第三章_圆柱体公差及其标准化(4月10日交)
圆柱体结合的公差与配合
Ymax=Dmin-dmax=EI-es
Xa(Ya)=1/2(Xmax+Ymax)
Tf= Xmax - Ymax =TD+Td
基本尺寸
例:孔 轴相配合,孔 50+00.025 ,轴50++00..000382 ,计算间
隙(过盈)和配合公差
解: Xmax=0.025-0.002=0.023
Ymax=0-0.038=-0.038
TD=Dmax – Dmin=ES – EI 轴的公差
Td=dmax –dmin=es – ei
练一练
有一孔的尺寸 100 0.048 0.009
,求孔的直径
尺寸公差。
解:TD=ES – EI =0.048-0.009 =0.039
公差一定 大于0 吗?
公差的大小决定了允许尺寸变动 范围的大小
公差
一 孔、轴 1、孔 工件的圆柱形内表面,也包括非圆柱形内表面
特点 (1)装配后孔是包容面 (2)加工过程中,零件实体材料变小,孔的尺
寸变大。
一 孔、轴 2、轴 工件的圆柱形外表面,也包括非圆柱形外表面
特点 (1)装配后轴是被包容面 (2)加工过程中,零件实体材料变小,孔的尺
寸变小。
二 尺寸 1、定义 以特定单位表示线性尺寸的数值。 国标中把mm作为特定的长度单位,可以不标注。 2、基本尺寸 设计时给定的尺寸。 孔 D 轴d 3、实际尺寸 通过测量获得的实际尺寸。 孔 Da 轴da
公差带包括公差带的大小和公差带位置两个部 分。
公差带的大小是由标准公差确定的,公差带的 位置是由基本偏差确定的。
基本偏差:极限偏差中靠近零线的那个偏差。
练一练
孔的尺寸 ,轴的尺寸 , 1000.048 0.009
圆柱体的公差与配合
求配合极限值,画出公差带和配合公差带图。
解:由尺寸可知该配合为过盈配合
Ymax=EI -es=0-(+0.079) =-0.079mm
Ymin=ES-ei =(+0.039)-(+0.054) =-0.015mm
公差带图及配合公差带图如下图所示。
公差带图
配合公差带图
4、孔5000.039 mm
,轴
2、配合的种类 国家标准根据零件配合的松紧程度的不同要求,配合分为
三类:间隙配合、过盈配合和过渡配合
1)间隙配合:指孔的尺寸减去相配合的轴的尺寸之差为 正。也就是具有间隙(包括最小间隙等于零)的配合。 此时,孔的公差带在轴的公差带之上。对一批零件而言, 所有孔的尺寸≥轴的尺寸
特征参数: Xmax=Dmax-dmin = (D+ES)-(d+ei) =ES-ei
“X”,在下方标上表示过盈的 字母“Y” 。
②特征参数的数值。
X
+ 0 _
Y
+0.06 -0.028
配合公差带图作图步骤:
①画一条水平直线(零线), 在其左端标上“+”,“0”和“-”号;
在其左端上、下方画有 一带箭头的尺寸线, 并在上方标上表示间隙的字母
“X”,在下方标上表示过盈的 字母“Y” 。 ② 按适当的比例标出两个特征 参数值;间隙位于零线上方, 过盈位于零线下方,
解:由尺寸可知该配合为间隙配合
Xmax=Dmax-dmin
=50.039-49.950
=+0.089mm
Xmin=Dmin-dmax
=50-49.975=+0.025mm
公差带图及配合公差带图如下所示。
圆柱公差与配合
3.实际尺寸(孔Da;轴da):通过测量所得尺寸。 4.极限尺寸:允许尺寸变化的两个极限值.
