A002C型自动抓棉机控制系统改造与设计plc报告1
电大 机械制造论文《基于plc的梳棉机电气系统改造》

基于PLC的梳棉机电气系统改造摘要:本文在分析原梳棉机控制系统存在问题的基础上,应用机电一体化技术,提出了一种由PLC控制变频调速的新型传动系统,同时讨论了控制系统硬件部分及软件部分的设计技术。
实践表明,棉纺织设备的需求通过这个控制系统都可以达到,这种控制系统对于目前的棉纺织业来说是一种福利。
关键词:PLC 设计棉纺织业目录1 引言 (3)2 梳棉机控制系统整体改造方案 (4)2.1 梳棉机的简单介绍 (4)2.2 功能介绍 (6)2.3 电气原理电路分析 (6)2.4 梳棉机控制系统电气技术改造总体方案设计 (8)3 梳棉机电气系统改造硬件设计 (9)3.1 PLC介绍 (9)3.2 梳棉机的PLC改造原则 (10)3.3 PLC型号选择 (10)3.4 控制系统PLC设置 (12)4 梳棉机电气系统改造软件设计 (13)图4-1 组态图 (14)4.1 .触摸屏设计 (14)4.2 触摸屏选择 (14)4.3 MCGS嵌入式组态编辑 (14)4.4 PLC参数设置 (15)表4-1 (15)表4-2 (15)4.5 PLC程序设计与编写 (15)4.6 下载与连接 (19)图4-7 (19)5 控制程序的调试 (19)5.1 调试的过程 (19)5.2 调试中发现的问题及解决措施 (19)5.3 调试的结论 (20)结论 (20)参考文献 (22)1 引言如今社会经济发展迅速,各企业的竞争也不断加强,一些公司为了在这种竞争环境下增加经济收入和提高市场竞争力,正在不断的对设备进行改进、改造和优化,那么其中使用频率最高的是PLC。
在棉纺织制造的公司中,最重要的设备就是梳棉机,其设备的优良程度对一个企业来说至关重要。
如今在竞争力如此激烈的情况下,对梳棉机设备的提出高要求,尤其是电气控制系统。
棉纺织制造厂先前用的最早的设备就是梳棉机,同时也是使用最多的一种设备,但一部分制造厂还在使用着之前的很早的梳棉机,之前较早的梳棉机的电气部分还是有继电器和接触器共同控制,由于使用时间较长,有些电器元件也有些破坏,出现很多的故障,在如今现代的工业中,这种工作方式根本满足不了公司的需求。
基于小型PLC的智能棉花采摘控制系统设计

机械手采摘棉花运动轨道圆滑,避免震动和游走。实验结果表明,所设计系统的采摘控制性能佳、效率高。
关键词:PLC;棉花采摘;超声波测距仪;控制器;机械手;控制系统
中图分类号:TN911⁃34;TP273
文献标识码:A
文章编号:1004⁃373X(2018)14⁃0037⁃04
Design of intelligent cotton picking control system based on small PLC
2018 年 7 月 15 日 第 41 卷第 14 期
现代电子技术 Modern Electronics Technique
ห้องสมุดไป่ตู้
DOI:10.16652/j.issn.1004⁃373x.2018.14.009
Jul. 2018 Vol. 41 No. 14
37
基于小型 PLC 的智能棉花采摘控制系统设计
Abstract:The traditional cotton picking control system based on embedded controller has phenomena of high vibration and drift in the mechanical arm motion planning during the cotton picking process,which leads to poor picking control performance and large time consumption. Therefore,an intelligent cotton picking control system based on the small PLC is designed. The sys⁃ tem is composed of the PLC module,ultrasonic range⁃finder module,and motor drive module,so as to realize cotton clipping, picking and transportation. The PLC module is used to clip cotton,transport cotton,and warn of cotton picking. The ultrasonic range⁃finder module is used to measure the distance of the cotton picking location. The PLC controller is used to realize the mo⁃ bile measurement control of the picking machine. The motor drive module with MC33886 as the core component is used to drive the PLC controller and the mechanical arm operation of the picking machine. The process of cotton picking is given in the sys⁃ tem software. The cotton picking motion track of the mechanical arm is ensured to be circular and smooth,and the vibration and walking are avoided by using the motion planning algorithm for the mechanical arm of the cotton picking machine. The experi⁃ mental results show that the designed system has good picking control performance and high efficiency.
