(完整版)_毕业设计外文翻译_90606820
(完整版)_毕业设计外文翻译_外文原文
(完整版)_毕业设计外⽂翻译_外⽂原⽂Annual Reviews in Control 31 (2007) 211⼀20Future trends in process automation Helsinki University of Technology, Laboratory of Process Control and Automation, Kemistintie 1, FI Espoo, FinlandReceived 27 April 2007Accepted 29 August 2007Available online 29 October 2007AbstractThe importance of automation in the process industries recent years. In the serves to enhance product quality, master the whole range of products, improve process safety and plant availability, efficiently utilize resources and lower emissions. In the rapidly developing countries, mass production is the main motivation for applying process automation. The greatest demand for process automation is in the chemical industry, power generating industry, and petrochemical industry; the fastest growing demand for is in the pharmaceutical industry.The importance of automation technology continues to increase in the process industries. The traditional barriers between information, communication and automation technology are, in the operational context, gradually disappearing. The latest technologies, including wireless networks, field bus systems and asset management systems, boost the efficiency of process systems. New application fields like biotechnology and microtechnology pose challenges for future theoretical work in the modeling, analysis and design of control systems. In this paper the industry trends that are shaping current automation requirements, as well as the future trends in process automation, are presented and discussed.KeywordsProcess automation;Future trends1. IntroductionThe starting points in assessing the future needs for automation are, on the one the other, the way in which they are reflected in the development of society and the economy. Global risk management willattain ever greater importance in the future. In particular, better control and anticipation is needed in order to contain the risks related to the economy, environment, energy and infrastructure. Faced with climate change and a growing scarcity of raw materials, the world needs to find and develop new environmental and energy solutions. The world's water supply is also in need of development. International competition and global business environments reach everywhere. Business operations and capital markets are dynamic; they seek environments that offer the best opportunities for success in open competition. In addition to business and production, also R&D seeks the best possible operational environments. Economic, organizational and technological trends will cause significant changes in automation technology during the next few years.By developing technologies, it is possible to find solutions to the basic needs of society and the industry. The development of technology all of the current competitive advantages and to create new ones in many new fields, thus further improving prosperity and well-being. The development of of new cooperation models: networking among business companies, universities and research institutes, as well asdecision-makers in the public sector. A trans-disciplinary approach e.g. in materials development requires expertise in physics, chemistry, biomaterials, electronics, communications, programming and automation.Globalization along brings with it social challenges and problems in the interaction between different population groups and cultures. The growth of multiculturalism requires new management practices, knowledge of foreign cultures, and the ability to support and take advantage of the existence of minorities and difference. The management and development of skills and competences in a decentralized organization is becoming increasingly important.The importance of automation in the process industry recent years. It the entire chemical, oil, gas and biotechnology industries. Innovative instrumentation systems now control complex processes, ensuring process reliability and safety, and provide a basis for advanced maintenance strategies. Incessant cost pressures in the chemical and bioindustries leave no alternative to improved productivity. Companies need to take a engineering will play a central role. Process controlensures that the plant assets continuously operate predictably within the most profitable range, leading to a greater output of consistent products, reliability, yield and quality using less energy. This technology will and retrofitting activity designed to increase flexibility.In this paper the industry trends that are shaping current automation requirements, as well as the future trends in process automation, are presented and discussed. The paper is structured as follows: In Section 2 development of the automation market for the process industries up until 2010 is presented: market developments by industries, regions and product and services. In Section 3 future automation technology trends, like the integration of production and business operations and industrial communication technologies, are discussed. The paper ends with recent accomplishments and future application trends in process automation.2. Development of the automation market for the process industries up until 20102.1. Market developments by industriesAccording to the report by Intechno Consulting (Basel, Switzerland), the world market for process automation will grow at an average annualrate of 5.1% between 2005 and 2010 to reach 94.2 billion $ in 2010. The greatest demand for process automation is in the chemical industry, power generating industry, and petrochemical industry; the fastest growing demand for is in the pharmaceutical industry. The share of in individual application sectors.Fig.1. Development of the world market for process automation up until2010—segmentation by industries2.2. Market development by regionsNorth America is the leading market for process automation.Asia-Pacific and Eastern Europe are winning market shares from Western Europe and North America. China is a growing engine for automation in Asia, in spite of its lower levels of plant automation. India, too, is gaining market shares worldwide. In the serves to enhance product quality, master the whole range of products, improve process safety and plant availability, efficiently utilize resources and lower emissions. In the rapidly developing countries, mastering mass production is the main motivation for applying process automation. Quality and environmental aspects are, 2000 were for the process control level, and 60.7% for the field level, including all sensors, measurement equipment, and actuators integrated in the various process technological machines. By 2010, the share of control level in field bus communication and EthernetTCP-IP components. The former is expected to grow at a rate of 8.2%year, and that of the latter should be around 17%.The share of external engineering demand will keep increasing worldwide. It is expected to rise from 13.9% in 2000 to 15.5% in 2010. Engineering expenditures are expected to further increase, especially inthose industries with prototype plants. The trend towards rationalization and plant optimization, accompanied by increased integration of automation systems with the information systems of the production site and the enterprise level, will further addto the engineering share out of the total plant project costs.3. Future technology trends in automation3.1. Current status of the industrial communication technologiesEvolution of communication technologies changes in the structure of industrial automation systems. Up until now, communication support in plant automation systems defined according to the computer integrated manufacturing (CIM) concept. In this such a way that each device is designed for a specific task, and specific networks are used to interconnect devices at the same level, i.e. those running the same task.However, the devices one function, or module, which increases the intelligence level of the equipment automation. Devices like sensors that used for measurement now architecture. Nevertheless, themost of the process control strategies.A brief survey of the most important industrial, low-layer protocols(referring to the ISO model) is given in the following. In addition, some currently essential or emerging protocolsThe most widely available industrial networks at the present time can be classified into three main categories: traditional fieldbusses, Ethernet-based networks and wireless networks.The worldwide leaders within the automation domain with respect to the number of installed Fieldbus nodes are nodes) and Interbus (about 7 million nodes). A good commercial position is also Fieldbus. Fieldbus technology industrial automation, and fulfills the current technical requirements of local industrial communications at the field level of an enterprise.HART and Foundation Fieldbus this diagnostic capability to the process surrounding the instrument. As this trend continues, we will benefit from predictive intelligence. We will know more about the of potential problems and profit-draining inefficiencies. We will move from abnormal situation management to abnormal situation prevention.The increased data transfer needs of the currently popular office network technology – Ethernet-based networks – into industrialenvironments. Several organizations (e.g. IAONA (Industrial Automation Networking Alliance)) are promoting the use of Ethernet in industrial automation. In these applications, the fieldbus standards also include Ethernet-based networks, which implement the Ethernet protocol in low layers. The main development area is the real-time requirements of these networks. Currently, the working group IEC (International Electrotechnical Commission) WG11 is refining the RTE requirements. The Ethernet-based industrial networks included in the IEC 61784 standard are: EthernetIP, Profinet, Interbus, VnetIP, TCnet, EtherCAT, Powerlink, Modbus TCP and Sercos III.In the same way as for Ethernet, the wireless architectures , 2000) and the network currently under development IEEE 802.15.4ZigBee (IEEE, 2003).Wireless communication the process industry. The technology the production floor can remain in contact with the control centre. Isolated instrumentation, for example pump stations located at remote sites in the mountains, can be integrated into the automation strategy. Wireless technology also offers the advantage of flexibility. Ease of use,visualization, parametrization, and diagnostics through remote links are important considerations.3.1.2. High-layer data specificationsThe communication part of an automation device might order to manage these different types of data, the communication stack defines of the information sources and to the specification of the product data and safety and security data.The information standards for process operation and maintenance are driven by OpenO&M Initiative joint working groups, mainly representing three industrial organizations: MIMOSA (for the asset management related information standards), the OPC Foundation (for data transport standards) and ISA's SP95 (for Enterprise-Control System Integration Standards Committee). One of the most strongly established standards, the OPC, also enables the use of state of the art technologies such as web services, the ability to provide secure data exchange, and the use of encapsulated data with eXtensible Markup Language (XML). On the other Fieldbus) of field devices.3.2. Integration of production and business operationsPlants in the different process industry fields must be seen as production systems: their elements are the process (material transformation), inbound logistics (material transport), the plant (physical shell), automation (automatic operation) and organization (manual operation, supervision, management). Operation is a collaborative process of this production system.Optimization means the best allocation of functions to these components of the production system. This integrated approach is increasingly being expanded to production networks representing complete value-creating production chains. Suppliers and customers are often included in this approach.Virtually seamless of information, communications and automation technology throughout the whole organization is thus needed in order to address the complexity of today's processes. The buzzword in the industry is seamless communications. Manufacturing Execution Systems (MES), which are normally positioned between the Enterprise Resource Planning (ERP) and control system levels, can be used to optimize a business process on the shop floor, improve product quality, increase process reliability and reduce compliance and validation efforts. The well-known production control (MES) systems in the process industriesinclude ABB industrial IT production Planning, Honeywell Experion PKS-Optivision, Metso DNA MES, Tietoenator TIPS and Siemens Simatic IT-Systems. The main modules of the ERP systems are Master Production Schedule, Material Requirements Planning, Logistics and Customer Service Management. The market leader of the ERP systems is the German SAP AG. i2 Technolgies, and ASP AG APO systems are correspondingly the most common APS systems on the market for supply chain management. Plant optimization, accompanied by increased integration of automation systems with the information systems of the production site and the enterprise level, is justifiable also expected to be the main objective of the process automation in these enterprises in the near future.4. Recent accomplishments and future application trends in process automation4.1. Process control and MPCModel predictive control in the continuous process industry, and now covers over 90% of industrial implementations of multivariable control. One reason for its success is its ability to of MPC controlapplication was presented by Richalet, and the developed software was called IDCOM. The dynamic matrix control (DMC) algorithm also represented the first generation of MPC technology and was developed by Shell Oil engineers.A successful industrial controller for the process industries must maintain the system as close as possible to the constraints. The second generation MPC algorithm, like QDMC, provided a systematic way to implement these input and output constraints, but there was no clear way to MPC algorithms distinguished between several levels of constraints ( infeasible solution, addressed the issues resulting from a control structure that changes in real-time, provided a richer set of feedback options, and allowed for a wider range of process dynamics (stable, integrating and unstable) and controller specifications. The increased competition and mergers of several MPC vendors fourth generation MPC products: RMPCT offered by Honeywell, and DMC-plus offered by Aspen Technology with features such as multiple optimization levels to address prioritized control objectives, additional flexibility in thesteady-state target optimization including QP and economic objectives, direct consideration of model uncertainty (robust control design), andimproved identification technology based on prediction error methods and sub-space methods.Thousands of MPC applications reported in a wide variety of application areas. Most of them in refining, but a significant number of applications can also be found in the petrochemical and chemical sectors. Significant growth areas include the pulp and paper and food processing industries. The first multivariable MPC technology to cover the entire papermaking line published . The largest number of nonlinear MPC applications encompass chemicals, polymers and air and gas processing, The size and scope of NMPC applications are typically much smaller than those of linear MPC applications.Major developments in the process control community in general aiming at contributions to systems and control theory are expected, e.g. in nonlinear optimal control, combined state and parameter estimation for nonlinear systems, robustness analysis and robust synthesis methods for nonlinear systems, spatial decomposition, decentralization and of large-scale nonlinear network-like processes and future trends in process control see (Dochain.2006).4.2. Applications of AI methodsMost of the applications of the AI methods