人工时效,室温下工作的铝合金有些采用自然时效,有些必须人工时效。
从合金强化相上来分析,含有S相和CuAl2等相的合金,一般采用自然时效,而需要在高温下使用或为了提高合金的屈服强度时,就需要采用人工时效来强化。
比如LY11和LY12,40度以下自然时效可以得到高的强度和耐蚀性,对于150度以上工作的LY12和125-250度工作的LY6铆钉用合金则需要人时效。
利用振动时效技术消除高炉热风炉穹顶的焊接残余应力

利用振动时效技术消除高炉热风炉穹顶的焊接残余应力吴文明【摘要】利用振动时效技术消除热风炉穹顶壳体焊缝焊接残余应力,选用了最大激振力为50KN的LCDVSR-07型振动消除应力系统,激振点选在壳体顶部人孔法兰上,取得了明显的应力消除效果和较好的经济效益并缩短了工期。
%Residual stress elimination for round roof of hot air stove of blast furnace using vibration aging technbique from LCDVSR- 07 vibrator which provides maximum vibration force being 50KN. The vibrating point is selected at place of the flange for manhole. The result is effective with better economic efficiency and Shorten the construction period.【期刊名称】《科技创新导报》【年(卷),期】2012(000)021【总页数】2页(P101-102)【关键词】振动时效;热风炉壳体;焊接残余应力【作者】吴文明【作者单位】宁波钢铁有限公司,浙江宁波315807【正文语种】中文【中图分类】TG441宁波钢铁公司1#2500m3高炉系统热风炉高度为49.5m,直径为10~11.34m,重量404t,材质分两种,直筒段壳体为Q235B,穹顶(即高温带)材质为Q345B,穹顶壳体由多块壳体瓣分片组装焊接而成,穹顶壳体钢板最大厚度为50mm(见图一)。
由于体积大,钢板厚,穹顶壳体焊缝残余应力值高,最大实测值近400MPa。
热风炉投用后要在酸性气体环境下承受高温和交变高压应力作用,工况恶劣,在此情况下焊缝易出现应力腐蚀裂纹。
焊接结构件论文振动时效处理论文:焊接结构件振动时效处理
焊接结构件论文振动时效处理论文:焊接结构件振动时效处理摘要:大型焊接结构件存在较高的宏观残余应力。
通常采用热时效(tsr)消除宏观残余应力,这就要求有较大的设备,花费大量工时,耗费很多电能,投资很高,而且污染环境。
而用振动时效方法(vsr)可以节省95%以上的工时、设备、资金和能源,而且不会污染环境。
本文在试验和实践的研究基础上,对振动时效机理分析,得出振动时效(vsr)去除焊接构件残余应力的效果。
关键词:焊接构件;振动时效;宏观残余应力;热时效一.前言大型焊接结构件存在较高的宏观残余应力。
通常采用回火来消除宏观残余应力,即热时效(thermal stress relief 简称tsr)消除宏观残余应力,这就要求有较大的设备,花费大量工时,耗费很多电能,投资很高,而且污染环境。
用振动时效方法(vibration stress relief简称vsr)可以节省95%以上的工时、设备、资金和能源,而且不会污染环境。
同时构件在服役过程中不会出现宏观残余应力回升。
探讨振动时效(vsr)取代热时效(tsr)去除焊接构件残余应力,本文在试验和实践的研究基础上,对振动时效机理分析,得出选择振动失效取代热时效的工艺。
二.焊接结构件振动时效1.设备仪器及材料振动时效设备采用黑龙江海伦振动设备厂生产的vsr-n06激振器及控制箱。
材料为焊接结构件,重10余吨,焊接钢板有多种厚度,形状为长矩形。
2.振动时效工艺振动时效总工艺框图见图1,由控制箱控制激振器转速,使工件产生共振。
由加速度传感器得到信号反馈给控制箱,从控制箱仪表可以直接读出共振频率及振幅,供控制人员参考。
3.振动时效过程vsr-n06全自动振动消除应力专家系统具有很高的自动控制性能,按使用说明书介绍的基本工艺方法操作,直到打印数据和曲线达到jb/t5926-91,jb/t10375-2000的要求。
三.残余应力测量盲孔法残余应力测量见表1。
四.分析大量的实验,金属在其弹性极限的1/4应力作用下,有个别晶粒发生塑性变形,可以观察到位错运动留下的痕迹。
振动时效效果评定的几种方法比较

振动时效效果评定的几种方法比较
楚建营;陈立功;倪纯珍
【期刊名称】《焊接学报》
【年(卷),期】2003(024)001
【摘要】对JB/T 5926-91标准中规定的几种振动时效(VSR)效果评估方法进行比较分析,通过对它们评定原理的研究分析得出它们的应用特点和范围,然后介绍了几种目前尚处于研究完善阶段的评定方法,并根据其原理和特点分析了它们的应用前景,以期对工业生产起一定的指导作用.另外,结合实际工程应用着重介绍了动应力判据,并将其与盲孔残余应力测量法相比较.结果表明,它们具有相仿的评定精度和可靠性.但动应力判据从动态的观点回避了现场残余应力测量困难这一问题,并将效果评定和振动过程结合起来同时进行,因而容易实现整个过程的自动控制.因此,作为一种全新的评定技术,动应力判据具有良好的发展前景和应用价值.