基于PLC的往复式抓棉机控制设计

(此文档为word格式,下载后您可任意编辑修改!)毕业设计课程设计毕业论文详细资料联系QQ号;1620812008贵州师范大学(本科)毕业论文题目:基于PLC的往复式抓棉机控制设计学院:机械与电气工程学院专业:电气工程及其自动化年级:姓名:指导老师:完成时间:2010年5月2日目录摘要 (1)引言 (3)第一章抓棉机的工作要求分析 (4)1.1抓棉机的机构组成 (4)1.2抓棉机的工作要求..........................................5.1.3抓棉机控制流程 (6)1.4抓棉机的控制方案的比较与选择...........................6..第二章基于PLC的程序设计.. (8)2.1 2.2顺序功能图的绘制 (8)2.3 使用置位复位指令的顺序控制梯形图编程 (9)2.4直接利用STEP7软件生成语句表 (11)第三章 S7-300的模块选用 (13)3.1硬件的选择 (13)3.2软件设计 (14)3.3编写控制程序的必备因素 (14)3.4 PLC控制系统的优势 (15)3.5 结论 (16)3.6输入输出I/O表 (17)第四章出现的问题及解决方法 (18)参考文献 (19)致谢辞 (20)摘要针对多组分不同品种的纱线进行混纺的前纺抓棉设备要求 ,根据往复式抓棉机自动控制系统的特点和现场工艺要求 ,给出了一种基于可编程序控制器的往复式抓棉机自动控制系统 ,编制系统的自动控制过程和程序设计。
该系统具备可按照设定工艺对抓棉过程中的小车运行速度、抓棉层高度、打手抓棉速度等参数进行自动协调控制 ,保证了抓棉质量和设备的稳定运行。
实践表明 ,该设计达到基本工艺要求 ,具有一定的应用推广前景。
可编程控制器 ( PLC)已突破了当初逻辑控制的场合 ,深入到过程控制、位置控制、网络通信等工程领域。
它具有极高的可靠性和应用便捷等特点 ,成为当今用途最为广泛的工业控制器。
棉种加工温度控制系统设计——基于触摸屏与PLC
关键词 :棉种 加工 ;温度控制 ;P L C;P I D算法 中图分 类号 :¥ 1 2 6; T P 2 7 3 文献 标识码 :A 文章编号 :1 0 0 3 — 1 8 8 X【 2 0 1 3) 0 4 - 0 1 8 3 _ 0 4
0 引 言
棉种酸脱绒处 理是一项 较先进 的棉 种生 产加 工 技术 , 因具有设备生产率高 、 脱 绒效果好 、 可直 接对种 子进行消毒和杀菌等优点 , 被广 泛用 于棉 种生产。 目 前, 国内很多产棉基地都 已使用棉籽稀硫酸脱绒成套
擦 滚筒 , 进 行 下 一步 的摩 擦 除 绒 。
基 金 项 目 : 国 家 科 技 支 撑 计 划 项目 ( 2 0 1 2 B A F 0 7 B 0 4 )
u
.
