2已修订C版制动夹钳更换作业要点GSJJ-2012-003——【上海动车段三级修】
CRH2动车组轮轴三级修质量卡控措施

CRH2动车组轮轴三级修质量卡控措施作者:应汝贵来源:《科技资讯》 2014年第8期应汝贵上海铁路局上海动车段上海 201800摘要:CRH系列动车组轮对是保证动车正常运行的关键部件之一,其技术状态直接影响到动车组列车运行的品质和安全。
通过分析CRH2动车组轮轴三级修检修项点,质检人员分配,质量控制以及故障处理,确保整个检修作业保质保量完成,进而使列车能安全的运行。
关键词:动车组;轮轴三级修;质量控制;故障处理中图分类号:U269.6 文献标识码:A文章编号:1672-3791(2014)03(b)-0000-00随着科技发展的日新月异,动车技术也高速发展。
俗话说,千里之行始于足下,动车能在祖国大地上飞驰,轮对起了至关重要的作用。
CRH系列动车组轮对是保证动车正常运行的关键部件之一,其技术状态直接影响到动车组列车运行和品质和安全。
1.轮对总成各部件及检修线1.1轮对总成各部件CRH系列动车组轮对总成是构成动车组转向架的关键部件,由车轴、车轮、制动盘、轴向组成(含轴承、轴箱附件)、齿轮箱组成等部分组成。
1.2轮轴检修线从图中可以看出,整个轮轴检修线就像是一条完整的流水线,其中各个工位之间后工序间无停滞,但又相辅相成,最终实现了检修连续性价值的流动。
整个检修流程如下:轴承清洗、检查及尺寸收入→齿轮箱清洗(M)→轴端防护→轴身脱漆→尺寸自动检测→超声波探伤→磁粉探伤→轮对、制动盘外观检查及尺寸人工复测→齿轮箱检修(M)→轮对选配→踏面镟修→轮辋轮辐探伤→轴身喷漆、齿轮箱补漆→轮对尺寸支出→轮对轴箱组装。
2.质量检查2.1质检人员配备轮轴检修线可分为四大部分即轮轴检查、齿轮箱检查、探伤检查以及轴箱组装检查。
(1)轮轴质检员1名:主要负责轴承清洗检查、轴身脱漆、尺寸收入、轮对镟修、轴身油漆、尺寸支出检查工作;(2)齿轮箱质检员1名:主要负责齿轮箱清洗、接地装置检修、齿轮箱检修检查工作;(3)探伤质检员1名:主要负责超声波探伤、磁粉探伤、轮辋辐板探伤检查工作;(4)轴箱组装质检员1名:主要负责轮对轴箱体组装检查工作。
CRH1型动车组动车闸片更换作业指导书分析

上海动车段
发 布
前言
1.本标准由上海动车段技术科制订。
2.本标准于2013年11月修订,版本号为R
3.0。
3.本标准由上海动车客车段技术科阮铉刚、梅昱洲、徐波、张宏、姚家齐、戴瑞亮起草。
编制修订记录
目录
第一部分技术作业标准
1. 检修项目
2. 作业流程
3. 技术质量标准
4. 作业材料
第一部分技术作业标准
1.检修项目
2. 作业流程
3. 技术质量标准
1.领用作业需要用到的工具设备,
常用制动阀
停放制动阀
制动销销头
制动销卡箍螺栓且适当用力,
顺时针旋转
直脚
图6
2.将撬棒插入开口销眼圈,用力敲击开口销直脚,拆下夹钳闸托上的开口销(如图7所示);
眼圈
于开口销顶出位,
卡簧间隙处
图8
4.用力搬动撬棒,向外拉出夹钳上的闸片固定销(如图9所示);
闸片固定销
良好,不会在行车过程中卡簧弹性失去,
闸片固定销图12
