Inconel625低碳镍铬钼铌合金的焊接性分析要点
什么是Inconel 625材料

什么是Inconel 625材料?
Inconel 625是一种耐高温合金,由镍、铬和钼等多种元素组成。
它具有优异的耐腐蚀性能和高强度,被广泛应用于航空航天、化工、海洋工程、核能等领域。
下面我们来详细了解一下Inconel 625的特性和应用。
首先,Inconel 625具有极高的耐腐蚀性能。
它能够抵御各种酸、碱、盐等腐蚀介质的侵蚀,尤其是在高温、高压和强氧化环境下表现出色。
这使得Inconel 625成为化工和海洋工程等领域中重要的材料选择。
其次,Inconel 625具有优异的高温性能。
它能够在高温环境下保持良好的强度和稳定性,甚至在1100℃的高温下仍能保持一定的强度。
这使得Inconel 625成为航空航天和核能等领域中重要的材料选择。
除此之外,Inconel 625还具有良好的加工性能和焊接性能。
它可以通过各种加工方式进行成型和加工,同时也能够与其他材料进行焊接和连接。
在应用方面,Inconel 625被广泛应用于航空航天、化工、海洋工程、核能等领域。
在航空航天领域,它被用于制造高温部件和耐腐蚀部件;在化工领域,它被用于制造耐腐蚀的反应器、换热器和管道等设备;在海洋工程领域,它被用于制造海洋平台和海底管道等设备;在核能领域,它被用于制造核反应堆中的部件。
总之,Inconel 625是一种具有优异耐腐蚀性能和高温性能的合金材料,被广泛应用于各种领域。
随着科技的不
断发展,相信Inconel 625在更多领域中将发挥更加重要的作用。
【研究】GH3625(N06625)特性、标准、成分、性能...

上海钢研-张工:158–O185-9914GH3625(GH625)合金是以钼铌为主要强化元素的固溶强化型镍基变形高温合金,具有优良的耐腐蚀和抗氧化性能,从低温到980摄氏度均具有良好的拉伸性能和疲劳性能,并且耐盐雾气氛下的应力腐蚀。
因此,可广泛用于制造航空发动机零部件、宇航结构部件和化工设备。
概述1.1、合金特性:● 对氧化和还原环境的各种腐蚀介质都具有非常出色的抗腐蚀能力●优秀的抗点腐蚀和缝隙腐蚀的能力,并且不会产生由于氯化物引起的应力腐蚀开裂●优秀的耐无机酸腐蚀能力,如硝酸、磷酸、硫酸、盐酸以及硫酸和盐酸的混合酸等●优秀的耐各种无机酸混合溶液腐蚀的能力●温度达40℃时,在各种浓度的盐酸溶液中均能表现出很好的耐蚀性能●良好的加工性和焊接性,无焊后开裂敏感性●具有壁温在-196~450℃的压力容器的制造认证1.2、应用领域●含氯化物的有机化学流程工艺的部件,尤其是在使用酸性氯化物催化剂的场合●用于制造纸浆和造纸工业的蒸煮器和漂白池●烟气脱硫系统中的吸收塔、再加热器、烟气进口挡板、风扇(潮湿)、搅拌器、导流板以及烟道等●用于制造应用于酸性气体环境的设备和部件●乙酸和乙酐反应相近牌号、化学成分与标准2.1、相近牌号UNS NO6625 Inconel625(美国)、 NC22DNb(法国)、/.Nr.2.4856(德国)2.2、执行标准GJB 1953-1994 《航空发动机转动件用高温合金热轧棒材规范》GJB 2611-1996 《航空用高温合金冷拉棒材规范》GJB 2612-1996 《焊接用高温合金冷拉丝材规范》GJB 3020-1997 《航空用高温合金环坯规范》GJB 3165-1998 《航空承力件用高温合金热轧和锻制棒材规范》GJB 3782-1999 《航空用高温合金棒材规范》HB 5198-1982 《航空叶片用变形高温合金棒材》物理性能3.1、密度ρ=8.4g/cm33.2、熔化温度1290~1350℃金相组织结构该合金为面心立方晶格结构。
625镍合金材料介绍