in the process industries designed for unit processes in the beginning of the production chain, especially in pulping, mineral and metal processing. A typical feature of these processes is the difficulties involved in constructing detailed mechanistic models. Increasing international competition is forcing the process industry to be more efficient and to emphasize the importance of the be found in the area of quality control of the end products, where a small improvement in control can give a considerable competitive edge to the enterprise compared to its competitors.The importance of artificial intelligence techniques in real-time process control is emphasized in many of the published articles, and the MM processes especially are reported to benefit from the application of AI techniques.4.3. Process monitoring and fault diagnosisMonitoring the quality of the product online and predictingpreventing process disturbances are the key issues in producing chain, and thereby improving the efficiency. Operational safety of processes is ofimportance and therefore should be the first objective of process control. Problems caused by operational faults range from increased operational costs to forced shutdown of processes. The increased complexity and the degree of integration of modern chemical plants means that the potential economic loss is greater and the diagnosis of fault locations more difficult. It is estimated that inadequate management of abnormal process situations causes annual losses of US$ 20 billion in the petrochemical industry in the USA. Consequently, managing disturbances is seen as the next challenge in developing and implementing new control systems.Venkatasubramanian published a review of monitoring methods, especially those applied in the field of chemical processes. They classified the methods according to the form of process knowledge used. One category is based on process models, and includes both qualitative causal models and quantitative methods. The other category is based on process reviewed,e.g. by Komulainen.4.4. The new extended role of operators and operator-support systemsIn recent years the process industry and information technologies in order to remain competitive. This where massive amounts of measurement data are now available. At the same time, the technology the operator's work are the management of critical situations and decision making in a range of problem situations. In critical situations, the decisions must be made quickly and therefore all the relevant information must be readily and easily accessible.A study to analyse the features and use of the operator's support systems at two Finnish paper mills carried out . Automation systems at the plant include a variety of solutions provided by different vendors and which in use for very different periods of time. The production lines management systems: process control, machine control, quality control, web inspection, process analysis, production planning, and condition and runnability monitoring systems. One planning systems. According to the study, only 30–40% of the existing operator-support systems currently installed at production sites were actually used due to the usability problems and operators’ poor knowledge of the systems. The main reasons for infrequent use of process operation support systems are presented in .Most of the information affecting the decision-making process during the critical situations is so called tacit knowledge. Ensuring that this tacit knowledge is retained as large groups of older operators retire, especially in Europe, will be an additional challenge for the process industry. In the future, the efficient management of knowledge supporting the decision making will thus become more and more important. One clear trend in the development of process control systems is to include features for knowledge and information management. The knowledge and performance support systems will be integrated as a part of process control systems, making it an optimal solution to support operations in the whole production line.The study of interactions between and machines is an important aspect in the adoption of control technologies, and involves both technical issues and social implications. Human machine studies consider all the conditions where , modeling and evaluation of machine systems (HMS), which include decision-making and cognitive processes, modeling of performance, real and virtual environments, design methodology, task allocation-sharing and job design, intelligent interfaces, operator support, work organization, and selection and。
毕业设计(论文)外文翻译(原文)
编号:毕业设计(论文)外文翻译(原文)院(系):桂林电子科技大学职业技术学院专业:工商企业管理学生姓名:方智立学号:010*********指导教师单位:桂林电子科技大学职业技术学院姓名:朱芸芸职称:讲师2016年 4 月 1 日Marketing Strategy Analysis of SportsAbstractSports market is a special industry market, which for provide exchange of sports tangible products and services market. Sports market including fixed type, such as sports facilities, sports goods market, Mobile market, such as all kinds of sports service provided by the fitness club. Sports tourism and advertising business, sports goods should be consumers to accept, and occupy a larger market. If success of the sports marketing involves many factors. According to the specific characteristics of sports marketing, develop and implement appropriate marketing strategy is very important. Sports marketing strategy is to the sports business units within a certain period or stage marketing campaign's overall development plan of decision making.This paper argues that the marketing strategy can be further subdivided into market positioning strategy, market timing strategy, market entry strategy, market development strategy, market competition strategy, Choose a strategy, must conform to the enterprise's own competitive position, product status, to grasp the market opportunity, determined according to the demands of consumers. In this paper, the sports market segmentation marketing strategy for the market positioning strategy, market timing strategy, market entry strategy, market development strategy, market competition strategy, and discusses the sports marketing how to carry out strategic choice.Keywords: Sports bazaar ; Sports marketing; Marketing strategy1.Sports marketing strategy and characteristics1.1Sports marketing strategyStrategy refers to the planning of overall and profound things. Sports marketing strategy refers to the commodity business units under the guidance of modern marketing concept, to achieve its economic goal for enterprise in a certain period of the overall design and planning of marketing development.Inan increasingly competitive market circumstances, sports business units in order to effectively carry out business activities, to achieve its business objectives, must understand and based on the characteristics of marketing concepts and strategies, and Target the demand of the market, comprehensive analysis and marketing of various environmental factors, choose effective market strategy in the background.1.2The characteristics of the sports marketing strategySports marketing strategy has sports business units within a certain period or stage marketing campaign's overall development plan of decision making. It has the characteristics of the following.(1) Overall importance.Sports marketing strategy is a matter of the global business units, including two aspects the meaning of this global:on the one hand, Sports marketing strategy is the overall design, the development of the business units, including overall planning and the overall strategy and means.On the other hand, Sports marketing strategy decision is a matter of global business units and their all-round development in the future.(2)Secular.Sports marketing strategy is really about the future of sports business units: to achieve the goals of sports marketing strategy, will make the sports business units to produce qualitative leap, but this is not usually that can be done in the short term.Important, sports business units of marketing strategy on the strategic period not only very important to enterprise's survival and development, but also to the long-term development of enterprises play an important role.(3) Systematicness.Sports systemic marketing refers to business units, each part of the work of each link is a contact each other, are closely related to the organic unity of the whole.System have layers, the size and the primary and secondary division, at the next lower level to obey and serve at the next higher level.For a certain sports and business operation entity, the strategy of the whole enterprise as a whole system engineering to overall arrangement, the pursuit of the overall development of the biggest benefits.(4)Adaptability.Sports marketing adaptability, refers to the sports marketing and business operation entity is easily affected by external and internal environment, when the environment changes, sports business units made to adapt themselves to the new environment of the characteristics of rapid response.Sports marketing of the external environment including the market demand, political or economic situation changes, policy and law changes. Similarly, sports business entities internal conditions change will impact on marketing.(5)Risk.Due to sports marketing strategy is the business unit for the marketing activities during the period development collection of expected decision, and this decision is absolutely impossible in various conditions fully mature and information fully, make and sports market, especially the intangible product variety and complexity of the market, make sports marketing strategy has the characteristics of uncertainty and instantaneity, many market opportunities tend to be a passes, no longer to, opportunity and risk coexist.2.Sports marketing strategy comprisedand choiceSports marketing strategies mainly include market positioning strategy, market timing strategy, market entry strategy, market development strategy, market competition strategy.2.1 Market orientation strategyMarket positioning refers to the sports business units according to the condition of market competition situation and its own resources, establish and develop differentiated competitive advantage, to make their own products in the consumer formed in the difference between each product unique image and is superior to the competition.This unique image can be tangible or intangible.Enterprise after analyzing the market environment, should highlight its own market advantage, establish market position, Which companies need to know on a certain level of paper generalizes, consumers mind what is the best sports products as expected.2.2 Market entry policyMarket entry strategy is the sports business units at the right time to capture the target market, how to appropriately in the two aspects of production capacity and sales ability to make reliable measures and guarantee, to ensure the decision-making of sports products successfully enter the market.Its content mainly includes the production capacity of decision-making and sales ability to form two aspects.(1) Capacity Decision. In the necessary time, sports business entities formtargetmarket capacity, is one of the important conditions to achieve market goal.Regardless of whether they are sports tangible products and intangible products, generally there are two alternative strategies.①Independent development strategy refers to both tangible products, the development of sports and development of sports intangible products. All on its own strength to expand production scale, enhance the comprehensive production capacity or adjust the structure of the comprehensive production capacity of enterprise, to adapt the demand of product combination structure. ②Comprehensive development strategy, mainly depend on the sports business units of the external forces, namely, through joint, collaboration, subcontract, form a new comprehensive production capacity. Due to participating in planning, control, coordination, etc, are more difficult. Therefore, sports business units must be good at optimizing collaborator, deal with the various cooperation of responsibility, right and benefit, to maintain good relations of cooperation.(2) Sales ability decision. A sports product to enter and occupy the market, production enterprise must have the necessary sales ability and the ability to penetrate the market.Sales ability decision-making main consideration circulation channels and sales, product should be considered when making decisions, market, enterprise, social environment and the factors such as economic effect.2.3 Market development strategyMarket development strategy refers to the perspective of market prospects, the choice of market development means, usually includes two kinds of intensive development and diversified development main form.(1)Intensive development.When some kind of sports products in the market has the potential of further development, the choice of market penetration, product development and market development of three kinds of intensive development form. As the tangible products market, in sports and intangible products are common market and applicable.①Market penetration. on the basis of the existing market scale, increase the sales of existing products. Can use a variety of measures, consolidate old customers, increase the new user. ②Product development Is through developing and improving existing products, make its have some new properties and USES, meet the social demand more. ③market development. Refers to an enterprise that open up new product sales market, in order to increase sales.(2) Diversified development.Diversity is also called the diversification, basically have concentricity scattered scattered, horizontal dispersion and the integrityof three. ①Concentricity is sports business unit USES the original dispersed development technology and the characteristics, with its as the core, the development use different structure similar products. ②Scattered level of sexual development.Was used in the original market advantage, has occupied the market development of technology, nature and purpose of different products. For example, Sports club olicy makers, can through the player transfer channels, to sell players, profit.Others use their sports club or the player's social awareness to participate in the sales promotion of goods, in order to obtain profits. ③Integrity of dispersed development. Refers to the sports business units to expand the business into its original business, technology, market and the product has no connection in the industry. Such as the sports department construction and run a catering and service hotels, hotels, entertainment city, charge for parking lot, etc., is the form of scattered holistic development. Implement the diversification development, can improve the ability of sports business units to adapt to the environment, reduce the risk of a single business, at the same time, may be more fully use of all kinds of resources within the enterprise, make its have more potential development opportunities. However, the development of decentralized often leads to complication of operation and management, and business operation entities such as diversifying some problems.2.4Strategic Marketing CompetitionThe rules of the development of the market is superior bad discard, its characteristic is the petition can promote the economic development of the enterprise and the improvement of economic benefits.Enterprises should establish a clear concept of competition, flexible use of price and non-price competition means, take a man without I have, people have my good, good people knew, new I cheap, cheap I turn the principle and method of making enterprise competitive strategy, must accomplish know fairly well the competition environment and competition situation, can with ease.Enterprise competition environment factors mainly refers to the enterprise in addition to the social and cultural environment stress factors of various aspects, such as management scientist professor Michael porter of Harvard University famous the competitive offer slightly above, an enterprise usually exist competition pressure from five aspects, namely the industry competition pressure, potential to join the pressure from the industry, suppliers forward pressure (by providing raw materials or semi-finished products, to develop into their production products), buyers.