Dmax —— 孔的最大极限尺寸。 Dmin —— 孔的最小极限尺寸。
dmax —— 轴的最大极限尺寸。
dmin —— 轴的最小极限尺寸。
第一章 圆柱公差与配合
本章重点与难点: 公差与配合的基本术语及定义; 公差与配合的国家标准; 公差与配合的选用。
圆柱公差与配合
配第 合一
章
圆 柱 公 差 与
1.1 概述
圆柱体零件的结合(由孔和轴组成) 是机械制造中应用最广泛的一种结合。 这种结合由结合直径和结合长度二个参 数确定。 孔:指圆柱形的内表面及其它内表面,其
d = max Φ10
轴的最小极限尺寸:
d = min Φ9.97
配第 合一
章
圆 柱 公 差 与
5.最大实体状态(MMC)与最大实体尺寸 (MMS): 1)最大实体状态:孔或轴在
尺寸范围内,具有材料量最多时的状态。 2)最大实体尺寸:最大实体状态时的尺寸。 孔和轴极限尺寸中哪个是最大实体尺寸:
D D d d max, min, max, min
例: Φ2(500..002303 ) 表示基本尺寸为25,
上 偏 差 为 - 0 . 0 2 0 mm, 下 偏 差 为 - 0.033mm。
配第 合一
章
圆 柱 公 差 与
2) 实际偏差
实际偏差=实际尺寸—基本尺寸
注意:由于零件同一表面上不同位 置的实际尺寸往往不同。
综上所述:偏差是以基本尺寸为基 数,从偏离基本尺寸的角度来表述有关 尺寸的术语。
6 . 最 小 实 体 状 态 ( LMC) 与 最 小 实 体 尺 寸 (LMS): 1)最小实体状态:孔或轴在尺寸范围内,具 有材料量最少时的状态。 2)最小实体尺寸:最小实体状态时的尺寸。
第三章尺寸公差圆度结合的精度设计与检测

有配合要求的零件尺寸合格条件: Dmin≤ Dfe≤ Da ≤ Dmax dmin ≤ da≤ dfe≤dmax 有配合要求的零件尺寸合格条件: Dmin≤ Dfe≤ Dmax dmin ≤ dfe≤dmax
3.公差带
1)公差带图解:
孔公差带 + 0 基本尺寸 轴公差带 ES EI es ei
标准公差系列
一、标准公差代号及等级
1.代号 国家标准(GB/T1800.2—1998) 2.公差等级
在基本尺寸至500mm内,国家标准将标准公差等 级规定为20个等级,在基本尺寸大于500至3150mm内 规定了IT1至IT18共18个标准公差等级。依次为 IT01 IT0 IT1 …… IT18 等级 高 低 >IT7 称为低于IT7级 公差值 小 大 <IT7称为 高于IT7级
第三章 尺寸公差、圆柱结合的精度设计与检测
学 习 指 导
本章学习的目的是掌握基础标准《极限与配合》 的一般规律,为合理选用尺寸公差与配合、学习其它 典型零件的公差与配合,进行尺寸精度设计打下基础 。学习要求是对极限与配合标准中的术语定义,要着 重搞清其概念与作用,并抓住它们之间的区别与联系 进行分析,避免单纯从定义上孤立地去理解;重点要 掌握标准公差与基本偏差的结构、特点和基本规律以 及尺寸公差与配合的选用原则。
c)基本偏差原则上与公差等级无关,有一些除外(K、M、N等有两种位 置)。例:A~H(a~h) 与公差等级无关。Ф10f7、Ф10f8、Ф10f9 d)“A~ZC”(a~zc)除J(j)以外,20个等级齐全。
二、基本偏差数值
1.轴的基本偏差数值
间隙配合可根据生产实践或试验得知间隙X的大小,然后以基孔制, 计算出a~g轴的基本偏差es(h=0,不要计算),如图所示。