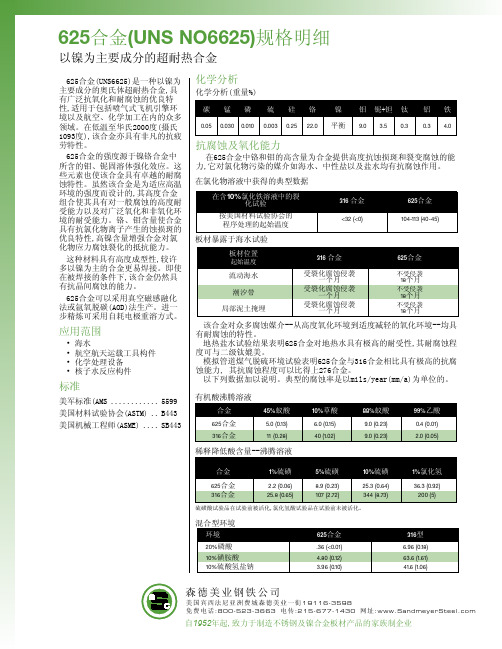
密度 0.305 Ib/in3 8.44 g/cm3
特定重力 8.44
融化范围 2350º-2460ºF 1280º-1350ºC
磁渗透性 75ºF, 200 oersted 1.0006
特定热度 0.098 Btu/lb.-ºF 410 Joules/kg-ºK
电阻系数
华氏
70 100 200 400 600 800 1000 1200 1400 1600 1800 2000
Joules
66 66 60 56 47 47
若材料被置于华氏1200度至1600度(摄 氏649-871度)之间并延长试验时间,其 特性效果可能降低。
这里所提供的技术数据及信息代表我们目前掌 握的最佳知识,但是,由于我们正在不断进行抗腐 蚀等级项目的研究,这些数据和信息有可能会发 生微小变化,因此,我们建议您在发出定单和询问 的时候请与我们核准。另外,实际条件对每一次 应用都有其特殊性。这里所提供的数据仅为描述 之目的,这些数据和信息以我公司作出正式书面 确认为准。
796 834 896 945 986 1137 1238 1307 1413 1510
延长度
%
67.0 58.0 47.5 39.0 31.5 17.0 12.5
8.5 6.5 5.0
缩小范围
%
60.4 58.1 54.6 51.9 50.0 49.3 41.9 38.0 32.7 25.4
机械特性
625合金的强度源于镍铬合金中 所含的钼、铌固溶体强化效应。这 些元素也使该合金具有卓越的耐腐 蚀特性。虽然该合金是为适应高温 环境的强度而设计的,其高度合金 组合使其具有对一般腐蚀的高度耐 受能力以及对广泛氧化和非氧化环 境的耐受能力。铬、钼含量使合金 具有抗氯化物离子产生的蚀损斑的 优良特性,高镍含量增强合金对氯 化物应力腐蚀裂化的抵抗能力。
Inconel625(NO6625)高温合金耐腐蚀性能

Inconel625(NO6625)高温合金耐腐蚀性能Inconel625(NO6625)性能介绍Inconel625(NO6625)合金属于固溶强化变形的高温合金,主要通过难熔金属铌和钼固溶强化镍铬基体.IN625组织稳定、良好的耐高温腐蚀性能,以及良好的疲劳性能和蠕变性能.现已被广泛应用于制造航空航天发动机零部件、石油设备、化工厂的热交换器和核工业中的化工设备。
随着油气开发不断向深层、超深地层延伸,含高浓度CO2、H2S 等强腐蚀性介质的酸性气田不断被开发出来,例如庆深、普光、龙岗、罗家寨气田等。
其中井口装备是油气田勘探、开发过程中的关键设备,应满足低成本、高可靠性等要求。
API6A-2018 标准规定∶用于含高浓度CO2、H2S等强腐蚀性介质酸性气田的井口装备必须选择最高耐腐蚀等级的材料,即应满足HH级要求。
可选用的材料为镍基耐腐蚀合金,包括Inconel625、Inconel718等镍合金。
Inconel625化学元素含量Inconel 625合金的微观组织与高温氧化性能研究1)轧制Inconel625合金为典型的奥氏体形态,具有大量细变形孪晶和偏析,有碳化物第二相存在。
SLM制备的Inconel 625合金熔池内部为较细小的胞状晶、熔池外为较粗大的胞状晶和垂直于熔池边界生长的柱状晶。
SLM成形合金的熔池内部晶粒尺寸在0.2~2μm范围内。
2)轧制合金在(111)方向择优生长,SLM 成形合金在XZ面晶粒织构特征最强,(001)取向最强。
SLM制备Inconel 625合金位错密度小于轧制合金。
轧制合金的晶界取向差主要在60%布,而SLM 合金主要分布于20°~55范围内。
