管道防腐补口施工方案(英文版)
管道防腐补口施工方法

管道防腐补口施工方法
一、施工流程
施工准备→管口清理→防腐刷漆→检查验收→管口补口标识→填写施工、检查记录
二、施工准备
1、防腐涂料的检验:包装应严密、清晰,标明规格、批号、生产日期、产品名称、生产厂商等内容。
2、电火花检漏仪的输出电压应满足设计要求的检漏电压。
三、管口清理
1、管口清理前应记录补口处未防腐的宽度。
2、用钢丝刷、砂布或砂轮机等除锈工具将管口外表面的铁锈、泥土、油污、焊皮等杂物去除干净,使其露出金属光泽(St3级)。
3、当钢管外表面有露水或水渍时,要用干净的棉纱擦拭干净。
并使用合适的加热器烘干或自然风干。
四、防腐刷漆
1、按设计要求的特加强防腐结构为“一底二布六油”,即一层底漆、两层面漆、两层玻璃布、两层中间漆、二层面漆。
2、为了使管口处的外防腐层与管体原有的外防腐层接茬严密,不但要求管口防腐层搭接到管体防腐层上不少于100㎜,而且要使搭接处成圆锥形圆滑过渡。
3、防腐补口前要用刀将管底防腐层高起部分削成坡茬,使搭接严密,不至造成空鼓和褶皱。
4、刷漆时第一道漆表干后,才允许涂刷第二道漆。
涂刷要求均匀,不挂流。
五、补口检测
1、补口外观应逐个检查,表面应光滑平整,无皱褶、无气泡,玻璃布应贴合严密,无空隙。
2、采用电火花检漏仪,对补口进行针孔检查,漏电电压8000V,如出现针孔,应重新补口。
3、补口粘结力,按规定制定的方法检验,如不合格,应加倍抽查,若加倍抽查不合格,则该管线的补口应全部返修。
管道防腐补口补伤施工方案
管道防腐补口补伤施工方案
一、背景介绍
管道在运输、输送介质的过程中往往会因各种原因出现腐蚀、损伤情况,为保
障管道的安全运行及延长使用寿命,必须及时采取有效的防腐补口补伤措施。
本文将针对管道防腐补口补伤施工方案进行详细阐述。
二、施工准备
1.对施工现场进行彻底清理,确保工作环境整洁。
2.准备所需的防腐材料、补口补伤工具及设备。
3.安排经验丰富的施工人员进行操作指导和监督。
三、防腐处理
1.针对管道表面进行清洁处理,去除油污、锈蚀等污染物。
2.使用合适的防腐材料进行喷涂、涂刷或包覆,确保管道表面充分覆盖。
3.确保防腐层均匀且密实,避免出现漏涂、错涂情况。
四、补口补伤处理
1.对出现的管道开裂、磕碰等损伤进行清理、打磨处理。
2.使用适当的补伤材料进行填补,使管道表面恢复完整。
3.保证补伤处和管道表面的密合度和平整度,避免未来漏水、漏气现象
发生。
五、施工验收
1.完成防腐补口补伤施工后,对管道进行全面检查和验收。
2.检查防腐层和补口补伤处的质量,确保符合相关标准和要求。
3.对施工过程中存在的问题进行总结和反馈,为今后的施工经验提供参
考。
结语
管道防腐补口补伤施工是保障管道安全运行的关键环节,只有严格按照规定的
施工方案进行操作,才能确保防腐补口补伤的效果和质量。
希望本文所述的施工方案能够为相关领域的从业人员提供参考和指导,确保管道设施的安全可靠运行。
管道补口施工方案