互换性与测量技术第三章 光滑圆柱体结合的互换性及其检测

第三节 极限与配合国家标准的构成
二、基本偏差系列
基本偏差是用以确定公差带相对零线位置的那个极限偏差。 1.基本偏差代号及其特点
GB/T1800.2—2009对孔和轴分别规定了28种基本偏差,其代号用拉丁字母表示,大写表示孔,小写表示轴。
28种基本偏差代号,由26个拉丁字母中去掉5个容易与其他含义混淆的字母I(i),L(l),O(o),Q(q),W (w),再加上7个双写字母CD(cd),EF(ef),FG(fg),JS(js),ZA(za),ZB(zb),ZC(zc)组成。 其中,基本偏差H代表基准孔,h代表基准轴。这28种基本偏差代号反映28种公差带的位置,构成了基本偏差系列。
第三章 光滑圆柱体结合的互换性及其检测
互换性与测量技术
高等教育出版社
01
概述 极限与配合的基本术语及其定义 极限与配合国家标准的构成 极限与配合的选择与应用举例 尺寸的检测
目录
CONTENTS
02 03
04
05
01
概 述
第一节 概述
光滑圆柱体结合是机械制造中应用最广泛的一种结合形式。现代化的机械工业要求机械零件具有互换性。为
例3-1 公称尺寸D=25mm;孔的极限尺寸Dmax=25.021mm,Dmin=25mm;轴的极限尺寸dmax=24.980mm,
dmin=24.967mm。求孔、轴的极限偏差及公差,并画出公差带图。
第二节 极限与配合的基本术语及其定义
四、有关配合的术语及定义
1.配合 配合是指公称尺寸相同的、相互结合的孔和轴公差带之间的关系。根据孔和轴公差带之间 的不同关系,配合
4.过盈配合
过盈配合是指具有过盈的配合。此时,孔的公差带在轴的公差带之下。 过盈配合的性质用最大过盈Ymax、最 小过盈Ymin和平均过盈Yav表示:
圆柱公差与配合
第二章尺寸的极限与圆柱结合的互换性(第二讲,2学时)※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※本次课内容:1.有关“公差与偏差”的术语和定义;2. 有关“配合”的术语和定义;3. 标准公差系列;4. 小结。
要求深刻理解与熟练掌握的重点内容:本次课所讲授的术语和定义均要深刻理解与熟练掌握,特别要注意对以下知识点的掌握:1.用偏差表示的尺寸合格条件;2.公差带图解的画法;3.基本偏差的概念3.间隙配合、过盈配合、过渡配合这三种配合的公差带特点;4.基准制(基孔制和基轴制)5.国家标准对标准公差等级的规定,标准公差数值表的查法。
本次课难点:1.“公差”与“偏差”这两个概念的区别2.“过渡配合”的概念、“配合公差”的含义教学方法:1.本次课的基本概念多,要着重讲清其概念与作用,要注意小结,以帮助学生增强记忆。
讲解配合的概念时,一定要讲清配合是对一批零件而言的;讲解难点“公差”与“偏差”这两个概念时,要列表比较,讲清它们的区别,要注意启发,不能直接按定义来讲。
2.以多媒体为辅助教学手段。
课外作业:习题:2-2 、2-4 、2-5。
※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※※具体内容的详细教案如下:(加黑字表示板书内容或应有板书的地方)注:首先对上次课的主要内容用2分钟进行小结。
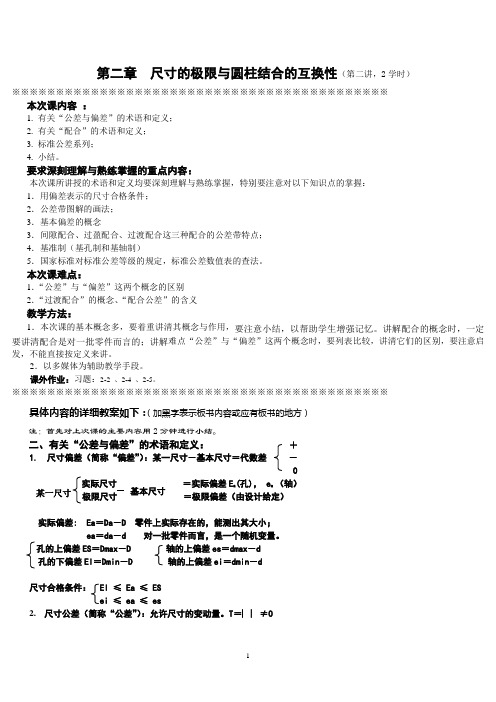