3)在900℃下,轧制Inconel 625合金的抗氧化性能优于 SLM 合金,轧制合金较高的位错密度有利于提高Inconel 625合金的抗氧化性能。
GH3625镍基合金碳含量及热加工变形量对组织和性能的影响(1)在一定范围内,GH3625随着C含量的增加,碳化物的数量越来越多,并且主要分布在晶界处,一次碳化物主要是在液相凝固时生成的一次相,并且在热加工过程中被破碎为尺寸更小的碳化物,沿着变形方向呈带状分布,破碎后的一次碳化物和晶内及晶界分布细小的二次碳化物可以阻止沿晶界滑动和裂纹扩展,提高材料的力学性能,其中屈服强度和抗拉强度最高可以达到597MPa和938MPa,HB布氏硬度值为229,同时伸长率和断面收缩率分别为53.5%和57%。
等离子喷焊IN625合金显微组织和力学性能分析

等离子喷焊IN625合金显微组织和力学性能分析刘政【摘要】采用等离子喷焊机制备IN625合金,分析喷焊电流和后续热处理对IN625合金微观组织和力学性能的影响.结果表明:沉积态IN625合金的组织主要为有方向性的树枝状Laves相和奥氏体.随着喷焊电流的增加,沉积态IN625合金中树枝状Laves相数量增多且形态粗化,显微硬度由230 HV降低到190 HV.沉积态IN625合金经过1 180℃固溶处理后,部分Laves相溶解且形态细化,合金硬度与抗拉强度分别提高到310 HV和872 MPa.当固溶温度为1 200℃时,合金组织发生粗化,合金硬度降低.经过固溶时效处理的合金硬度与抗拉强度均低于固溶态.随着焊接电流的增大,固溶时效态IN625合金中树枝状Laves相数量增多,显微硬度下降.热处理前后喷焊合金的断裂形式主要为韧性断裂,热处理后断口中的韧窝尺寸较小,表现出良好的韧性.【期刊名称】《电焊机》【年(卷),期】2018(048)012【总页数】6页(P55-60)【关键词】等离子喷焊;IN625合金;显微组织;力学性能;热处理【作者】刘政【作者单位】苏州托普信息职业技术学院现代技术学院,江苏昆山215311【正文语种】中文【中图分类】TG456.20 前言工业重载零件在服役过程中易发生磨损失效从而造成巨大的经济损失,因此提高高附加值零件表面性能尤为重要。
采用高能束加工手段对失效的高附加值零件进行再制造可显著降低生产成本,也符合国家“十三五”提出的“绿色制造”理念[1-2]。
近年来,等离子熔覆技术被广泛应用于重要零件的再制造及表面改性[3-5],它以104K数量级的等离子弧为热源,在基体材料表面熔覆合金层,可获得均匀致密、结合牢固的特殊保护涂层[6-7]。
IN625是一种Ni-Cr-Mo-Nb固溶强化合金,在650℃下具有优异的疲劳性能、拉伸性能、抗腐蚀性能及高温蠕变性能,故广泛应用于制造涡轮发动机和核反应堆等构件[8]。
Inconel625(N06625、2.4856)奥氏体超耐热高温合金
上海商虎/张工:158 –0185 -9914产品名称:Inconel625/UNS N06625世界通称:Inconel Alloy 625、NS336、NAS 625、W.Nr.2.4856、UNS NO6625、Nicrofer S 6020-FM 625、ATI 625履行标准:ASTM B443/ASME SB-443、ASTM B444/ASME SB-444、ASTM B366/ASME SB-366、ASTM B446/ASME SB-446、ASTM B564/ASME SB-564首要成分:碳(C)≤0.01,锰(Mn)≤0.50,镍(Ni)≥58,硅(Si)≤0.50磷(P)≤0.015,硫(S)≤0.015,铬(Cr)20.0~23.0,铁(Fe) ≤5.0,铝(Al) ≤0.4,钛(Ti) ≤0.4,铌(Nb) 3.15~4.15,钴(Co) ≤1.0, 钼(Mo)8.0~10.0物理性能:625合金密度:8.44g/cm3,熔点:1290-1350 ℃,磁性:无热处理:950-1150℃之间保温1-2小时,快速空冷或水冷。