【总页数】4页(P57-60)
【作者】楚建营;陈立功;倪纯珍
【作者单位】海交通大学,材料科学与工程学院,上海,200030;海交通大学,材料科学与工程学院,上海,200030;海交通大学,材料科学与工程学院,上海,200030
【正文语种】中文
【中图分类】TG156.92
【相关文献】
1.大桥箱型梁振动时效工艺与效果评定 [J], 尹何迟;刘繁茂;陈立功;倪纯珍
2.振动时效效果评定方法研究 [J], 罗丽丽;秦代成
3.水利部关于批准发布《水工金属结构振动时效及效果评定》等3项水利行业标准的公告水利部公告 2017年第22号 [J],
4.水利部批准发布《水工金属结构振动时效及效果评定》等3项水利行业标准 [J],
5.振动时效效果评定的参数曲线观察法的理论说明 [J], 高永毅;李志高;付响云;邹
代峰
因版权原因,仅展示原文概要,查看原文内容请购买。
振动时效介绍
振动时效简介振动时效工艺(Vibrationg Stress Relief缩写为VSR)源于西德,已在美、英、俄、日、德、法等国得到普遍应用,自1976年引入我国后也已被几乎所有机械行业采用,并被国家列为“七五”“八五”重点推广项目。
振动时效主要用于降低和均化工件的残余内应力,防止工件变形和开裂它是根据工艺要求控制激振器的转速和偏心使工件发生共振,让工件需时效部位产生一定幅度、一定周数的交变运动并吸收能量,以便让工件内部发生一定的微观粘弹塑性金属力学变化,从而在一定程度上降低和均化工件内部的残余应力,提高工件将来的尺寸稳定性及疲劳寿命等性能。
它最后通过比较时效前后及过程中工件的有效固有频率及其加速度等参数的变化来定性地判断时效效果。
振动时效适用于碳素结构钢、低合金钢、不锈钢、铸铁、有色金属(铜、铝、锌及其合金)等材质的铸件、煅件、焊接件及其机加工件。
振动时效相比热时效节能95%,处理时间只需二、三十分钟,不占场地,便携,工件不需运输可就地处理,可插在任何工序之间多次处理,应力均化效果好,尺寸稳定性更好,工件表面无氧化,几十米长、数百吨重、上千条焊缝的工件都可适用。
1、机理的力学描述残余应力σr必须和动应力σd叠加超过某一微观极限[σ]才能得到降低或均化,即σd+σr≥[σ].振动时效机理的另一种描述是:通过模拟工况让以后可能产生的变形与开裂提前释放。
所以,时效时也可先分析工件的工况再找出合适的振型及振幅去模拟工况。
这样,时效后时效参数若稳定下来,工件在该工况下就不会产生变形。
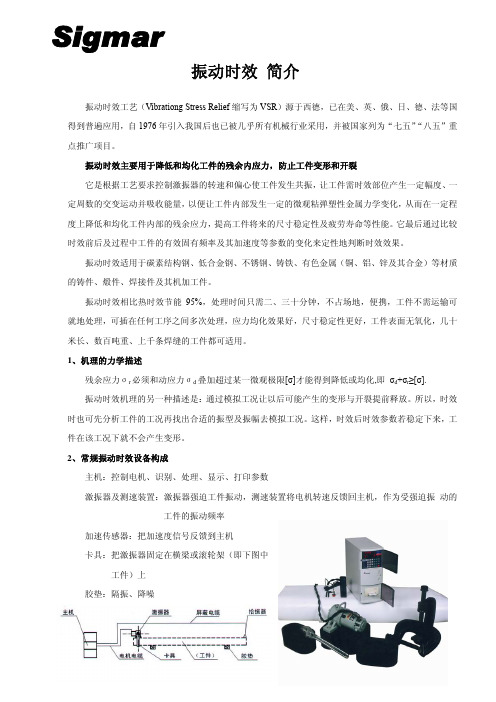
2、常规振动时效设备构成主机:控制电机、识别、处理、显示、打印参数激振器及测速装置:激振器强迫工件振动,测速装置将电机转速反馈回主机,作为受强迫振动的工件的振动频率加速传感器:把加速度信号反馈到主机卡具:把激振器固定在横梁或滚轮架(即下图中工件)上胶垫:隔振、降噪3、具体操作:影响VSR 效果的主要因素除时效时间、振幅外,更主要的是工件时效时的振型(也即与其一一对应的共振频率)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
振动时效消除应力机工艺VSR对比TSR
振动时效消除应力机工艺VSR对比TSR
尽管振动应力消除(VSR)在世界各地的许多不同行业被很好地应用了几十年,但是由于对它的能力和局限性一无所知,人们仍然常常不信任它。
作为热应力消除(TSR)的替代品,它的适用性取决于几个因素,尤其是期望的最终结果。
在焊接和铸造制造中,VSR最常用于实现尺寸稳定性,因此它已证明有成功的记录。
残余应力松弛的精确程度取决于所使用的产品、材料和设备,并且很难预测。
然而,TSR除了对小的、简单的部件外,很少100%有效,并且通常仅能将峰值残余应力降低70-80%。
VSR能够为TSR所能达到的稳定性提供同等的稳定性,但不能促进通常与TSR相关的任何冶金效益。
然而,它可以有效地用于不耐热处理的材料,并且通常只是TSR成本的一小部分。
VSR在疲劳敏感应用中应谨慎使用,因为它具有诱发大量高应变循环的潜力。
已知两种变型VSR是有效的:共振VSR和模态次共振VSR,前者是两者中更有效的。
在两种主要类型的VSR设备中,交流励磁电动机比直流励磁电动机更有能力。
与许多过程一样,VSR的成功取决于所使用的设备和操作者的技能。
振动时效消除应力机工艺VSR对比TSR
全国城市目录
北京天津上海重庆
山东济南青岛烟台淄博日照威海临沂泰安潍坊东营聊城滨州济宁枣庄菏泽莱芜德州
江苏南京无锡苏州常州淮安徐州盐城镇江南通泰州宿迁扬州连云港
浙江杭州温州绍兴宁波嘉兴金华湖州台州舟山丽水衢州。