2压片糖果工艺流程图
木糖醇压片糖果生产工艺流程

木糖醇压片糖果生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!木糖醇压片糖果生产工艺流程。
一、工艺流程。
1. 原辅料验收,对木糖醇、麦芽糊精、食用香精等原辅料进行验收,确保其质量符合相关标准。
制糖工艺过程31页PPT

28、目标的坚定是性格中最必要的力 量泉源 之一, 也是成 功的利 器之一 。没有 它,天 才也会 在矛盾 无定的 迷径中 ,徒劳 无功。- -查士 德斐尔 爵士。 29、困难就是机遇。--温斯顿.丘吉 尔。 30、我奋斗,所以我快乐。--格林斯 潘。
66、节制使快乐增加并使享受加强。 ——德 谟克利 特 67、今天应做的事没有做,明天再早也 是耽误 了。——裴斯 泰洛齐 68、决定一个人的一生,以及整个命运 的,只 是一瞬 之间。 ——歌 德 69、懒人无法享受休息之乐。——拉布 克 70、浪费时间是一桩大罪过。——卢梭
完整版各制剂工艺流程图
各制剂工艺流程图1 、片剂生产工艺流程图浸膏、药粉、辅料粉碎筛分包衣辅称量配包混合制装小干装中整装总混片剂成品压片2、颗粒剂生产工艺流程图3、胶囊剂生产工艺流程图4、合剂生产工艺流程图5、糖浆剂生产工艺流程图原料辅料6,丸剂生产工艺流程图原料辅料2 、工艺流程说明2 . 1 、前处理工艺流程说明外购的药材经过挑、选、检、去杂质及非药用部位后,川选药机或不绣钢洗药池,将药材上的泥土、灰尘洗净,根据不同品种的要求湿润,以达到提取、榨油、细粉的标准。
用J 六提取的药材,采取切割的方法切片,后经多层带式}气燥机干燥,中药粉碎机粉碎,筛分得到合格粒度的药材,送到净药库。
用J 屯榨油的药材,经多层带式干燥机干燥后,直接送去榨汕。
榨油前,按配方要求混合,用中药粉碎机粗碎,经蒸汽湿润后进入螺旋榨油机榨油,榨出的油经过过滤,再送到综合伟lJ 剂车间。
用一于细粉的药材切片,经多层带式十燥机十燥后,送到双扇灭菌柜灭菌,再用高效粉碎机组和震荡筛粉碎,筛分合格后包装,转入综合制剂车间。
2 . 2 、热回流提取工艺流程说明来自净药库的药材,按配方配料,加入乙醇,用热回流抽提机组进行第·次醉提,过滤后剩余的药渣,加上辅料,再进行次水提,使有效成分尽量提出。
醇体液静置后过滤,除去杂质,减压浓缩,回收乙醉,并得到醇提浸膏。
水提液静置后过滤,除去杂质,减压浓缩,并得到水提浸膏。
将醇提浸膏与水提浸膏混合,采用可倾式反应锅浓缩,得到稠浸膏,用周转桶送到综合制剂车间。
2 .3 、片剂工艺流程说明原料和辅料经过粉碎过筛,达到要求细度后,按配方称取配料。
配制好的物料,根据需要混合制粒、干燥、整粒、总棍后,再压片、包衣、抛光,经检验合格,按规定包装,送入成品库房。
2 . 4 、合剂工艺流程说明原料和辅料按处方称量后,加入纯化水配制成药液,经力热煮沸、冷却、过滤后,再灌装和轧盖,经过蒸汽检漏、晾瓶、灯检、贴签,检验合格后,装箱送入成品库房。
压片糖生产工艺
压片糖生产工艺
压片糖是一种常见的糖果制品,其制作工艺相对简单。
下面介绍一下压片糖的生产工艺。
