本科毕业设计外文翻译(原文)
毕业论文(设计)外文文献翻译及原文
金融体制、融资约束与投资——来自OECD的实证分析R.SemenovDepartment of Economics,University of Nijmegen,Nijmegen(荷兰内梅亨大学,经济学院)这篇论文考查了OECD的11个国家中现金流量对企业投资的影响.我们发现不同国家之间投资对企业内部可获取资金的敏感性具有显著差异,并且银企之间具有明显的紧密关系的国家的敏感性比银企之间具有公平关系的国家的低.同时,我们发现融资约束与整体金融发展指标不存在关系.我们的结论与资本市场信息和激励问题对企业投资具有重要作用这种观点一致,并且紧密的银企关系会减少这些问题从而增加企业获取外部融资的渠道。
一、引言各个国家的企业在显著不同的金融体制下运行。
金融发展水平的差别(例如,相对GDP的信用额度和相对GDP的相应股票市场的资本化程度),在所有者和管理者关系、企业和债权人的模式中,企业控制的市场活动水平可以很好地被记录.在完美资本市场,对于具有正的净现值投资机会的企业将一直获得资金。
然而,经济理论表明市场摩擦,诸如信息不对称和激励问题会使获得外部资本更加昂贵,并且具有盈利投资机会的企业不一定能够获取所需资本.这表明融资要素,例如内部产生资金数量、新债务和权益的可得性,共同决定了企业的投资决策.现今已经有大量考查外部资金可得性对投资决策的影响的实证资料(可参考,例如Fazzari(1998)、 Hoshi(1991)、 Chapman(1996)、Samuel(1998)).大多数研究结果表明金融变量例如现金流量有助于解释企业的投资水平。
这项研究结果解释表明企业投资受限于外部资金的可得性。
很多模型强调运行正常的金融中介和金融市场有助于改善信息不对称和交易成本,减缓不对称问题,从而促使储蓄资金投着长期和高回报的项目,并且提高资源的有效配置(参看Levine(1997)的评论文章)。
因而我们预期用于更加发达的金融体制的国家的企业将更容易获得外部融资.几位学者已经指出建立企业和金融中介机构可进一步缓解金融市场摩擦。
毕业设计(论文)外文翻译(原文)
编号:毕业设计(论文)外文翻译(原文)院(系):桂林电子科技大学职业技术学院专业:工商企业管理学生姓名:方智立学号:010*********指导教师单位:桂林电子科技大学职业技术学院姓名:朱芸芸职称:讲师2016年 4 月 1 日Marketing Strategy Analysis of SportsAbstractSports market is a special industry market, which for provide exchange of sports tangible products and services market. Sports market including fixed type, such as sports facilities, sports goods market, Mobile market, such as all kinds of sports service provided by the fitness club. Sports tourism and advertising business, sports goods should be consumers to accept, and occupy a larger market. If success of the sports marketing involves many factors. According to the specific characteristics of sports marketing, develop and implement appropriate marketing strategy is very important. Sports marketing strategy is to the sports business units within a certain period or stage marketing campaign's overall development plan of decision making.This paper argues that the marketing strategy can be further subdivided into market positioning strategy, market timing strategy, market entry strategy, market development strategy, market competition strategy, Choose a strategy, must conform to the enterprise's own competitive position, product status, to grasp the market opportunity, determined according to the demands of consumers. In this paper, the sports market segmentation marketing strategy for the market positioning strategy, market timing strategy, market entry strategy, market development strategy, market competition strategy, and discusses the sports marketing how to carry out strategic choice.Keywords: Sports bazaar ; Sports marketing; Marketing strategy1.Sports marketing strategy and characteristics1.1Sports marketing strategyStrategy refers to the planning of overall and profound things. Sports marketing strategy refers to the commodity business units under the guidance of modern marketing concept, to achieve its economic goal for enterprise in a certain period of the overall design and planning of marketing development.Inan increasingly competitive market circumstances, sports business units in order to effectively carry out business activities, to achieve its business objectives, must understand and based on the characteristics of marketing concepts and strategies, and Target the demand of the market, comprehensive analysis and marketing of various environmental factors, choose effective market strategy in the background.1.2The characteristics of the sports marketing strategySports marketing strategy has sports business units within a certain period or stage marketing campaign's overall development plan of decision making. It has the characteristics of the following.(1) Overall importance.Sports marketing strategy is a matter of the global business units, including two aspects the meaning of this global:on the one hand, Sports marketing strategy is the overall design, the development of the business units, including overall planning and the overall strategy and means.On the other hand, Sports marketing strategy decision is a matter of global business units and their all-round development in the future.(2)Secular.Sports marketing strategy is really about the future of sports business units: to achieve the goals of sports marketing strategy, will make the sports business units to produce qualitative leap, but this is not usually that can be done in the short term.Important, sports business units of marketing strategy on the strategic period not only very important to enterprise's survival and development, but also to the long-term development of enterprises play an important role.(3) Systematicness.Sports systemic marketing refers to business units, each part of the work of each link is a contact each other, are closely related to the organic unity of the whole.System have layers, the size and the primary and secondary division, at the next lower level to obey and serve at the next higher level.For a certain sports and business operation entity, the strategy of the whole enterprise as a whole system engineering to overall arrangement, the pursuit of the overall development of the biggest benefits.(4)Adaptability.Sports marketing adaptability, refers to the sports marketing and business operation entity is easily affected by external and internal environment, when the environment changes, sports business units made to adapt themselves to the new environment of the characteristics of rapid response.Sports marketing of the external environment including the market demand, political or economic situation changes, policy and law changes. Similarly, sports business entities internal conditions change will impact on marketing.(5)Risk.Due to sports marketing strategy is the business unit for the marketing activities during the period development collection of expected decision, and this decision is absolutely impossible in various conditions fully mature and information fully, make and sports market, especially the intangible product variety and complexity of the market, make sports marketing strategy has the characteristics of uncertainty and instantaneity, many market opportunities tend to be a passes, no longer to, opportunity and risk coexist.2.Sports marketing strategy comprisedand choiceSports marketing strategies mainly include market positioning strategy, market timing strategy, market entry strategy, market development strategy, market competition strategy.2.1 Market orientation strategyMarket positioning refers to the sports business units according to the condition of market competition situation and its own resources, establish and develop differentiated competitive advantage, to make their own products in the consumer formed in the difference between each product unique image and is superior to the competition.This unique image can be tangible or intangible.Enterprise after analyzing the market environment, should highlight its own market advantage, establish market position, Which companies need to know on a certain level of paper generalizes, consumers mind what is the best sports products as expected.2.2 Market entry policyMarket entry strategy is the sports business units at the right time to capture the target market, how to appropriately in the two aspects of production capacity and sales ability to make reliable measures and guarantee, to ensure the decision-making of sports products successfully enter the market.Its content mainly includes the production capacity of decision-making and sales ability to form two aspects.(1) Capacity Decision. In the necessary time, sports business entities formtargetmarket capacity, is one of the important conditions to achieve market goal.Regardless of whether they are sports tangible products and intangible products, generally there are two alternative strategies.①Independent development strategy refers to both tangible products, the development of sports and development of sports intangible products. All on its own strength to expand production scale, enhance the comprehensive production capacity or adjust the structure of the comprehensive production capacity of enterprise, to adapt the demand of product combination structure. ②Comprehensive development strategy, mainly depend on the sports business units of the external forces, namely, through joint, collaboration, subcontract, form a new comprehensive production capacity. Due to participating in planning, control, coordination, etc, are more difficult. Therefore, sports business units must be good at optimizing collaborator, deal with the various cooperation of responsibility, right and benefit, to maintain good relations of cooperation.(2) Sales ability decision. A sports product to enter and occupy the market, production enterprise must have the necessary sales ability and the ability to penetrate the market.Sales ability decision-making main consideration circulation channels and sales, product should be considered when making decisions, market, enterprise, social environment and the factors such as economic effect.2.3 Market development strategyMarket development strategy refers to the perspective of market prospects, the choice of market development means, usually includes two kinds of intensive development and diversified development main form.(1)Intensive development.When some kind of sports products in the market has the potential of further development, the choice of market penetration, product development and market development of three kinds of intensive development form. As the tangible products market, in sports and intangible products are common market and applicable.①Market penetration. on the basis of the existing market scale, increase the sales of existing products. Can use a variety of measures, consolidate old customers, increase the new user. ②Product development Is through developing and improving existing products, make its have some new properties and USES, meet the social demand more. ③market development. Refers to an enterprise that open up new product sales market, in order to increase sales.