机械性能:抗拉强度:σb≥758Mpa,屈从强度σb≥379Mpa:延伸率:δ≥30%,硬度:HB150-220耐腐蚀性及首要运用环境:INCONEL 625是一种以镍为首要成分的奥氏体超耐热合金。
源于镍铬合金中所含的钼、铌固溶体强化效应,在低温至1093℃,具有超高强度、非凡的抗疲劳特性,被广泛用于航空事业。
虽然该合金是为适应高温环境的强度而设计,但该合金铬、钼的高含量对很多腐蚀前言,从高度氧化环境到一般腐蚀环境,均具有高度抗蚀损斑、抗裂变腐蚀能力,表现出杰出的耐腐蚀特性。
对氯化物污染的前言如海水、地热水、中性盐以及盐水,INCONEL 625也有超强的抗腐蚀效果。
配套焊接资料及焊接工艺:Inconel625合金的焊接主张采用AWS A5.14焊丝ERNiCrMo-3或AWS A5.11焊条ENiCrMo-3,焊材尺寸有Φ1.0、1.2、2.4、3.2、4.0,产地为:美国哈氏、美国SMC和德镍,焊接工艺及指导书欢迎来电索取。
Inconel 625

w e l d d e f e c t s .T h e w e l d e d j o i n t t e n s i l e s t r e n g t h r e a c h e s 7 8 0 M P a w h i c h f r a c t u r e m o ph r o l o g y w a s d i m p l e .T h e
b e n d i n g p e fo r r ma n c e c o u l d me e t t he r e q u i r e me n t s .Th e mi c r o s t r ue t u r e o f s ur fa c i n g wa s de n d r i t i c .Th e r e wa s n o a b n o r ma l i t i e s d e t e c t e d i n c h e mi c a l c o mp o s i t i o n .
Ab s t r a c t:I n c o ne l 6 2 5 wa s we l d e d o n t h e S H r f a c e O 0Cr l 8Ni l 0T i a us t e n i t i c s t a i n l e s s s t e e l b y SMAW . Th e mi —
Ke y wo r d s:0Cr l 8 Ni l 0 Ti ;I n c o n e l 6 2 5;SMAW ;s u fa r c i n g
U 日 U 舌
求, 镍 基耐蚀 合 金 由于 其 具 有优 良的 耐热 和耐 蚀 性 而
在 石油 化 工 、 电力 和 宇 航 等 行 业 得 到 了推 广 应 用 。
inconel625的执行标准
inconel625的执行标准
Inconel 625是一种耐高温、耐腐蚀的镍基合金,通常用于高
温高压环境下的制造和加工。
其执行标准通常包括以下几个方面:
1. 化学成分标准,Inconel 625的化学成分执行标准通常遵循ASTM B443/B444标准,其中规定了合金中镍、铬、钼、铁、铜、钛、铝、硅等元素的含量范围和要求。
2. 机械性能标准,Inconel 625的机械性能执行标准通常包括ASTM B443/B444标准中对抗拉强度、屈服强度、延伸率、硬度等方
面的要求。
3. 热处理标准,Inconel 625的热处理执行标准通常遵循ASTM B444标准,其中规定了合金的热处理工艺、温度范围、保温时间等