(1) The overall competitive strategy. Under different conditions, the enterprise facing the pressure of competition is different, the analysis of the pressure of competition is to understand the purpose of each kind of competition situation of power, so as to make effective competition strategy.Under normal circumstances, the sports business units of competition strategy in general have a low cost strategy, product differentiation strategy and intensive strategy. ①low-cost strategy. Low cost strategy is to point to in under the premise of guarantee the quality of products and services, efforts to reduce the cost of production and sales so that the enterprise product prices lower than competitors' prices, with rapidly expanding sales increase market share. ②Product differentiation strategies. Product differentiation strategy is to point to create a unique characteristic of the enterprise products, to develop unique products or marketing programs, for in such aspects as product or service than competitors are unique. Thus to obtain the difference advantage.The United States, for example, "NIKE" brand sports shoes, NIKE production due to the appearance of novel design, the innovation of the use function and unique, and exquisite packaging, etc., although the price is surprisingly expensive, but occupies considerable market in China, the teenagers are very loving. ③Intensive strategy. Intensive strategy refers to the enterprises focus on one or several market segments provide the most effective service, better meet certain customers with different needs, so as to strive for the local competitive advantage. It is little different from the above three kinds of overall competition strategy, successfully implement these three strategies need different resources and decision-making, also should have different requirements on organization and management.(2) The competitive strategy of enterprises of different competitive position. Where the status of enterprise in market competition, the enterprise can be divided into: market leader, market challenger, market follower. Different competitive position of enterprises, should choose different market competitive strategy.①Dominant market competition strategy. Market power refers to the related products has the highest market share. Such as the current market position and stable dominated by clothing JinMeiLong, "ADIDAS", they are price changes, new product development, sales channel width and promotional efforts in a dominant position, recognized by other sports enterprises. ②The challenger market competition strategy. Market challenger refers to those in a secondary position in the market of the enterprise, such as "lining" brand garment enterprises .Market challenger to choosechallenge object is closely related to the strategic target, for a same object has different goals and strategies Such as attack market leader to gain the market share and product advantage ;Attack power with yourself quite seize its market position; Attacking small businesses taking their customers even small business itself."Lining" to win market price advantage to the international brand, with product quality advantages to gain "anta" challenger "peak" brand's market share. ③Followers of the market competition strategy. Market followers is to point to in a secondary position, under the conditions of "coexistence" market for as much as possible the benefit of the enterprise. Market followers don't need a lot of money, less risky and can obtain high profits, so many enterprises adopt this strategy, especially the sort of small or no fame and status of sports clothing enterprises. As the current sports "philharmonic" brand clothing enterprise in the enterprise.Reference[1] LiJianJun,WangCuiHua:The Research on Marketing Environment Enterprise of Things for Sports Use in China[J] Journal of NanJing institute of sport (social science edition) 2013.(10),36 ~ 48.[2] Discuss Sports market, products and marketing characteristics. [J] journal of xi ' an institute of physical education,2012.(3)101 ~109.[3] HuZhengMing Ed. Marketing Management[M].Shandong people's publishing house,2012.302 ~325.[4] [US]Kotler write. YuLiJun translate. Introduction to Marketing[M].Huaxia Publishing House,2011.333~389.[5] ZhangTongYao.Application areas to promote the marketing advantage analysis of third party logistics[J].Market of China,2010(3)128 ~136.[6] WangHuaiShu.The influence of the logistics quality of marketing[J].Teacher's Journal,2010(3)31 ~38.[7] WangChenWen.Shallow theory of logistics strategy in the role of marketing management[J].Chemical Enterprise Management,2009(7)175 ~178.。
毕业设计外文翻译_英文版
A Design and Implementation of Active NetworkSocket ProgrammingK.L. Eddie Law, Roy LeungThe Edward S. Rogers Sr. Department of Electrical and Computer EngineeringUniversity of TorontoToronto, Canadaeddie@, roy.leung@utoronto.caAbstract—The concept of programmable nodes and active networks introduces programmability into communication networks. Code and data can be sent and modified on their ways to destinations. Recently, various research groups have designed and implemented their own design platforms. Each design has its own benefits and drawbacks. Moreover, there exists an interoperability problem among platforms. As a result, we introduce a concept that is similar to the network socket programming. We intentionally establish a set of simple interfaces for programming active applications. This set of interfaces, known as Active Network Socket Programming (ANSP), will be working on top of all other execution environments in future. Therefore, the ANSP offers a concept that is similar to “write once, run everywhere.” It is an open programming model that active applications can work on all execution environments. It solves the heterogeneity within active networks. This is especially useful when active applications need to access all regions within a heterogeneous network to deploy special service at critical points or to monitor the performance of the entire networks. Instead of introducing a new platform, our approach provides a thin, transparent layer on top of existing environments that can be easily installed for all active applications.Keywords-active networks; application programming interface; active network socket programming;I. I NTRODUCTIONIn 1990, Clark and Tennenhouse [1] proposed a design framework for introducing new network protocols for the Internet. Since the publication of that position paper, active network design framework [2, 3, 10] has slowly taken shape in the late 1990s. The active network paradigm allows program code and data to be delivered simultaneously on the Internet. Moreover, they may get executed and modified on their ways to their destinations. At the moment, there is a global active network backbone, the ABone, for experiments on active networks. Apart from the immaturity of the executing platform, the primary hindrance on the deployment of active networks on the Internet is more on the commercially related issues. For example, a vendor may hesitate to allow network routers to run some unknown programs that may affect their expected routing performance. As a result, alternatives were proposed to allow active network concept to operate on the Internet, such as the application layer active networking (ALAN) project [4] from the European research community. In the ALAN project, there are active server systems located at different places in the networks and active applications are allowed to run in these servers at the application layer. Another potential approach from the network service provider is to offer active network service as the premium service class in the networks. This service class should provide the best Quality of Service (QoS), and allow the access of computing facility in routers. With this approach, the network service providers can create a new source of income.The research in active networks has been progressing steadily. Since active networks introduce programmability on the Internet, appropriate executing platforms for the active applications to execute should be established. These operating platforms are known as execution environments (EEs) and a few of them have been created, e.g., the Active Signaling Protocol (ASP) [12] and the Active Network Transport System (ANTS) [11]. Hence, different active applications can be implemented to test the active networking concept.With these EEs, some experiments have been carried out to examine the active network concept, for example, the mobile networks [5], web proxies [6], and multicast routers [7]. Active networks introduce a lot of program flexibility and extensibility in networks. Several research groups have proposed various designs of execution environments to offer network computation within routers. Their performance and potential benefits to existing infrastructure are being evaluated [8, 9]. Unfortunately, they seldom concern the interoperability problems when the active networks consist of multiple execution environments. For example, there are three EEs in ABone. Active applications written for one particular EE cannot be operated on other platforms. This introduces another problem of resources partitioning for different EEs to operate. Moreover, there are always some critical network applications that need to run under all network routers, such as collecting information and deploying service at critical points to monitor the networks.In this paper, a framework known as Active Network Socket Programming (ANSP) model is proposed to work with all EEs. It offers the following primary objectives.• One single programming interface is introduced for writing active applications.• Since ANSP offers the programming interface, the design of EE can be made independent of the ANSP.This enables a transparency in developing andenhancing future execution environments.• ANSP addresses the interoperability issues among different execution environments.• Through the design of ANSP, the pros and cons of different EEs will be gained. This may help design abetter EE with improved performance in future.The primary objective of the ANSP is to enable all active applications that are written in ANSP can operate in the ABone testbed . While the proposed ANSP framework is essential in unifying the network environments, we believe that the availability of different environments is beneficial in the development of a better execution environment in future. ANSP is not intended to replace all existing environments, but to enable the studies of new network services which are orthogonal to the designs of execution environments. Therefore, ANSP is designed to be a thin and transparent layer on top of all execution environments. Currently, its deployment relies on automatic code loading with the underlying environments. As a result, the deployment of ANSP at a router is optional and does not require any change to the execution environments.II. D ESIGN I SSUES ON ANSPThe ANSP unifies existing programming interfaces among all EEs. Conceptually, the design of ANSP is similar to the middleware design that offers proper translation mechanisms to different EEs. The provisioning of a unified interface is only one part of the whole ANSP platform. There are many other issues that need to be considered. Apart from translating a set of programming interfaces to other executable calls in different EEs, there are other design issues that should be covered, e.g., • a unified thread library handles thread operations regardless of the thread libraries used in the EEs;• a global soft-store allows information sharing among capsules that may execute over different environmentsat a given router;• a unified addressing scheme used across different environments; more importantly, a routing informationexchange mechanism should be designed across EEs toobtain a global view of the unified networks;• a programming model that should be independent to any programming languages in active networks;• and finally, a translation mechanism to hide the heterogeneity of capsule header structures.A. Heterogeneity in programming modelEach execution environment provides various abstractions for its services and resources in the form of program calls. The model consists of a set of well-defined components, each of them has its own programming interfaces. For the abstractions, capsule-based programming model [10] is the most popular design in active networks. It is used in ANTS [11] and ASP [12], and they are being supported in ABone. Although they are developed based on the same capsule model, their respective components and interfaces are different. Therefore, programs written in one EE cannot run in anther EE. The conceptual views of the programming models in ANTS and ASP are shown in Figure 1.There are three distinct components in ANTS: application, capsule, and execution environment. There exist user interfaces for the active applications at only the source and destination routers. Then the users can specify their customized actions to the networks. According to the program function, the applications send one or more capsules to carry out the operations. Both applications and capsules operate on top of an execution environment that exports an interface to its internal programming resources. Capsule executes its program at each router it has visited. When it arrives at its destination, the application at destination may either reply it with another capsule or presents this arrival event to the user. One drawback with ANTS is that it only allows “bootstrap” application.Figure 1. Programming Models in ASP and ANTS.In contrast, ASP does not limit its users to run “bootstrap” applications. Its program interfaces are different from ANTS, but there are also has three components in ASP: application client, environment, and AAContext. The application client can run on active or non-active host. It can start an active application by simply sending a request message to the EE. The client presents information to users and allows its users to trigger actions at a nearby active router. AAContext is the core of the network service and its specification is divided into two parts. One part specifies its actions at its source and destination routers. Its role is similar to that of the application in ANTS, except that it does not provide a direct interface with the user. The other part defines its actions when it runs inside the active networks and it is similar to the functional behaviors of a capsule in ANTS.In order to deal with the heterogeneity of these two models, ANSP needs to introduce a new set of programming interfaces and map its interfaces and execution model to those within the routers’ EEs.B. Unified Thread LibraryEach execution environment must ensure the isolation of instance executions, so they do not affect each other or accessThe authors appreciate the Nortel Institute for Telecommunications (NIT) at the University of Toronto to allow them to access the computing facilitiesothers’ information. There are various ways to enforce the access control. One simple way is to have one virtual machine for one instance of active applications. This relies on the security design in the virtual machines to isolate services. ANTS is one example that is using this method. Nevertheless, the use of multiple virtual machines requires relatively large amount of resources and may be inefficient in some cases. Therefore, certain environments, such as ASP, allow network services to run within a virtual machine but restrict the use of their services to a limited set of libraries in their packages. For instance, ASP provides its thread library to enforce access control. Because of the differences in these types of thread mechanism, ANSP devises a new thread library to allow uniform accesses to different thread mechanisms.C. Soft-StoreSoft-store allows capsule to insert and retrieve information at a router, thus allowing more than one capsules to exchange information within a network. However, problem arises when a network service can execute under different environments within a router. The problem occurs