首先,准备原材料。
压片糖的主要原料包括白砂糖、水、食用色素和食用香精。
这些原料应该合乎国家食品安全标准,并进行质量检查。
其次,混合原料。
将白砂糖、水、食用色素和食用香精按照一定比例混合,制成糖浆。
混合过程需要保持一定温度和搅拌力度,以确保原料的均匀混合和糖浆的质地。
然后,熬制糖浆。
将混合好的糖浆倒入糖锅中,通过加热和搅拌,蒸发糖浆中的水分,使其变得浓稠。
在熬煮过程中,需要控制温度和时间,以防止糖浆煮沸或糊底。
接下来,压制糖浆。
将煮好的糖浆倒入压片机中,通过模具将糖浆压制成所需形状的糖块。
压制过程中,需要控制压力和压制时间,以确保糖块的密度和形状。
最后,冷却和包装。
将压制好的糖块放在通风、干燥的地方进行冷却,使其固化。
然后,对糖块进行包装,可以使用塑料袋、纸盒等材料,保持糖块的卫生和品质。
总结一下,压片糖的生产工艺主要包括原材料准备、混合原料、熬制糖浆、压制糖浆、冷却和包装等步骤。
在生产过程中,需要注意原料的质量和比例,控制温度、搅拌力度和压力,以确
保压片糖的质量和口感。
同时,还要保持生产环境的清洁和卫生,确保糖块的卫生和安全。
旋转式压片机 (2)
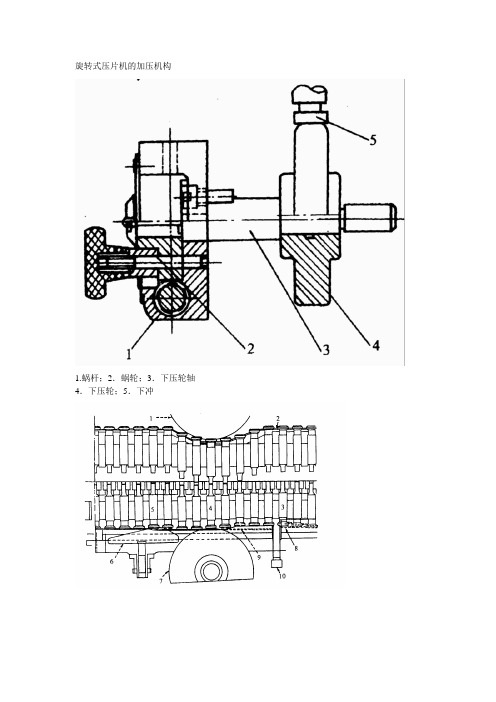
旋转式压片机的加压机构1.蜗杆;2.蜗轮;3.下压轮轴4.下压轮;5.下冲图3—35 旋转式压片机压片过程示意图1、上压力盘2、上冲轨道3、出片4、加压5、加料6、片重调节器7、下压力盘8、下冲轨道9、出片轨道10、出片调节器上压轮的安全装置当上压轮受力过大时,由曲轴的偏心力矩作用而使弹簧压缩,增大上、下压轮间的距离,以此保护冲模和机器。
出片出片机构的主要作用是将中模孔内压制成型的片剂推出。
这一机构无论是何种压片机,其方法都是使下冲升高并能将片剂顶出中模为止。
在旋转式压片中,常采用坡度导轨,使下冲渐渐上升,直至推出片剂。
单冲压片机的压片过程ZP33型旋转式压片机由传动机构、工作机构及电器装置、机身等部件组成。
工作原理:每旋转一周,冲模经过二次压片过程,有两套加料装置。
中药前处理工艺中药材--挑选--洗药--切制---炮炙、烘干---粉碎---筛分--包装。
中药提取工艺技术按药材在设备内加入方式可分为间歇式、半连续式和连续式。
按药材在设备内处理方式的不同,药材浸出在药厂常称为提取、浸渍(对静态浸出)、煎煮(水提热回流)等。
工艺流程方框简图提取:水提、醇提;动态、静态提取;多能提取、索氏提取等。
分离:筛网分离;离心分离;膜分离等。
浓缩:三效浓缩;球形真空浓缩;蒸发浓缩;膜浓缩等。
干燥:喷雾干燥;真空干燥;烘干;冻干等。
多能提取流程 如图所示加料 填充 压片 出片 投料 提取 分离 浓缩 干燥 包装 出渣 醇沉 蒸馏该流程可进行水提,也可进行醇提。
一般投料与水为1:10由于非有效成分的浸出,热回流提取液澄明度较差,一般用于固体口服制剂或外用药。
多能提取器示意图1.提取罐;2.泡沫捕集器;3.气液分离器4.冷却器;5.冷凝器;6.油水分离器;7.水泵;8.管道过滤器提取操作根据不同需要采取不同方式:①加热方式用水提取时通入蒸气加热,当温度达到提取温度后停止向罐内而改向夹层通蒸气进行间接加热,以维持罐内温度在规定范围内。