作者简介 :李 宏伟 ( 1 9 7 0一) , 男, 新疆石河子人 , 硕士研究生, ( E一
2 棉 种m - r 温度控制 系统硬件设计
本文主要针对棉种脱绒 过程 中的温度控 制难题 , 在原有设备的基础上 , 设计 了一 种基于触摸屏与 P L C 的温度 自动控制系统 , 摆脱完全依靠人工调节来控制
基于PLC的棉花打包机控制系统设计

基于PLC的棉花打包机控制系统设计作者:潘多来源:《农机使用与维修》2015年第01期摘要本文以PLC为下位机现场控制器,替代传统的继电—接触控制器,设计了一套可对顶式双箱液压棉花打包机控制的人机交互系统。
经生产实践证明,改造后的棉花打包机控制系统可靠性大为提升。
关键词可编程序控制器上位机人机界面可靠性0引言棉花打包机是棉花加工企业中的一种重要生产设备,本文以台达DVP-EH2系列PLC为下位机设计了顶式双箱液压棉花打包机控制系统。
系统配置DVP04AD-H2系列模拟输入模块、16HM11N开关量输入扩展模块、08HNl1lR开关量输出扩展模块、台达DOP-A80THTD1人机界面,同时使用中达电通公司WPLSoftZ.ll编程软件和ScreenEditor软件进行软件设计。
经实践证明,改造后提高了棉花打包机控制系统自动控制水平和可靠性,当系统出现故障时能够自动进行远程诊断服务,极大地提升了生产效率和设备使用寿命,降低了设备故障率和生产成本。
棉花打包机控制系统结构如图1所示。
1系统的硬件设计本系统主要针对下位机PLC、模拟输入模块、开关量输入/输出扩展模块和人机界面的硬件设计。
1.1PLC选型系统主要采用中达电通集团的台达DVP-EH2系列DVP-80EH00R2PLC为现场控制器,DVP-80EH00R2系列PLC采用40路输入、40路输出,运算速度快、存储量大,可外接相应扩展模块,满足系统对扩展功能的要求。
1.2模拟量输入输出模块系统配置1个台达DVP04AD-H2系列模拟输入模块,台达DVP系列模拟输入模块可将外部电流、电压信号转换成14位数字信号,响应时间12 ms,具有自诊断功能。
1.3开关量输入/输出扩展模块依据DVP-80EH00R2系列PLC及棉花打包机控制系统对开关量输入、输出的要求,本系统选用2个16HM11N型开关量输入扩展模块,为16路、光电耦合、直流输入,反应时间约为20ms;1个08HNll1R开关量输出扩展模块,为8路、继电器输出,反应时间约为10 ms。
A002D自动抓棉机打手的改进
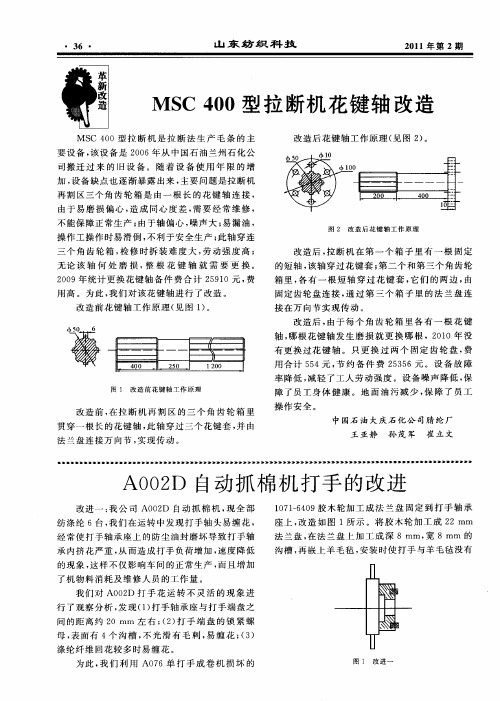
图 2 改 造 后 花键 轴 工 作 原 理
改造 后 , 断机 在第 一 个 箱子 里 有 一根 固定 拉 的短轴 , 该轴穿过 花键套 ; 第二个 和第 三个 角齿轮
箱里 , 有 一根 短 轴穿 过 花键 套 , 们 的 两边 , 各 它 由
中 国石 油 大 庆 石 化 公 司 腈 纶 厂 王 亚静 孙 茂 军 崔 立 文
改造前 , 在拉 断 机再 割 区 的三 个 角齿 轮 箱 里 贯 穿一根长 的花键 轴 , 轴穿过 三个花键 套 , 由 此 并 法 兰盘连接 万 向节 , 实现传 动 。
A0 自动 抓 棉 机 打 手 的改 进 0D 2
针 梳 机 的针 板 改 造 及 其 保 养方 法 改 进
毛条 车 间生产 在纺织 厂是 一个 关键 工序 。针 板植 针宽 度是针 梳机 工艺 参数 之一 。在原 生产 工 艺中, 因为 植针 宽 度 宽 , 不仅 针 板 成本 高 , 且还 而 易绕 毛 。为此 , 保证 针 板 植 针 宽度 工 艺 要 求 的 在
・
3 ・ 6
山 东 纺 织 科 技
21 0 1年 第 2期
M
删
…
…
改造
MS 0 C 4 0型 拉 断 机 是 拉 断 法 生 产 毛 条 的 主