管道补口施工方案管道补口施工方案目录1、编制依据 (1)2、工程概况 (1)2.1工程地点……………………………………………………………………………1 2.2主要工程量 (1)2.3施工部署 (1)3、原材料的采购与存储 (3)3.1一般规定 (3)3.2无溶剂液体环氧涂料 (3)4、管道补口施工技术措施 (5)4.1施工准备 (5)4.2管道补口施工工序 (6)4.3焊道表面处理 (6)4.4焊道处理的验收 (6)4.5管道防腐层涂覆……………………………………………………………………6 4.6管道补口施工方法 (7)4.7管道补口检验 (9)5、质量目标、控制措施、检验 (9)5.1质量目标 (9)5.2质量控制措施 (10)5.3 质量检验 (10)6、危险识别与控制 (11)6.1危险源及不利环境因素的识别要求………………………………………………11 6.2安全风险 (11)6.3健康风险 (11)1 编制依据1.1 管道防腐线路施工技术要求1.2《钢质管道液体环氧涂料防腐层技术标准》 SY/T 0457-2009(报批稿)1.3《涂装前钢材表面锈蚀等级和除锈等级》 GB/T 8923—19881.4《管道防腐层检漏试验标准》 SY/T 0063-1999 1.5《涂覆涂料前钢材表面处理表面清洁度的评定试验第三部分:涂覆涂料前钢材表面的灰尘评定(压敏粘带法)》 GB/T18570.3-2005 1.6《涂装作业安全规程补口工艺安全及其通风净化》 GB 65141.7 《油气长输管道工程施工及验收规范》 GB50369-20062 工程概况2.1工程地点2.2主要工程量2.3施工部署2.3.1工期要求2.3.2管道补口组织机构成立管道补口施工机组,实施机组长负责制。
补口机组以质量安全为核心,突出技术检查、质量检查、工艺工序检查、材料检查、标准检查,落实管理监督机制。
补口施工机组组织机构如下:3原材料的采购与存储3.1一般规定3.1.1生产商(供货商)资质供应商应提供营业执照、ISO9002质量体系认证等相关文件的复印件,同时应提供经国家认证的质量检测部门出具的本产品技术性能符合材料采购技术要求的测试报告,公司业绩等相关文件。
管道除锈防腐施工方案
管道除锈防腐方案除锈等级要求对于喷射或抛射除锈过的钢材表面,本标准订有四个除锈等级。
其文字叙述如下:Sal轻度的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。
Sa2彻底的喷射或抛射除锈钢材表面应无可见的油脂和污垢,并且氧化皮、铁锈和油漆涂层等附着物已基本清除,其残留物应是牢固附着的。
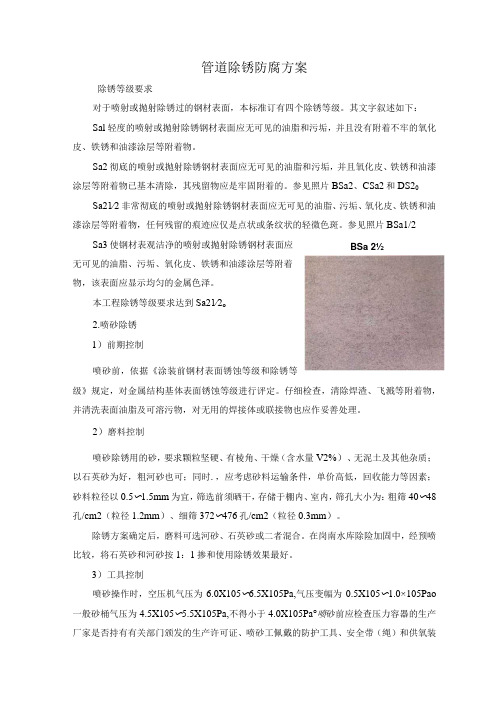
参见照片BSa2、CSa2和DS20 Sa21∕2非常彻底的喷射或抛射除锈钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
参见照片BSa1/2Sa3使钢材表观洁净的喷射或抛射除锈钢材表面应BSa 2½无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,该表面应显示均匀的金属色泽。
本工程除锈等级要求达到Sa21∕2o2.喷砂除锈1)前期控制喷砂前,依据《涂装前钢材表面锈蚀等级和除锈等级》规定,对金属结构基体表面锈蚀等级进行评定。
仔细检查,清除焊渣、飞溅等附着物,并清洗表面油脂及可溶污物,对无用的焊接体或联接物也应作妥善处理。
2)磨料控制喷砂除锈用的砂,要求颗粒坚硬、有棱角、干燥(含水量V2%)、无泥土及其他杂质;以石英砂为好,粗河砂也可;同时.,应考虑砂料运输条件,单价高低,回收能力等因素;砂料粒径以0.5〜1.5mm为宜,筛选前须晒干,存储于棚内、室内,筛孔大小为:粗筛40〜48孔/cm2(粒径1.2mm)、细筛372〜476孔/cm2(粒径0.3mm)。