烘烤类糕点生产工艺流程图

烘烤类糕点生产工艺流程图
5.烘烤 操作标准 根据酥类糕点的不同产品要求、设烤置烘烤温度。 烘烤成品要求不生不焦、酥松、无异味,具有该品种应有的色、香、味、形。 操作规范 烘烤前先检查设备运转是否正常,正常方可运转。 烘烤前炉子需提前加温预热,设定温控、待炉温达到设定温度时,方可把生饼放入烘炉,进炉时要轻拿轻放,避免因撞击引起饼与饼之间粘连产生次品,烘烤时间根据品种不同约为10~15分钟,产品色泽根据产品不同要求,烘至乳黄色出炉,放置冷却车架上,并及时剔除残次品;车满后移至冷却间冷却待包装。 烘烤完毕,先切断加热电源,待炉温降至100℃以下,将整机关闭,并搞好设备及场地卫生。
烘烤类糕点生产工艺流程图
4成型⑴ 操作标准。 根据所需生产的产品的规格要求成型。 饼坯要求大小一致,厚薄均匀,落盘间距适当均匀。 操作规范 取产品规格相应模具,将面团揿入模具内揿实,用刮刀刮去多余面团,将饼坯脱模,置于烤盘内,摆放均匀,需表面装饰的装饰,即烘烤。 本产品为酥类糕点,即时烘烤为佳。以免走油影响质量。 控制方法: 技师技艺、按产品质量标准(自检、巡检)。 检测频率:即时抽检。
烘烤类糕点生产工艺流程图
二. 操作标准、操作规范 1.原料验收 操作标准 索取每种原料能证明符合要求的相关凭证。 对本批次原料的感观进行验收,需做理化检验的送检。 1. 2操作规范。 查看证明本批次原料符合要求的相关证明凭证。 对本批次原料的感观质量进行验收;本原料的色泽符合本身的自然色,滋气味正常,无异味;外包装完好无破损,数量准确,。 对油脂类、果仁类等原料进行酸价、过氧化值的理化检验。
烘烤类糕点生产工艺流程图
控制方法: 按原料进货检验规程执行。 2.配料:例(牛奶香酥) 面粉53 kg 白糖粉25 kg 白砂糖2.5 kg 色拉油25 kg 奶粉5 kg 鸡蛋2 kg 碳酸氢钠0.6 kg 碳酸氢铵0.3 kg 操作标准 按产品配料作业指导书执行配料。 2.1.2 所用添加剂按GB2760标准执行。 操作规范 根据产品生产工艺配方标准的质量、数量准确配料。
糖果生产工艺流程

糖果生产工艺流程糖果生产工艺流程:领料——化糖——过滤——真空熬制——冷却——加辅料——调和——成型——筛选——内包——成品检验——外包——入库1 领料:①由专人到原料库领取销售部下达的生产通知单②按单确定所需的原料及计算其数量,领后置于车间相应位置并摆放整齐注意点:⑴核对原材料品种及数量⑵拉条时,应检查拉车安全等情况,同时应特别小心原材料掉落造成浪费2 化糖加入固形物30%的水,倒入称量好的白糖,打开蒸汽进行化糖,待白糖全部化开并煮沸,气压控制在0.38-0.42MPa。
温度控制在105℃—110℃。
注意点:温度的控制3 过滤①过滤网为300目。
②过滤网丝常检查,使用后及时清洗。
注意点:过滤网干净完好。
4 真空熬制①真空浓缩熔好的糖稀,气压控制在0.7-0.8MPa。