(2) Diversified development.Diversity is also called the diversification, basically have concentricity scattered scattered, horizontal dispersion and the integrityof three. ①Concentricity is sports business unit USES the original dispersed development technology and the characteristics, with its as the core, the development use different structure similar products. ②Scattered level of sexual development.Was used in the original market advantage, has occupied the market development of technology, nature and purpose of different products. For example, Sports club olicy makers, can through the player transfer channels, to sell players, profit.Others use their sports club or the player's social awareness to participate in the sales promotion of goods, in order to obtain profits. ③Integrity of dispersed development. Refers to the sports business units to expand the business into its original business, technology, market and the product has no connection in the industry. Such as the sports department construction and run a catering and service hotels, hotels, entertainment city, charge for parking lot, etc., is the form of scattered holistic development. Implement the diversification development, can improve the ability of sports business units to adapt to the environment, reduce the risk of a single business, at the same time, may be more fully use of all kinds of resources within the enterprise, make its have more potential development opportunities. However, the development of decentralized often leads to complication of operation and management, and business operation entities such as diversifying some problems.2.4Strategic Marketing CompetitionThe rules of the development of the market is superior bad discard, its characteristic is the petition can promote the economic development of the enterprise and the improvement of economic benefits.Enterprises should establish a clear concept of competition, flexible use of price and non-price competition means, take a man without I have, people have my good, good people knew, new I cheap, cheap I turn the principle and method of making enterprise competitive strategy, must accomplish know fairly well the competition environment and competition situation, can with ease.Enterprise competition environment factors mainly refers to the enterprise in addition to the social and cultural environment stress factors of various aspects, such as management scientist professor Michael porter of Harvard University famous the competitive offer slightly above, an enterprise usually exist competition pressure from five aspects, namely the industry competition pressure, potential to join the pressure from the industry, suppliers forward pressure (by providing raw materials or semi-finished products, to develop into their production products), buyers.(1) The overall competitive strategy. Under different conditions, the enterprise facing the pressure of competition is different, the analysis of the pressure of competition is to understand the purpose of each kind of competition situation of power, so as to make effective competition strategy.Under normal circumstances, the sports business units of competition strategy in general have a low cost strategy, product differentiation strategy and intensive strategy. ①low-cost strategy. Low cost strategy is to point to in under the premise of guarantee the quality of products and services, efforts to reduce the cost of production and sales so that the enterprise product prices lower than competitors' prices, with rapidly expanding sales increase market share. ②Product differentiation strategies. Product differentiation strategy is to point to create a unique characteristic of the enterprise products, to develop unique products or marketing programs, for in such aspects as product or service than competitors are unique. Thus to obtain the difference advantage.The United States, for example, "NIKE" brand sports shoes, NIKE production due to the appearance of novel design, the innovation of the use function and unique, and exquisite packaging, etc., although the price is surprisingly expensive, but occupies considerable market in China, the teenagers are very loving. ③Intensive strategy. Intensive strategy refers to the enterprises focus on one or several market segments provide the most effective service, better meet certain customers with different needs, so as to strive for the local competitive advantage. It is little different from the above three kinds of overall competition strategy, successfully implement these three strategies need different resources and decision-making, also should have different requirements on organization and management.(2) The competitive strategy of enterprises of different competitive position. Where the status of enterprise in market competition, the enterprise can be divided into: market leader, market challenger, market follower. Different competitive position of enterprises, should choose different market competitive strategy.①Dominant market competition strategy. Market power refers to the related products has the highest market share. Such as the current market position and stable dominated by clothing JinMeiLong, "ADIDAS", they are price changes, new product development, sales channel width and promotional efforts in a dominant position, recognized by other sports enterprises. ②The challenger market competition strategy. Market challenger refers to those in a secondary position in the market of the enterprise, such as "lining" brand garment enterprises .Market challenger to choosechallenge object is closely related to the strategic target, for a same object has different goals and strategies Such as attack market leader to gain the market share and product advantage ;Attack power with yourself quite seize its market position; Attacking small businesses taking their customers even small business itself."Lining" to win market price advantage to the international brand, with product quality advantages to gain "anta" challenger "peak" brand's market share. ③Followers of the market competition strategy. Market followers is to point to in a secondary position, under the conditions of "coexistence" market for as much as possible the benefit of the enterprise. Market followers don't need a lot of money, less risky and can obtain high profits, so many enterprises adopt this strategy, especially the sort of small or no fame and status of sports clothing enterprises. As the current sports "philharmonic" brand clothing enterprise in the enterprise.Reference[1] LiJianJun,WangCuiHua:The Research on Marketing Environment Enterprise of Things for Sports Use in China[J] Journal of NanJing institute of sport (social science edition) 2013.(10),36 ~ 48.[2] Discuss Sports market, products and marketing characteristics. [J] journal of xi ' an institute of physical education,2012.(3)101 ~109.[3] HuZhengMing Ed. Marketing Management[M].Shandong people's publishing house,2012.302 ~325.[4] [US]Kotler write. YuLiJun translate. Introduction to Marketing[M].Huaxia Publishing House,2011.333~389.[5] ZhangTongYao.Application areas to promote the marketing advantage analysis of third party logistics[J].Market of China,2010(3)128 ~136.[6] WangHuaiShu.The influence of the logistics quality of marketing[J].Teacher's Journal,2010(3)31 ~38.[7] WangChenWen.Shallow theory of logistics strategy in the role of marketing management[J].Chemical Enterprise Management,2009(7)175 ~178.。
毕业设计外文翻译
毕业设计外文翻译Graduation design foreign translation (700 words)Title: The Application of Artificial Intelligence in Autonomous VehiclesIntroduction:With the advancement of artificial intelligence (AI) technology, the application of AI in autonomous vehicles has become a hot topic. Autonomous vehicles, also known as self-driving cars, are vehicles that can operate without human intervention. The integration of AI enables these vehicles to analyze and respond to their surroundings, making them more efficient and safe on the road. This paper will discuss the application of AI in autonomous vehicles and its potential benefits.Application of AI in Autonomous Vehicles:1. Computer Vision:AI technology enables autonomous vehicles to perceive their surroundings using computer vision. Cameras are installed on the vehicle to capture real-time visual data, which is then analyzed by AI algorithms. Through computer vision, autonomous vehicles can identify objects such as pedestrians, traffic lights, and other vehicles. This allows the vehicle to make informed decisions and act accordingly. For example, if a pedestrian is crossing the road, the autonomous vehicle can detect the presence of the pedestrian and adjust its speed or trajectory to avoid collision.2. Machine Learning:Machine learning algorithms are used to train autonomous vehiclesto make decisions based on various scenarios. By analyzing large amounts of data, the AI system can learn patterns and make predictions. Machine learning is particularly useful in autonomous vehicles because it allows them to adapt to changing environments and make real-time decisions. For example, if a road is under construction, the AI system can learn to navigate through alternative routes based on previous data.3. Sensor Fusion:Autonomous vehicles are equipped with various sensors such as LiDAR, radar, and ultrasound, which provide them with information about their surroundings. AI technology allows these sensors to work together and fuse the data to get a comprehensive view of the environment. Sensor fusion enables autonomous vehicles to have a more accurate perception of their surroundings and make more precise decisions. For example, if there is an obstacle ahead, the AI system can use data from multiple sensors to accurately determine the distance and make the appropriate response.Benefits of AI in Autonomous Vehicles:1. Safety:One of the main benefits of AI in autonomous vehicles is the improvement in road safety. AI algorithms can analyze real-time data and make split-second decisions, which reduces the risk of human error. Autonomous vehicles equipped with AI technology can identify potential risks on the road and take appropriate actions to avoid accidents.2. Efficiency:AI in autonomous vehicles can optimize driving routes, reduce congestion, and improve overall traffic flow. By analyzing traffic patterns and historical data, AI algorithms can suggest the most efficient routes for a given destination. This not only saves time for passengers but also reduces fuel consumption and environmental impact.Conclusion:The application of AI in autonomous vehicles holds great promise for the future of transportation. By leveraging AI technology, autonomous vehicles can improve safety, efficiency, and overall driving experience. However, there are still challenges to overcome, such as regulatory issues and public acceptance. Nonetheless, with further advancements in AI technology, autonomous vehicles are poised to revolutionize the way we commute and travel.。
