现代威亚数控车床刀塔原点重设(1)
进口数控车床盘式刀塔位置精度的调整

数控车床盘式刀架的位置找正目前国内从欧洲进口的精密斜床身数控车床,都是安装盘式刀架(带动力刀头),例如最知名的SAUTER刀架,该类刀架的正常寿命大概为5百万小时,约5年,动力刀头正常工作约8000小时。
该类刀架的质量和性能非常稳定和可靠,但并不表示不会发生危险和事故,如果操作者没有确保加工准备完整、切削条件正常的情况下操作机床,出现超负载切削加工或刀架与工件发生碰撞事故,刀架可能出现局部损坏和错位。
最常见的现象是刀架整体位置发生的偏移,导致加工的工件产生锥度。
在不需要更换新刀架的情况下,通过正确的平行度校验和机械调试,可以修正刀架位置精度。
现将实际校验和调试工艺方法阐述如下,供技术人员在维修相关机床时借鉴。
1.盘式动力刀架的类型和安装1.1 刀架根据安装方向的分类刀架根据刀柄夹套安装在刀盘方向分为轴向刀架和径向刀架,如图1、图2、图3、图4所示,在机床校验时便于选择合适的校验标准心轴。
图1 轴向刀架图2 径向刀架1.2 刀架安装位置刀架整体一般安装在X轴滑行方向,使用暗销和螺栓联接。
通常在刀架的右上角落处找到暗销(有些机床可能在分布刀架的底部),这种定位销总是采用对角分布在带有动力刀头的刀架底部,如图3、图4所示。
图3 刀架整体安装位置图4 刀架底部与X方向床鞍联接2.工量具准备为了调整刀架整体与机床纵向(Z轴)和横向(X轴)移动时的平行度,需分别为两种类型的刀架准备校验标准心轴,如图5和图6所示,同时配备杠杆千分表和六角板手。
图5 用于轴向刀架的心轴图6 用于径向刀架的心轴标准心轴必须安装在刀架中。
在安装之前仔细检查心轴和刀架圆盘表面是干净、清洁,铁屑或污点会导致错误的测量结果,千分表必须安装在机床固定的部件上,例如机床尾座或第二刀架上。
注意:绝对不能将千分表安装在机床金属板上,否则机床各轴运动时会产生测量误差。
3.刀架位置的校验和修正3.1 刀架沿Z轴方向平行移动的位置校验和修正3.1.1 轴向刀架将千分表指针头轻放在心轴上面,刀架沿心轴整个长度方向进行Z向移动,仔细观察并记录千分表在不同位置的数值和偏差,如果超出偏差范围需进行修正。
数控车床铣床通过对刀设置加工坐标系

• Y坐标设定值:Y= Y=Y1+Φ/2+δ+Y0 =-298.160+5+0.1+46.5= -246.46mm。
注:如图3所示,-298.160mm为坐标显示值;+5mm为测量 棒半径值;+0.1mm为塞尺厚度;+46.5为编程原点到工件 定位基准面在Y坐标方向的距离。
• 试切对刀步骤: 1.确定编程原点; 2.主轴正转; 3.移动刀具试切右端面;记录下当前位置的机床坐标值
Z-200; 4.试切外圆,记录下当前位置的机床坐标值X-70,沿Z向退
刀,主轴停,测量被试切的工件直径为60mm。
程序头用G54建立工件坐标系,如何设置?
• 进入G54界面,输入编程原点的机床坐标值: X-130, Z-200。
X= -(130-80)= -50,Z= -(200-100)= -100。
3.若加工前机床回零,程序用G50 X? Z?建立工件坐标系?