especially when a network service inserts its soft-store information in one environment and retrieves its data at a later time in another environment at the same router. Due to the fact that execution environments are not allowed to exchange information, the network service cannot retrieve its previous data. Therefore, our ANSP framework needs to take into account of this problem and provides soft-store mechanism that allows universal access of its data at each router.D. Global View of a Unified NetworkWhen an active application is written with ANSP, it can execute on different environment seamlessly. The previously smaller and partitioned networks based on different EEs can now be merging into one large active network. It is then necessary to advise the network topology across the networks. However, different execution environments have different addressing schemes and proprietary routing protocols. In order to merge these partitions together, ANSP must provide a new unified addressing scheme. This new scheme should be interpretable by any environments through appropriate translations with the ANSP. Upon defining the new addressing scheme, a new routing protocol should be designed to operate among environments to exchange topology information. This allows each environment in a network to have a complete view of its network topology.E. Language-Independent ModelExecution environment can be programmed in any programming language. One of the most commonly used languages is Java [13] due to its dynamic code loading capability. In fact, both ANTS and ASP are developed in Java. Nevertheless, the active network architecture shown in Figure 2 does not restrict the use of additional environments that are developed in other languages. For instance, the active network daemon, anted, in Abone provides a workspace to execute multiple execution environments within a router. PLAN, for example, is implemented in Ocaml that will be deployable on ABone in future. Although the current active network is designed to deploy multiple environments that can be in any programming languages, there lacks the tool to allow active applications to run seamlessly upon these environments. Hence, one of the issues that ANSP needs to address is to design a programming model that can work with different programming languages. Although our current prototype only considers ANTS and ASP in its design, PLAN will be the next target to address the programming language issue and to improve the design of ANSP.Figure 2. ANSP Framework Model.F. Heterogeneity of Capsule Header StructureThe structures of the capsule headers are different in different EEs. They carries capsule-related information, for example, the capsule types, sources and destinations. This information is important when certain decision needs to be made within its target environment. A unified model should allow its program code to be executed on different environments. However, the capsule header prevents different environments to interpret its information successfully. Therefore, ANSP should carry out appropriate translation to the header information before the target environment receives this capsule.III. ANSP P ROGRAMMING M ODELWe have outlined the design issues encountered with the ANSP. In the following, the design of the programming model in ANSP will be discussed. This proposed framework provides a set of unified programming interfaces that allows active applications to work on all execution environments. The framework is shown in Figure 2. It is composed of two layers integrated within the active network architecture. These two layers can operate independently without the other layer. The upper layer provides a unified programming model to active applications. The lower layer provides appropriate translation procedure to the ANSP applications when it is processed by different environments. This service is necessary because each environment has its own header definition.The ANSP framework provides a set of programming calls which are abstractions of ANSP services and resources. A capsule-based model is used for ANSP, and it is currently extended to map to other capsule-based models used in ANTSand ASP. The mapping possibility to other models remains as our future works. Hence, the mapping technique in ANSP allows any ANSP applications to access the same programming resources in different environments through a single set of interfaces. The mapping has to be done in a consistent and transparent manner. Therefore, the ANSP appears as an execution environment that provides a complete set of functionalities to active applications. While in fact, it is an overlay structure that makes use of the services provided from the underlying environments. In the following, the high-level functional descriptions of the ANSP model are described. Then, the implementations will be discussed. The ANSP programming model is based upon the interactions between four components: application client , application stub , capsule , and active service base.Figure 3. Information Flow with the ANSP.•Application Client : In a typical scenario, an active application requires some means to present information to its users, e.g., the state of the networks. A graphical user interface (GUI) is designed to operate with the application client if the ANSP runs on a non-active host.•Application Stub : When an application starts, it activates the application client to create a new instance of application stub at its near-by active node. There are two responsibilities for the application stub. One of them is to receive users’ instructions from the application client. Another one is to receive incoming capsules from networks and to perform appropriate actions. Typically, there are two types of actions, thatare, to reply or relay in capsules through the networks, or to notify the users regarding the incoming capsule. •Capsule : An active application may contain several capsule types. Each of them carries program code (also referred to as forwarding routine). Since the application defines a protocol to specify the interactions among capsules as well as the application stubs. Every capsule executes its forwarding routine at each router it visits along the path between the source and destination.•Active Service Base : An active service base is designed to export routers’ environments’ services and execute program calls from application stubs and capsules from different EEs. The base is loaded automatically at each router whenever a capsule arrives.The interactions among components within ANSP are shown in Figure 3. The designs of some key components in the ANSP will be discussed in the following subsections. A. Capsule (ANSPCapsule)ANSPXdr decode () ANSPXdr encode () int length ()Boolean execute ()New types of capsule are created by extending the abstract class ANSPCapsule . New extensions are required to define their own forwarding routines as well as their serialization procedures. These methods are indicated below:The execution of a capsule in ANSP is listed below. It is similar to the process in ANTS.1. A capsule is in serial binary representation before it issent to the network. When an active router receives a byte sequence, it invokes decode() to convert the sequence into a capsule. 2. The router invokes the forwarding routine of thecapsule, execute(). 3. When the capsule has finished its job and forwardsitself to its next hop by calling send(), this call implicitly invokes encode() to convert the capsule into a new serial byte representation. length() isused inside the call of encode() to determine the length of the resulting byte sequence. ANSP provides a XDR library called ANSPXdr to ease the jobs of encoding and decoding.B. Active Service Base (ANSPBase)In an active node, the Active Service Base provides a unified interface to export the available resources in EEs for the rest of the ANSP components. The services may include thread management, node query, and soft-store operation, as shown in Table 1.TABLE I. ACTIVE SERVICE BASE FUNCTION CALLSFunction Definition Descriptionboolean send (Capsule, Address) Transmit a capsule towards its destination using the routing table of theunderlying environment.ANSPAddress getLocalHost () Return address of the local host as an ANSPAddress structure. This isuseful when a capsule wants to check its current location.boolean isLocal (ANSPAddress) Return true if its input argument matches the local host’s address andreturn false otherwise.createThread () Create a new thread that is a class ofANSPThreadInterface (discussed later in Section VIA “Unified Thread Abstraction”).putSStore (key, Object) Object getSStore (key) removeSStore (key)The soft-store operations are provided by putSStore(), getSSTore(), and removeSStore(), and they put, retrieve, and remove data respectively. forName (PathName) Supported in ANSP to retrieve a classobject corresponding to the given path name in its argument. This code retrieval may rely on the code loading mechanism in the environment whennecessary.C. Application Client (ANSPClient)boolean start (args[])boolean start (args[],runningEEs) boolean start (args[],startClient)boolean start (args[],startClient, runningEE)Application Client is an interface between users and the nearby active source router. It does the following responsibilities.1. Code registration: It may be necessary to specify thelocation and name of the application code in some execution environments, e.g., ANTS. 2. Application initialization: It includes selecting anexecution environment to execute the application among those are available at the source router. Each active application can create an application client instance by extending the abstract class, ANSPClient . The extension inherits a method, start(), to automatically handle both the registration and initialization processes. All overloaded versions of start() accept a list of arguments, args , that are passed to the application stub during its initialization. An optional argument called runningEEs allows an application client to select a particular set of environment variables, specified by a list of standardized numerical environment ID, the ANEP ID, to perform code registration. If this argument is not specified, the default setting can only include ANTS and ASP. D. Application Stub (ANSPApplication)receive (ANSPCapsule)Application stubs reside at the source and destination routers to initialize the ANSP application after the application clients complete the initialization and registration processes. It is responsible for receiving and serving capsules from the networks as well as actions requested from the clients. A new instance is created by extending the application client abstract class, ANSPApplication . This extension includes the definition of a handling routine called receive(), which is invoked when a stub receives a new capsule.IV. ANSP E XAMPLE : T RACE -R OUTEA testbed has been created to verify the design correctnessof ANSP in heterogeneous environments. There are three types of router setting on this testbed:1. Router that contains ANTS and a ANSP daemonrunning on behalf of ASP; 2. Router that contains ASP and a ANSP daemon thatruns on behalf of ANTS; 3. Router that contains both ASP and ANTS.The prototype is written in Java [11] with a traceroute testing program. The program records the execution environments of all intermediate routers that it has visited between the source and destination. It also measures the RTT between them. Figure 4 shows the GUI from the application client, and it finds three execution environments along the path: ASP, ANTS, and ASP. The execution sequence of the traceroute program is shown in Figure 5.Figure 4. The GUI for the TRACEROUTE Program.The TraceCapsule program code is created byextending the ANSPCapsule abstract class. When execute() starts, it checks the Boolean value of returning to determine if it is returning from the destination. It is set to true if TraceCapsule is traveling back to the source router; otherwise it is false . When traveling towards the destination, TraceCapsule keeps track of the environments and addresses of the routers it has visited in two arrays, path and trace , respectively. When it arrives at a new router, it calls addHop() to append the router address and its environment to these two arrays. When it finally arrives at the destination, it sets returning to false and forwards itself back to the source by calling send().When it returns to source, it invokes deliverToApp() to deliver itself to the application stub that has been running at the source. TraceCapsule carries information in its data field through the networks by executing encode() and decode(), which encapsulates and de-capsulates its data using External Data Representation (XDR) respectively. The syntax of ANSP XDR follows the syntax of XDR library from ANTS. length() in TraceCapsule returns the data length, or it can be calculated by using the primitive types in the XDRlibrary.Figure 5. Flow of the TRACEROUTE Capsules.V. C ONCLUSIONSIn this paper, we present a new unified layered architecture for active networks. The new model is known as Active Network Socket Programming (ANSP). It allows each active application to be written once and run on multiple environments in active networks. Our experiments successfully verify the design of ANSP architecture, and it has been successfully deployed to work harmoniously with ANTS and ASP without making any changes to their architectures. In fact, the unified programming interface layer is light-weighted and can be dynamically deployable upon request.R EFERENCES[1] D.D. Clark, D.L. Tennenhouse, “Architectural Considerations for a NewGeneration of Protocols,” in Proc. ACM Sigcomm’90, pp.200-208, 1990. [2] D. Tennenhouse, J. M. Smith, W. D. Sicoskie, D. J. Wetherall, and G. J.Minden, “A survey of active network research,” IEEE Communications Magazine , pp. 80-86, Jan 1997.[3] D. Wetherall, U. Legedza, and J. Guttag, “Introducing new internetservices: Why and how,” IEEE Network Magazine, July/August 1998. [4] M. Fry, A. Ghosh, “Application Layer Active Networking,” in ComputerNetworks , Vol.31, No.7, pp.655-667, 1999.[5] K. W. Chin, “An Investigation into The Application of Active Networksto Mobile Computing Environments”, Curtin University of Technology, March 2000.[6] S. Bhattacharjee, K. L. Calvert, and E. W. Zegura, “Self OrganizingWide-Area Network Caches”, Proc. IEEE INFOCOM ’98, San Francisco, CA, 29 March-2 April 1998.[7] L. H. Leman, S. J. Garland, and D. L. Tennenhouse, “Active ReliableMulticast”, Proc. IEEE INFOCOM ’98, San Francisco, CA, 29 March-2 April 1998.[8] D. Descasper, G. Parulkar, B. Plattner, “A Scalable, High PerformanceActive Network Node”, In IEEE Network, January/February 1999.[9] E. L. Nygren, S. J. Garland, and M. F. Kaashoek, “PAN: a high-performance active network node supporting multiple mobile code system”, In the Proceedings of the 2nd IEEE Conference on Open Architectures and Network Programming (OpenArch ’99), March 1999. [10] D. L. Tennenhouse, and D. J. Wetherall. “Towards an Active NetworkArchitecture”, In Proceeding of Multimedia Computing and Networking , January 1996.[11] D. J. Wetherall, J. V. Guttag, D. L. Tennenhouse, “ANTS: A toolkit forBuilding and Dynamically Deploying Network Protocols”, Open Architectures and Network Programming, 1998 IEEE , 1998 , Page(s): 117 –129.[12] B. Braden, A. Cerpa, T. Faber, B. Lindell, G. Phillips, and J. Kann.“Introduction to the ASP Execution Environment”: /active-signal/ARP/index.html .[13] “The java language: A white paper,” Tech. Rep., Sun Microsystems,1998.。
毕业设计英文翻译(英文)
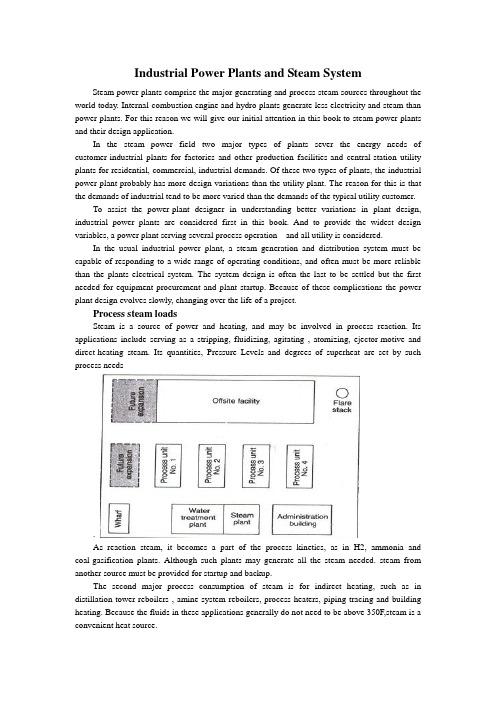