本科毕业设计外文翻译(中文)
本科生毕业设计(论文)外文翻译外文原文题目:Real-time interactive optical micromanipulation of a mixture of high- and low-index particles中文翻译题目:高低折射率微粒混合物的实时交互式光学微操作毕业设计(论文)题目:阵列光镊软件控制系统设计姓名:任有健学院:生命学院班级:06210501指导教师:李勤高低折射率微粒混合物的实时交互式光学微操作Peter John Rodrigo Vincent Ricardo Daria Jesper Glückstad丹麦罗斯基勒DK-4000号,Risø国家实验室光学和等离子研究系jesper.gluckstad@risoe.dkhttp://www.risoe.dk/ofd/competence/ppo.htm摘要:本文论证一种对于胶体的实时交互式光学微操作的方法,胶体中包含两种折射率的微粒,与悬浮介质(0n )相比,分别低于(0L n n <)、高于(0H n n >)悬浮介质的折射率。
球形的高低折射率微粒在横平板上被一批捕获激光束生成的约束光势能捕获,捕获激光束的横剖面可以分为“礼帽形”和“圆环形”两种光强剖面。
这种应用方法在光学捕获的空间分布和个体几何学方面提供了广泛的可重构性。
我们以实验为基础证实了同时捕获又独立操作悬浮于水(0 1.33n =)中不同尺寸的球形碳酸钠微壳( 1.2L n ≈)和聚苯乙烯微珠( 1.57H n =)的独特性质。
©2004 美国光学学会光学分类与标引体系编码:(140.7010)捕获、(170.4520)光学限制与操作和(230.6120)空间光调制器。
1 引言光带有动量和角动量。
伴随于光与物质相互作用的动量转移为我们提供了在介观量级捕获和操作微粒的方法。
过去数十年中的巨大发展已经导致了在生物和物理领域常规光学捕获的各种应用以及下一代光学微操作体系的出现[1-5]。
毕业设计外文翻译原文
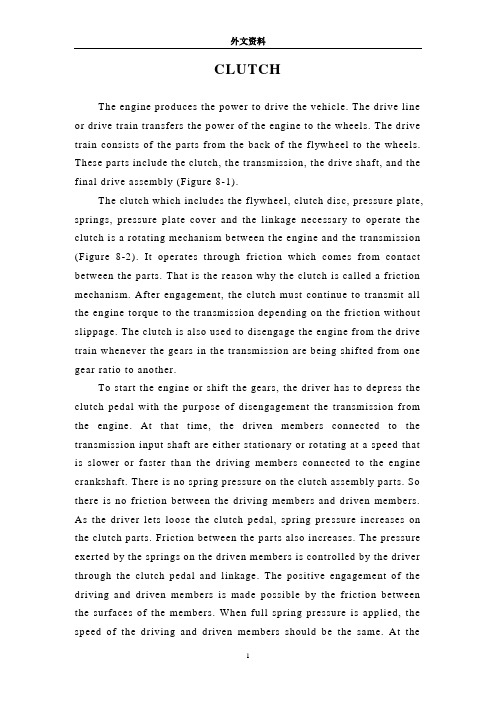
CLUTCHThe engine produces the power to drive the vehicle. The drive line or drive train transfers the power of the engine to the wheels. The drive train consists of the parts from the back of the flywh eel to the wheels. These parts include the clutch, th e transmission, the drive shaft, and the final drive assembly (Figure 8-1).The clutch which includes the flywheel, clutch disc, pressure plate, springs, pressure plate cover and the linkage necessary to operate the clutch is a rotating mechanism between t he engine and the transmission (Figure 8-2). It operates through friction which comes from contact between the parts. That is the reason why the clutch is called a friction mechanism. After engagement, the clutch must continue to transmit all the engine torque to the transmission depending on the friction without slippage. The clutch is also used to disengage the engine from the drive train whenever the gears in the transmission are being shifted from one gear ratio to another.To start the engine or shift the gears, the driver has to depress the clutch pedal with the purpose of disengagement the transmission from the engine. At that time, the driven members connected to the transmission input shaft are either stationary or rotating at a speed that is slower or faster than the driving members connected to the engine crankshaft. There is no spring pressure on the clutch assembly parts. So there is no friction between the driving members and driven members. As the driver lets loose the clutch pedal, spring pre ssure increases on the clutch parts. Friction between the parts also increases. The pressure exerted by the springs on the driven members is controlled by the driver through the clutch pedal and linkage. The positive engagement of the driving and driven members is made possible by the friction between the surfaces of the members. When full spring pressure is applied, the speed of the driving and driven members should be the same. At themoment, the clutch must act as a solid coupling device and transmit al l engine power to the transmission, without slipping.However, the transmission should be engaged to the engine gradually in order to operate the car smoothly and minimize torsional shock on the drive train because an engine at idle just develops little power. Otherwise, the driving members are connected with the driven members too quickly and the engine would be stalled.The flywheel is a major part of the clutch. The flywheel mounts to the engine’s crankshaft and transmits engine torque to the clutch assembly. The flywheel, when coupled with the clutch disc and pressure plate makes and breaks the flow of power from the engine to the transmission.The flywheel provides a mounting location for the clutch assembly as well. When the clutch is applied, the flyw heel transfers engine torque to the clutch disc. Because of its weight, the flywheel helps to smooth engine operation. The flywheel also has a large ring gear at its outer edge, which engages with a pinion gear on the starter motor during engine cranking.The clutch disc fits between the flywheel and the pressure plate. The clutch disc has a splined hub that fits over splines on the transmission input shaft. A splined hub has grooves that match splines on the shaft. These splines fit in the grooves. Thus, t he two parts are held together. However, back-and-forth movement of the disc on the shaft is possible. Attached to the input shaft, At disc turns at the speed of the shaft.The clutch pressure plate is generally made of cast iron. It is round and about the same diameter as the clutch disc. One side of the pressure plate is machined smooth. This side will press the clutch disc facing are against the flywheel. The outer side has various shapes to facilitate attachment of spring and release mechanisms. The two primary types of pressure plate assemblies are coil spri ng assembly and diaphragmspring (Figure 8-3).In a coil spring clutch the pressure plate is backed by a number of coil springs and housed with them in a pressed-steel cover bolted to the flywheel. The springs push against the cover. Neither the driven plate nor the pressure plate is connected rigidly to the flywh eel and both can move either towards it or away. When the clutch pedal is depressed a thrust pad riding on a carbon or ball thrust bearing i s forced towards the flywheel. Levers pivoted so that they engage with the thrust pad at one end and the pressure plate at the other end pull the pressure plate ba ck against its springs. This releases pressure on the driven plate disconnecting the gearbox from the engine (Figure 8-4).Diaphragm spring pressure plate assemblies are widely used in most modern cars. The diaphragm spring is a single thin sheet of metal which yields when pressure is applied to it. When pressure is removed the metal springs back to its original shape. The centre portion of the diaphragm spring is slit into numerous fingers that act as release levers. When the clutch assembly rotates with the engine these weights are flung outwards by centrifugal forces and cause the levers to pre ss against the pressure plate. During disengagement of the clutch the fingers are moved forward by the release bearing. The spring pivots over the fulcrum ring and its outer rim moves away from the flywheel. The retracting spring pulls the pressure plate a way from the clutch plate thus disengaging the clutch (Figure 8-5).When engaged the release bearing and the fingers of the diaphragm spring move towards the transmission. As the diaphragm pivots over the pivot ring its outer rim forces the pressure plate against the clutch disc so that the clutch plate is engaged to the flywheel.The advantages of a diaphragm type pres sure plate assembly are its compactness, lower weight, fewer moving parts, less effort to engage, reduces rotational imbalance by providin g a balanced force around the pressure plate and less chances of clutch slippage.The clutch pedal is connected to the disengagement mechanism either by a cable or, more com monly, by a hydraulic system. Either way, pushing the pedal down operates the dise ngagement mechanism which puts pressure on the fingers of the clutch diaphragm via a release bearing and causes the diaphragm to release the clutch plate. With a hydraulic mechanism, the clutch pedal arm operates a piston in the clutch master cylinder. Thi s forces hydraulic fluid through a pipe to the clutch release cylinder where another piston operates the clutch disengagement mechanism. The alternative is to link the clutch pedal to the disengagement mechanism by a cable.The other parts including the cl utch fork, release bearing, bell-housing, bell housing cover, and pilot bushing are needed to couple and uncouple the transmission. The clutch fork, which connects to the linkage, actually operates the clutch. The release bearing fits between the clutch fork and the pressure plate assembly. The bell housing covers the clutch assembly. The bell housing c over fastens to the bottom of the bell housing. This removable cover allows a mechanic to inspect the clutch without removing the transmission and bell housing. A pilot bushing fits into the back of th e crankshaft and holds the transmission input shaft.A Torque ConverterThere are four components inside the very strong housing of the torque converter:1. Pump;2. Turbine;3. Stator;4. Transmission fluid.The housing of the torque converter is bolted to the flywheel of the engine, so it turns at what ever speed the engine is running at. The fins that make up the pump of the torque converter are at tached to the housing, so they also turn at the same speed a s the engine. The cutaway below shows how everything is connected inside the torque converter (Figure 8-6).The pump inside a torque converter is a type of centrifugal pump. As it spins, fluid is flung to the outside, much as the spin cycle of a washing machine flings water and clothes to the outside of the wash tub. As fluid is flung to the outside, a vacuum is created that draws more fluid in at the center.The fluid then enters the blades of the turbine, which is connected to the transmission. The turbin e causes the transmission to spin, which basically moves the car. The blades of the turbine are curved. This means that the fluid, which enters the turbine from the outside, has to change direction before it exits the center of the turbine. It is this directional change that causes the turbine to spin.The fluid exits the turbine at the center, moving in a different direction than when it entered. The fluid exits the turbine moving opposite the direction that the pump (and engine) is turning. If the fluid were allowed to hit the pump, it would slow the engine down, wasting power. This is why a torque converter has a stator.The stator resides in the very center of the torque converter. Its job is to redirect the fluid returning from the turbine before it hits the pump again. This dramatically increases the efficiency of the torque converter.The stator has a very aggressive blade design that almost completely reverses the direction of the fluid. A one-way clutch (inside the stator) connects the stator to a fixed shaft in the transmission. Because of this arrangement, the stator cannot spin with the fluid - i tc a n s p i n o n l y i n t h e o p p o s i t ed i re c t i o n,f o r c i ng th e f l ui d t oc h a n g ed i re c t i o n a s i t h i t