除锈方案确定后,磨料可选河砂、石英砂或二者混合。
在岗南水库除险加固中,经预喷比较,将石英砂和河砂按1:1掺和使用除锈效果最好。
3)工具控制喷砂操作时,空压机气压为6.0X105〜6.5X105Pa,气压变幅为0.5X105〜1.0×105Pao 一般砂桶气压为4.5X105〜5.5X105Pa,不得小于4.0X105Pa°喷砂前应检查压力容器的生产厂家是否持有有关部门颁发的生产许可证、喷砂工佩戴的防护工具、安全带(绳)和供氧装置是否安全可靠,以及喷嘴磨损情况,当孔口直径增大25%时宜更换喷嘴。
管道补口技术与FBE及3LPE防腐层的适用性
管道补口技术与FBE及3LPE防腐层的适用性Field Joint Developments and Compatibility Considerations 加拿大Canusa-CPS公司Dilip Tailor等王向农译在2004年5月比利时国际管道技术会议上的报告摘要:管道工程师选择适宜的管道防腐层时,需要仔细分析相关技术参数,诸如管径、钢材等级、操作压力和温度、土壤和现场条件、施工技术、回填料、阴极保护与监控方案等。
常把新型防腐层产品的可行性作为这个设计过程的一部分来考虑。
因为事实上,在管道铺设和以后的使用条件下,工厂预制的干线管道防腐层与现场施工的防腐层补口将承受完全相同的应力作用。
因此,选用新技术时,必须考虑到现场焊缝补口技术与选择的工厂预制的干线管道防腐层之间的适用性。
本文叙述了干线管道防腐层与现场焊缝补口技术的现状与发展趋势,重点论述两者之间的适用性与工业试验项目的状况。
一、引言干线管道防腐层与现场焊缝补口防腐层的选择是不同的。
对于陆上管道,通常可选择的管道防腐层有单层熔结环氧粉末、双层熔结环氧粉末、三层聚乙烯(3LPE)和最近新增的多层聚丙烯(MLPP)。
采用最广的现场焊缝补口防腐层有熔结环氧粉末(FBE)、液体涂料和热缩套。
选择适用于干线管道防腐层的现场焊缝补口防腐层的过程需要合乎逻辑的非常可靠的方法。
例如,在采用熔结环氧粉末(FBE)防腐层的干线管道上,选用熔结环氧粉末(FBE)现场焊缝补口防腐层;而在采用三层聚乙烯(3LPE)防腐层的干线管道上,选用三层热缩套作为现场焊缝补口防腐层,这样的选择就是比较合乎逻辑和比较可靠的。
本文讨论了不同区域防腐层的选择倾向,阐述了不同技术的优缺点,着重探讨了不同防腐技术之间的适用性。
人们已经在不同防腐技术之间的适用性方面做了大量研究,如由于环氧与聚乙烯基本极性的不同导致防腐层的附着力很差。
本文还探讨了模拟防腐层施工与使用条件下不同防腐技术之间的适用性研究。
管道防腐层补口技术标准和施工规程

补口工艺的实施问题
总结词
补口工艺的实施是防腐层补口技术的核心,涉及到施工方法、温度、压力等工艺参数的控制。
详细描述
在实施补口工艺时,应确保对口质量、清洁度、干燥度等条件满足要求,同时控制好加热温度、压力、时间等工 艺参数。常见的补口工艺包括热收缩套补口、热收缩带补口、液体涂料补口等,应根据具体情况进行选择。
维护保养
定期对管道防腐层进行维护保 养,保持管道防腐层完好无损
。
04 案例分析
某石油管道的防腐层补口案例
管道材质:高碳钢