答:G50 X130 Z200;即参考点作为起刀点在(130,200)处。
数控车床上用G54设置工件坐标系
• 例如:在华中系统数控车床上用G54设置加工原点。
• 回参考点的操作(“回零”操作),也就是使刀具或工作台退回到机 床参考点。此时,机床显示器上将显示出机床参考点在机床坐标系中 的坐标值,就相当于在数控系统内部建立了一个以机床原点为坐标原 点中的,机用床户坐无标权系修。改如。上图所示,XR,ZR,该坐标值已存入数控系统
• 只有机床参考点被确认后,机床原点才被确认,刀具(或工作台)移 动才有基准。
• 将前面已测得的各项数据,按设定要求运算。 • X坐标设定值:X= X1+Φ/2+δ+X0
= - 437.726+5+0.1+40= -392.626mm。 注: - 437.726mm为X坐标显示值;
马扎克QT200刀塔原点调整-新

售后服务技术文件文件编号:T-0001 NC名称:640 适用机型:QT系列、QTN系列文件名称:刀塔原点调整在伺服放大器的寄存器中,实现绝对位置检测。
如果电池电压降低或更换伺服放大器,保存在寄存器中的数据就会丢失即刀塔原点丢失,通过如下步骤可以重新设定刀塔原点:(1) 在手动模式下,按下刀箱拆散"TURRET UNCLAMP"菜单键。
(2) 按下机床菜单"MACHINE"键,调用机床菜单。
(3) 按下维修"MAINTENANCE"菜单键。
(4) 同时按下刀台模式"TURRET MODE"菜单键+MF1键,该菜单键高亮显示。
售后服务技术文件(5) 利用刀塔旋转"TOOL SELECT"按钮,使1号刀位转到当前位置(如下图所示)。
刀塔低速旋转。
(目测刀塔体侧面与刀塔座侧面平行。
)(6) 再次按下刀台方式"TURRET MODE"菜单键,取消高亮显示。
(7) 再次按下刀箱拆散"TURRET UNCLAMP"菜单键,锁紧刀塔。
当刀塔被正确锁紧时,就听不到定位销或电机发出的异常声音。
确认没有异常声音发出。
售后服务技术文件(8) 利用记号笔标记当前所在位置。
(9) 按下刀箱拆散"TURRET UNCLAMP"菜单键,重新松开刀塔。
(10) 重新同时按下刀台模式"TURRET MODE"菜单键+MF1键,使刀台模式"TURRET MODE"菜单键高亮显示。
(11) 在按下位置设定"TUR. HOME SET"菜单键的同时按下刀塔旋转"TOOL SELECT"按钮,刀塔缓慢旋转到达最近的栅格点停止。
绝对位置坐标系建立。
(12) 旋转刀塔达到步骤(8)所标记位置。
售后服务技术文件(13) 按下刀台方式"TURRET MODE"菜单键,取消高亮显示状态。
数控加工中心原点设置原理与常见故障分析

基本机床操作一 (FANUC O MATE-TD机床原点设置方法)

FANUC O MATE-TD机床原点设置方法
1、将准备设置原点的轴用HANDLE 或 JOG 方式使之移动到原点。
2、CRT UNIT 按 OFFSET,再按画面的SETTING(HANDY)软键使之被显
示。
3、MODE设置为 MDI ,修改PWE 为“1”,此时出现ALARM100,因为
打开了参数修改的保护。
4、将参数NO。
1815 的第4位修改为“0”
18150 0 0 1 1 0 0 0 (修改前)
18150 0 0 1 0 0 0 0 (修改后)
注意:仅修改第4位,其他不可修改,如果是2轴系统,请确认修改前都已经移动到原点.
5、出现ALARM000,内容为修改原点后要求重开电源。
将NC电源关闭,
5秒后再打开。
6、将参数NO。
1815 的第4位修改为“1”
7、修改PWE 参数为“0”
8、关闭NC电源 5秒后再开,CRT UNIT 按POS,显示机械坐标0.000,
原点设置完成.