s t h e s t a t o r b l a d e s.Something a little bit tricky happens when the car gets moving. There is a point, around 40 mph (64 kph), at which both the pump and the turbine are spinning at almost the same speed (the pump alwaysspins slightly faster). At this point, the fluid returns from the turbine, entering the pump already moving in the same direction as the pump, so the stator is not needed.Even though the turbine changes the direction of the fluid and flings it out the back, the fluid still ends up moving in the direction that the turbine is spinning because the turbin e is spinning faster in one direction than the fluid is being pumped in the other direction. If you were standing in the back of a pickup moving at 60 mph, and you threw a ball out the back of that pickup at 40 mph, the ball would still be going forward at 20 mph. This is similar to what happens in the tur bine: The fluid is being flung out the back in one direction, but not as fast as it was going to start with in the other direction.At these speeds, the fluid actually strikes the back sides of the stator blades, causing the stator to freewheel on its one-way clutch so it doesn’t hinder the fluid moving through it.Benefits and Weak PointsIn addition to the very important job of allowing a car come to a complete stop without stalling the engine; the torqu e converter actually gives the car more torque when you accelerate out of a Stop. Modern torque converters can multiply the torque of the engine by two to three times. This effect only happens when the engine is turning much faster than the transmission.At higher speeds, the transmission catches up to the engine, eventually moving at almost the same speed. Ideally, though, the transmission would move at exactly the same speed as the engine, because this difference in speed wastes power. This is part of th e reason why cars with automatic transmissions get worse gas mileage than cars with manual transmissions.To counter this effect, some cars have a torque converter with alockup clutch. When the two halves of the torque converter get up to speed, this clutch locks them together, eliminating the slip page and improving efficiency.。
本科毕业设计外文文献翻译
(Shear wall st ructural design ofh igh-lev el fr ameworkWu Jiche ngAbstract : In t his pape r the basic c oncepts of man pow er from th e fra me sh ear w all str uc ture, analy sis of the struct ur al des ign of th e c ont ent of t he fr ame she ar wall, in cludi ng the seism ic wa ll she ar spa本科毕业设计外文文献翻译学校代码: 10128学 号:题 目:Shear wall structural design of high-level framework 学生姓名: 学 院:土木工程学院 系 别:建筑工程系 专 业:土木工程专业(建筑工程方向) 班 级:土木08-(5)班 指导教师: (副教授)nratiodesign, and a concretestructure in themost co mmonly usedframe shear wallstructurethedesign of p oints to note.Keywords: concrete; frameshearwall structure;high-risebuildingsThe wall is amodern high-rise buildings is an impo rtant buildingcontent, the size of theframe shear wall must comply with building regulations. The principle is that the largersizebut the thicknessmust besmaller geometric featuresshouldbe presented to the plate,the force is close to cylindrical.The wall shear wa ll structure is a flatcomponent. Itsexposure to the force along the plane level of therole ofshear and moment, must also take intoaccountthe vertical pressure.Operate under thecombined action ofbending moments and axial force andshear forcebythe cantilever deep beam under the action of the force levelto loo kinto the bottom mounted on the basis of. Shearwall isdividedinto a whole walland theassociated shear wall in theactual project,a wholewallfor exampl e, such as generalhousingconstruction in the gableor fish bone structure filmwalls and small openingswall.Coupled Shear walls are connected bythecoupling beam shear wall.Butbecause thegeneralcoupling beamstiffness is less thanthe wall stiffnessof the limbs,so. Walllimb aloneis obvious.The central beam of theinflection pointtopay attentionto thewall pressure than the limits of the limb axis. Will forma shortwide beams,widecolumn wall limbshear wall openings toolarge component atbothen ds with just the domain of variable cross-section ro din the internalforcesunder theactionof many Walllimb inflection point Therefore, the calcula tions and construction shouldAccordingtoapproximate the framestructure to consider.The designof shear walls shouldbe based on the characteristics of avariety ofwall itself,and differentmechanical ch aracteristicsand requirements,wall oftheinternalforcedistribution and failuremodes of specific and comprehensive consideration of the design reinforcement and structural measures. Frame shear wall structure design is to consider the structure of the overall analysis for both directionsofthehorizontal and verticaleffects. Obtain theinternal force is required in accordancewiththe bias or partial pull normal section forcecalculation.The wall structure oftheframe shear wall structural design of the content frame high-rise buildings, in the actual projectintheuse of themost seismic walls have sufficient quantitiesto meet thelimitsof the layer displacement, the location isrelatively flexible. Seismic wall for continuous layout,full-length through.Should bedesigned to avoid the wall mutations in limb length and alignment is notupand down the hole. The sametime.The inside of the hole marginscolumnshould not belessthan300mm inordertoguaranteethelengthof the column as the edgeof the component and constraint edgecomponents.Thebi-direc tional lateral force resisting structural form of vertical andhorizontalwallconnected.Each other as the affinityof the shear wall. For one, two seismic frame she ar walls,even beam highratio should notgreaterthan 5 and a height of not less than400mm.Midline columnand beams,wall midline shouldnotbe greater tha nthe columnwidthof1/4,in order toreduce thetorsional effect of the seismicaction onthecolumn.Otherwisecan be taken tostrengthen thestirrupratio inthe column tomake up.If theshear wall shearspan thanthe big two. Eventhe beamcro ss-height ratiogreaterthan 2.5, then the design pressure of thecut shouldnotmakeabig 0.2. However, if the shearwallshear spanratioof less than two couplingbeams span of less than 2.5, then the shear compres sion ratiois notgreater than 0.15. Theother hand,the bottom ofthe frame shear wallstructure to enhance thedesign should notbe less than200mmand notlessthanstorey 1/16,otherpartsshouldnot be less than 160mm and not less thanstorey 1/20. Aroundthe wall of the frame shear wall structure shouldbe set to the beam or dark beamand the side columntoform a border. Horizontal distributionofshear walls can from the shear effect,this design when building higher longeror framestructure reinforcement should be appropriatelyincreased, especially in the sensitiveparts of the beam position or temperature, stiffnesschange is bestappropriately increased, thenconsideration shouldbe givento the wallverticalreinforcement,because it is mainly from the bending effect, andtake in some multi-storeyshearwall structurereinforcedreinforcement rate -likelessconstrained edgeofthecomponent or components reinforcement of theedge component.References: [1 sad Hayashi,He Yaming. On the shortshear wall high-rise buildingdesign [J].Keyuan, 2008, (O2).高层框架剪力墙结构设计吴继成摘要: 本文从框架剪力墙结构设计的基本概念人手, 分析了框架剪力墙的构造设计内容, 包括抗震墙、剪跨比等的设计, 并出混凝土结构中最常用的框架剪力墙结构设计的注意要点。
毕业设计(论文)外文资料翻译(学生用)
毕业设计外文资料翻译学院:信息科学与工程学院专业:软件工程姓名: XXXXX学号: XXXXXXXXX外文出处: Think In Java (用外文写)附件: 1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文网络编程历史上的网络编程都倾向于困难、复杂,而且极易出错。
程序员必须掌握与网络有关的大量细节,有时甚至要对硬件有深刻的认识。
一般地,我们需要理解连网协议中不同的“层”(Layer)。
而且对于每个连网库,一般都包含了数量众多的函数,分别涉及信息块的连接、打包和拆包;这些块的来回运输;以及握手等等。
这是一项令人痛苦的工作。
但是,连网本身的概念并不是很难。
我们想获得位于其他地方某台机器上的信息,并把它们移到这儿;或者相反。
这与读写文件非常相似,只是文件存在于远程机器上,而且远程机器有权决定如何处理我们请求或者发送的数据。
Java最出色的一个地方就是它的“无痛苦连网”概念。
有关连网的基层细节已被尽可能地提取出去,并隐藏在JVM以及Java的本机安装系统里进行控制。
我们使用的编程模型是一个文件的模型;事实上,网络连接(一个“套接字”)已被封装到系统对象里,所以可象对其他数据流那样采用同样的方法调用。
除此以外,在我们处理另一个连网问题——同时控制多个网络连接——的时候,Java内建的多线程机制也是十分方便的。
本章将用一系列易懂的例子解释Java的连网支持。
15.1 机器的标识当然,为了分辨来自别处的一台机器,以及为了保证自己连接的是希望的那台机器,必须有一种机制能独一无二地标识出网络内的每台机器。
早期网络只解决了如何在本地网络环境中为机器提供唯一的名字。
但Java面向的是整个因特网,这要求用一种机制对来自世界各地的机器进行标识。
为达到这个目的,我们采用了IP(互联网地址)的概念。
IP以两种形式存在着:(1) 大家最熟悉的DNS(域名服务)形式。
我自己的域名是。
所以假定我在自己的域内有一台名为Opus的计算机,它的域名就可以是。
本科毕业设计(论文)外文翻译
重金属污染存在于很多工业的废水中,如电镀,采矿,和制革。
2.实验
2.1化学药剂
本实验所使用的药剂均为分析纯,如无特别说明均购买自日本片山化工。铅离子储备液通过溶解Pb(NO3)2配制,使用时稀释到需要的浓度。HEPES缓冲液购买自Sigma–Aldrich。5 mol/L的HCl和NaOH用来调整pH。
附5
华南理工大学
本科毕业设计(论文)翻译
班级2011环境工程一班
姓名陈光耀
学号201130720022
指导教师韦朝海
填表日期
中文译名
(1)巯基改性纤维素对葡萄糖溶液中铅的吸附(2)黄原酸化橘子皮应用于吸附水中的铅离子
外文原文名
(1)Adsorption of Pb(II) from glucose solution on thiol-functionalized cellulosic biomass
2.5分析方法
铅离子的浓度用分光光度计在616 nm波长处用铅与偶氮氯膦-III络合物进行分析。葡萄糖含量采用苯酚—硫酸分光光度法测定。所有的实验均进行三次,已经考虑好误差。
3.结果和讨论
3.1FTIR分析和改性脱脂棉对铅(II)的吸附机制
图1是脱脂棉、改性脱脂棉在400-4000 cm-1(A)和2540-2560 cm-1(B)范围内的红外光谱图。可以看出,改性后改性脱脂棉的红外光谱图中在1735.71 cm-1处出现了一个新的吸收峰是酯基C=O的拉伸振动峰,可见改性脱脂棉中已经成功引入巯基官能团。同时,在2550.52 cm-1出现的一个新吸收峰代表的是S-H官能团的弱吸收峰,更深一层的证明了巯基已经嫁接到脱脂棉上。图1(b)是2540-2560 cm-1光谱范围的一个放大图像,可以清楚的观察到S-H官能团的弱吸收峰。进一步证明了酯化改性脱脂棉引入巯基是成功的。而从吸附后的曲线可以看到,2550.52cm-1处S-H的吸收峰消失,证明了硫原子和Pb(II)络合物的形成,同时1735.71cm-1处C=O的吸收峰强度看起来有轻微的减弱可能也是和Pb(II)的络合吸附有关。
毕业设计(论文)外文资料翻译
毕业设计(论文)外文资料翻译题目:On-the-job Training院系名称:管理学院专业班级:工商管理0702班学生姓名:刘月停学号: 20074900818指导教师:张可军教师职称:讲师附件: 1.外文资料翻译译文;2.外文原文。
附件1:外文资料翻译译文在职培训在职培训一般是在正常工作条件下对工作技能的培训。
通过在职培训,工人可以掌握一般技能,是可以从一个工作转移到另一个工作的技能。
关于在职训练,通常包括口头和书面指示,示范和观察,动手实践和模仿。
此外,对在职员工的培训过程涉及一个通常是主管或有经验的员工传递知识和技能到一个新手。
在职培训是最古老的培训形式之一。
此前,异地培训教室的出现,唯一的任务是一起学习某一行业或专业,是学徒的做法,在中世纪时,有经验的工匠和新手一起工作教授新员工实用的方法和知识。
在职培训是一种职业培训,在美国它是一种对非管理雇员培训的主要形式。
许多研究表明,它是最有效的职业培训形式。
在职培训大部分是由私营部门提供,但最广泛的研究培训计划由联邦立法的赞助。
在职培训程序从公司监事正规培训到观察学习。
从这个意义上说,在职培训最正式的类型是课堂培训,他们主要在企业内部不同的部门进行。
在国际竞争更广泛的电脑生产过程中使用,更正式更复杂的在职培训的落实已成为在美国公司的关键问题。
在职培训的类型两个不同类型的关于在职培训的频繁杰出的专业文献:结构(计划)和非结构化(计划外)。
非结构是最常见的一种,泛指在职培训主要涉及一个新手与经验丰富的员工的工作,新手在导师的观察下模仿训练的过程。
新工人主要通过试验和学习的方法向经验丰富的工人或者监事学习。
非结构化培训的工作(如产品制造)的要求很低,并不像传授工作技能(如生产产品所需的特定技能)的新工人培训。
因此,非结构化的在职培训往往不能完全按需要的技能传授或持续,因为有经验的员工,有时无法清楚表达执行工作的正确方法,他们每次训练新工人时会使用不同的训练方法。
毕业设计外文原文及翻译