二、有关“公差与偏差”的术语和定义:+1. 尺寸偏差(简称“偏差”):某一尺寸-基本尺寸=代数差-实际尺寸=实际偏差E a(孔), e a (轴)某一尺寸基本尺寸极限尺寸=极限偏差(由设计给定)实际偏差: Ea=Da-D 零件上实际存在的,能测出其大小;ea=da-d 对一批零件而言,是一个随机变量。
孔的上偏差ES=Dmax-D 轴的上偏差es=dmax-d孔的下偏差EI=Dmin-D 轴的上偏差ei=dmin-d尺寸合格条件: EI ≤ Ea ≤ ESei ≤ ea ≤ es2.尺寸公差(简称“公差”):允许尺寸的变动量。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1 第三章 圆柱体公差及其标注化(4月10日交) 一、判断题(正确的打√,错误的打×) 1.国家标准规定,轴只是指圆柱形的外表面。(×) 2.过度配合可能具有间隙,也可能具有过盈。因此,过度配合可能是间隙配合,也可能是过盈配合。(√)
3.图样标注φ30033.00mm的孔,该孔为基孔制的孔。(√) 4.公差值越小,说明零件的精度越高。(×) 5.孔、轴公差带的相对位置反映加工的难易程度。(×) 6.基轴制过渡配合的孔,其下偏差必小于零。(√) 7.从工艺和经济上考虑,应优先选用基轴制。(×) 8.基本偏差决定公差带的位置。(√) 9.配合公差的大小,等于相配合的孔轴公差之和。(√) 10.某一孔或轴的直径正好加工到基本尺寸,则此孔或轴必然是合格件。(×) 11.零件的实际尺寸越接近其基本尺寸就越好。(×) 12.公差是极限尺寸代数差的绝对值。 (√) 13.φ10f6、φ10f7和φ10f8的上偏差是相等的,只是它们的下偏差各不相同。(√) 14.为了得到基轴制的配合,不一定要先加工轴,也可以先加工孔。(√ ) 15.实际尺寸较大的孔与实际尺寸较小的轴相装配,就形成间隙配合。(× ) 16.若某配合的最大间隙为20微米,配合公差为30微米,则该配合一定是过渡配合. (√ ) 17.间隙配合不能应用于孔与轴相对固定的联结中。(√ ) 18.某基孔制配合,孔的公差为27微米,最大间隙为13微米,则该配合一定是过渡配合。(√ ) 19.公差可以说是允许零件尺寸的最大偏差。(×) 20.基本尺寸不同的零件,只要它们的公差值相同,就可以说明它们的精度要求相同。(×)
21.图样标注mm的轴,加工得愈靠近基本尺寸就愈精确。(×) 22.孔的基本偏差即下偏差,轴的基本偏差即上偏差。(×)
23.某孔要求尺寸为,今测得其实际尺寸为φ19.962mm,可以判断该孔合格。(√) 24.未注公差尺寸即对该尺寸无公差要求。(×) 25.单件小批生产的配合零件,可以实行”配作”,虽没有互换性,但仍是允许的。(√) 26. φ80 H8/t7 和φ80 T8/h7的配合性质相同。(√) 27. 某尺寸的公差越大,则尺寸精度越低。(√)
28. Φ30 相当于 Φ30.028。(×) 29. 某一配合,其配合公差等于孔与轴的尺寸公差之和。(√) 30. 最大实体尺寸是孔和轴的最大极限尺寸的总称。(错) 31. 公差值可以是正的或负的。 (× ) 32. 实际尺寸等于基本尺寸的零件必定合格。(×) 33. 实际尺寸是客观存在的,它就是真值。(√) 2