要求。
4. 其他标准,除了上述标准外,Inconel 625在使用过程中还
需要符合一些特定的行业标准,比如航空航天、化工、核工业等领
域的标准要求。
总的来说,Inconel 625的执行标准涵盖了化学成分、机械性能、热处理工艺等多个方面,以确保其在高温高压环境下具有优异的性能和稳定的质量。
需要根据具体的生产和使用要求参考相关的标准文件以确保产品的质量和安全性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Inconel625低碳镍铬钼铌合金的焊接性分析昆明冶研新材料股份有限公司潘喜顺摘要Inconel625低碳镍铬钼铌合金是一种对各种腐蚀介质都具有优良的耐蚀性。
尤其具有优秀的耐无机酸腐蚀能力,焊接性不好,易产生热裂纹。
在氯化物介质中具有出色的抗点蚀、缝隙腐蚀、晶间腐蚀和侵蚀的性能。
因其应用特殊,故材料成本较高。
关键词Inconel625低碳镍铬钼铌合金焊接性分析1 625镍合金材料的特性分析625合金材料是一种对各种腐蚀介质都具有优良耐蚀性的低碳镍铬钼铌合金,简称625镍合金。
1.1 625合金的化学成分合金% 镍铬钼铌钽铁铝钛碳锰硅铜磷硫6 2 5 最小58 20 8 3.15最大23 10 4.15 5 0.4 0.40.10.50.50.50.015 0.0151.2 625镍合金的物理性能:密度8.4 g/cm3熔点1290-1350℃1.3 625镍合金的金相结构625为面心立方晶格结构。
当在约650℃保温足够长时间后,将析出碳颗粒和不稳定的四元相并将转化为稳定的Ni3(Nb,Ti)斜方晶格相。
固溶强化后镍铬矩阵中的钼、铌成分将提高材料的机械性能,但塑性会有所降低。
1.4 625镍合金的机械性能1.5 625镍合金的牌号中国牌号:GH3625/GH625美国牌号:Inconel 625/UNS NO6625法国牌号:NC22DNb德国牌号:W.Nr.2.48561.6 625镍合金的基本特性(1)对氧化和还原环境的各种腐蚀介质都具有非常出色的抗腐蚀能力(2)优秀的抗点腐蚀和缝隙腐蚀的能力,并且不会产生由于氯化物引起的应力腐蚀开裂(3)优秀的耐无机酸腐蚀能力,如硝酸、磷酸、硫酸、盐酸以及硫酸和盐酸的混合酸等(4)耐各种无机酸混合溶液腐蚀的能力(5)40℃时,在各种浓度的盐酸溶液中均能表现出很好的耐蚀性能(6)有良好的加工性和焊接性,无焊后开裂敏感性(7)温在-196~450℃的压力容器的制造认证(8)腐蚀工程师协会NACE 标准认证(MR-01-75)符合酸性气体环境使用的最高标准等级VII2 625镍合金的应用环境分析625镍合金在很多介质中都表现出极好的耐腐蚀性。
在氯化物介质中具有出色的抗点蚀、缝隙腐蚀、晶间腐蚀和侵蚀的性能。
具有很好的耐无机酸腐蚀性,如硝酸、磷酸、硫酸、盐酸等,同时在氧化和还原环境中也具有耐碱和有机酸腐蚀的性能。
有效的抗氯离子还原性应力腐蚀开裂。
在海水和工业气体环境中几乎不产生腐蚀,对海水和盐溶液具有很高的耐腐蚀性,在高温时也一样。
焊接过程中无敏感性。
在静态或循环环境中都具有抗碳化和氧化性,并且耐含氯的气体腐蚀。
软化退火后的低碳合金广泛的应用于化工流程工业,较好的耐腐蚀性和高强度使之能作为较薄的结构部件。
可以应用于接触海水并承受高机械应力的场合。
典型应用领域:(1)含氯化物的有机化学流程工艺的部件,尤其是在使用酸性氯化物催化剂的场合(2)用于制造纸浆和造纸工业的蒸煮器和漂白池(3)烟气脱硫系统中的吸收塔、再加热器、烟气进口挡板、风扇(潮湿)、搅拌器、导流板以及烟道等(4)用于制造应用于酸性气体环境的设备和部件(5)乙酸和乙酐反应发生器(6)硫酸冷凝器3 625镍合金材料的可焊性分析3.1 可焊性分析625镍合金具有单向组织,焊接会产生焊缝的宏观裂纹和微裂纹。