改 造后花键 轴工作 原理 ( 图 2 。 见 )
要 设备 , 该设备 是 2 0 0 6年从 中国石油 兰州石化 公 司搬迁 过 来 的 旧设 备 。随 着 设 备 使 用 年 限 的 增 加, 设备 缺点也逐 渐暴露 出来 , 主要 问题是拉 断机 再 割 区三个 角齿 轮 箱是 由一 根长 的花键 轴 连 接 , 由于 易磨 损偏 心 , 造成 同心度 差 , 要 经 常维 修 , 需 不 能保 障正常生 产 ; 由于轴偏 心 , 噪声 大 ; 易漏 油 , 操 作工操作 时易 滑倒 , 利于安 全生产 ; 不 此轴穿 连 三个 角齿 轮箱 , 修 时拆装 难 度大 , 动强 度 高 ; 检 劳
基于PLC的棉花打包节能系统设计

基于PLC的棉花打包节能系统设计作者:仝彩凤申宪夫来源:《中国纤检》2012年第04期摘要:针对传统棉花打包机存在的能源浪费问题,根据电机空载运行节能原理,基于可编程控制器(PLC),采用微电脑智能控制技术、变压、变频技术,设计了一套智能棉花打包机节能系统,实现了主压、预压电机的节能运行。
实际应用表明,系统工作稳定、可靠,人机界面良好,节约电能60%以上。
关键词:可编程控制器(PLC);棉花打包机;液压系统目前的棉花打包机在工作过程中,每生产一包棉花预压时间要在3min~5min左右,而主压时间只有几十秒,主压电机大部分时间都在空载中运行,预压电机也工作在经常变化负荷的状态,从而造成大量电能的浪费[1]。
为了解决这一问题,我们设计了一套基于可编程控制器(Programmable Logic Controller)的智能棉花打包机节能系统,实现了主压、预压电机的节能运行。
1 系统总体结构如图1所示,系统由主控制器、主压电机模块、预压电机模块、数码控制显示面板、三相整流模块五个部分组成。
主控制器是整个系统的智能控制中心,主要负责对系统各模块数据的接收与处理,对各模块进行控制与管理,根据电机在空载或压包状态下电流的变化,自动调整压包电机的电压和频率,从而实现系统的变频、变压和节能功能。
2 系统硬件结构2.1 主控制器主控制器的工作原理如图2所示。
主控制器能够接收并存储从编程器输入的用户程序数据,在主控制器进入运行状态后,从存储器中读取用户程序[2]。
程序存储器用以存放系统工作程序,模块化应用功能子程序、命令解释、功能子程序的调用管理程序以及按对应存储各种系统参数等功能。
用户存储器用以存放用户程序即存放通过编程器输入的用户程序。
2.2 液压系统主压和预压液压系统如图3所示。
采用单向顺序阀式平衡回路,可以防止立式液压缸或垂直运动的工作部件自行下滑,这种回路有利于提高垂直运动的工作部件在下行过程中的运动平稳性;方向控制阀在液压系统中阻止和引导油液按规定的流向进出通道,即在油路中控制油液流动的方向;溢流阀用于定量油泵液压系统。
基于PLC的纺织机械自动控制方法

基于 PLC 的纺织机械自动控制方法发布时间:2021-08-18T14:44:15.883Z 来源:《教育学文摘》2021年第12期作者:韩风丽[导读] 随着我国城市化进程不断加快韩风丽济宁市技师学院山东济宁 272000摘要:随着我国城市化进程不断加快,纺织机械自动控制方法的差异导致机械自动控制的工作状态下能耗较高,因此提出基于PLC的纺织机械自动控制方法设计。
通过对可编程逻辑器结构作用分析,完成PLC内部组成结构设计。
以PLC为依托实现纺织机械工作过程中的变量控制和产品顺序控制,针对纺织机械传动结构的负载惯量计算,采用模拟负载的方式优化纺织机械自动控制技术,最终利用现场总线控制层实现纺织机械自动控制。
关键词:PLC;纺织机械;自动控制引言纺织行业中,纺织机械是主要的技术装备。
纺织机械的进步是满足纺织工艺要求的基础。
为了担当新时代赋予纺织行业的责任,纺织机械要向更加灵活、更快响应的自动控制技术转变。