凸起
端口图14。
更换偏航刹车夹钳作业指导书
更换偏航刹车夹钳作业指导书本指导书适用于运达750KW机组SIME及开天偏航刹车夹钳的更换
1 更换前准备工作
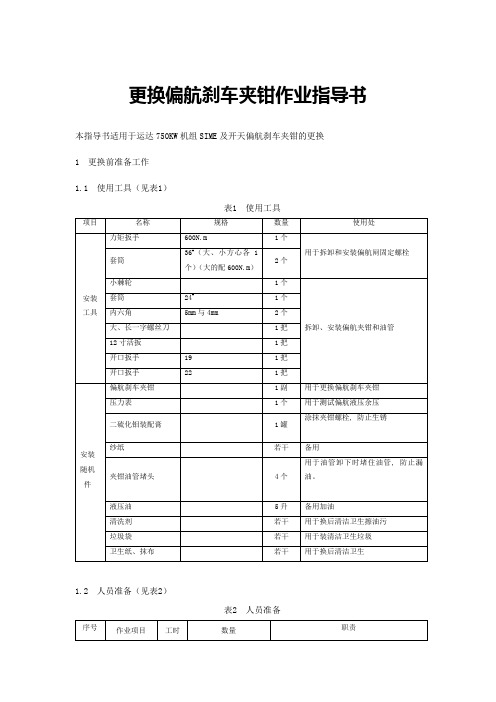
1.1 使用工具(见表1)
表1 使用工具
1.2 人员准备(见表2)
表2 人员准备
2 执行工序
1) 手动偏航, 使需更换的偏航刹车夹钳处于方便更换的位置。
2) 拍下塔上紧停按钮
3) 用内六角对卸荷阀(20.1与20.2)进行手动卸压, 并用压力表测量偏航压力, 确保偏航
无余压。
然后将卸荷阀拧紧。
4) 拆卸相应的油管接头, 记住油管相应位置, 管内油液妥善处理, 夹钳出油口用堵头堵
住。
5) 松开刹车夹钳固定螺栓, 卸下刹车夹钳。
(注意: 先松开刹车夹钳固定螺栓, 除对角两
颗外, 其余全部卸下。
一人托住下半个夹钳, 一人扶住上半个夹钳, 一人快速将剩余两颗螺栓取下, 完成偏航刹车夹钳拆卸)
6) 检查新夹钳清洁度, 若发现有生锈或油污则处理干净。
7) 偏航刹车夹钳固定螺栓头上螺纹2-3厘米处涂抹二硫化钼。
8) 一人将新夹钳上半个夹钳放置偏航刹车圆盘的相应位置, 扶紧, 并使螺栓孔对齐。
将下半个刹车夹钳托起, 螺孔对齐, 快速穿上一两个螺栓。
10) 全部螺栓先预紧固, 然后对角打紧, 力矩为600N.m 11) 恢复偏航油管连接。
(注意油管连接时需拧紧, 防止漏油) 12) 复位安全链, 打压, 查看是否漏油。
并对刹车夹钳进行放气。
13) 查看液压油位, 油标低于2/3则需加油。
14)
整理工具, 打扫卫生, 清洁油污。
3 安全注意事项。
CRH1型动车组动车闸片更换作业指导书

上海动车段
发 布
前言
1.本标准由上海动车段技术科制订。
2.本标准于2013年11月修订,版本号为R
3.0。
3.本标准由上海动车客车段技术科阮铉刚、梅昱洲、徐波、张宏、姚家齐、戴瑞亮起草。
实用文档
编制修订记录
目录
第一部分技术作业标准
1. 检修项目
2. 作业流程
3. 技术质量标准
4. 作业材料
第一部分技术作业标准
1.检修项目
实用文档2. 作业流程
3. 技术质量标准
1.领用作业需要用到的工具设备,
常用制动阀
停放制动阀
制动销销头
制动销卡箍螺栓且适当用力,
顺时针旋转
直脚
图6
2.将撬棒插入开口销眼圈,用力敲击开口销直脚,拆下夹钳闸托上的开口销(如图所示);
眼圈
图7
于开口销顶出位,
卡簧间隙处
图8
4.用力搬动撬棒,向外拉出夹钳上的闸片固定销(如图9所示);
闸片固定销
良好,不会在行车过程中卡簧弹性失去,
图12 图13 图14 闸片固定销
凸起
端口。
《CRH3型动车组三级检修规程》修订稿20100723
CRH3型动车组三级修检修规程二○一○年七月一.总则1. 本规程依据西门子公司提供的CRH3型动车组维护手册编制,适用于CRH3型动车组三级检修相关作业。
2. CRH3型动车组三级检修是动车组运行里程周期达到120万公里进行的一次检修。