温度控制在145℃②每锅糖膏30kg±1kg,放入冷却池注意点:浓缩温度的控制5 冷却①将冷却池中的糖膏冷却到110℃—115℃注意点:温度的控制6加辅料、调和①将第一道冷却的糖膏置于桌上,加入色素,辅料,香精,反复翻转折叠均匀。
注意点:辅料翻转均匀。
②将翻好的糖胚置于冷却池中,折叠冷却,冷却到80℃—90℃可拉条。
注意点:温度的控制。
7 成型①将冷好的糖膏置于案上或辊床进行拉条。
②拉条要求大小,厚薄一致,进行机器成型。
③成形后的糖粒经过冷却振动筛冷却。
注意点:操作时保持条状均匀一致8 筛选①将振动筛上下来的糖粒进行挑选,选出未成型的废糖。
注意点:不合格品的挑选。
9 内包装①进入包装之前进行消毒。
②枕包要求:电脑跟踪准确,纵封和横封温度达到密封效果的要求。
○3扭包要求:扭结对称,内纸必须校正中,两边扭结必须扭转两圈半,扭结部分无断裂。
10 成品检验检验员在内包车间随机抽取样品,按照本产品相关标准进行检验。
做好原始记录并出具检验报告。
11 外包经检验合格的产品送入外包车间进行外包装,对外包装袋及纸箱进行生产日期、品名的标注及净含量的检验。
糖果生产工艺标准经过流程
糖果生产工艺流程糖果生产工艺流程:领料——化糖——过滤——真空熬制——冷却——加辅料——调和——成型——筛选——内包——成品检验——外包——入库1 领料:①由专人到原料库领取销售部下达的生产通知单②按单确定所需的原料及计算其数量,领后置于车间相应位置并摆放整齐注意点:⑴核对原材料品种及数量⑵拉条时,应检查拉车安全等情况,同时应特别小心原材料掉落造成浪费2 化糖加入固形物30%的水,倒入称量好的白糖,打开蒸汽进行化糖,待白糖全部化开并煮沸,气压控制在0.38-0.42MPa。
温度控制在105℃—110℃。
注意点:温度的控制3 过滤①过滤网为300目。
②过滤网丝常检查,使用后及时清洗。
注意点:过滤网干净完好。
4 真空熬制①真空浓缩熔好的糖稀,气压控制在0.7-0.8MPa。
温度控制在145℃②每锅糖膏30kg±1kg,放入冷却池注意点:浓缩温度的控制5 冷却①将冷却池中的糖膏冷却到110℃—115℃注意点:温度的控制6加辅料、调和①将第一道冷却的糖膏置于桌上,加入色素,辅料,香精,反复翻转折叠均匀。
注意点:辅料翻转均匀。
②将翻好的糖胚置于冷却池中,折叠冷却,冷却到80℃—90℃可拉条。
注意点:温度的控制。
7 成型①将冷好的糖膏置于案上或辊床进行拉条。
②拉条要求大小,厚薄一致,进行机器成型。
③成形后的糖粒经过冷却振动筛冷却。
注意点:操作时保持条状均匀一致8 筛选①将振动筛上下来的糖粒进行挑选,选出未成型的废糖。
注意点:不合格品的挑选。
9 内包装①进入包装之前进行消毒。
②枕包要求:电脑跟踪准确,纵封和横封温度达到密封效果的要求。
○3扭包要求:扭结对称,内纸必须校正中,两边扭结必须扭转两圈半,扭结部分无断裂。
10 成品检验检验员在内包车间随机抽取样品,按照本产品相关标准进行检验。
做好原始记录并出具检验报告。
11 外包经检验合格的产品送入外包车间进行外包装,对外包装袋及纸箱进行生产日期、品名的标注及净含量的检验。