自动控制方法的运行需要以能耗为动力,无疑提升了企业生产成本,降低了纺织行业经济效益。
PLC技术的出现,较好地解决了这一问题。
在多个工业生产领域中,PLC技术已经开始大范围应用,实现工业生产控制自动化。
如下以PLC为基础,阐述设计纺织机械自动控制方法,希望能够促进纺织行业更好发展。
1、基于PLC的纺织机械自动控制重要性PLC此种技术就是所谓的编程逻辑控制技术,其中应用的存储器具有可编程的特点,在实际应用中,可以通过指令执行以及模拟式输出实现机械的有效控制,保证生产过程的有序进行。
结合此种技术的应用成效来讲,其优势表现为可靠、安全,并且,由于其本身就有监控系统,机械出现的运行异常可以被及时发现,一般不会造成过于严重的后果。
此项技术通常被用于清花以及并纱等工作中,由于性能优良,机械不仅能够实现稳定运行,工作效率也得到了明显提高。
交流伺服系统的优势在于精确、稳定、反应快,当前阶段主要应用于梳棉机、并条机以及粗纱机等机械中。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
纺织机设备
电
气
控
制
报
告
班级:现纺111
姓名:岑冬双
学号:201102052025
A002C型自动抓棉机控制系统改造与设计
一、实验目的
1、了解A002C型自动抓棉机电气控制电路的基本原理和电气控制电路的控制过程。
2、掌握用PLC改造的程序编写和接线方法.
3、掌握触摸屏的使用方法
二、实验内容
1、理解A002C型自动抓棉机控制电路的主回路原理
2、理解A002C型自动抓棉机控制电路控制回路参考原理图
3、用PLC改造A002C型自动抓棉机,进行I/O分配,画接线图、梯形图编写,并制作自动抓棉机触摸屏界面。
三、纺织厂纺纱基本常识
1、纺纱就是将棉花转变为纱线的过程,是纺织厂的第一道工序,其工艺流程为:
普梳纱工艺流程:开清棉梳棉并条粗纱细纱。
精梳纱工艺流程:开清棉梳棉精梳并条粗纱细纱。
所用的设备包括: (包括抓棉机、混棉机、开棉机、清棉机、成卷机等)、梳棉机、精梳机、并条机、粗纱机、细纱机以及后加工的络筒机、捻线机等。
2、开清棉机的基本任务就是:
(1)开松:把棉包中压紧的棉块松解成小棉束;
(2)除杂:清除原料中的杂质和疵点以及原料中的部分短绒;
(3)混合:使不同的原料充分混合;
(4)成卷:均匀喂给,制成一定重量和长度的棉卷以满足下道工序的需要。
抓棉机是该工序的第一种设备,主要任务是:从棉包抓取块棉,开松、除杂、喂给后面的机械。
2、纺纱设备绝大多数是由三相笼型异步电机拖动。
起动方法有:全压直接起动、降压起动、变速起动等方法。
保护方式主要有:短路保护、过载保护、欠压和失压保护等。
质量控制方面主要有:光电控制、限位控制、速度控制、自调匀整以及防粗细节等控制环节。
四、A002C型自动抓棉机基本资料
抓棉机按外形分为圆盘式和自动往复式两种,A002C型自动抓棉是圆盘式的。
A002C型抓棉
机的控制系统为继电器——接触器控制,由于触点数多,线路复杂,电线老化,所以故障率高,操作人员维护和维修任务重,机械使用效率较低。
用西门子S7—200系列PLC改造该设备控制系统,改造后克服了以上缺点,降低了设备故障率,提高了设备使用率,且便于实现整厂的生产自动化,节约了成本,效果很好。
1、A002C自动抓棉机工作原理
圆盘式自动抓棉机位于棉纺生产线的第一道工序,适合于加工棉、棉型化纤和中长化纤。
间隙下降的打手随小车运转顺序抓取,被抓取的纤维束块被风机抽吸经梳棉管道送至下一机台。
A002C自动抓棉机结构和控制电路如图1、2所示:
图1 A002C自动抓棉机结构
图2 A002C型自动抓棉机控制电路
图3 A002C型自动抓棉机控制电路简化图
2、控制特点:
(1)本机采用多电动机拖动:打手、小车和打手升降分别由1M、2M、3M单独拖动。
(2)由于该机是回转抓棉机,所以电动机及部分电气设备经滑环联接。