3. 三级检修主要针对转向架进行检修,是在进行四级检修之前,对于中途可能因部件状态不良而影响行车安全的转向架等主要零部件进行的解体检查与修理;车上、车下、车内的设备设施基本不需要分解,其检修项目根据现车鉴定状态确定,进行状态检修。
4. 动车组进入工厂前的状态要求:4.1 车内保持清洁,污物箱排空。
4.2 动车组送修前车顶、车下、车内设备设施须保持完整,保证运用状态。
4.3 动车组到达检修单位后,送修单位与检修单位需办理动车组交接手续。
4.4本规程在执行中遇有规定不明确或与实际不符的情况时,由检修工厂在保证运用安全、可靠、延长使用寿命,并且不低于本规程相应的技术标准和要求的前提下重新制定标准施修。
4.5 制动闸片入厂时,厚度应符合限度要求。
4.6 ATP、CIR等车载行车安全设备执行相关专业检修规程,由专业管理部门结合三级修同步施修。
5. 本规程不包括不可预见的偶发性故障的修复。
二.检修范围注:“状态修”为该部件在安装位置状态下检修;“分解修”为该部件须从上级部件分解下来检修;“◎”表示该部件的检修状态,“状态修”中的“△”表示该部件的某些组成件须从该部件上分解下来,“分解修”中的“△”表示该部件需要自身分解检修。
三.检修作业要求1.转向架检修检修过程中所有拆下来的紧固件更新;将拆下来的轴箱盖、转臂、箍、轴箱弹簧以及所有调整垫做好记录,检修后重新组装到原转向架原位置上;橡胶件检修时不得接触酸、碱、油及其它有机溶剂,并须距热源1m以上;检查转向架上所有接地线接头无松动、线无断股;转向架在运输和存放过程中,在没有与车体落成前,动车转向架轴箱与构架之间必须安装一系悬挂锁紧装置。
汽车制动钳安全操作规程(3篇)

第1篇一、总则为保障汽车制动钳操作人员的人身安全和车辆安全,确保制动系统的正常运行,特制定本规程。
本规程适用于所有从事汽车制动钳操作的人员。
二、适用范围本规程适用于各类汽车制动钳的操作、维护和保养。
三、操作前的准备工作1. 操作人员必须经过专业培训,熟悉制动钳的结构、原理和操作方法,并取得相应资格证书。
2. 操作前应穿戴好防护用品,如安全帽、工作服、手套、防护眼镜等。
3. 检查制动钳及其附属设备是否完好,如有损坏、变形或异常情况,应立即更换或报修。
4. 确保工作场所整洁、明亮、通风良好。
四、操作步骤1. 放置车辆:将车辆停放在平坦、坚实、安全的地方,拉紧手刹,并确保车轮固定。
2. 打开防护盖:打开制动钳防护盖,检查制动片、制动盘、制动鼓等部件是否存在磨损、变形或损坏现象。
3. 检查制动系统:检查制动液液位,如液位过低,应及时补充;检查制动管路是否有漏气、漏油现象。
4. 更换制动片:将制动钳臂放松,使制动片与制动盘接触,然后按照以下步骤进行更换:a. 使用专用工具拆卸制动片固定螺栓,取下旧制动片。
b. 清洁制动盘表面,去除油污、灰尘等杂质。
c. 安装新制动片,注意安装方向和厚度。
d. 拧紧制动片固定螺栓,确保制动片与制动盘接触良好。
5. 调整制动间隙:调整制动间隙,确保制动片与制动盘接触紧密,无间隙。
6. 检查制动系统:启动发动机,检查制动系统是否正常工作,如有异常,应立即排查。
7. 关闭防护盖:完成操作后,关闭制动钳防护盖。
五、操作注意事项1. 操作过程中,严禁使用蛮力,以免损坏制动钳及其附属设备。
