镁合金铸态和挤压态组织观察实验指导书
镁合金 挤压 织构
镁合金挤压织构镁合金是一种重要的结构材料,在各个领域都有广泛的应用。
本文将从镁合金的制备方法、挤压工艺和织构特性等方面进行探讨,并对其优缺点进行评估。
一、镁合金的制备方法镁合金的制备方法主要有熔融法和粉末冶金法两种。
1. 熔融法:熔融法是将镁和其他合金元素加热至其熔点以上,然后通过混合、合金化和冷却等工艺步骤得到镁合金。
这种方法适用于制备大规模和复杂形状的零件,但成本较高。
2. 粉末冶金法:粉末冶金法是将镁和其他合金元素的粉末混合,并通过压制和烧结等工艺步骤得到镁合金。
这种方法具有较好的形貌和尺寸控制能力,适用于制备高纯度和复杂形状的零件。
二、镁合金的挤压工艺挤压是一种常用的镁合金加工方法,它通过将镁合金坯料推入模具中,通过模具的空间限制来获得所需形状的零件。
挤压工艺具有简单、高效、节能等优点,可制备大批量、高强度和高精度的镁合金零件。
1. 挤压过程:挤压包括预变形、热挤压和冷挤压三个步骤。
预变形是通过热轧、酸洗等工艺将原始镁合金坯料进行塑性变形,以增加其可挤压性。
热挤压是将预变形的坯料加热至挤压温度,然后通过挤压机械将坯料挤压成所需形状。
冷挤压是将热挤压得到的坯料在室温下进行进一步挤压和整形。
2. 挤压参数:挤压参数对镁合金的织构、力学性能和表面质量等有着重要影响。
主要包括挤压温度、挤压速度、挤压比例和挤压模具布局等。
三、镁合金的织构特性织构是指材料的晶粒方向和分布的有序性。
镁合金的织构特性会影响其力学性能、塑性变形和腐蚀行为等。
主要有以下几种类型的织构:1. 基体织构:镁合金的基体织构主要取决于合金元素类型和含量、加工工艺和热处理条件等。
常见的基体织构有强材织构和弱材织构等。
2. 绕组织织构:镁合金在挤压过程中,由于晶粒在挤压方向上的流动,会导致晶粒绕组织织构的形成。
这种织构会影响镁合金的力学性能和塑性变形行为。
3. 易位织构:易位织构是指由于位错运动和晶粒滑移导致的晶粒方向发生变化。
易位织构会影响镁合金的蠕变行为和高温强度等。
镁合金挤压及其力学性能研究

随温度降低而降低。如有一B含量大于B。的合
room temperature,they have moderate exlnldability when heated to 230"Cor higher.Under the
condition of these experiment parameters,the extrBded rods end bars have good surface,and
20030305
沈阳工业大学硕士学位论文
摘要
本文研究了AZ91、AZ61及几种含锆镁合金的挤压性能,结果表明尽管镁合金具有 密排六方结构,室温下滑移系较少,塑性较差,但在加热到230℃以上时仍表现出良好 的可挤压性。在本实验参数下,挤压出的杆材和板材表面良好,尺寸符合设计要求。
本文对挤压态镁合金杆材和板材进行了热处理,然后做了显微组织分析和力学性能 测试。结果表明挤压后的镁合金综合力学性能明显高于铸态,抗拉强度较铸态提高 50MPa以上,屈服强度提高30MPa以上。延伸率提高5%以上:挤压后的镁合金显微组织 均匀细小,平均晶粒度在15 p m以下,而挤压前的铸态组织晶粒度在80 u m以上:热处 理对挤压态镁合金力学性能的影响因合金牌号不同而不同,对于AZ91板材而言,T4、 T6处理均降低其力学性能,挤压后F态性能最佳,而其它几种含锆合金T6态要好于F 态:断口分析表明AZ61板材的横向拉伸断口与纵向断口形貌有很大不同,横向断口韧 窝呈细条状,而纵向断口呈大小和深浅不一的圆形韧窝,这种断口形貌的差异证明材料 在挤压过程中晶粒有择优取向。其它几种镁合金挤压态断口皆表现为韧性断裂的特征, 室温断口与高温断口特征基本相同,分析表明由于挤压态镁合金室温塑性已经很好,所 以尽管高温下镁合金塑性进一步提高,但断口特征较室温下并无明显变化。