滑环是实现两个相对转动机构的信号及电流传递的精密输电装置。
特别适合应用在需要无限制的、连续或断续旋转,同时又需要从固定位置到旋转位置传送功率或数据的场所。
控制过程
(1)开车:按动1SB2、1KM线圈得电并自锁,打手电动机1M开始工作。
当前级要棉时KA吸合,使2KM1吸合,小车正转开始顺序抓棉:小车每转一周.触动行程开关3SQ动作一次,使打手升降电动机3M的正转接触器3KM1接通,打手下降一段距离。
(2)停车:当前级不需供棉时,KA释放、2KM1释放,小车停止正转;当打手下降到底时,1SQ动作,其下降自动停止;当按动1SB时,1KM线圈断电,打手电动机1M停止转动。
(3)调整操作:2SB为小车反转点动按钮,3SB为打手下降点动按钮;4SB2和4SB1分别为打手上升的起动和停止按钮,2SQ为打手上升的限位开关。
(4)联锁与保护:打手转动后小车方可正转,打手方可下降,打手由1SQ和2SQ作为下降和上升的限位保护;另外还具有短路,欠压,失压保护,打手电动机还有过载保护。
抓棉小车顺时针转动,大手顺时针旋转。
3、抓棉机的工艺流程
N
Y
图3.2 抓棉机工艺流程
FA002C抓棉机通上电,按下打手启动按钮1SB2,打手电机开始转动,如果前端设备需要棉,则水银开关就闭合,小车开始正转抓棉,否则小车停止。
小车正转抓棉转过一圈,则打手下降,否则小车继续正转抓棉。
打手下降到位,则棉堆抓完,否则就继续下降抓棉。
待棉堆抓完之后就复位停机。
否则继续小车正转抓棉,直至棉堆抓完。
五、PLC程序
1、梯形图
2、指令表
指令表
0 LDI X4 13 LD X3
1 ANI X5 14 AND Y1
2 OR Y0 15 OR X7
3 OUT Y0 16 ANB
4 LD X10 17 ANI Y4
5 AND X0 18 OUT Y3
6 AND Y0 19 LDI X2
7 AND Y2 20 AND X11
8 OUT Y1 21 AND X12
9 LD X6 22 OR Y4
10 ANI Y1 23 AND Y3
11 OUT Y2 24 OUT Y4
12 LDI X1 25 END
3、I/O 分配表
输入输出端口分配表(I/O 分配)
输入端口 输出端口 输入继电器 输入元件 作用 输出继电器 输出元件 作用 X0 2Q 小车正传启动 Y0 1KM 打手启动 X1 1SQ 打手上升限位开关 Y1 2KM1 小车正转 X2 2SQ 打手下降限位开关 Y2 1KM2 小车反转 X3 3SQ 打手上升行程开关 Y3 3KM1 打手上升 X4 1SB1 打手停止 Y4 3KM2 打手下降 X5 1SB2 打手启动 X6 2SB 小车反转启动 X7 3SB 打手上升 X10 KA 前级要棉 X11 4SB1 打手下降停止 X12
4SB2
打手下降启动
六、触摸屏界面 1、触摸屏制作过程
1.1打开软件EasyBuilder8000,单击文件新建工程,选择触摸屏型号
1.2设置系统参数,在菜单栏编辑中点击系统参数,PLC 类型选择FX2N 型,单击确定。
1.3对象编辑与编译,选择工具栏中切换开关,位状态指示灯选择好各自类型与地址。
保存。
1.4离线模拟。
2、界面分为打手界面图4和小车界面图5
其中输入端除2SB 和3SB 点动开关开关类型选择为复归型其他输入端为切换式。
设备类型均为FX2N 型,输入端类型为x ,输出端为Y ,地址为I/O 分配表所示。
由于是两个界面,所以还设有一个进入下一界面与返回上一界面共两个按钮。
图4 打手界面
图5小车界面
打手界面
小车界面 返回
进入小车界1SB2打手启3SB 打手上升
3KM1打手上升 1SB1打手停止 2KM1小车正转 2SB 小车反转启动 2Q 小车正传启动 1KM2小车反转 1KM 打手启动打手启动打手启3KM2打手下降。