2. 更换制动片时,注意安装方向和厚度,确保制动效果。
3. 操作过程中,注意观察制动系统工作情况,如有异常,应立即停止操作,查找原因。
4. 操作过程中,注意保持工作场所整洁、明亮、通风良好。
5. 操作完成后,清理现场,确保无遗留工具、物品。
六、安全防护措施1. 操作人员应穿戴好防护用品,如安全帽、工作服、手套、防护眼镜等。
CRH2型动车组①号一级检修作业指导书
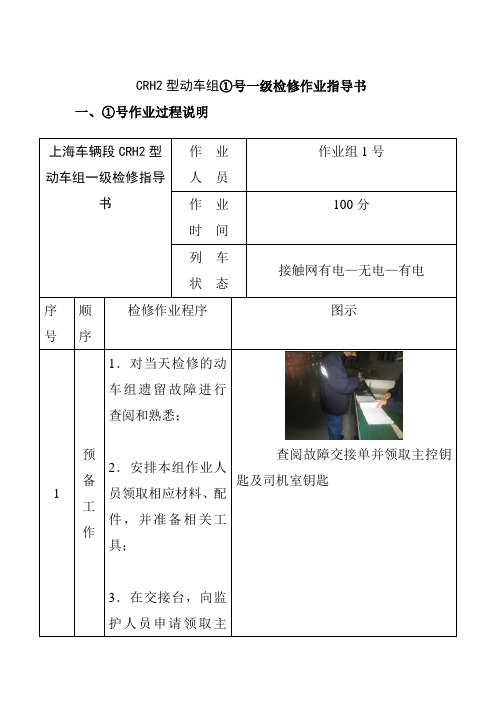
CRH2型动车组①号一级检修作业指导书一、①号作业过程说明上海车辆段CRH2型动车组一级检修指导书作业人员作业组1号作业时间100分列车状态接触网有电—无电—有电序号顺序检修作业程序图示1 预备工作1.对当天检修的动车组遗留故障进行查阅和熟悉;2.安排本组作业人员领取相应材料、配件,并准备相关工具;3.在交接台,向监护人员申请领取主查阅故障交接单并领取主控钥匙及司机室钥匙控钥匙,司机室钥匙。
2 作业前准备动车组进库停妥后,司机断VCB,按下受电弓折叠或降弓(CRH2B、2E)按钮,降弓,拔取主控钥匙,完成后到调度室办理交接。
1. 作业小组①号到库内工位机刷卡,作业开始;2. 作业小组①号填写供断电申请单,向刷卡作业开始填写供断电申请单确认接触网断电完毕投入主控钥匙至快速接触网工申请相应股道接触网断电;3. 作业小组①号在接到接触网断电完毕的通知,确认断电工序完成后,进入2列位司机室投入主控钥匙并按下EGCS 放电1分钟,同时在MON检修模式下查询故障(特别是空转滑行次数,作为轮对踏面重点检查依据),在完毕后复位EGCS 和保护接地NFB开关,并右旋保护接地切除旋钮5秒,将BV 手柄置于拔取位,牵合保护接地NFB 合EGCS在MON上查看EGS 状态查询空转滑行次数记录发生空转滑行的车号复引手柄置于切位,方向手柄置于关位,挂上禁动牌(重联车由2列位一级修作业组长实施该作业);4.作业小组①号通知1列位作业小组③号作业人员(短编重联车或长编组座卧车)或2列位作业小组③号(短编单列)在动车组出库方向的头车南侧插设安全号志;5.上述工作完成后,①②③④号在交接台汇合,由①号讲位EGCS保护接地切除旋断保护接地NFB司机台牵引制动手柄挂禁动牌③号插设安全号志解从司机、随车机械师交接了解的途中故障以及乘务日记上记录的运行故障。
3 无电作业1.作业组①号进行工位机刷卡,并通知申亮等可开始作业,①②到交接台处,填写登顶申请单,办理登顶申请手续,领取门禁卡,作业组①号通知调度开启检修股道门禁,要求登顶;2.门禁系统刷卡,①号待②号放完三层作业平台渡板,在车顶开始作业。
动车组检修转向架制动系统试验作业指导书——【上海动车段三级修】

南车四方密C ▲5年工艺文件文件编号SFET-77-45400文件名称动车组检修转向架制动系统试验作业指导书产品型号名称和谐2C二阶段/380A(L)型动车组转向架零部件图号/编制校对会签标准审查审核批准11动车组检修转向架制动系统试验作业指导书1 范围本文件规定了和谐2C 二阶段/380A (L )型动车组转向架制动系统试验的工艺流程、施工工艺、人员资格、职业健康安全和环保等要求。