实验二 有色金属的显微组织观察与分析
实验一有色合金显微组织观察与分析一、实验目的1. 观察常见的铝合金、铜合金、镁合金及轴承合金等有色金属试样的显微组织特征。
2. 了解有色金属中合金元素对其组织和性能的影响。
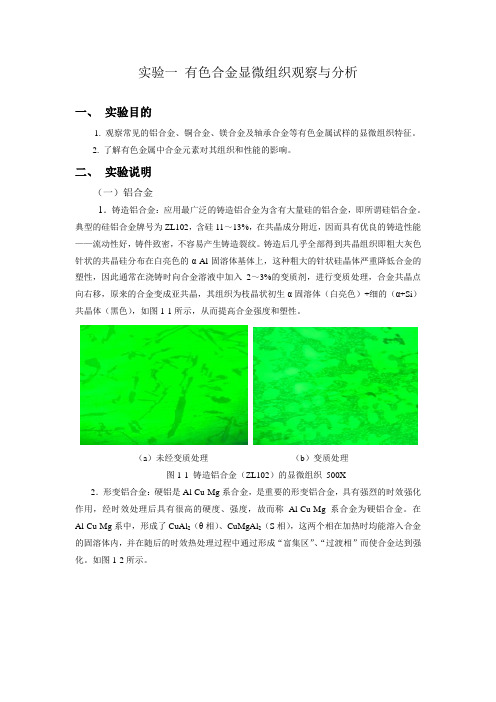
二、实验说明(一)铝合金1.铸造铝合金:应用最广泛的铸造铝合金为含有大量硅的铝合金,即所谓硅铝合金。
典型的硅铝合金牌号为ZL102,含硅11~13%,在共晶成分附近,因而具有优良的铸造性能——流动性好,铸件致密,不容易产生铸造裂纹。
铸造后几乎全部得到共晶组织即粗大灰色针状的共晶硅分布在白亮色的α-Al固溶体基体上,这种粗大的针状硅晶体严重降低合金的塑性,因此通常在浇铸时向合金溶液中加入2~3%的变质剂,进行变质处理,合金共晶点向右移,原来的合金变成亚共晶,其组织为枝晶状初生α固溶体(白亮色)+细的(α+Si)共晶体(黑色),如图1-1所示,从而提高合金强度和塑性。
(a)未经变质处理(b)变质处理图1-1 铸造铝合金(ZL102)的显微组织500X2.形变铝合金:硬铝是Al-Cu-Mg系合金,是重要的形变铝合金,具有强烈的时效强化作用,经时效处理后具有很高的硬度、强度,故而称Al-Cu-Mg系合金为硬铝合金。
在Al-Cu-Mg系中,形成了CuAl2(θ相)、CuMgAl2(S相),这两个相在加热时均能溶入合金的固溶体内,并在随后的时效热处理过程中通过形成“富集区”、“过渡相”而使合金达到强化。
如图1-2所示。
(a)铸态(b)时效板材图1-2 硬铝(ZL12)的显微组织 100X(二)铜合金1. 普通黄铜普通黄金是Cu-Zn合金,其含锌量均在45%以下,根据Cu-Zn合金状态图,含锌量在32%以下的黄铜(如H80、H70)为α相固溶体的单相组织;而含锌量在32~45%之间的黄铜(H62、H59)则为(α+β)两相组织。
(1)α单相黄铜:含锌在36%以下的黄铜属单相α固溶体,典型牌号有H70。
铸态组织为α固溶体呈树枝状,经变形和再结晶退火,其组织为多边形晶粒,有退火孪晶。
镁合金挤压剪切复合变形的组织与性能研究的开题报告

镁合金挤压剪切复合变形的组织与性能研究的开题
报告
一、研究背景
随着工业化进程的加速,镁合金作为一种新型轻质材料,受到了广
泛关注。
但是,镁合金的塑性变形能力比较差,制约了其在工业领域的
应用。
因此,如何提高镁合金的塑性变形能力,是当前镁合金研究领域
的热点问题。
目前,已有许多研究证实,通过挤压剪切复合变形可以明显提高镁
合金的塑性变形能力。
同时,该方法还可以使材料组织均匀化、晶粒细
化和生成高密度的位错和转角。
但是,目前对于镁合金挤压剪切复合变
形机理的研究仍然不够深入,且对于材料的微观组织与力学性能的研究
也没有得到充分的探究。
二、研究内容
本研究拟选取常用的AZ31B镁合金为研究对象,以挤压剪切复合变形工艺为手段,对镁合金的组织与性能进行研究。
具体内容如下:
1. 选择合适的挤压剪切复合变形工艺参数,并对制样过程进行优化。
2. 利用金相显微镜和透射电子显微镜等手段,对材料的微观组织、
晶粒细化和位错等进行定量和定性的表征。