效果评估:经过长时间运行,补口处未 出现腐蚀现象,防腐效果良好。
施工过程:对管道表面进行预处理,涂 刷底漆,安装热收缩套,进行烘烤使其 紧密贴合在管道上。
防腐层材料:环氧煤沥青 补口技术:热收缩套补口
THANKS FOR WATCHING
感谢您的观看
03 施工规程
施工前的准备
现场勘查
对管道防腐层补口区域进行实地勘查,了解管道 防腐层现状、损伤程度及周围环境。
设备与工具
选择合适的施工设备与工具,如喷涂设备、加热 设备、搅拌器等,确保设备性口需求,准备相应的防腐材料、补 口材料、辅助材料等,确保材料质量合格。
某城市燃气管道的防腐层补口案例
防腐层材料:3PE 管道材质:不锈钢
补口技术:机械连接式补口
施工过程:对管道表面进行抛光 处理,涂刷底漆,安装机械连接 件,再进行外层防腐层的施工。
效果评估:补口处经过长时间运 行,未出现漏气和腐蚀现象,安 全性能高。
管道外防腐补口方案
输气管道外防腐补口、补伤施工方案一 .编制依据GB7691-2003 《涂装作业安全规程安全管理通则》GBJ87 《工业企业噪声控制设计规范》GBJ36 《工业企业设计卫生标准》腐-7278/明《管道施工防腐部分》SY0007-1999 《钢质管道及储罐防腐蚀工程设计规范》SY/T0407-97 《涂装前钢材表面预处理规范》SY/T0413-2002《埋地钢质管道聚乙烯防腐层技术标准》《防腐材料施工指导说明书》二.工程概况1. 工程简介主要工程量工程特点1.1工程简介……气田的发现,为发展天然气化工提供了原料保障,它不仅是西气东输的顺利实施和……的建设提供了重要的气源保证,还为扩大其它地区的天然气供应奠定了可靠的资源基础。
……是以天然气资源原料而发展的天然气化工项目,此项目的建成可促进内蒙古…地区经济的快速发展,改善…地区人们的生活质量。
而本项目投资建设的…-…输气管道工程则是该工业园及沿线地区用气有利保证。
1.2施工地点……地区1.3主要工程量…长-蒙输气管道…支线的补口工程的主要工程量为全长53.714km的φ508钢管的补口、补伤施工任务。
1.3工程特点本工程的主要工作内容为φ508钢管的补口、补伤作业,而补口施工的重要性在于:管线焊道在焊接中的由于受热应力影响,焊材和基材的差异易形成电化学腐蚀的因素,会在焊口附近形成一个大阴极小阳极的腐蚀电池形态,使得焊口处较原来更快速度的形成腐蚀穿孔。
因而管线补口施工的质量好坏也是影响管线能否长久运营的一个重要因素,为此本项目特将补口、补伤作业作为一个单独的工程项目,由专业防腐施工队伍进行防腐施工。
三.施工组织1.施工部署我公司根据本工程的需要,并结合公司实际情况,抽调优秀的管理人员和一流的施工操作人员,合理的配备施工设备,组建具有高水平的施工队伍,按业主要求的质量、工期、合同造价完成施工任务,以良好的信誉、热忱的服务来满足业主的各项要求。
1.1施工组织机构我公司将成立专门的鄂尔多斯输气管道补口工程施工领导小组,授权…同志组建施工项目部,并全面负责该项目工作。
管道防腐补口补伤施工方案
西南成品油管道工程线路工程黎塘~甘棠河段管道防腐补口补伤施工方案中国石化集团第十建设公司西南管道工程项目部二OO三年九月二十八日西南成品油管道工程线路工程黎塘~甘棠河段管道防腐补口补伤施工方案编制:范豫峰审核:翁大龙批准:毕永明中国石化集团第十建设公司西南管道工程项目部二OO三年九月二十八日管道防腐补口补伤施工方案1.工程概述中国石油化工股份有限公司拟建设“西南成品油管道工程”,本工程为黎塘至甘棠河段,敷设Φ323输油管道一条。