相关参数说明。
QT刀塔原点恢复方法

五:刀塔错位故障排除:1、处理步骤:首先使刀塔恢复锁紧正确位置:⑴判断刀塔是否锁紧位置:锁紧正确位置下,锁紧传感器应为“ON”,从诊断监控画面下,确认“X10”的变化,(锁紧下:X10=1;松开时:X10=0))现在位置为真正的机械锁紧位置。
用钢板尺确认“a=b”.刀塔体(不转动部分)刀塔(转动部分)⑵若不在正确锁紧位置,按以下步骤实现正确锁紧:1)在手动状态下,“HOME”下,按“刀箱拆散(即刀箱松开)”该按钮“点灯”。
2)按“MACHINE”“OPTION”“MF+TURRET MODE”同时按,使“TURRETMODE”点灯。
3)按刀塔旋转按钮,使刀塔向可能锁紧的位置移动,如上图所示,使在3号刀位下,用钢板尺确认“a =b”.4)为确认是否真正到达锁紧位置,可以按“刀箱拆散(即夹紧)”使该按钮“灭灯”,确认传感器指示灯是否“亮”或在“诊断监控”下,确认X10的状态是否正确.5)如果不正确,重复以上步骤,直到正确为止。
6)按“MACHINE OPTION”“TURRET MODE”使“TURRET MODE”灭灯。
之后进行原点确认。
2、原点确认步骤:刀塔体(不转动部分)刀塔(转动部分)做标记处(首先在1号刀位下,如图所示做一明显标记)1) 在手动状态下,按“刀箱拆散”使该按钮“点灯。
2) 按”MACHINE“OPTION“MF1+TURRET MODE”同时按,使“TURRETMODE”点灯。
3) 按【”POSITION SET”+TURRET旋转按钮(在F/H/O下)】两键同时按,并注意先后顺序,直到刀塔不再旋转,停止为止。
4) 在”MACHINE”下,按“TURRET MODE”使”TURRET MODE”灭灯。
5) 同时按“MF1+TURRET MODE”使“TURRET MODE”再度点灯。
6) 按“TURRET”旋转按钮(切记在R/V/2下),并且这是点动,边点动边看标记是否合上了,至到标记合上为止。
QT系列刀塔原点设定
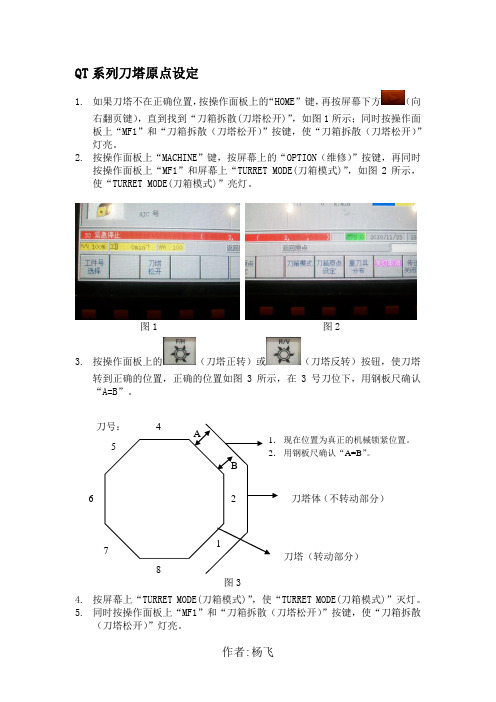
QT系列刀塔原点设定1.如果刀塔不在正确位置,按操作面板上的“HOME”键,再按屏幕下方(向右翻页键),直到找到“刀箱拆散(刀塔松开)”,如图1所示;同时按操作面板上“MF1”和“刀箱拆散(刀塔松开)”按键,使“刀箱拆散(刀塔松开)”灯亮。
2.按操作面板上“MACHINE”键,按屏幕上的“OPTION(维修)”按键,再同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,如图2所示,使“TURRET MODE(刀箱模式)”亮灯。
图1 图23.按操作面板上的(刀塔正转)或(刀塔反转)按钮,使刀塔转到正确的位置,正确的位置如图3所示,在3号刀位下,用钢板尺确认“A=B”。
4.5.同时按操作面板上“MF1”和“刀箱拆散(刀塔松开)”按键,使“刀箱拆散(刀塔松开)”灯亮。
6.将刀箱位置用油漆笔做好标识,如图4所示。
7.先按住屏幕上的“POSITION SET(刀箱原点设定)”不放,再按住操作面板上的(刀塔正转)不放,直到刀箱停止转动。
8.同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,使“TURRETMODE(刀箱模式)”灭灯。
9.同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,使“TURRETMODE(刀箱模式)”再次亮灯。
10.按操作面板上的(刀塔反转)(这里是点动),边点动边看图2所做的标记是否重合,直到标记重合为止。