Thermal analysis for the feed drive system of a CNC machineAbstractA high-speed drive system generates more heat through friction at contact areas, such as the ball-screw and the nut, thereby causing thermal expansion which adversely affects machining accuracy. Therefore, the thermal deformation of a ball-screw is oneof the most important objects to consider for high-accuracy and high-speed machine tools. The objective of this work was to analyze the temperature increase and the thermal deformation of a ball-screw feed drive system. The temperature increase was measured using thermocouples, while a laser interferometer and a capacitance probe were applied to measure the thermal error of the ball-screw.Finite element method was used to analyze the thermal behavior of a ball-screw. The measured data were compared with numerical simulation results. Inverse analysis was applied to estimate the strength of the heat source from the measured temperature profile.The generated heat sources for different feed rates were investigated.Keywords:Machine tool; Ball-screw; Thermal error; Finite element method; Thermocouple1. IntroductionPrecise positioning systems with high speed, high resolution and long stroke become more important in ultra-precision machining. The development of high-speed feed drive systems has been a major issue in the machine-tool industry. A high-speed feed drive system reduces necessary non-cutting time. However, due to the backlash and friction force between the ball-screw and the nut, it is difficult to provide a highly precise feed drive system.Most current research is focused on the thermal error compensation of the whole machine tools. Thermally induced error is a time-dependent nonlinear process caused by nonuniform temperature variation in the machine structure. The interaction between the heat source location, its intensity, thermal expansion coefficient and the machine system configuration creates complex thermal behavior . Researchers have employed various techniques namely finite element methods,coordinate transformation methods, neural net-works etc., in modelling the thermal characteristicsA high-speed drive system generates more heat through friction at contact areas, such as the ball-screw and the nut, thereby causing thermal expansion which adversely affects machining accuracy. Therefore, the thermal deformation of a ball-screw is one of the most important objects to consider for high-accuracy and high-speed machine tools [5]. In order to achieve high-precision positioning, pre-load on the ball-screw is necessary to eliminate backlash. ball-screw pre-load also plays an important role in improving rigidity, noise, accuracy and life of the positioning stage [6]. However, pre-load also produces significant friction between the ball-screw and the nut that generates greater heat, leading to large thermal deformation of the ball-screw and causing low positioning accuracy. Consequently, the accuracy of the main system, such as a machine tool, is affected. There-fore, anoptimum pre-load of the ball-screw is one of the most important things to consider for machine tools with high accuracy and great rigidity.Only a few researchers have tackled this problem with some success. Huang used the multiple regression method to analyze the thermal deformation of a ball-screw feed drive system. Three temperature increases at front bearing, nut and back bearing were selected as independent variables of the analysis model. The multiple-regression model may be used to predict the thermal deformation of the ball-screw. Kim et al. Analyzed the temperature distribution along a ball-screw system using finite element methods with bilinear type of elements. Heat induced due to friction is the main source of deformation in a ball-screw system, the heat generated being dependent on the pre-load, the lubrication of the nut and the assembly conditions. The proposed FEM model was based on the assumption that the screw shaft and nut are a solid and hollow shaft respectively. Yun et al. used the modified lumped capacitance method and genius education algorithm to analyze the linear positioning error of the ball-screw.The objective of this work was to analyze the temperature increase and the thermal deformation of a ball-screw feed drive system. The temperature increase was measured using thermocouples while a laser interferometer and a capacitance probe were applied to meas-ure the thermal error of the ball-screw. Finite element method was also applied to simulate the thermal behavior of the ball-screw. Measured data were compared with numerical simulation results. Inverse analysis was applied to estimate the strength of the heat source from the measured temperature pro file. Generated heat sources for different feed rates were investigated.2 Experimental set-up and procedureIn this study, the object used to investigate the thermal characteristics of a ball-screw system is a machine center as shown in Fig. 1. The maximum rapid speed along thex-axis of the machine center is 40 m/min and the x-axis travel is 800 mm. The table repeatedly moved along the x-axis with a stroke of 600 mm. The main heat sourceFig. 1. Photograph of machine center.of the ball-screw system is the friction caused by a moving nut and rotating bearings. The produced temperature increase and thermal deformation were measured to study the thermal characteristics of the ball-screw system.In order to measure the temperature increase and the thermal deformation of a ball-screw system under long-term movement of the nut, experiments were performed with the arrangement shown in Fig. 2. Temperatures at nine points were measured as shown in Fig. 2a .Two thermocouples (numbered 1 and 8) were located on the rear and front bearing surfaces, respectively. They were used to measure the surface temperatures of these two support bearings. The last one (numbered 9) was used to measure the room temperature. The recorded room temperature was to eliminate the effect of environmental variation. These three thermocouples were used for continuous acquisition under moving conditions. The other six thermocouples (numbered 2 –7) were used to measure the surface temperatures of the ball-screw. Because the moving nut covered most of the ball-screw, thermocouples cannot be consistently fixed on the ball-screw. While temperature measurement was necessary, the ball-screw stopped running and these six thermocouples were quickly attached to specified locations of the ball-screw. Having collected the required data, the thermocouples were quickly removed.Thermal deformation errors were simultaneously measured with two methods. Because a thrust bearing is used on the driving side of the ball-screw, this end is considered to be fixed. A capacitance probe was installed next to the driven side of the ball-screw with a direction perpendicular to the side surface as shown in Fig. 2b. This probe was used to record the whole thermal deformation of the ball-screw. The values can be collected continuously during running conditions. The second method is used to measure the thermal error distribution at some specified time. Before the feed drive system started to operate, the original positional error distribution was measured with a laser interferometer (HP5528A). The table moved step-by-step (the increment ofFig. 2. Locations of measured points for (a) temperatures and (b) thermal errors.each step was 100 mm) and the positioning error was recorded at each step. Then the feed drive system started to operate and generate heat. After a certain time interval, the feed drive system stopped to measure thermal errors. In the same way, the positioning error distribution was again collected with the laser interferometer. Subtracting the actual error from the original error of the x-coordinates, the results are net thermal errors. Having collected the temperature increase (with thermocouples) and deformation distribution, the feed drive system starts running again.In this study, three feed rates (10, 15 and 20 m/min) along the x-axis and three different pre-loads (0, 150 and 300 kgf·cm) were used. The table moved along the x-axis in a reciprocating motion and the stroke was 600mm. The point temperatures and thermal errors were measured at sampling intervals of 10 min. Each stopping time was only about 10 s. These procedures were operated repeatedly until the temperature reached a steady state.3. Experimental results and discussionThe developed experimental setup was utilized for three constant feed rates (running at 10, 15 and 20m/min, respectively). The table reciprocated until point temperatures and thermal errors reached a steady state. Firstly, the ball-screw pre-load was zero and its thermal characteristics were studied. In Fig. 3, temperature variationsFig. 3. (a) Measured temperature increase and (b) thermal error over time for feed rate of 10 m/min and zero-pre-load.and thermal errors of the feed drive system are shown over time for a feed rate of 10 m/min. Measurements can also be made for feed rates of 15 and 20m/min. Themeasured data at a steady state are shown in Tables 1 and 2 . A brief discussion can be made as fol-lows.1. The higher feed rate produces larger frictional heat at the interface between the ball-screw and the nut. The frictional heat generated by the support bearings and the motor also increases with the feed rate. Therefore, the temperature of the ball-screw increases with the feed rate.2. The table travels over the middle part with a 600 mm stroke. The central part of the ball-screw reveals a higher temperature increase. Support bearings do not have high temperature increase because the bearing pre-load is zero.3. A higher rotational speed brings a larger thermal expansion for the ball-screw. The middle part of the screw has a slightly larger thermal expansion because of its higher temperature increase. However, this phenomenon is not obvious. The thermal error at some specified point of the ball-screw is approximately proportional to the distance between this point and the front end (the motor-driving side of the screw). Secondly, the ball-screw pre-load was set at 150kgf·cm and its thermal characteristics were studied. In Figs. 4 –5, temperature variations around the feed drive system and thermal errors are shown over time for feed rates of 10 and 15 m/min. Measured data are shown in Tables 1 and 2. Results reveal two interesting phenomena shown as follows.1. Temperature increases of measured points grow gradually until the ball-screw reaches a steady state except for the temperature increase of the bearing on the driven side. The temperature of this bearing quickly reaches a maximum value and then gradually drops.2. The thermal errors of P6, P7 and P8 are negative at the steady state. It means that these three points move to the driving side due to thermal expansion, while other points move to the driven side. Furthermore, the thermal errors of P4 to P8 show a gradual decrease after 60 min.These phenomena are different from previous results with no pre-load. Some experiments were carried out to study these phenomena. We found that the two bearing stands bent if the ball-screw was pre-loaded. After the pre-load was applied on the ball-screw, the original positional error distribution was measured using a laser interferometer. At this moment, the bending effects on error distribution were includ- Table 1Temperature distribution at steady state with different pre-loads and feed rates (unit: °C)Table 2Thermal error distribution at steady state with different pre-loads and feed rates (unit:µm)Fig. 4. (a) Measured temperature increase Fig. 5. (a) Measured temperature increase and (b) thermal error over time for feed and (b) thermal error over time for feed rate of 10 m/min and pre-load of rate of 15 m/min and pre-load of150kgf ·cm. 150kgf ·cm.