Industrial Power Plants and Steam SystemSteam power plants comprise the major generating and process steam sources throughout the world today. Internal-combustion engine and hydro plants generate less electricity and steam than power plants. For this reason we will give our initial attention in this book to steam power plants and their design application.In the steam power field two major types of plants sever the energy needs of customer-industrial plants for factories and other production facilities-and central-station utility plants for residential, commercial, industrial demands. Of these two types of plants, the industrial power plant probably has more design variations than the utility plant. The reason for this is that the demands of industrial tend to be more varied than the demands of the typical utility customer.To assist the power-plant designer in understanding better variations in plant design, industrial power plants are considered first in this book. And to provide the widest design variables, a power plant serving several process operation and all utility is considered.In the usual industrial power plant, a steam generation and distribution system must be capable of responding to a wide range of operating conditions, and often must be more reliable than the plants electrical system. The system design is often the last to be settled but the first needed for equipment procurement and plant startup. Because of these complications the power plant design evolves slowly, changing over the life of a project.Process steam loadsSteam is a source of power and heating, and may be involved in process reaction. Its applications include serving as a stripping, fluidizing, agitating , atomizing, ejector-motive and direct-heating steam. Its quantities, Pressure Levels and degrees of superheat are set by such process needs.As reaction steam, it becomes a part of the process kinetics, as in H2, ammonia and coal-gasification plants. Although such plants may generate all the steam needed. steam from another source must be provided for startup and backup.The second major process consumption of steam is for indirect heating, such as in distillation-tower reboilers , amine-system reboilers, process heaters, piping tracing and building heating. Because the fluids in these applications generally do not need to be above 350F,steam is a convenient heat source.Again, the quantities of steam required for the services are set by the process design of the facility. There are many options available to the process designer in supplying some of these low-level heat requirements, including heat-exchange system , and circulating heat-transfer-fluid systems, as well as system and electricity. The selection of an option is made early in the design stage and is based predominantly on economic trade-off studies.Generating steam from process heat affords a means of increasing the overall thermal efficiency of a plant. After providing for the recovery of all the heat possible via exchanges, the process designer may be able to reduce cooling requirements by making provisions for the generation of low-pressure(50-150 psig)steam. Although generation at this level may be feasible from a process-design standpoint, the impact of this on the overall steam balance must be considered, because low-pressure steam is excessive in most steam balances, and the generation of additional quantities may worsen the design. Decisions of this type call close coordination between the process and utility engineers.Steam is often generated in the convection section of fired process heaters in order to improve a plant’s thermal efficiency. High-pressure steam can be generated in the furnace convection section of process heater, which have radiant heat duty only.Adding a selective –catalytic-reduction unit for the purpose of lowing NOx emissions may require the generation of waste-heat steam to maintain correct operating temperature to the catalytic-reduction unit.Heat from the incineration of waste gases represents still another source of process steam. Waste-heat flues from the CO boilers of fluid-catalytic crackers and from fluid-coking units, for example, are hot enough to provide the highest pressure level in a steam system.Selecting pressure and temperature levelsThe selecting of pressure and temperature levels for a process steam system is based on:(1)moisture content in condensing-steam turbines,(2)metallurgy of the system,(3)turbine water rates,(4)process requirements ,(5)water treatment costs, and(6)type of distribution system.Moisture content in condensing-steam turbines---The selection of pressure and temperature levels normally starts with the premise that somewhere in the system there will be a condensing turbine. Consequently, the pressure and temperature of the steam must be selected so that its moisture content in the last row of turbine blades will be less than 10-13%. In high speed, a moisture content of 10%or less is desirable. This restriction is imposed in order to minimize erosion of blades by water particles. This, in turn, means that there will be a minimum superheat for a given pressure level, turbine efficiency and condenser pressure for which the system can be designed.System mentallurgy- A second pressure-temperature concern in selecting the appropriate steam levels is the limitation imposed by metallurgy. Carbon steel flanges, for example, are limited to a maximum temperature of 750F because of the threat of graphite (carbides) precipitating at grain boundaries. Hence, at 600 psig and less, carbon-steel piping is acceptable in steam distribution systems. Above 600 psig, alloy piping is required. In a 900- t0 1,500-psig steam system, the piping must be either a r/2 carbon-1/2 molybdenum or a l/2 chromium% molybdenum alloyTurbine water rates - Steam requirements for a turbine are expressed as water rate, i.e., lb of steam/bph, or lb of steam/kWh. Actual water rate is a function of two factors: theoretical water rate and turbine efficiency.The first is directly related to the energy difference between the inlet and outlet of a turbine, based on the isentropic expansion of the steam. It is, therefore, a function of the turbine inlet and outlet pressures and temperatures.The second is a function of size of the turbine and the steam pressure at the inlet, and of turbine operation (i.e., whether the turbine condenses steam, or exhausts some of it to an intermediate pressure level). From an energy stand point, the higher the pressure and temperature, the higher the overall cycle efficiency. _Process requirements - When steam levels are being established, consideration must be given to process requirements other than for turbine drivers. For example, steam for process heating will have to be at a high-enough pressure to prevent process fluids from leaking into the steam. Steam for pipe tracing must be at a certain minimum pressure so that low-pressure condensate can be recovered.Water treatment costs - The higher the steam pressure, the costlier the boiler feedwater treatment. Above 600 psig, the feedwater almost always must be demineralized; below 600 psig, soft,ening may be adequate. It may have to be of high quality if the steam is used in the process, such as in reactions over a catalyst bed (e.g., in hydrogen production).Type of distribution system - There are two types of systems: local, as exemplified by powerhouse distribution; and complex, by wluch steam is distributed to many units in a process plant. For a small local system, it is not impractical from a cost standpoint for steam pressures to be in the 600-1,500-psig range. For a large system, maintaining pressures within the 150-600-psig range is desirable because of the cost of meeting the alloy requirements for higher-pressure steam distribution system.Because of all these foregoing factors, the steam system in a chemical process complex or oil refinery frequently ends up as a three-level arrangement. The highest level, 600 psig, serves primarily as a source of power. The intermediate level, 150 psig, is ideally suitable for small emergency turbines, tracing off the plot, and process heating. The low level, normally 50 psig, can be used for heating services, tracing within the plot, and process requirements. A higher fourth level normally not justified, except in special cases as when alarge amount ofelectric power must be generated.Whether or not an extraction turbine will be included in the process will have a bearing on the intermediate-pressure level selected, because the extraction pressure should be less than 50% of the high-pressure level, to take into account the pressure drop through the throttle valve and the nozzles of the high-pressure section of' the turbine.Drivers for pumps and compressorsThe choice between a steam and an electric driver for a particular pump or compressor depends on a number of things, including the operational philosophy. In the event of a power failure, it must be possible to shut down a plant orderly and safely if normal operation cannot be continued. For an orderly and safe shutdown, certain services must be available during a power failure: (1) instrument air, (2) cooling water, (3) relief and blow down pump out systems, (4) boiler feedwater pumps, (5) boiler fans, (6) emergency power generators, and (7) fire water pumps.These services are normally supplied by steam or diesel drivers because a plant's steam or diesel emergency system is considered more reliable than an electrical tie-line.The procedure for shutting down process units must be analyzed for each type of processplant and specific design. In general, the following represent the minimum services for which spare pumps driven by steam must be provided: column reflux, bottoms and purge-oil circulation, and heater charging. Most important is to maintain cooling; next, to be able to safely pump the plant's inventory into tanks.Driver selection cannot be generalized; a plan and procedure must be developed for each process unit.The control required for a process is at times another consideration in the selection of a driver. For example, a compressor may be controlled via flow or suction pressure. The ability to vary driver speed, easily obtained with a steam turbine, may be basis for selecting a steam driver instead of a constant-speed induction electric motor. This is especially important when the molecular weight of the gas being compressed may vary, as in catalytic-cracking and catalytic-reforming processes.In certain types of plants, gas flow must be maintained to prevent uncontrollable high-temperature excursions during shutdown. For example, hydrocrackers are purged of heavy hydrocarbon with recycle gas to prevent the exothermic reactions from producing high bed temperatures. Steam-driven compressors can do this during a power failure.Each process operation must be analyzed from such a safety viewpoint when selecting drivers for critical equipment. The size of a relief and blowdown system can be reduced by installing steam drivers. In most cases, the size of such a system is based on a total power failure. If heat-removal powered by steam drivers, the relief system can be smaller. For example, a steam driver will maintain flow in the pump-around circuit for removing heat from a column during a power failure, reducing the relief load imposed on the flare system.Equipment support services (such as lubrication and sea-oil systems for compressors) that could be damaged during a loss of power should also be powered by steam drivers.Driver size can also be a factor. An induction electric motor requires large starting currents - typically six times the normal load. The drop in voltage caused by the startup of such a motor imposes a heavy transient demand on the electrical distribution system. For this reason, drivers larger than 10,000 hp are normally steam turbines, although synchronous motors as large as 25,000 hp are used.The reliability of life-support facilities - e.g., building heat, potable water, pipe tracing, emergency lighting-during power failures is of particular concern mates. In such a case, at least one boiler should be equipped with steam-driven auxiliaries to provide these services.Lastly, steam drivers are also selected for the purpose of balancing steam systems and avoiding large amounts of letdown between steam levels. Such decisions regarding drivers are made after the steam balances have been refined and the distribution system has been fully defined. There must be sufficient flexibility to allow balancing the steam system under all operating conditions.Selecting steam driversAfter the number of steam drivers and their services have been established, the utility, or process engineer will estimate the steam consumption for making the steam balance.The standard method of doing this is to use the isentropic expansion of steam correeted for turbine efficiency.Actual steam consumption by a turbine is determined via:SR = (TSR)(bhp)/EHere, SR = actual steam rate, lb/h; TSR = theoretical steam rate, lb/hr/bhp ; bhp = turbine brake horsepower; and E = turbine efficiency.When exhaust steam can be used for process heating, the highest thermodynamic efficiency can be achieved by means of backpressure turbines. Large drivers, which are of high efficiency and require low theoretical steam rates, are normally supplied by the high-pressure header, thus minimizing steam consumption.Small turbines that operate only in emergencies can be allowed to exhaust to atmosphere. Although their water rates are poor, the water lost in short-duration operations may not represent a significant cost. Such turbines obviously play a small role in steam balance planning.Constructing steam balancesAfter the process and steam-turbine demands have been established, the next step is to construct a steam balance for the chemical complex or oil refinery. A sample balance is shown in Fig. 1-4. It shows steam production and consumption, the header systems, letdown stations, and boiler plant. It illustrates a normal (winter) case.It should be emphasized that there is not one balance but a series, representing a variety of operating modes. The object of the balances is to determine the design basis for establishing boiler she, letdown stations and deaerator capacities, boiler feedwater requirements, and steam flows in various parts of the system.The steam balance should cover the following operating modes: normal, all units operating; winter and summer conditions; shutdown of major units; startup of major units; loss of largest condensate source; power failure with flare in service; loss of large process steam generators; and variations in consumption by large steam users.From 50 t0 100 steam balances could be required to adequately cover all the major impacts on the steam system of a large complex.At this point, the general basis of the steam system design should have been developed by the completion of the following work:1. All significant loads have been examined, with particular attention focused on those for which there is relatively little design freedom - i.e., reboilers, sparing steam for process units, large turbines required because of electric power limitation and for shutdown safety.2. Loads have been listed for which the designer has some liberty in selecting drivers. These selections are based on analyses of cost competitiveness.3. Steam pressure and temperature levels have been established.4. The site plan has been reviewed to ascertain where it is not feasible to deliver steam or recover condensate, because piping costs would be excessive.5. Data on the process units are collected according to the pressure level and use of steam - i.e., for the process, condensing drivers and backpressure drivers.6. After Step 5, the system is balanced by trial-and-error calculations or computerized techniques to determine boiler, letdown, deaerator and boiler feedwater requirements.7. Because the possibility of an electric power failure normally imposes one of the major steam requirements, normal operation and the eventuality of such a failure must both be investigated, as a minimum.Checking the design basisAfter the foregoing steps have been completed, the following should be checked:Boiler capacity - Installed boiler capacity would be the maximum calculated (with an allowance of l0-20% for uncertainties in the balance), corrected for the number of boilers operating (and on standby).The balance plays a major role in establishing normal-case boiler specifications, both number and size. Maximum firing typically is based on the emergency case. Normal firing typically establishes the number of boilers required, because each boiler will have to be shut down once a year for the code-required drum inspection. Full-firing levels of the remaining boilers will be set by the normal steam demand. The number of units required (e.g., three 50% units, four 