故Inconel 625 焊接时最常出现的缺陷是热裂纹,主要原因是由于硫、铅、磷或低熔点金属混入,形成晶间薄膜引起高温下严重脆化而引起的,特别是硫、磷共晶物熔点比镍铁低很多,在焊缝结晶时低熔点共晶物的液态膜残留在晶界区。
另外焊接热输入大,使焊缝接头过热产生粗大晶粒。
在粗大的柱状晶粒边界上集中了一些低熔点共晶体(熔点1435℃),共晶体处于晶粒边界,它们的强度低、脆性大,在较高焊接残余应力的作用下很容易形成热裂纹。
有时还会产生显微裂纹,这种裂纹用一般的X射线探伤仪不易检测到,因此应引起足够的重视。
焊接时还需避免的另一缺陷是气孔,镍合金熔池稠,流动性差,在焊接快速冷却时,极易产生气孔,氧气、氢气、氮气、二氧化碳、一氧化碳气体在熔化的液态镍基合金中溶解度极大,而在固态下溶解度大大减小,镍基合金焊接过程从高温变冷时,气体在熔敷金属中的溶解度也随之下降。
游离出来的气体在流动性差的液态镍中不能在焊缝凝固前完全溢出而形成气孔,气孔的部位往往在熔合线附近。
此外,焊缝和热影响区基体金属有过热倾向,镍的热导率低,电阻率大,在不适当的焊接热循环作用下,焊缝和热影响区基体金属易过热,引起晶粒长大倾向,从而降低了焊接接头的力学性能和耐蚀性能。
晶粒粗大后用一般的热处理工艺是无法改善的。
综上分析,镍合金合金钢的可焊性不是很好,焊接时应采取合理的焊接工艺和相应措施避免出现热裂纹、气孔等缺陷。
3.2 焊接方法考虑到现场施工特点,焊接时采用钨极氩弧焊打底、焊条电弧焊填充盖面的方法。
氩弧焊打底时,为防止合金元素被氧化,背面必须充氩保护。
3.3 焊材选用焊材选用根据焊件的化学成分、力学性能、使用条件和施焊条件进行综合考虑。
625镍合金的焊接,宜选用和母材合金系统相同的焊接材料,焊材选用(见表3)。
Inconel625推荐使用以下焊接材料:气体保护焊接工艺Nicrofer S 6020 – FM625W.-Nr. 2.4831SG-NiCr21Mo9NbAWS A 5.14 ERNiCrMo-3BS 2910 NA 43手工氩弧焊W.-Nr. 2.4621EL-NiCr20Mo9NbAWS A 5.11 ENiCrMo-3手工电弧焊T i O2-C a F2-N a3AlF6渣系焊条T i O2-C a O2-C a F2渣系焊条IN12 ENiCaMo-3(AWS AS.11M/SFA-5.11)焊条W86112 焊条考虑到国内部份生产厂家焊材质量的不稳定性,建议采用进口焊材或上海电力、四川大西洋品牌的焊材。
3.4 焊材烘干焊条使用前应按焊条产品说明书进行烘干。
烘干后的焊条应储存在100~150℃左右的恒温箱内,焊工领用时,应用合格保温筒领取,如领用时间超过4h,应重新烘烤,但重新烘烤次数不得超过 2 次。
焊条烘烤温度(见表4)。
3.5 施工环境高温管道施工时,焊接环境出现如下情况时,必须采用有效保护措施(如篷布,加热等),方可施焊,否则禁止施焊。
(1)环境温度低于0℃;(2)手工焊时,风速大于8m/ s;钨级氩弧焊时,风速大于2m/ s;(3)空气相对湿度大于90%;(4)雨、雪天气。
3.6 施工准备3.6.1 焊工要求根据有关规定要求,焊接镍基材料的焊工须按GB50236- 1998《现场设备工业管道焊接工程施工及验收规范》中要求的内容、方法和结果进行考试,须按《锅炉压力容器压力管道焊工考试与管理规则》进行焊工考试的组织、监督、发证和持证焊工的管理。
焊接镍基材料的焊工必须按评定合格的焊接工艺进行考试,考试合格并取得相应的资质证方可承担相应焊接工程的施工。