-ed in the measured positioning error. The feed drive system starts to run and the ball-screw expands. The expansion relaxes the pre-load of the ball-screw and the bending deformation of two bearing stands. Therefore, the points on the driving side move closer to the motor, thereby thermal errors are negative, nevertheless, the points on the driven side move to the free end, thereby thermal errors are positive.The temperature change of the rear bearing was also investigated. A journal bearing was applied on the driven side and a thrust bearing was applied on the driving side. The pre-load of the ball-screw increases the pre-load of the bearing on the driven side. When the feed drive system runs, the bearing temperature on the driven side sharplyincreases due to the rising pre-load. However, the thermal expansion of the ball-screw relaxes the ball-screw and decreases pre-load of the bearing on the driven side. Therefore, the temperature gradually decreases to a steady state.Finally, the ball-screw pre-load was set to 300kgf·cm and its thermal characteristics were studied. In Figs. 6 and 7, temperature variations around the feed drive systemFig. 6. (a) Measured temperature increase and (b) thermal error over time for feed rate of 10 m/min and pre-load of 300kgf ·cm.Fig. 7. (a) Measured temperature increase and (b) thermal error over time for feed rate of 15 m/min and pre-load of 300kgf ·cm.and thermal errors are shown over time for feed rates of 10 and 15 m/min. The tendency with a 300kgf·cm is similar to that with a 150kgf·cm. Measured data are shown in Tables 1 and 2.4. Numerical simulationThe main heat source of a ball-screw system is the friction caused by a moving nut and the support bearings. In this study, temperature distribution was calculated using the FEM based on the following assumptions:1. The screw shaft is a solid cylinder.2. Friction heat generation between the moving nut and the screw shaft is uniform at contacting surface and is proportional to contacting time.3. Heat generation at support bearings is also constant per unit area and unit time.4. Convective heat coefficients are always constant during moving. The radiation term is neglected.The problem is de fined as transient heat conduction in non-deforming media without radiation. A classical form of the initial/boundary value problem is shown below:where is the internal heat generation rate, q the entering heat flux, a unit outward normal vector, the ambient temperature and h the convective heattrans-fer coefficient at a given boundary. A simplified heat transfer model of the ball-screw system is described in Fig. 8 along with the boundary conditions. The nut moves reciprocally with a stroke, s. The length of the nut is w. According to the previously mentioned assumption, No. 2, frictional heat fluxes on the balls-crew are shown as in Fig. 8b . Both ends of the balls-crew are subjected to frictional heat fluxq and q caused by the support bearings. Heat fluxes on rear and front ends are13 respectively. Other surfaces are subjected to convection heat transfer as shown in Fig.8c .To obtain an approximate solution, Eqs. (1)–(3) may be transformed through discretization into algebraic expressions that may be solved for unknowns. In orderto allow the replacement of the continuous system by an equivalent discrete system, the original domain is divided into elements. Four-node tetrahedral elements are chosen in this study. Elements and nodes of the balls-crew for FEM are shown in Fig.9.Once temperature distribution is obtained, the thermal expansion of the balls-crew may be predicted. In the case of linearly elastic isotropic three-dimensional solid, stress–strain relations are given by Hooke ’s law as [9]:of balls-crew.Fig. 9. Elements and nodes of ball-screw for FEM.where [C] is a matrix of elastic coefficients and 0ε→is the vector of initial strains. In the case of heating of an isotropic material, the initial strain vector is given by:where a is the coefficient of thermal expansion and T is the temperature change. Three unknowns 123,,q q and q are to be determined with inverse analysis. Firstly, initial guessing of these heat fluxes is applied in FEM simulation to obtain the temperature distribution of the balls-crew. If numerical results do not agree with the measured temperature distribution, the values of 123,,q q and q are adjusted iteratively until numerical and simulation results are in good agreement.Calculated values of 123,,q q and q for an un-pre-loaded ball-screw are listed in Table3. Measured and simulated temperature distributions for feed rates of 10, 15 and 20 m/min are indicated in Fig. 10. For each feed rate, it shows a good agreement between measured and simulated temperature distributions. The numerical program can also be used to simulate the thermal expansion of the ball-screw based on the calculated heatTable 3Values of heat flux at different locations (unit:2W m)/Fig. 10. Temperature increase from experimental measurement and numerical simulation for feed rate of (a) 10 m/min, (b) 15 m/min and (c) 20 m/min.fluxes. Measured and simulated thermal expansions of the ball-screw are compared as shown in Table 4. Thermal expansions also show good agreement with each other. From Table 3, the heat flux increases with the feed rate. Approximate linear relation can be found between the heat flux and the feed rate under the same operating condition.5. ConclusionsThis paper proposes a systematic method to investigate the thermal characteristics of a feed drive system. The approach measures the temperature increase and the thermal deformation under long-term movement of the working table. A simplified FEM model for the ball-screw was developed. The FEM model incorporated with themeasured temperature distribution was used to determine the strength of the frictional heat source by inverse analysis. The strength of the heat source was applied to the FEM model to calculate the thermal errors of the feed drive system. Calculated and measured thermal errors were found to agree with each other. From the results, the following conclusions can be drawn:1. The positional accuracy increases while closer to the driving side of the ball-screw. The thermal error increases with the distance to the driven side of the ball-screw. The maximum thermal error occurs at the driven side of the ball-screw (free end). This value can be taken as the total thermal error of the ball-screw and may be measured with a capacitance probe.2. The ball-screw pre-load raises the temperature increases of both support bearings, especially the bearing on the driven side. The surface temperature of the ball-screw decreases because the thermal effects relax the pre-load, thereby decreasing the friction between the nut and the ball-screw.3. The thermal expansion of the ball-screw increases with the feed rate, thereby increasing the positional error. However, the increasing pre-load reduces thermal errors and improves the positional accuracy of the feed drive system.4.Two bearing stands may bend if the ball-screw is pre-loaded. The thermal expansi Table 4Thermal errors at different feed rates-on relaxes the pre-load of the ball-screw and the bending deformation of two bearing stands. Therefore, the points on the motor side move closer to the motor and the thermal errors are negative; nevertheless, the points on the free side move to the free end and the thermal errors are positive.数控加工中心进给驱动系统的热分析摘要高速驱动系统在接触区域(如滚珠丝杠和螺母)通过摩擦产生大量的热,从而导致热膨胀,热膨胀严重地影响机械加工精度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Real-time interactive optical micromanipulation of a mixture of high- and low-index particlesPeter John Rodrigo, Vincent Ricardo Daria and Jesper Glückstad Optics and Plasma Research Department, Risø National Laboratory, DK-4000 Roskilde, Denmarkjesper.gluckstad@risoe.dkhttp://www.risoe.dk/ofd/competence/ppo.htmAbstract: We demonstrate real-time interactive optical micromanipulationof a colloidal mixture consisting of particles with both lower (n L < n0) andhigher (n H > n0) refractive indices than that of the suspending medium (n0).Spherical high- and low-index particles are trapped in the transverse planeby an array of confining optical potentials created by trapping beams withtop-hat and annular cross-sectional intensity profiles, respectively. Theapplied method offers extensive reconfigurability in the spatial distributionand individual geometry of the optical traps. We experimentallydemonstrate this unique feature by simultaneously trapping andindependently manipulating various sizes of spherical soda lime micro-shells (n L≈ 1.2) and polystyrene micro-beads (n H = 1.57) suspended inwater (n0 = 1.33).