33%units, etc.) in establishing installed boiler capacity is determined from cost studies. It is generally considered double-jeopardy design to assume that a boiler will be out of service during a power failure.Minimum boiler turndown - Most fuel-fired boilers can be operated down to approximately 20% of the maximum continuous rate. The maximum load should not be expected to be below this level.Differences between normal and maximum loads –If the maximum load results from an emergency (such as power failure), consideration should be given to shedding process steam loads under this condition in order to minimize in- stalled boiler capacity. However, the consequences of shedding should be investigated by the process designer and the operating engineers to ensure the safe operation of the entire process.Low-level steam consumption - The key to any steam balance is the disposition of low-level steam. Surplus low-level steam can be reduced only by including more condensing steam turbines in the system, or devising more process applications for it, such as absorption refrigeration for cooling process streams and ranking-cycle systems for generating power. In general, balancing the supply and consumption of low-level steam is a critical factor in the design of the steam system.Quantity of steam at pressure-reducing stations - Because useful work is not recovered from the steam passing through a pressure-reducing station, such flow should be kept at a minimum. In the Fig. 1-5 150/50-psig station, a flow of only 35,000 lb/h was established as normal for this steam balance case (normal, winter). The loss of steam users on the 50-psig systems should be considered, particularly of the large users, because a shutdown of one may demand that the 150/50-psig station close off beyond its controllable limit. If this happened, the 50-psig header would be out of control, and an immediate-pressure buildup in the header wouldbegin, setting off the safety relief valves.The station's full-open capacity should also be checked to ensure that it can make up any 50-psig steam that may be lost through the shutdown of a single large 50-psig source (a turbine sparing a large electric motor, for example}. It would be undesirable for the station to be sized so that it opens more than 80%. In some cases, range ability requirements may dictate two valves (one small and one large).Intermediate pressure level - If large steam users or suppliers may come on stream or go off steam, the normal(day-to-day) operation should be checked. No such change in normal operation should result in a significant upset (e.g.,relief valves set off, or the system pressure control lost).If a large load is lost, the steam supply should be reduced by the letdown-station. If the load suddenly increases, the 600/150-psig station must be able of supplying the additional steam. If steam generated via the process disappears, the station must be capable of making up theload. If150-psig steam is generated unexpectedly, the 600/150-psig station must be able to handle the cutback.The important point here is that where the steam flow could rise t0 700,000 lb/h, this flow should be reduced by a cutback at the 600/150-psig station, not by an increase in the flow to the lower-pressure level, because this steam would have nowhere to go. The normal (600/150-psig) letdown station must be capable of handling some of the negative load swings, even though, overall, this letdown needs to be kept to a minimum.On the other hand, shortages of steam at the 150-psig level can be made up relatively easily via the 600/150-psig station. Such shortages are routinely small in quantity or duration, or both-(startup, purging, electric drive maintenance, process unit shutdown, etc.)High-pressure level - Checking the high-pressure level is generally more straightforward because rate control takes place directly at the boilers. Firing can be increased or lowered to accommodate a shortage or surplus.Typical steam-balance casesThe Fig. 1-4 steam balance represents steady-state condition, winter operation, all process units operating, and no significant unusual demands for steam.An analysis similar to the foregoing might also be required for the normal summertime case, in which a single upset must not jeopardize control but the load may be less (no tank heating, pipe tracing, etc.)The balance representing an emergency (e.g., loss of electric power) is significant. In this case, the pertinent test point is the system's ability to simply weather the upset, not to maintain normal, stable operation. The maximum relief pressure that would develop in any of the headers represents the basis for sizing relief valves. The loss of boiler feed water or condensate return, or both, could result in a major upset, or even a shutdown.Header pressure control during upsetsAt the steady-state conditions associated with the multiplicity of balances, boiler capacity can be adjusted to meet user demands. However, boiler load cannot be changed quickly to accommodate a sharp upset. Response rate is typically limited to 20% of capacity per minute. Therefore, other elements must be relied on to control header pressures during transient conditions.The roles of several such elements in controlling pressures in the three main headers during transient conditions are listed in Table l-3. A control system having these elements will result in a steam system capable of dealing with the transient conditions experienced in moving from one balance point to another.Tracking steam balancesBecause of schedule constraints, steam balances and boiler size are normally established early in the design stage. These determinations are based on assumptions regarding turbine efficiencies, process steam generated in waste-heat furnaces, and other quantities of steam that depend on purchased equipment. Therefore, a sufficient number of steam balances should be tracked through the design period to ensure that the equipment purchased will satisfy the original design concept of the steam system.This tracking represents an excellent application for a utility data-base system and a system linear programming model. During the course of the mechanical design of a large "grass roots" complex, 40 steam balances were continuously updated for changes in steam loads via such an application.Cost tradeoffsTo design an efficient but least-expensive system, the designer ideally develops a total minimum-cost curve – which incorporates all the pertinent costs related to capital expenditures, installation, fuel, utilities, operations and maintenance-and performs a cost study of the final system. However, because the designer is under the constraint of keeping to a project schedule, major, highly expensive equipment must be ordered early in the project, when many key parts of the design puzzle are not available (e.g., a complete load summary, turbine water rates, equipment efficiencies and utility costs).A practical alternative is to rely on comparative-cost estimates, as are conventionally used in assisting with engineering decision points. This approach is particularly useful in making early equipment selections when fine-tuning is not likely to alter decisions, such as regarding the number of boilers required, whether boilers should be shop-fabricated or field-erected, and the practicality of generating steam from waste heat or via cogeneration.The significant elements of a steam-system cost-comparative study are costs for: equipment and installation; ancillaries (i.e., miscellaneous items required to support the equipment,such as additional stacks, upgraded combustion control, more extensive blowdown facilities, etc.); operation(annual); maintenance (annual); and utilities.The first two costs may be obtained from in-house data or from vendors. Operational and maintenance costs can be factored from the capital cost for equipment based on an assessment of the reliability of the purchased equipment.Utility costs are generally the most difficult to establish at an early stage because sources frequently depend on the site of the plant. Some examples of such costs are: purchased fuel gas - $5.35/million Btu, raw water - $0.60/1,000 gal, electricity - $0.07{kWh, and demineralized boiler feedwater -$1.50/1,000 gal. The value of steam at the various pressureLevels can be developed [5J.Let it be further assumed that the emergency balance requires 2,200,000 lb/h of steam (all boilers available). Listed in Table 1 4 are some combinations of boiler installations that meet the design conditions previously stipulated.Table l-4 indicates that any of the several combinations of power-boiler number and size could meet both normal and emergency demand. Therefore, a comparative-cost analysis would be made to assist in making an early decision regarding the number and size of the power boilers.(Table l-4 is based on field-erected, industrial-type boiler Conventional sizing of this type of boiler might range from 100,000 lb/h through 2,000,000 lb/h for each.)An alternative would be the packaged boiler option (although it does not seem practical at this load level. Because it is shop-fabricated, this type of boiler affords a significant saving in terms of field installation cost. Such boilers are available up to a nominal capacity of 100,000 lb/h, with some versions up t0 250,000 lb7h.Selecting turbine water rate i.e., efficiency) represents another major cost concern. Beyond the recognized payout period (e.g., 3 years), the cost of drive steam can be significant in comparison with the equipment capital cost. The typical 30% efficiency ofthe medium-pressure backpressure turbine can be boosted significantly.Driver selections are frequently made with the help of cost-tradeoff studies, unless overriding considerations preclude a drive medium. Electric pump drives are typically recommended on the basis of such studies.Steam tracing has long been the standard way of winterizing piping, not only because of its history of successful performance but also because it is an efficient way to use low-pressure steam.Design consideratonsAs the steam system evolves, the designer identifies steam loads and pressure levels, locates steam loads, checks safety aspects, and prepares cost-tradeoff studies, in order to provide low-cost energy safely, always remaining aware of the physical entity that will arise from the design.How are design concepts translated into a design document? And what basic guidelines will ensure that the physical plant will represent what was intended conceptually?Basic to achieving these ends is the piping and instrument diagram (familiar as the P&ID). Although it is drawn up primarily for the piping designers benefit, it also plays a major role in communicating to the instrumentation designer the process-control strategy, as well as in conveying specialty information to electrical, civil, structural, mechanical and architectural engineers. It is the most important document for representing the specification of the steam。
毕业设计外文文献翻译(原文+译文)
Environmental problems caused by Istanbul subway excavation and suggestionsfor remediation伊斯坦布尔地铁开挖引起的环境问题及补救建议Ibrahim Ocak Abstract:Many environmental problems caused by subway excavations have inevitably become an important point in city life. These problems can be categorized as transporting and stocking of excavated material, traffic jams, noise, vibrations, piles of dust mud and lack of supplies. Although these problems cause many difficulties,the most pressing for a big city like Istanbul is excava tion,since other listed difficulties result from it. Moreover, these problems are environmentally and regionally restricted to the period over which construction projects are underway and disappear when construction is finished. Currently, in Istanbul, there are nine subway construction projects in operation, covering approximately 73 km in length; over 200 km to be constructed in the near future. The amount of material excavated from ongoing construction projects covers approximately 12 million m3. In this study, problems—primarily, the problem with excavation waste(EW)—caused by subway excavation are analyzed and suggestions for remediation are offered.摘要:许多地铁开挖引起的环境问题不可避免地成为城市生活的重要部分。
(完整版)_毕业设计英文翻译_及格式

毕业设计(论文)英文翻译题目专业班级姓名学号指导教师职称200年月日The Restructuring of OrganizationsThroughout the 1990s, mergers and acquisitions a major source of corporate restructuring, affecting millions of workers and their families. This form of restructuring often is accompanied by downsizing. Downsizing is the process of reducing the size of a firm by laying off or retiring workers early. The primary objectives of downsizing are similar in U.S. companies and those in other countries:●cutting cost,●spurring decentralization and speeding up decision making,●cutting bureaucracy and eliminating layers of especially they did five years ago. One consequence of this trend is that today’s managers supervise larger numbers of subordinates who report directly to them. In 1990, only about 20 percent of managers supervise twelve or more people and 54 percent supervised six or fewer.Because of downsizing, first-line managers quality control, resources, and industrial engineering provide guidance and support. First-line managers participate in the production processes and other line activities and coordinate the efforts of the specialists as part of their jobs. At the same time, the workers that first-line managers supervise are less willing to put up with authoritarian management. Employees want their jobs to be more creative, challenging, fun, and satisfying and want to participate in decisions affecting their work. Thus self-managed work teams that bring workers and first-line managers together to make joint decisions to improve the way they do their jobs offer a solution to both supervision and employee expectation problems. When you ’t always the case. Sometimes entire divisions of a firm are simply spun off from the main company to operate on their own as new, autonomous companies. The firm that spun them off may then become one of their most important customers or suppliers. That AT&T “downsized” the old Bell Labs unit, which is now known as Lucent Technologies. Now, rather than - return is free to enter into contracts with companies other than AT&T. this method of downsizing is usually called outsourcing.Outsourcing means letting other organizations perform a needed service andor manufacture needed parts or products. Nike outsources the production of its shoes to low-cost plants in South Korea and China and imports the shoes for distribution in North America. These same plants also ship shoes to Europe and other parts of Asia for distribution. Thus today’s managers face a new challenge: t o plan, organize, lead, and control a company that may as a modular corporation. The modularcorporation is most is most common in three industries: apparel, auto manufacturing, and electronics. The most commonly out-sourced function is production. By out sourcing production, a company can switch supplier best suited to a customer’s needs.Decisions about what to outsource and what to keep in- to contract production to another company is a sound business decision to contract production to another company is a sound business decision, at least for U.S. manufacturers. It appears to the unit cost of production by relieving the company of some overhead, and it frees the company to allocate scarce resources to activities for which the company examples of modular companies are Dell Computer, Nike, Liz Claiborne fashions, and ship designer Cyrix.As organizations downsize and outsource functions, they become flatter and smaller. Unlike the behemoths of the past, the new, smaller firms are less like autonomous fortresses and more like nodes in a net work of complex relationships. This approach, called the network form of organization, involves establishing strategic alliances among several entities.In Japan, cross-ownership and alliances among firms-called keiretsu-both foreign and U.S. auto parts producers. It also owns 49 percent of Hertz, the car rental company that is also a major customer. Other alliances include involvement in several research consortia. In the airline industry, a common type of alliance is between an airline and an airframe manufacture. For example, Delta recently agreed to buy all its aircraft from Boeing. Boeing Airlines. Through these agreements, Boeing guarantees that it will be able to sell specified models of its aircraft and begin to adapt their operations to the models they will be flying in the future. Thus both sides expect to reap benefits from these arrangements for many years.Networks forms of organizations are prevalent in access to the universities and in small, creative organizations. For example, the U.S. biotechnology industry is characterized by network of relationships between new biotechnology firms dedicated to research and new products development and established firms in industries that can use these new products, such as pharmaceuticals. In return for sharing technical information with the larger firms, the smaller firms gain access to their partners’ resources for product testing, marketing, and distribution. Big pharmaceutical firms such as Merk or Eli Lily gain from such partnerships because the smaller firms typically development cycle in the larger firms.Being competitive increasingly requires establishing and managing strategic alliances with other firms. In a strategic alliance, two or more firms agree to cooperate in a venture that is expected to benefit both firms.企业重组整个20世纪90年代中,合并和收购一直是企业重组的主要起源,影响着千百万的工人和他们的家庭。