11.按操作面板上的“HOME ”键,再按屏幕下方(向右翻页键),直到找到“刀箱拆散”(即刀塔松开),同时按操作面板上“MF1”和“刀箱拆散”按键,使“刀箱拆散”灯灭。
12.按操作面板上“MACHINE”键,按屏幕上的“OPTION(维修)”按键,再同时按操作面板上“MF1”和屏幕上“TURRET MODE(刀箱模式)”,使“TURRET MODE(刀箱模式)”灭灯。
13.关电重启,确认刀号是否正确。
14.。
Mazak机床重新设定原点作业指导书
Mazak 重新设定机床原点作业指导书
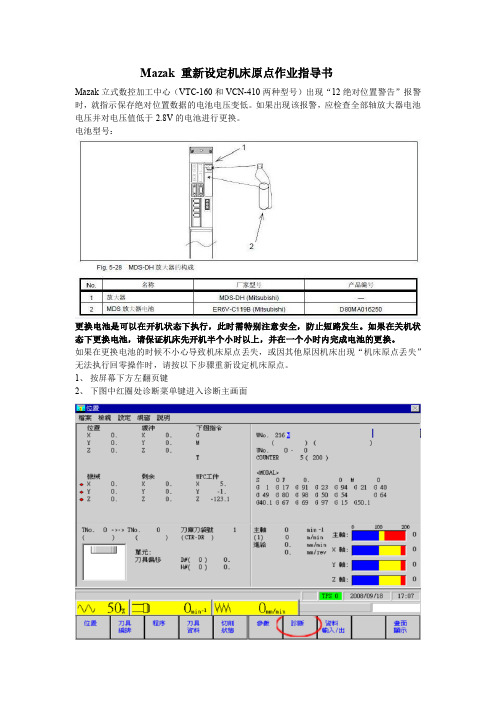
Mazak立式数控加工中心(VTC-160和VCN-410两种型号)出现“12绝对位置警告”报警时,就指示保存绝对位置数据的电池电压变低。
如果出现该报警,应检查全部轴放大器电池电压并对电压值低于2.8V的电池进行更换。
电池型号:
更换电池是可以在开机状态下执行,此时需特别注意安全,防止短路发生。
如果在关机状态下更换电池,请保证机床先开机半个小时以上,并在一个小时内完成电池的更换。
如果在更换电池的时候不小心导致机床原点丢失,或因其他原因机床出现“机床原点丢失”无法执行回零操作时,请按以下步骤重新设定机床原点。
1、按屏幕下方左翻页键
2、下图中红圈处诊断菜单键进入诊断主画面
3、下图中红圈处版本菜单键进入版本画面
4、在版本界面,按机床屏幕下方右翻页键
5、现在就可以从机床操作面板直接输入密码1131,如下图所示
1131
6、输入1131后,按机床操作面板上的“INPUT”
7、进入参数画面,按下图的“SERVO MONITOR”菜单键,在右侧会多出“参数”菜单
8、按“参数”菜单,参数菜单会变成红色,屏幕上就会弹出主轴参数设置框
9、使用机床操作面板上的翻页键(上翻页、下翻页)和方向键来移动光标选择参数SV17号参数。
10、将X、Y、Z和A轴的SV17号参数由&208C调整为&200C(即由“绝对位置控制”改为“相对位置控制”)
11、关机——开机,执行机床回零操作。
12、机床报警消除后,重复以上步骤将SV17号参数改回到原来的&208C。
13、关机——开机,检查机床回零,确认各轴动作正常。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
起亚数控车床刀塔原点重设
一、刀塔不带Y轴的车床
1. 机床因撞刀或停电停止后用手轮将刀塔退离工件,确认无运动部件,保持原状。
2. 将值改为1,进入刀塔调整模式,出现2075号报警。
K参数调用方法:SYSTEM(屏幕旁边MDI键盘)→PMCPAM(屏底功能键)→KEEPRL(屏
底功能键),值改为1就是将K0005参数的第0位的值改为1
K参数位元编号:
7 6 5 4 3 2 1 0
3. 同时按下操作面板上的FEED HOLD + SPINDLE STOP + SELECT三个按键,刀塔松开。
4. 扳动刀塔使刀塔上1号刀与原点对齐(在刀塔1号刀位后方有一个小园点或横线
标记)。
5. 按下CALL/BEEP OFF键,刀塔锁紧。
6. 检查值是否为1(1是刀塔锁紧,0是刀塔松开SKT V5R )。 )
X参数调用方法:SYSTEM(屏幕旁边MDI键盘)→DGNOS(屏底功能键)→状态(屏底
功能键),然后输入” X0”,按查询键。
X参数位元编号: 7 6 5 4 3 2 1 0
7. 按下急停按钮,改值为0,退出刀塔调整模式。
8. 同时按下FEED HOLD + SPINDLE STOP + SELECT(这是另一个Select键)三个按键。
9. 松开急停按钮,按Standby按键启动液压,再使X轴和Z轴回原点。
再有问题请咨询;