©2004 Optical Society of AmericaOCIS codes: (140.7010) Trapping, (170.4520) Optical confinement and manipulation and(230.6120) Spatial Light Modulators.References and links1. A. Ashkin, “Optical trapping and manipulation of neutral particles using lasers,” Proc. Natl. Acad. Sci. USA94, 4853-4860 (1997).2. K. Svoboda and S. M. Block, “Biological applications of optical forces,” Annu. Rev. Biophys. Biomol. Struct.23, 247-285 (1994).3. D. G. Grier, “A revolution in optical manipulation,” Nature 424, 810-816 (2003).4. M. P. MacDonald, G. C. Spalding and K. Dholakia, “Microfluidic sorting in an optical lattice,” Nature 426,421-424 (2003).5. J. Glückstad, “Microfluidics: Sorting particles with light,” Nature Materials 3, 9-10 (2004).6. A. Ashkin, “Acceleration and trapping of particles by radiation-pressure,”Phys. Rev. Lett. 24, 156-159 (1970).7. A. Ashkin, J. M. Dziedzic, J. E. Bjorkholm and S. Chu, “Observation of a single-beam gradient force opticaltrap for dielectric particles,” Opt. Lett. 11, 288-290 (1986).8. K. Sasaki, M. Koshioka, H. Misawa, N. Kitamura, and H. Masuhara, “Optical trapping of a metal particle and awater droplet by a scanning laser beam,” Appl. Phys. Lett. 60, 807-809 (1992).9. K. T. Gahagan and G. A. Swartzlander, “Trapping of low-index microparticles in an optical vortex,” J. Opt.Soc. Am. B 15, 524-533 (1998).10. K. T. Gahagan and G. A. Swartzlander, “Simultaneous trapping of low-index and high-index microparticlesobserved with an optical-vortex trap,” J. Opt. Soc. Am. B 16, 533 (1999).11. M. P. MacDonald, L. Paterson, W. Sibbett, K. Dholakia, P. Bryant, “Trapping and manipulation of low-indexparticles in a two-dimensional interferometric optical trap,” Opt. Lett. 26, 863-865 (2001).12. R. L. Eriksen, V. R. Daria and J. Glückstad, “Fully dynamic multiple-beam optical tweezers,” Opt. Express 10,597-602 (2002), /abstract.cfm?URI=OPEX-10-14-597.13. P. J. Rodrigo, R. L. Eriksen, V. R. Daria and J. Glückstad, “Interactive light-driven and parallel manipulationof inhomogeneous particles,” Opt. Express 10, 1550-1556 (2002),/abstract.cfm?URI=OPEX-10-26-1550.14. V. Daria, P. J. Rodrigo and J. Glückstad, “Dynamic array of dark optical traps,” Appl. Phys. Lett. 84, 323-325(2004).15. J. Glückstad and P. C. Mogensen, “Optimal phase contrast in common-path interferometry,” Appl. Opt. 40,268-282 (2001).16. S. Maruo, K. Ikuta and H. Korogi, “Submicron manipulation tools driven by light in a liquid,” Appl. Phys.Lett. 82, 133-135 (2003).#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 14171. IntroductionLight carries both linear and angular momenta. Momentum transfer that accompanies light-matter interaction has provided us means to trap and manipulate particles in the mesoscopic scale. Significant developments in the past decades have resulted in a variety of applications of conventional optical trapping in the biological and the physical fields and the emergence of a ‘next-generation’ of optical micromanipulation schemes [1-5].In 1970, Ashkin demonstrated that a transparent dielectric micro-sphere suspended in water is radially drawn towards the optical axis of a Gaussian laser beam where the intensity is strongest [6]. He observed this behavior with latex spheres having relative refractive index m greater than unity (m = n/n0 where n and n0 are the refractive indices of the particle and the suspending medium, respectively). Upon radial attraction towards the region of stronger intensity, the high-index particle accelerates in the direction of the Poynting vector due to an axial scattering force. On the other hand, Ashkin noted that for an air bubble (m < 1) in water the sign of the radial force due to the intensity gradient is reversed; hence, the low-index particle is repelled away from the beam axis. Ashkin and co-workers later showed that by tightly focusing a Gaussian beam to a high-index particle an axial force due to an intensity gradient is also produced, strong enough to counteract the scattering force, resulting in a stable 3D confinement of the particle [7]. However, a stationary tightly focused Gaussian beam does not provide a confining potential for low-index particles.Optical trapping of a low-index microscopic particle requires a beam with an annular intensity profile. A straightforward approach is to apply high-speed deflectable mirrors that enable time multiplexing of a desired beam pattern at the trapping plane. Scanning the beam in a circular locus creates a ring of light that confines a low-index particle in its dark central spot [8]. A low-index particle can also be trapped in an optical vortex produced from a focused TEM01* beam [9]. An optical vortex has been used to trap a low-index sphere and a high-index sphere, at the same time, in two neighboring positions along the beam axis [10]. Low-index particles were also trapped between bright interference fringes produced at the focal plane of an objective lens where two coherent plane waves converge [11]. However, dynamic and parallel manipulation of a larger array of high- and low-index partic les has not been achieved with the above techniques.Here, we demonstrate real-time user-interactive manipulation of a mixture of high- and low-index particles by reading out 2D phase patterns encoded onto an input beam by a programmable spatial light mo dulator (SLM) using the generalized phase contrast (GPC) approach to produce tailored light distributions that result in optical confinement of the mixed particles in the transverse plane. For spherical particles, trapping beams with radial symmetry are utilized. High-index micro-spheres were efficiently trapped and manipulated using trapping beams with top-hat transverse profiles at the trapping plane [12, 13]. On the other hand, low-index particles are trapped using beams with annular transverse profiles [14]. We demonstrate that, unlike other methods, the GPC approach readily provides both the ability to create independently controllable optical traps for high- and low-index particles, and the flexibility to render, in real time, arbitrary dynamics for these two types of particles simultaneously. This exceptional functionality may facilitate particle encapsulation in air-bubbles or in water-in-oil emulsions applied in petroleum, food, and drug processing.2. ExperimentTrapping and manipulation of colloidal particles is achieved using the experimental setup shown in Fig. 1. The system makes use of a continuous wave (CW) Titanium:Sapphire (Ti:S) laser (wavelength-tunable, Spectra Physics, 3900s) pumped with a CW frequency-doubled Neodymium:Yttrium Vanadate (Nd:YVO4) laser (532 nm, Spectra Physics, Millenia V). The Ti:S laser utilizes built-in birefringent quartz filter plates to select the operating wavelength within the near infrared (NIR) spectrum from 700 to 850 nm. In our experiments, the operation wavelength is set to λ= 830 nm. With a maximum pump power of 5.0 W from the Nd:YVO4, the Ti:S laser provides a maximum power of 1.5 W. The laser is expanded and #3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1418collimated before incidence on a reflection-type phase-only SLM. The SLM, employing parallel-aligned nematic liquid crystals (Hamamatsu Photonics), is optically addressed by a VGA-resolution (480x480 pixels) liquid crystal projector element that is controlled from the video output of a computer.Fig. 1. Experimental setup for simultaneous optical manipulation of high- and low-indexparticles at the trapping plane. The expanded beam (λ = 830 nm) incident at the spatial lightmodulator (SLM) comes from a CW Ti:Sapphire (Ti:S) laser pumped by a visible CWNd:YVO4 laser. Under computer control, arbitrary 2D phase patterns are encoded onto thereflective SLM. A high-contrast intensity mapping of the phase pattern is formed at the imageplane (IP) and is captured by a CCD camera via partial reflection from a pellicle. The intensitydistribution is optically relayed to the trapping plane. Standard brightfield detection is used toobserve the trapped particles. PCF: phase contrast filter, Ir: iris diaphragm, L1, L2 and L3:lenses, MO: microscope objective, DM: dichroic mirror, TL: tube lens.We use the SLM to imprint a programmable 2D binary phase pattern (0 or π phase delays) to the wavefront of the 830 nm laser beam. The phase-modulated wavefront is directed into a 4-f filtering system composed of lenses L1 and L2, and a phase contrast filter (PCF) located at the Fourier plane. The PCF is constructed by deposi ting a 30-µm-diameter circular transparent photoresist (Shipley, Microposit S1818) structure on an optical flat. Centered at the Fourier plane, the PCF introduces a π-phase shift between low and high spatial frequency components of the phase-encoded beam. The diameters of the SLM iris (Ir) and the on-axis PCF are adjusted to optimize the throughput and contrast of the output intensity distribution [15]. A high-contrast intensity distribution, which is geometrically identical to the phase-pattern at the SLM, is generated at the image plane (IP). To monitor the output intensity distribution, a pellicle is inserted in the path and directs a small fraction (~3%) of the light towards a CCD camera. The intensity pattern at the IP is scaled and relayed by lens L3 and the microscope objective (MO) to a conjugate plane (trapping plane). The fluorescence port of the inverted microscope (Leica, DM-IRB) is used to direct the near-infrared laser light to the back-focal plane of the MO via a dichroic mirror. The same MO and a built-in microscope tube lens allow brightfield images to be captured by a second CCD camera.The quality of the intensity patterns synthesized at the image plane via the GPC approach is depicted in Fig. 2 where variably sized beams with top-hat and annular transverse profiles are generated at different positions at the transverse x-y plane. The condition for achieving#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1419optimal intensity contrast is described in the previous analysis of the GPC method [15]. Optimum phase-to-intensity conversion requires that the ratio of the SLM area encoded with πphase shift to that with 0 phase remains less than or equal to 0.25 for the operating diameters of the SLM iris and the PCF. When the condition is satisfied, the maximum intensity of the trapping pattern is approximately four times the average intensity of the SLM input beam.Fig. 2. (a) Measured high-contrast intensity pattern at the output plane IP. Correspondingsurface intensity plots for the representative (b) top-hat (in yellow square) and (c) annular ordoughnut (in green square) trapping beams.A trapping beam with a top-hat transverse intensity profile provides a radially symmetric potential well for a high-index particle as shown in Fig. 3(a). When a top-hat beam is positioned in the vicinity of a high-index particle, the particle gets attracted to the beam axis. We have observed previously that a beam with diameter slightly larger than that of the particle provides better transverse confinement especially when the trapped particle is moved along the horizontal plane [12].In contrast, a top-hat beam acts as a potential barrier for a low-index particle. Unstable at the beam center, the low-index particle gets repelled to either side of the optical potential as shown in Fig. 3(a). This is evident in the experiment we performed with spherical shells made of soda lime glass material (Polysciences) with de-ionized water as host medium. These air-filled hollow glass spheres have shell thickness of ~1 µm and outer diameters in the range of 2-20 µm. The hollow glass spheres with outer diameters greater than 5 µm effectively behave as low-index particles in water (n0 = 1.33). Similar hollow glass spheres where found to have average density of ~0.2 g/mL and effective refractive index n L = 1.2 [9]. A 6 µm hollow sphere in the presence of a top-hat beam is shown in Fig. 4. The sequence of images shows the displacement of the low-index particle as a result of its repulsion from the region of stronger light intensity.A low-index particle finds a minimum potential at the center of the beam with an annular transverse intensity profile as shown in Fig. 3(b). However, unlike the spontaneous attraction of a high-index particle towards the center of a top-hat beam, a low-index particle is not readily drawn to the dark central spot of the annular beam. From the outer region to the dark center of the annular beam, the low-index particle needs to overcome the potential barrier associated with the bright ring of light.