本文件适用于和谐2C 二阶段、380A 、380AL 型动车组转向架三级检修、四级检修、五级检修及380A 统型动车组三级检修制动系统试验作业。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括修改单)适用于本文件。
Q/SF74-009 钳工类安全技术操作规程 Q/SF74-006 起重机械类安全技术操作规程 Q/SFG09-04 固体废弃物管理规定 T-Z-039 螺栓、螺母作业通用标准 T-99-001 转向架防松标记刻打作业指导书 3 工艺流程踏面管路气密性试验 制动夹钳动作试验统型车)注:★表示该作业过程满足“八防”要求中“防脱”要求。
4 施工工艺4.1组装技术要求4.1.1 施工前检查工具、工装、设备配置到位,工具、工装在使用期限内,无损坏。
4.1.2 本工艺文件中要求的扭力扳手均为推荐使用的规格(非强制),选取其它规格扭力扳手时,待施扭矩值应在扳手最大量程的(20%~100%)范围内。
4.1.3螺母(螺栓)紧固后用白色油漆笔在螺栓头部或尾部(方便观察的位置)涂打紧固标记(在螺栓头部或尾部中心位置点圆点),找补油漆后,按规定涂打防松标记。
4.1.4转向架制动系统试验要求见表1。
表111。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
18
制动夹钳更换作业要点
1概述
本文件规定了动车组转向架牵引电机更换的工艺流程、施工工艺、人员资格、职业健康安全和环保等要求。
本文件适用于动车组转向架牵引电机更换的施工作业。
2人员资质
2.1 须持有钳工中级及以上职业资格证。
2.2 须通过本工序的工艺培训,考试合格后上岗。
2.3 制动夹钳更换作业人数:钳工2人。
2.4 制动夹钳更换作业时间:1.5小时(不包括抬、落车时间)。
3安全注意事项
18
3.1施工前必须确认车辆处于断电状态,车辆区域接触网应无电,必须挂接地杆。
3.2 按规定整齐穿戴劳保用品。
4主要设备、工具及工装
主要设备工具工装见表1。
表1 主要设备工具工装明细
表1 (续)
18
5工艺过程
工作准备
更换制动夹钳转向架与车体落成组装试验
5.1 制动夹钳更换施工内容及要点
5.1.1 转向架与车体分离
转向架与车体分离具体施工要点详见《转向架更换作业要点》(文件编号:GSJJ-2012-001)。
注:CRH2A/B/E/2C1型动车组转向架与车体分离之前,提前拆卸需更换的制动夹钳与构架立面部紧固螺栓。
5.1.2 ★制动夹钳更换
5.1.2.1 CRH2A/B/E/2C1型动车组转向架油压制动夹钳更换
5.1.2.1.1 制动装置拆卸
拆卸踏面清扫器与配管之间的管路连接,并分解固定螺栓M12X35和垫圈12,并对拆卸后的管路外露进风口进行防护。
拆卸制动软管与制动夹钳进油口端接头,并将制动软管接头与制动夹钳进油口接头防护好,防止灰尘等杂质进入管路内。
制动夹钳与构架立面部紧固螺栓在转向架与车体分离之前,在抬车落转向架设备地沟台位上拆下,在转向架与车体分离之后拆卸制动夹钳与构架上表面部紧固螺栓。
18。