3. 利用万能试验机和硬度计等手段,对材料的力学性能进行测试和
分析,并探究材料力学性能与微观组织的关系。
4. 将研究结果与传统热加工方法制备的镁合金材料进行对比,评估
挤压剪切复合变形工艺的优越性。
三、研究意义
本研究将有助于深入探究镁合金挤压剪切复合变形的机理,揭示其对材料组织和性能的影响规律,并为探究新型轻质合金材料的制备及应用提供理论和实验基础。
同时,研究结果还可以为工业领域的轻量化设计提供新思路和新材料。
铸态az31b镁合金热压缩实验研究

铸态az31b镁合金热压缩实验研究
本文旨在研究铸态AZ31B镁合金的热压缩性能。
该实验采用试样加热至不同温度(250℃、300℃、350℃)后,在约定应变速率(0.1/s、0.01/s)下进行热压缩实验。
通过实验得到的压缩应力-应变曲线,结合金相分析和显微组织观察,分析了铸态AZ31B镁合金的高温形变行为及其影响因素。
实验结果表明,试样温度与应变速率对铸态AZ31B镁合金的流变行为均有较大影响。
在温度和应变速率不断升高的情况下,铸态AZ31B 镁合金的屈服强度、流变应力和应变硬化能力均呈现出明显增加的趋势;而延伸率则呈下降趋势。
此外,金相分析还发现,铸态AZ31B镁合金在高温下易发生晶粒长大现象,这也对其高温形变行为产生了一定的影响。
综上所述,铸态AZ31B镁合金在高温下具有较好的可塑性和形变能力,但在高温条件下其晶粒会发生明显的长大现象。
因此,在实际生产中需注意合理控制加热温度和应变速率等参数,以保证该合金在高温下具有良好的力学性能。
镁合金AZ80的差热分析及凝固组织观察
AZ80 Ma gne s ium Alloy
AI Xiu-la n, YANG J un, QUAN Ga o-fe ng (Lia oning Ke y Ma te ria l La bora tory for Ra ilwa y, Da lia n J ia otong Unive rs ity,
·482·
ห้องสมุดไป่ตู้
铸造
FOUNDRY
Ma y 2009 Vol.58 No.5
镁合金AZ80的差热分析及凝固组织观察
艾秀兰,杨 军,权高峰
(大连交通大学辽宁省轨道交通关键材料重点实验室,辽宁大连 116028)
摘要:利用差热分析 (DSC) 和在不同温度下加热-急冷,并结合金相组织观察方法研究AZ80镁合金的凝固相变温度及
关键词:AZ80镁合金;差热分析;凝固组织演变 中图分类号:TG146.2+2 文献标识码:A 文章编号:1001-4977 (2009) 05-0482-04
Diffe re ntia l The rma l Ana lys is Diffe re ntia l S ca nning Ca lorime try
共同组成。而从430 ℃急冷到室温所得试样的金相组织 中可看到,α (Mg) 固溶体尺寸变大,且在其周围有一 些黑白相间的组织,这是未完全熔化的离异共晶,有的 α已被打碎,表明此温度下β已开始熔化。加热温度继续 升高,从440 ℃急冷到室温得到的试样金相组织中α (Mg) 固溶体周围的黑白相间的细枝晶组织增多 (图 2c)。从以上显微组织的观察可知,430 ℃已经进入共晶 反应温度阶段,也即开始熔化温度。发生以上变化主要 原因是,温度低于共晶熔化温度时,主要是离异共晶中 的β相向基体组织的扩散溶解;当温度达到共晶熔化温 度时,扩散剩余的低熔点共晶组织首先发生熔化,并强 化了液固相界面处的溶质扩散,造成固相表面与已熔化 的共晶组织成分接近。这种扩散的结果导致固相表面的 熔点降低,同时也使固相表面处本来就不稳定的原子获 得足够的能量向液相中迁移;加热温度高于共晶熔化温 度时,扩散更容易进行,枝晶或固相颗粒在已形成的液 相的侵蚀或熔渗作用下开始熔化或分离成“岛”状颗粒 悬浮在液相中。另外,在相变驱动力作用下,固相枝晶 根部或其他固相晶粒组织凸起部分的熔点低于固相其他 部分,因此被液相侵蚀溶解 (熔渗),并且枝晶根部极有 可能被熔断,形成细小的悬浮固相颗粒[8]。