34. 若已知φ30f7的基本偏差为-0.02mm,则φ30F8的基本偏差一定是+0.02 mm。(×)【轴与孔基本偏差是对称的】 35. 公差带相对于零线的位置,是用基本偏差来确定的。( √) 36. 配合公差主要是反映配合的松紧。(错) 37. 过渡配合的孔,轴公差带一定互相重叠。 (√ ) 38. 一光滑轴与多孔配合,其配合性质不同时,应当选用基孔制配合。(× ) 39. 基孔制配合要求孔的精度高,基轴制配合要求轴的精度高。(×) 40. 优先选用基孔制是因为孔难加工,所以应先加工孔、后加工轴。( ×) 41. 工作时,若孔的工作温度高于轴的温度,对于过盈配合则应增大其过盈量。(√ ) 42. 配合公差的数值愈小,则相互配合的孔、轴的公差等级愈高。( √) 43.孔、轴配合为φ40H9/n9,可以判断是过渡配合。(√ ) 44.配合H7/g6比H7/s6要紧。(×) 45.孔、轴公差带的相对位置反映加工的难易程度。(× ) 46.最小间隙为零的配合与最小过盈等于零的配合,二者实质相同。(× ) 47.从制造角度讲,基孔制的特点就是先加工孔,基轴制的特点就是先加工轴。(×) 48.工作时孔温高于轴温,设计时配合的过盈量应加大。( √) 49.基本偏差a~h与基准孔构成间隙配合,其中h配合最松。(×) 50.有相对运动的配合应选用间隙配合,无相对运动的配合均选用过盈配合。(√ ) 二. 单项选择题: 1. 相互结合的孔和轴的精度决定了___A__。 A、配合精度的高 B、配合的松紧程 C、配合的性质 2. 实际尺寸是具体零件上___A__尺寸的测得值。 A、某一位置的 B、整个表面的 C、部分表面的 3. 作用尺寸是存在于_A____,某一实际轴或孔的作用尺寸是唯一的。 A、实际轴或孔上的理想参数 B、理想轴或孔上的实际参数 C、实际轴或孔上的实际参数 D、理想轴或孔上的理想参数 4. __A___最大实体尺寸是控制其作用尺寸的。 A、孔和轴的 B、孔的 C、轴的 5. __A___最小实体尺寸是控制其实际尺寸的。 A、孔和轴的 B、孔的 C、轴的 6. ____A___是表示过渡配合松紧变化程度的特征值,设计时应根据零件的使用 要求来规定这两个极限值。 A、间隙和最大过盈 B、最大间隙和最小过盈 C、最大过盈和最小间隙 7. 配合公差带相对于零线的位置取决于_A____的大小。 A、极限间隙或极限过盈 B、极限间隙 C、极限过盈 8. 基孔制是基本偏差为一定孔的公差带,与不同___A__轴的公差带形成各种配 合的一种制度。 A、基本偏差的 B、基本尺寸的 C、实际偏差的 9. 在计算标准公差值时,各尺寸段内所有基本尺寸的计算值是用各尺寸段的___A__•作为该段内所有基本尺寸来计算值的。 A、首尾两个尺寸的几何平均值 B、所有尺寸的算术平均值 C、所有尺寸的几何平均值 D、首尾两个尺寸的算术平均值 10. 设置基本偏差的目的是将__A___加以标准化,以满足各种配合性质的需要。 3
A、公差带相对于零线的位置 B、公差带的大小 C、各种配合 11.公差与配合标准的应用主要解决C__。 A.公差等级。 B.基本偏差。 C.配合性质。 D.配合基准制. 12. 公差与配合标准的应用,主要是对配合的种类,基准制和公差等级进行合理的选择。选择的顺序应该是:__A___。 A、基准制、公差等级、配合种类 B、配合种类、基准制、公差等级 C、公差等级、基准制、配合种类 D、公差等级、配合种类、基 13. ___B__为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的 一种制度。 