3.6.2 焊接工艺卡现场施焊时,必须依据合格的焊接工艺评定制订焊接工艺卡,指导焊接施工。
3.6.3 焊缝组对(1) 对接焊缝坡口形式及尺寸(见图1)。
(2) 组对错边量要求管道或焊件组对时,内壁应平齐,内壁错边量不宜超过0. 5mm;外壁错边量不宜超过1. 0mm。
(3) 定位焊接尺寸焊口定位焊接采用根部定位焊缝形式,定位焊的焊缝长度、厚度、间距,应能保证焊缝在焊接过程中不开裂。
若用实芯焊丝钨级氩弧焊进行定位焊,则焊缝背面应进行充氮保护;焊缝的长度宜为10~15mm,且不超过壁厚的2/ 3。
3.6.4 焊前注意事项(1)镍及镍合金的导热性差,焊接时容易过热引起晶粒大,因此焊接操作时应选用较小和焊接电流,焊条最好不横向摆动,收尾时注意填满弧坑以及保持较低的层间温度。
(3)镍非常容易被硫和铅脆化,形成热裂纹,所以除必须严格控制焊条的硫、铅等含量外,焊前应进行认真清理,除去母材表面的油污、油漆、灰尘等脏物。
(4)镍及镍合金焊接时气孔敏感性强,因此焊条中含有适量的铅、钛、锰、镁等脱氧剂,操作时注意控制电弧的长度。
4 625镍合金焊接工艺4.1 焊前清理铅、硫、磷和某些低熔点元素能增加镍合金焊接裂纹倾向,因此,在焊件焊接前,必须完全清除这些杂质。
施工前用角向磨光机把坡口内外两侧表面50mm 范围内的油、漆、锈、垢、毛刺等杂物清除干净,且不得有裂纹、夹层等缺陷。
4.2 防止产生气孔的措施(1)选用含铝、钛、铌、锰等脱氧元素的焊丝,一降低焊缝金属中氧的含量。
(2)施焊时尽量缩短电弧长度,一般控制在1.0mm-1.5mm间。
4.3 焊接工艺要求(1)焊接时必须保证焊透和熔合性,保证焊缝质量,为了减少热裂纹,在保证焊透的前提下,尽量采用小的线能量、短电弧,不摆动或小摆动的操作方法。
(2)焊缝多层焊时,采用小电流多层多道焊。
层间温度须控制在100℃以下,层间检查要仔细、清理要彻底,各层各道之间应相互错开。
(3) 氩弧焊打底时,背面必须充氩保护,保护措施可采用局部充氩(坡口两内侧贴水溶性)(见图2)。
管道充氩开始时流量适当加大,待管内空气排干净后方可施焊。
焊接时氩气流量逐步降低,避免氩气流量偏大,管内压力偏高而造成焊缝背面在成型时出现内凹或根部未焊透现象。
(4)焊接时层间温度必须严格控制,测量采用红外测温仪,低于100℃时方可进行下一层焊接。
(5)每一层焊道必须清理干净方可进行下一层焊接;焊后及时将焊缝表面的熔渣和飞溅清理干净,焊接过程中缺陷清理用角向磨光机打磨时,必须防止局部热量过高而产生热裂纹。
(6)由于线能量要求小,采用钨极氩弧焊打完底后,焊肉较薄,为保证焊接质量,打完底后先做渗透检查看是否有裂纹,合格后继续用钨极氩弧焊进行焊接,待采用钨极氩弧焊焊完三层后再做渗透检查,合格后方可用焊条电弧焊进行焊接,焊接完毕后清理干净焊缝表面杂物,再进行渗透检查。
(7)焊接中应确保引弧和收弧质量,收弧时应将弧坑填满。
镍合金焊接时,在收弧处易产生弧坑裂纹,收弧后应仔细检弧坑处,发现有微裂纹应打磨除去。
(8) 弧焊盖面采用直流正接,ENiCaMo-3焊条适合全位置焊接,运条时,焊条手工电横向摆动不能过大,尽量连弧操作,接头时注意产生弧坑裂纹,收尾用钢板过度连接。
4.4 焊接工艺参数本项目采用的焊接工艺参数(见表5)。
5 焊接接头检验与分析5.1 检查要求(1)外观质量要求符合GB 50236- 1998《现场设备工业管道焊接工程施工及验收规范》与SH/ T 3523- 1999《石油化工铬镍奥氏体钢,铁镍合金和镍合金管道焊接规程》相关要求。
(2)所有对接焊缝100%射线探伤。
(3)Inconel625打底焊后、钨极氩弧焊焊完后和全部焊接完毕后,必须做100%渗透检测,全部合格后,方可进行下一道工序。