毕业设计英文翻译原文
编号:毕业设计(论文)外文翻译(原文)院(系):计算机科学与工程学院专业:自动化学生姓名:肖健学号:0600320126指导教师单位:计算机科学与工程学院姓名:王改云职称:教授2010年6月1日The Application of Visualization Technology in ElectricPower Automation SystemWang Chuanqi, Zou QuanxiElectric Power Automation System Department of Yantai Dongfang Electronics Information IndustryCo., Ltd.Abstract: Isoline chart is widely used chart. The authors have improved the existing isoline formation method, proposed a simple and practical isoline formation method, studied how to fill the isoline chart, brought about a feasible method of filling the isoline chart and discussed the application of isoline chart in electric power automation system.Key words: Visualization; Isoline; Electric power automation systemIn the electric power system industry, the dispatching of electric network becomes increasingly important along with the expansion of electric power system and the increasing demands of people towards electric power. At present, electric network dispatching automation system is relatively advanced and relieves the boring and heavy work for operation staff. However, there is a large amount or even oceans of information. Especially when there is any fault, a large amount of alarm information and fault information will flood in the dispatching center. Faced with massive data, operation staff shall rely on some simple and effective tool to quickly locate the interested part in order to grasp the operation state of the system as soon as possible and to predict, identify and remove fault.Meanwhile, the operation of electric power system needs engineers and analysts in the system to analyze a lot of data. The main challenge that a system with thousands of buses poses for electric power automation system is that it needs to supply a lot of data to users in a proper way and make users master and estimate the state of the system instinctively and quickly. This is the case especially in electric network analyzing software. For example, the displaying way of data is more important in analyzing the relations between the actual trend, planned trend of electric network and the transmission capacity of the system. The application of new computer technology and visualization technology in the electric power automation system can greatly satisfy new development and new demands of electric power automation system.Th e word “Visualization” originates from English “Visual” and its original meaning is visual and vivid. In fact, the transformation of any abstract things and processes into graphs and images can be regarded as visualization. But as a subject term, the word “Visualization” officially appeared in a seminar held by National Science Foundation (shortened as NSF) of the USA in February 1987. The official report published after the seminar defined visualization, its covered fields and its recent and long-term research direction, which symbolized that “Visualization” became mature as a subject at the international level.The basic implication of visualization is to apply the principles and methods of computer graphics and general graphics to transforming large amounts of data produced by scientific and engineering computation into graphs and images and displaying them in a visual way. It refers to multi research fields such as computer graphics, image processing, computer vision, computer-aided design (CAD) and graphical user interface (GUI), etc. and has become an important direction for the current research of computer graphics.There are a lot of methods to realize visualization and each method has its unique features and applies to different occasions. Isoline and isosurface is an important method in visualization and can be applied to many occasions. The realization of isoline (isosurface) and its application in the electric power automation system will be explained below in detail.1、 Isoline (Isosurface)Isoline is defined with all such points (x i, y i), in which F(x i, y i)=F i (F i is a set value), and these points connected in certain order form the isoline of F(x,y) whose value is F i…Common isolines such as contour line and isotherm, etc.are based on the measurement of certain height and temperature.Regular isoline drawing usually adopts grid method and the steps are as follows:gridingdiscrete data;converting grid points into numerical value;calculating isoline points; tracing isoline; smoothing and marking isoline; displaying isoline or filling the isoline chart. Recently, some people have brought about the method of introducing triangle grid to solve the problems of quadrilateral grid. What the two methods have in common is to use grid and isoline points on the grid for traveling tracing, which results in the following defects in the drawing process:(1) The two methods use the grid structure, first find out isoline points on each side of certain quadrilateral grid or triangle grid, and then continue to find out isoline points from all the grids, during which a lot of judgment are involved, increasing the difficulty of program realization. When grid nodes become isoline points, they shall be treated as singular nodes, which not only reduces the graph accuracy but also increases the complexity of drawing.(2) The two methods produce drawn graphs with inadequate accuracy and intersection may appear during traveling tracing. The above methods deal with off-grid points using certain curve-fitting method. That is, the methods make two approximations and produce larger tolerance.(3) The methods are not universal and they can only deal with data of grid structure. If certain data is transformed into the grid structure, interpolation is needed in the process, which will definitely reduce the accuracy of graphs.To solve the problems, we adopt the method of raster graph in drawing isoline when realizing the system function, and it is referred to as non-grid method here. This method needs no grid structures and has the following advantages compared to regular methods:(1) Simple programming and easily realized, with no singular nodes involved and no traveling tracing of isoline. All these advantages greatly reduce the complexity of program design.(2)Higher accuracy. It needs one approximation while regular methods need two or more.(3) More universal and with no limits of grid1.1 Isoline Formation Method of Raster GraphThe drawing of raster graph has the following features: the area of drawing isoline is limited and is composed of non-continuous points. In fact, raster graph is limited by computer screen and what people can see is just a chart formed by thousands of or over ten thousand discrete picture elements. For example, a straight line has limited length on computers and is displayed with lots of discrete points. Due to the limitations of human eyes, it seemscontinuous. Based on the above features, this paper proposes isoline formation method of raster graph. The basic idea of this method is: as computer graphs are composed of discrete points, one just needs to find out all thepicture element points on the same isoline, which will definitely form this isoline.Take the isoline of rectangular mountain area for example to discussdetailed calculation method. Data required in calculation is the coordinates and altitude of each measuring point, i.e., (x i ,y i ,z i ), among which z i represents the altitude of No.i measuring point and there are M measuring points in total. Meanwhile, the height of isoline which is to be drawn is provided. For example, starting from h 0 , an isoline is drawn with every height difference of ∆h0 and total m isolines are drawn. Besides, the size of the screen area to be displayed is known and here (StartX,StartY) represents the top left corner of this area while (EndX ,EndY)represents the low right corner of this area. The calculation method for drawing its isoline is as follows:(1) Find out the value of x i and y i of the top left corner and low right corner points in the drawing area, which are represented by X max ,X min ,Y max ,Y min ;(2)Transform the coordinate (x i ,y i ) into screen coordinate (SX i ,SY i )and the required transformation formula is as follows:sx i =x i -X min /X max -X min (EndX-StartX)sy i =y i -Y min /Y max -Y min (EndY-StartY)Fig. 1 Height computation sketch(3) i =startX,j=StartY; Suppose i =startX,j=StartY;(4) Use the method of calculating height (such as distance weighting method and least square method, etc.) to calculate out the height h 1, h 2, h 3 of points (i,j), (i+1,j) and (i,j+1), i.e., the height of the three points P 1, P 2 and P 3 in Fig. 1;(5) Check the value of h 1, h 2, h 3 and determine whether there is any isoline crossing according to the following methods:①k=1,h=h 0;①k=1,h=h 0;②Judge whether (P 1-h)*(P 2-h)≤0 is justified. If justified, continue the next step; otherwise, perform ⑤;③Judge whether |P1-h|=|P2-h| is justified. If justified, it indicates that there is an isoline crossing P1, P2, dot the two points and jump to (6); otherwise, continue next step;④Judge whether |P1-h|<|P2-h|is justified. If justified, it indicates that there is an isoline crossing P1, dot this point; otherwise, dot P2;⑤Judge whether (P1-h)*(P3-h)≤0 is justified. If justified, con tinue next step; otherwise, perform ⑧.⑥Judge whether|P1-h|=|P3-h|is justified. If justified, dot the two points P1\,P3 and jump to (6);otherwise, jump to ⑤;⑦Judge whether|P1-h|<|P3-h|is justified. If justified, dot P1; otherwise, dot P3;⑧Suppose k:=k+1 and judge whether k<m+1 I is justified. If unjustified, continue next step; otherwise, suppose h:=h+∆h0 and return to ②.(6) Suppose j:j+1 and judge whether j<EndY is justified. If unjustified, continue next step; otherwise, return to (4);(7) Suppose i:=i+1 and judge whether i<EndX is justified. If unjustified, continue next step; otherwise, return to (4);(8) The end.In specific program design, in order to avoid repeated calculation, an array can be used to keep all the value of P2 in Column i+1 and another variable is used to keep the value of P3.From the above calculation method, it can be seen that this method doesn’t involve the traveling of isoline, the judgment of grid singular nodes and the connection of isoline, etc., which greatly simplifies the programming and is easily realized, producing no intersection lines in the drawn chart.1.2 Griding and Determining NodesTime consumption of a calculation method is of great concern. When calculating the height of (i,j), all the contributing points to the height of this point need to be found out. If one searches through the whole array, it is very time consuming. Therefore, the following regularized grid method is introduced to accelerate the speed.First, two concepts, i.e., influence domain and influence point set, are provided and defined as follows:Definition 1: influence domain O(P) of node P refers to the largest area in which this nodes has some influence on other nodes. In this paper, it can refer to the closed disc with radius as r (predetermined) or the square with side length as a (predetermined).Definition 2: influence point set S(P)of node P refers to the collection of all the nodes which can influence node P. In this paper, it refers to the point set with the number of elements as n (predetermined), i.e., the number of all the known contributing nodes to the height of node (i,j) can only be n and these nodesare generally n nodes closet to node P.According to the above definition, in order to calculate out the height of any node (i,j), one just needs to find out all the nodes influencing the height of this node and then uses the interpolation method according to two-dimensional surface fitting. Here, we will explain in detail how to calculate out the height of node (i,j) with Definition 1, i.e., the method of influence domain, and make similar calculation with Definition 2.Grid structure is used to determine other nodes in the influence domain of node (i,j). Irregular area is covered with regular grid, in which the grids have the same size and the side of grid is parallel with X axis and Y axis.The grid is described as follows:(x min,x max,NCX)(y min,y max,NCY)In the formula, x min, y max and x max, y max are respectively the minimum and maximum coordinates of x, y direction of the area; NCX is the number of grids in X direction; NCY is the number of grids in Y direction.Determining which grid a node belongs to is performed in the following two steps. Suppose the coordinate of this node is (x,y). First, respectively calculate its grid No. in x direction and y direction, and the formula is as follows:IX=NCX*(x-x min)/(xmax-x min)+1;IY=NCY(y-y min)/(y max-y min)+1。
毕业设计外文翻译原文