镁合金挤压过程模拟实验研究
was studied by using FEM simulation with experimental validation。The constant outlet temperature of 455℃was obtained by controlling the ram speed.The distribution of stress and strain is steady throughout the whole cycle of extrusion process,thus ensuring the homogeneity of the product.It was found that the tendency of extrusion load can be predicted within the permit precision.Further,the distribution and variation regularity of mold maximum temperature,stress,strain
论文证实了模拟挤压实验的有效性、可靠性,得出了模拟挤压实验对镁合金 结构件研发和推广都有十分重要作用的结论,模拟实验能够为镁合金产品研发和 推广缩短时间、降低成本,模拟实验的工艺参数,能够为实际所应用,或为实际 应用提供有实际价值的参考。
关键词:镁合金;模拟挤压;DEFORM:有限元分析
Ⅱ
Abstract
本文第二部分对AZ3l镁合金十字型材等温挤压进行了模拟和实验研究。在 实验过程中,通过控制挤压机的挤压速度使模具出口温度恒定在455℃左右。在 等温挤压全过程中,应力、应变分布有规则,且比较稳定,从而保证了挤压过程 中制品前后组织性能的均一性。通过和实验验证相比较发现,该模拟真实地反映 了等温挤压过程中挤压力随行程变化趋势。同时预测出了坯料和模具温度、应力、 应变在挤压变形过程中分布和变化情况,为研究AZ31镁合金等温挤压内部金属 流动规律以及制订实际挤压工艺提供依据。对比等速挤压,等温挤压在较大的挤 压速度下实现了挤压出口温度恒定,在保证制品沿长度方向的组织性能和尺寸精 度稳定的同时,提高了挤压的效率。
实验方案详解
镁合金(Mg-8Al-xCa-1Sr-0.5Mn)实验方案
X=1, 2, 4, 6
第一阶段:(了解镁合金)(10天)
1、查找资料,阅读文献,完成绪论。
2、翻译一篇英文文献。
第二阶段:(课题试验)(10天)
1、磨试样2块(铸态:C;热处理态:H)
粗磨——细磨——抛光——腐蚀
2、照金相组织(x50,x100,x200,x500)
每个放大倍数拍照5张,选取典型组织。
3、SEM扫描(拍照3张)
第三阶段:完成论文第一章(7天)
1、磨挤压试样1块(挤压态:E)
2、照金相组织:(x50,x100,x200,x500)拍照5张
3、SEM扫描(拍照3张)
第四阶段:时效处理(15天)
1、观察分析挤压组织与铸态,热处理态组织,得出结论。
2、对挤压试样进行时效处理(三种处理方案:温度:170℃;时效时间:6h,18h,