A、基轴制是实际偏差 B、基轴制是基本偏差 C、基孔制是实际偏差 D、基孔制是基本偏差 14.下列配合代号标注错误的是-C-。 A.φ60H7/r6 B.φ60H8/k7 C.φ60h7/D8【孔在前面】 D.φ60H9/f9 15.下列孔轴配合中选用不当的有_C_。 A.H8/u8 B.H6/g5 C.G6/h7【孔在前面】 D.H5/a5 16.决定配合公差带大小和位置的有_A_。 A.标准公差 B.基本偏差 C.配合公差 D.孔轴公差之和 17.下列配合中,配合公差最小的是_A_。 A.φ30H7/g6 B.φ30H8/g7 C.φ30H7/u6 D.φ100H7/g6 18. 配合是_A____相同的孔与轴的结合。 A、基本尺寸 B、实际尺寸 C、作用尺寸 D、实效尺寸 19. 配合公差带位于配合公差带图的零线下方时为____A___配合。 A、过盈 B、过渡 C、间隙 20.下列论述中正确的有_A_。 A.对于轴的基本偏差,从a~h为上偏差es,且为负值或零。 B.对于轴,从j~z孔基本偏差均为下偏差,且为正值。 C.基本偏差的数值与公差等级均无关。 4
D.与基准轴配合的孔,A~H为间隙配合,P~ZC为过盈配合。 21. 标准公差值与__A___有关。 A、基本尺寸和公差等级 B、基本尺寸和基本偏差 C、公差等级和配合性质 D、基本偏差和配合性质 22. 对于实际的孔和轴,用最大实体尺寸限制其_B__,使配合结果不至于超过 预定的_____。 A、作用尺寸,最紧程度 B、实际尺寸,最紧程度 C、实际尺寸,最松程度 D、作用尺寸,最松程度 23. 对于实际的孔或轴,用___A__限制其实际尺寸,使配合结果不至于超过预定 的_____。 A、最小实体尺寸,最松程度 B、最小实体尺寸,最紧程度 C、最大实体尺寸,最紧程度 D、最大实体尺寸,最松程序 24. 基本偏差代号为P(p)的公差带与基准件的公差带可形成___A__。 A、过渡或过盈配合 B、过渡配合 C、过盈配合 D、间隙配合 25. 在光滑圆柱体配合中,基准制的选择__C___。 A、不考虑使用要求 B、主要从使用要求上考虑 C、就是根据使用要求进行选择 26. 最大实体尺寸是__D___的统称。 A、孔的最小极限尺寸和轴的最小极限尺寸 B、孔的最大极限尺寸和轴的最大极限尺寸 C、轴的最小极限尺寸和孔的最大极限尺寸 D、轴的最大极限尺寸和孔的最小极限尺寸 27. 从加工过程看,零件尺寸进入公差范围的“起始尺寸”是___B__。 A、最大极限尺寸 B、最大实体尺寸 C、最小极限尺寸 D、最小实体尺寸 28. 从加工过程看,零件尺寸的“终止尺寸”是__D___。 A、最大极限尺寸 B、最大实体尺寸 C、最小极限尺寸 D、最小实体尺寸 29. 从使用寿命看,机器使用寿命较长,孔、轴的尺寸为_B____。 A、最大极限尺寸 B、最大实体尺寸 C、最小极限尺寸 D、最小实体尺寸 30. 比较相同尺寸的精度,取决于___B__。 A、偏差值的大 B、公差值的大小 C、基本偏差值的大小 31. 比较不同尺寸的精度,取决于_D____。 A、公差值的大小 B、公差单位数的大小 C、公差等级系数的大小 D、基本偏差值的大小 32. 配合精度高,表明_D____。 A、X或Y值小 B、轴的公差值大于孔的公差值 C、轴的公差值小于孔的公差值 D、轴、孔公差值之和小 三. 填空题:
1. 极限偏差的数值可能为___负值____•,公差的数值是_正_值。