#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1420Fig. 3. Diagram of the optical potential (a) for a high-index (solid curve) and a low-index(dashed curve) particle due to a beam with top-hat transverse intensity profile, and (b) for alow-index particle due to a beam with annular transverse intensity profile.Fig. 4. (AVI, 1.656 MB) Deflection of a soda lime hollow glass sphere from a computer-mousecontrolled trapping beam with top-hat intensity profile.An arrow in each frame indicates thelocation of the beam at that instant. Scale bar, 10 µm.Next, we demonstrate a scheme where we take advantage of the repulsive forces induced by intensity gradients to low-index particles. The sample we prepared contained a mixture of polystyrene micro-spheres (index n H = 1.57, Bangs Laboratories) and the low-index hollow spheres in de-ionized water in ~30 µm-thick glass cell. The sample is mounted on the microscope stage. Due to density mismatch, the polystyrene spheres (1.05 g/mL) settle to the bottom surface of glass cell while the air-filled hollow glass spheres (0.2 g/mL) float to the top portion. Axial adjustment of the MO allows us to view the two types of particles. To bring more particles into a particular region, we generate and scan a vertical line beam pattern resulting in the simultaneous deflection of low-index particles in the scan direction as shown in Fig. 5. Raking of the low-index particles is made either by non-mechanical scanning of the linear beam pattern using the graphical user-interface or by horizontal displacement of the microscope stage. This simple procedure allows us to drag a number of low-index particles into the operating region where polystyrene spheres are found directly below.#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1421Fig. 5. (AVI, 1.126 MB) Raking of low-index particles to a region of interest achieved byscanning a bright linear intensity pattern in the x-y plane.The arrow (frame 1) indicates thescanning direction. Scale bar, 10 µm.The ability to interactively generate and change phase patterns at the SLM in real-time allows each doughnut trap to be independently switched on and off, and be transversely displaced such that it correctly coincides with the position of the corresponding particle. In Fig. 6, we demonstrate the steps for trapping low-index particles with doughnut optical traps. In the first frame, a doughnut trap is positioned next to a particle which is located almost outside the field of view. From its initial position, the trap is then positioned directly in the location of the particle and moved slightly to the center of the observation region. In the third frame, a new trap is added by the click of the computer mouse and brought to one of the untrapped particles. The same procedure is done in the succeeding frames until all four particles are trapped as shown in the 15th frame. Once all particles are trapped, they are brought into a diamond formation (20th frame) and then into a linear arrangement (25th frame). The sizes of the particles vary within 6 – 10 µm and the corresponding doughnut traps are configured with appropriate diameters and thickness by a “click and draw” computer mouse sequence.The high-index polystyrene spheres are lifted off the bottom surface of the sample cell by corresponding optical traps with top-hat profiles. As the high-index particles accelerate upward, they appear in-focus with the low-index particles pre-positioned at the upper surface of the sample cell. As high-index particles are brought to the upper glass surface by top-hat beams, doughnut optical traps are also created for low-index particles. Figure 7 shows a mixture of high- and low-index particles simultaneously trapped by top-hat and annular trapping beams, respectively. From an irregular spatial distribution, the particles are individually displaced and sorted according to their index contrast with the suspending medium. This process illustrates the versatility of the GPC method in generating trapping patterns with arbitrary (symmetric or asymmetric) spatial configurations in real-time.#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1422Fig. 6. (AVI, 2.512 MB) User-interactive procedure for trapping different sizes of hollow glassspheres using doughnut optical traps.Fig. 7. (AVI, 1.113 MB) Image sequences of trapping and user-interactive sorting of aninhomogeneous mixture of soda lime hollow glass spheres and polystyrene beads in watersolution. (a) The particles are first captured by appropriate trapping beams and then (b-c)displaced one by one. The size of the beam used at each trapping site is proportional to the sizeof the corresponding particle. Arrows indicate the directions at which particles are transported.(d) Two separate rows of optically trapped high-index (lower row) and low-index particles(upper row). Scale bar, 10 µm.#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1423Aside from the ability to individually manipulate high- and low-index particles, the system also allows one to pre-define the path and the speed of m otion of each trapping beam. Such an experiment is illustrated in Fig. 8 where a row of high-index polystyrene sphere and a row of low-index particles are simultaneously set into oscillatory motion by corresponding trapping beams. The limiting factor for the dynamics of the trapping beams (but not necessarily the particle manipulation speed) is the response time of the liquid crystals in the SLM. For our nematic liquid crystal-based SLM, the response time (time needed for one SLM pixel to change between two extreme states associated with phase delays 0 and π) is in the order of ~100 ms. On the trapping plane, this corresponds to a maximum average speed of ~2.5 µm·s-1 at which a trapping beam can be moved with quantization in displacement at the single pixel-image level. Faster average speeds of moving traps can be achieved by using displacement quantization of more than one pixel. However, this results in a coarser or more discrete motion of the traps. We note at this point that, contrary to other alternatives, the GPC method requires only (but not limited to) binary phase objects to generate 2D intensity patterns with arbitrary symmetry. This robustness permits us to take advantage of the faster response time characteristic to binary SLMs based on other technologies (e.g., ferroelectric liquid crystals, multiple quantum well devices and microelectromechanical system (MEMS) -based devices), and hence to achieve faster, yet smooth, trap displacements. On the other hand, the speed at which a particle can be displaced while maintaining its confinement in the trap depends on the stiffness of the optical trap and the hydrodynamic drag force induced to the moving particle by the viscous medium. The trap stiffness for both the top-hat and annular beams may be improved by increasing the power of the input beam to the SLM.Fig. 8. (AVI, 1.518 MB) Simultaneously transported high- and low-index particles confined inrespective optical traps with pre-programmed dynamics. The time interval between adjacentframes is ~15 s. Scale bar, 10 µm.3. ConclusionWe have demonstrated the use of a real-time user-interactive array of trapping beams with tailored intensity profiles for the interactive manipulation of microscopic particles with opposite index contrast with respect to the suspending liquid medium. High- and low-index particles suspended in water find confining optical potentials in trapping beams with top-hat and annular transverse profiles, respectively. To our knowledge, this is the first demonstration of simultaneous trapping and user-controlled manipulation of multiple high- and low-index particles using optical traps. Arbitrarily shaped trapping beam configurations are obtained from the light-efficient conversion of SLM-encoded phase patterns into corresponding intensity distributions by the generalized phase contrast method. Although in principle the GPC approach is applicable at other operating wavelengths, the use of biologically non-invasive NIR laser source (e.g. 830 nm) makes the current system highly attractive for optical manipulation of colonies of cells in aqueous solutions. Finally, we envision that the technique offers a versatile tool for studying particle dynamics in a variety of aqueous systems #3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1424containing both high- and low-index microscopic objects and has the potential for optically powering specially fabricated microstructures with irregular geometries or inhomogeneous optical properties [16].AcknowledgmentsWe thank the European Science Foundation and the Danish Natural Scientific Research Council (SNF) for supporting this research through the Eurocores-SONS programme. We acknowledge T. Hara and Y. Kobayashi of Hamamatsu Photonics and J. Stubager for fabricating the phase contrast filters.#3781 - $15.00 US Received 4 February 2004; revised 29 March 2004; accepted 29 March 2004 (C) 2004 OSA 5 April 2004 / Vol. 12, No. 7 / OPTICS EXPRESS 1425。