30h;标号A1,A2, A3)
3 、对三种试验做硬度试验测试,得出硬度最大试样,Ax。
将Ax试样做拉伸片
(2个),同时,磨Ax试样1块。
4、对试样Ax照金相组织,SEM扫描图;同时对拉伸断口照SEM扫描图
第五阶段:完成毕业论文并进行答辩。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
镁合金铸态和挤压态组
织观察实验指导书
Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
镁合金铸态和挤压态组织观察的操作及组织观察
一、实验目的
1掌握镁合金组织金相制作的方法
2了解镁合金的显微组织特征
二、概述
镁合金的密度是钢的23%,铝的67%,塑料的170%,是金属结构材料中最轻的金属,镁合金的屈服强度与铝合金大体相当,只稍低于碳钢,是塑料的4~5倍,其弹性模量更远远高于塑料,是它的二十多倍,因此在相同的强度和刚度情况下,用镁合金做结构件可以大大减轻零件重量,这点对航空工业,汽车工业,手提电子器材均有重要意义。
镁合金是以金属镁为基,通过添加一些合金元素形成的合金系,通常可分为二元、三元及多组元系合金。
二元系如Mg-Al,Mg-Zn,Mg-Mn,Mg-RE,Mg-Zr等;三元系如Mg-Al-Zn,Mg-Al-Si,Mg-Al-RE等;多元系如Mg-Th-Zn-Zr,Mg-Ag-Th-RE-Zr等。
因为大多数合金含有不止一种合金元素,所以实际上为了分析问题方便,也为了简化和突出合金中最主要的合金元素,习惯上依据镁与其中的一个主要合金元素,将其划分为二元合金系。
对于AZ31镁合金的腐蚀,早期的研究主要集中在合金元素对腐蚀性能的影响上。
近几年来随着加工及表面处理技术的进步,合金耐蚀性的研究越来越集中在通过新型的加工技术(如快速凝固技术、半固态成型技术等)和表面处理技术(如化学转化、阳极氧化、微弧氧化等)来直接或间接的提高AZ31镁合金的耐蚀性能。
总而言之提高合金耐蚀性的途径主要从以下几个方面入手:减少镁合金杂质含量,提高镁合金的纯度;采用快速凝固、热处理与合金化改性等方法细化合金组织,使成分均匀化。
因此,了解镁合金组织,对于提高镁合金质量、防止镁合金腐蚀有重要的意义。
三、铸态镁合金的组织
AZ31镁合金属于典型的亚共晶合金,其凝固区间约为60℃,铸造过程中凝固时间短,冷却速度快,因此无论采用何种方式,其凝固收缩均难以补偿,加之Al元素在镁合金中的扩散速度极慢,凝固过程十分复杂,而镁合金组成相的含量、分布、形态、成分等因素与合金的腐蚀性能密切相关。
图1为AZ31镁合金铸态XRD谱图。
结合相图(图2)可得,AZ31镁合金相组成为α-Mg固溶体和β-Mg17Al12析出相。
图1 AZ31镁合金铸态XRD谱图
图2 镁铝合金二元平衡相图
图3(a)和 (b)为AZ31镁合金铸态经Acetic-picral浸蚀后的金相照片,可以看出,铸态组织内部晶粒大小不一,平均晶粒尺寸为90μm;在其晶界处某些部位能够观测到黑色的团聚物。
经SEM观察发现,这些团聚物是由一些气孔和缩松构成。
a b
(a) 铸态组织 (b) 晶界处黑色团聚物
图3 AZ31镁合金铸态组织;
四、挤压态镁合金的组织
对铸态组织进行热挤压处理,既能通过晶粒的充分细化来提高组织的成分均匀性,
又能在挤压过程中消除组织的铸造缺陷,通过后续的热处理工艺还可以进一步抑制第二相的析出并使其弥散分布。
图4为棒材横向与纵向剖面示意图。