CLUTCHThe engine produces the power to drive the vehicle. The drive line or drive train transfers the power of the engine to the wheels. The drive train consists of the parts from the back of the flywh eel to the wheels. These parts include the clutch, th e transmission, the drive shaft, and the final drive assembly (Figure 8-1).The clutch which includes the flywheel, clutch disc, pressure plate, springs, pressure plate cover and the linkage necessary to operate the clutch is a rotating mechanism between t he engine and the transmission (Figure 8-2). It operates through friction which comes from contact between the parts. That is the reason why the clutch is called a friction mechanism. After engagement, the clutch must continue to transmit all the engine torque to the transmission depending on the friction without slippage. The clutch is also used to disengage the engine from the drive train whenever the gears in the transmission are being shifted from one gear ratio to another.To start the engine or shift the gears, the driver has to depress the clutch pedal with the purpose of disengagement the transmission from the engine. At that time, the driven members connected to the transmission input shaft are either stationary or rotating at a speed that is slower or faster than the driving members connected to the engine crankshaft. There is no spring pressure on the clutch assembly parts. So there is no friction between the driving members and driven members. As the driver lets loose the clutch pedal, spring pre ssure increases on the clutch parts. Friction between the parts also increases. The pressure exerted by the springs on the driven members is controlled by the driver through the clutch pedal and linkage. The positive engagement of the driving and driven members is made possible by the friction between the surfaces of the members. When full spring pressure is applied, the speed of the driving and driven members should be the same. At themoment, the clutch must act as a solid coupling device and transmit al l engine power to the transmission, without slipping.However, the transmission should be engaged to the engine gradually in order to operate the car smoothly and minimize torsional shock on the drive train because an engine at idle just develops little power. Otherwise, the driving members are connected with the driven members too quickly and the engine would be stalled.The flywheel is a major part of the clutch. The flywheel mounts to the engine’s crankshaft and transmits engine torque to the clutch assembly. The flywheel, when coupled with the clutch disc and pressure plate makes and breaks the flow of power from the engine to the transmission.The flywheel provides a mounting location for the clutch assembly as well. When the clutch is applied, the flyw heel transfers engine torque to the clutch disc. Because of its weight, the flywheel helps to smooth engine operation. The flywheel also has a large ring gear at its outer edge, which engages with a pinion gear on the starter motor during engine cranking.The clutch disc fits between the flywheel and the pressure plate. The clutch disc has a splined hub that fits over splines on the transmission input shaft. A splined hub has grooves that match splines on the shaft. These splines fit in the grooves. Thus, t he two parts are held together. However, back-and-forth movement of the disc on the shaft is possible. Attached to the input shaft, At disc turns at the speed of the shaft.The clutch pressure plate is generally made of cast iron. It is round and about the same diameter as the clutch disc. One side of the pressure plate is machined smooth. This side will press the clutch disc facing are against the flywheel. The outer side has various shapes to facilitate attachment of spring and release mechanisms. The two primary types of pressure plate assemblies are coil spri ng assembly and diaphragmspring (Figure 8-3).In a coil spring clutch the pressure plate is backed by a number of coil springs and housed with them in a pressed-steel cover bolted to the flywheel. The springs push against the cover. Neither the driven plate nor the pressure plate is connected rigidly to the flywh eel and both can move either towards it or away. When the clutch pedal is depressed a thrust pad riding on a carbon or ball thrust bearing i s forced towards the flywheel. Levers pivoted so that they engage with the thrust pad at one end and the pressure plate at the other end pull the pressure plate ba ck against its springs. This releases pressure on the driven plate disconnecting the gearbox from the engine (Figure 8-4).Diaphragm spring pressure plate assemblies are widely used in most modern cars. The diaphragm spring is a single thin sheet of metal which yields when pressure is applied to it. When pressure is removed the metal springs back to its original shape. The centre portion of the diaphragm spring is slit into numerous fingers that act as release levers. When the clutch assembly rotates with the engine these weights are flung outwards by centrifugal forces and cause the levers to pre ss against the pressure plate. During disengagement of the clutch the fingers are moved forward by the release bearing. The spring pivots over the fulcrum ring and its outer rim moves away from the flywheel. The retracting spring pulls the pressure plate a way from the clutch plate thus disengaging the clutch (Figure 8-5).When engaged the release bearing and the fingers of the diaphragm spring move towards the transmission. As the diaphragm pivots over the pivot ring its outer rim forces the pressure plate against the clutch disc so that the clutch plate is engaged to the flywheel.The advantages of a diaphragm type pres sure plate assembly are its compactness, lower weight, fewer moving parts, less effort to engage, reduces rotational imbalance by providin g a balanced force around the pressure plate and less chances of clutch slippage.The clutch pedal is connected to the disengagement mechanism either by a cable or, more com monly, by a hydraulic system. Either way, pushing the pedal down operates the dise ngagement mechanism which puts pressure on the fingers of the clutch diaphragm via a release bearing and causes the diaphragm to release the clutch plate. With a hydraulic mechanism, the clutch pedal arm operates a piston in the clutch master cylinder. Thi s forces hydraulic fluid through a pipe to the clutch release cylinder where another piston operates the clutch disengagement mechanism. The alternative is to link the clutch pedal to the disengagement mechanism by a cable.The other parts including the cl utch fork, release bearing, bell-housing, bell housing cover, and pilot bushing are needed to couple and uncouple the transmission. The clutch fork, which connects to the linkage, actually operates the clutch. The release bearing fits between the clutch fork and the pressure plate assembly. The bell housing covers the clutch assembly. The bell housing c over fastens to the bottom of the bell housing. This removable cover allows a mechanic to inspect the clutch without removing the transmission and bell housing. A pilot bushing fits into the back of th e crankshaft and holds the transmission input shaft.A Torque ConverterThere are four components inside the very strong housing of the torque converter:1. Pump;2. Turbine;3. Stator;4. Transmission fluid.The housing of the torque converter is bolted to the flywheel of the engine, so it turns at what ever speed the engine is running at. The fins that make up the pump of the torque converter are at tached to the housing, so they also turn at the same speed a s the engine. The cutaway below shows how everything is connected inside the torque converter (Figure 8-6).The pump inside a torque converter is a type of centrifugal pump. As it spins, fluid is flung to the outside, much as the spin cycle of a washing machine flings water and clothes to the outside of the wash tub. As fluid is flung to the outside, a vacuum is created that draws more fluid in at the center.The fluid then enters the blades of the turbine, which is connected to the transmission. The turbin e causes the transmission to spin, which basically moves the car. The blades of the turbine are curved. This means that the fluid, which enters the turbine from the outside, has to change direction before it exits the center of the turbine. It is this directional change that causes the turbine to spin.The fluid exits the turbine at the center, moving in a different direction than when it entered. The fluid exits the turbine moving opposite the direction that the pump (and engine) is turning. If the fluid were allowed to hit the pump, it would slow the engine down, wasting power. This is why a torque converter has a stator.The stator resides in the very center of the torque converter. Its job is to redirect the fluid returning from the turbine before it hits the pump again. This dramatically increases the efficiency of the torque converter.The stator has a very aggressive blade design that almost completely reverses the direction of the fluid. A one-way clutch (inside the stator) connects the stator to a fixed shaft in the transmission. Because of this arrangement, the stator cannot spin with the fluid - i tc a n s p i n o n l y i n t h e o p p o s i t ed i re c t i o n,f o r c i ng th e f l ui d t oc h a n g ed i re c t i o n a s i t h i t s t h e s t a t o r b l a d e s.Something a little bit tricky happens when the car gets moving. There is a point, around 40 mph (64 kph), at which both the pump and the turbine are spinning at almost the same speed (the pump alwaysspins slightly faster). At this point, the fluid returns from the turbine, entering the pump already moving in the same direction as the pump, so the stator is not needed.Even though the turbine changes the direction of the fluid and flings it out the back, the fluid still ends up moving in the direction that the turbine is spinning because the turbin e is spinning faster in one direction than the fluid is being pumped in the other direction. If you were standing in the back of a pickup moving at 60 mph, and you threw a ball out the back of that pickup at 40 mph, the ball would still be going forward at 20 mph. This is similar to what happens in the tur bine: The fluid is being flung out the back in one direction, but not as fast as it was going to start with in the other direction.At these speeds, the fluid actually strikes the back sides of the stator blades, causing the stator to freewheel on its one-way clutch so it doesn’t hinder the fluid moving through it.Benefits and Weak PointsIn addition to the very important job of allowing a car come to a complete stop without stalling the engine; the torqu e converter actually gives the car more torque when you accelerate out of a Stop. Modern torque converters can multiply the torque of the engine by two to three times. This effect only happens when the engine is turning much faster than the transmission.At higher speeds, the transmission catches up to the engine, eventually moving at almost the same speed. Ideally, though, the transmission would move at exactly the same speed as the engine, because this difference in speed wastes power. This is part of th e reason why cars with automatic transmissions get worse gas mileage than cars with manual transmissions.To counter this effect, some cars have a torque converter with alockup clutch. When the two halves of the torque converter get up to speed, this clutch locks them together, eliminating the slip page and improving efficiency.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
兰州理工大学毕业设计(论文)外文参考资料及译文译文题目:基于LabVIEW的压力开关测试系统设计学生姓名:凌施亮学号:专电子信息科学与技术业所在学院:电气工程与信息工程学院指导教师:李建海2011 年3 月27日夕卜文资料(一):Labview programmingThe pressure switch test system, involving an important concept: the virtual instrument. Virtual instrument is the United States National Instruments Corporation (Nl) out of the concept of modern computer technology and instrumentation technology in-depth integration of the product. Virtual Instrument "virtual" There are two levels of meaning: 1. A virtual control panel, two virtual test and measurement and analysis. Virtual instrument is characterized by . NI's withdrawal from a professionalgraphical programming software to design and development of virtual instruments, that is, Labiew. LabVIEW, short for Laboratory Virtual Instrument Engineering Workbench, is a programming environment in which you create programs using a graphical notation (connecting functional nodes via wires through which data flows); in this regard, it differs from traditional programming languages like C, C++, or Java, in which you program with text. However, LabVIEW is much more than a programming language. It is an interactive program development and execution system designed for people, like scientistsand engineers,who need to program as part of their jobs. The LabVIEW development environment works on computers running Windows, Mac OS X, or Linux. LabVIEW can create programs that run on those platforms, as well as Microsoft Pocket PC, Microsoft Windows CE, Palm OS, and a variety of embedded platforms, including Field Programmable Gate Arrays (FPGAs), Digital Signal Processors(DSPs), and microprocessors.Using the very powerful graphical programming language that manyLabVIEW users affectionately call "G" (for graphical), LabVIEW can increase your productivity by orders of magnitude. Programs that take weeks or months to write using conventional programming languages can be completed in of ideas, generalprogramming, or even teaching basic programming concepts.Labiew feature continuously enriched and powerful, Labiew used for data acquisition and control, data analysis and data representation, so that engineers and scientists to take full advantage of PC functions, quickly and easily complete their own power to make. Labview main features can be summarized as follows: a graphical environment for two instruments into a built-in program compiler, so that run faster three flexible means of four supports multiple debugging platform 5 supports DDE functions.Labiew years of development from 1986 to now, support multiple popular operating systems,Labview main course of development are as follows:1.1983 years in April, Labview Development System in the United States Austin, Texas, the successful development of2.佃85-year in May, NI introduced the Labview Beta test version3.佃86-year in October, NI company officially released the Labview1.0 for Macintosh version of the4.佃90-year in January, Labview2.0 came5.1992-year in August in support of SUN Solaris workstation and PC-Labview version available6.1993-year in January, Labview3.0 version is developed7.1998-year in February, Labview5.0 version available, this version is a milestone in the the Labview 7 series, introduced a new data type - Dynamic Data Types9.2005 years, Labview 8 version of the interview, the version of the specific distributed, intelligent outstanding features10.2006, the 20th anniversary edition of Labview 8.20 an interview. 8.21 is theChinese version of11.2007-year in August, Labview8.5 available12.2008-year in August, Labview8.6 version availableAfter 20 years of continuous innovation, development, Labview to rely on the concept of a new and unique advantages, and efficient and powerful, and open the three basic characteristics, and gradually become the industry standard.The above describes the characteristics of Labview and development, described belowTypically, a virtual instrument design steps are as follows:(1). In the design window, place the front panel controls, front panel using the tool template development window, the corresponding tools, fromthe control template and place a good accesscontrol is needed to carry out parameter setting control properties, stickers text description tag.(2). In the flow chart editing window, place the nodes, frame, in the flow chart editing window, use the tool template correspondingtools, from a functional template and put a good access to the required icon, they are the flow chart in the "nodes" , "frame."(3). The data flow programming, data flow using the connection tool according to the direction of the port, node, frame in turn connected todata from the source sent to the prescribed purpose terminal operating mode. (4). Run test, when the completion of step (a), (2), (3), the front panel procedure and flow chart graphic design program is completed, a virtual instrument basically established, whether to achieve the desired functionality, need to run the test. There are two kinds of test methods.a.Simulation Test: do not use I O interface tests on the signal data is from"array" or "signal-generating function," resulting "emulation signal."b.Measured test: it is through the I O interface to test in experimental tests carried out prior to the virtual instrument unique advantage because of its repeated testing, debugging, and constantly improve the improvement of virtual instrument is extremely convenient, is a traditional instrument can not be used in test methods.⑸.debugging techniques,use the toolbar shortcut "Run", " of", "Step", "Breakpoint set" to the following steps to program debugging.a.to identify grammatical errors, if there is a syntax error, then when start the Shortcut Bar "Run" button, the button becomes a broken arrow, the program can not perform. Mouse click on the button, a list will pop up an error window, the window listed in the wrong item, and then click any one of the listed errors, click the "Find" function button, then the error object, or the portwill be changed bright.b.slow tracking program running, use the shortcut in the toolbar's " of" button, click the button, the button icon becomesclick "Run" button, the program on a slower speed. The implementation of the code was not grayed out after the implementation of the code the value of the data stream. This allows the data flow, and track the implementation of the procedures.c.breakpoints and single-step, in order to check the program logic error, you may want to program a block diagram node in a node implementation. Breakpoint tool to use a certain location in the program to suspend program execution,using probes or single-step ways to view the data.d.set the probe, you can view the block diagram by setting the probe to open a connection procedure by a data value.(6). data observed, when the inspection observations were found toerror, the mouse click "Highlight Execution" button, and observe the various nodes in the data stream values.(7). named Save, save the designed I.翻译(一):Labiew的程序设计压力开关测试系统,涉及到一个重要的概念:虚拟仪器。