图5(a)和5(b)为AZ31镁合金铸态在Acetic-picral浸蚀液中的横向和纵向金相照片,可以看出,AZ31铸态组织的纵向截面和横向截面并没有太大不同,α-Mg基相的晶粒比较粗大,平均晶粒尺寸为90μm,晶界处偶有不规则的β-Mg17Al12相。
图4 AZ31镁合金挤压态棒材
a b d
a)铸态横向组织 (b)铸态纵向组织
图5 AZ31镁合金铸态和挤压态显微组织
五、实验报告书写内容
(1)实验目的
(2)实验仪器
(分别写出仪器的型号和试件的牌号)
(3)实验内容
(3.1)镁合金中各元素的作用
(3.2)试样制备和处理(试样切割、清理及表面形貌描述)
(4)实验结果
画出镁合金铸态和挤压态的微观组织形貌
(4)总结
NiCrBSi合金感应熔覆
一、实验目的
1. 掌握采用感应熔覆法在钢基体上制作Ni基合金熔涂层。
2. 了解感应熔覆的原理和熔涂层组织形成机理。
二、概述
采用NiCrBSi合金粉末制作Ni基熔涂层,Ni基合金有很好的耐磨性和耐腐蚀性,但其熔点高。
感应熔覆温度高,可在数分钟内完成钎焊,降低基体处于高温的时间,熔覆时NiCrBSi合金粉末处在液固两相状态,基体与合金粉末中的活性元素之间发生化学冶金反应,从而实现基体与合金粉末的牢固冶金结合。
因此采用感应熔覆制作Ni基熔涂层。
三、感应熔覆制作基体工具的原理及设备
(一)原理
感应加热是将工件放在有足够功率输出的感应线圈中,在高频交流磁场的作用下,产生很大的感应电流,并由于集肤效应而集中分布于工件表面,使受热区迅速加热,NiCrBSi合金粉末处在液固两相状态,实现了工件表层和NiCrBSi合金及合金粉末和基体之间的冶金结合。
由于感应加热是藉交链耦合到工件中的交变磁通感应产生的高频涡流热效应来加热熔化金属的,热能产生于金属内部,本身具有热能损耗少、加热速度快等特点。
(二)设备
测温装置:温度控制在感应加热过程中非常关键,如果工件的温度低于或超出一定
的温度范围,产品的品质容易变差,严重的会产生大量废品。
红外测温(如图1)反映的是被加热物体表面辐射的能量大小,它与被测物体的表面状态直接相关。
此温度测量系统比较简单,可以实现大面积的测温,也可以是被测物体上某一点的温度测量;且使用方便;它的制造工艺简单,成本较低,测温时不接触被测物体,具有响应时间短、不干扰被测温场、使用寿命长、操作方便等一系列优点。
本次实验采用量程为1500℃的红外测温仪。
图1红外测温仪实物图
感应熔覆装置: 图2为感应熔覆制作基体工具的设备,采用自动控制型感应加热设备(MY-15,山东省青岛水木感应设备有限公司)熔覆,设备的感应器内径为50mm,用空心紫铜管(外径:8mm,内径:4mm)弯制,其输出功率为15kW,振荡频率范围为15~35kHZ。
为了防止金属表面氧化及确保钎料浸润母材,熔覆过程通入氩气保护。
图2感应熔覆设备
四、感应熔覆基体工具的制作过程
(1)实验材料
基体:直径30mm、厚8mm的钢材。
焊料:200-300目晶态和非晶态NiCrBSi合金粉末。
(2)制作过程
丙酮与NiCrBSi合金粉末按体积比1: 3混合,混合均匀后备用。
黏结剂+混合粉末铺放在基体上。
打开熔覆设备的水阀和气阀后打开设备的电源开始熔覆。
熔覆过程中使用红外测温仪测温,熔覆温度为1050℃,钎焊保温时间时间为30s。
钎焊过程中使用氩气保护。
五、实验报告书写内容
(1)实验目的
(2)实验装置
(3)实验内容
NiCrBSi合金粉末感应熔覆基体的实验材料和制作过程
(4)实验结果
制作出优良的NiCrBSi合金粉末感应熔覆试样并画出晶态和非晶态组织形态(5)总结。