管道防腐层补口全部采用无溶剂液体环氧底漆,外包聚乙烯加强型热缩套,其中黑色耐候性3PE防腐管补口采用耐高温加强型热缩带。
管道的补伤采用无溶剂液体环氧底漆、热缩带或补伤棒。
2.编制依据2.1江汉石油管理局勘察设计研究院提供的施工图纸;2.2 《黎塘-甘棠河防腐部分》说明书;3.施工中执行的技术标准和规范●《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-88;●《涂装前钢材表面预处理规范》 SY/T0407-97;●《辐射交联聚乙烯热收缩带》SY/T4054-93;●《埋地钢质管道聚乙烯防腐层技术标准》SY/T0413-20024.热收缩套施工技术要求●补口补伤人员应经过专门培训,并经考核合格后持证上岗。
●管子对口前先将热缩套套防腐管上,并移至焊口旁边约1.5米处。
●焊口表面预处理:清理补口区域表面的杂物和油渍,原防腐层清理宽度每侧须大于150mm。
●除锈:管道焊接质量检查合格后,接监理防腐委托指令后进行管口的除锈工作。
除锈采用机械喷抛射除锈,除锈质量应达到SY/T0407—97《涂装前钢材表面预处理规范》中的Sa2.5级。
并将与热缩套搭接部位(比热缩套实际搭接宽度每侧窄20mm为宜)的原环氧粉末防腐层清洁、打毛,清扫干净。
●将补口处钢管及搭接部位的环氧粉末涂层加热到55-60℃,然后将调配好的无溶剂液体环氧底漆均匀的涂刷在补口处的钢管表面及搭接部位的涂层表面。
底漆要按厂家提供的使用说明进行,底漆涂刷应均匀,无气泡和凝块。
3PE管道防腐补口、补伤作业指导书
3)焊口两侧涂层应切成≤300的坡角。
3、热收缩带防腐补口施工操作要点
1)喷砂除锈时钢管的预热:为了避免喷砂后加热钢管时产生新的锈迹,在喷砂前应将钢管预热至40℃-50℃(冬季,适当提高预热温度至70-80℃)。对补口部位进行清洁并喷砂除锈至Sa2.5级。
6.2补口补伤材料及现场施工应作好防火、防雨、防潮工作。
6.3操作人员应穿戴劳动保护服装,戴好护目镜和耐热手套。
6.4火焰喷枪、喷灯、喷砂头等不准对人。
6.5液化石油气瓶应竖立放置。
6.6液化石油气瓶中的残余液体不得随意排放。避免火灾和对环境污染。
6.6喷砂除锈和火焰加热时,对面不准站人。
6.7液化石油气瓶存放在通风良好,避免阳光直射和雨淋。应远离易燃易爆危险品和厨房、油料库等。
2)表面预处理后的钢管表面的锚纹深度应达到50~70um。
3)钢管表面预处理后2小时内应进行涂敷作业,表面返锈时,应重新进行表面处理。
4)打毛宽度应与热收缩带覆盖宽度基本一致:同时将热收缩带与管体涂层搭接处清洁并加热、用钢丝刷将其打毛,完毕后,应清除浮渣;涂层打毛深度及密度约为1mm,沿竖向及斜向打毛。如图所示:
②回火
③切忌收缩完成后马上收火,热熔胶随着回火时间的增长、温度的提高而变软、发粘、流动,这时胶面才能与湿润状态的底漆的结合面具有粘接条件。如下图所示:
12)热收缩带收缩、回火完成后,热熔胶应从两端溢出,在热收缩带表面尚柔软时,趁热辊压,挤出气泡。上述步骤完成后,应在固定片的两端各安装一根约150mm长的胶条封边,使之与热收缩带溢出的胶成为整体。如下图所示:
2、补伤施工操作要点
(1)
(2)
3、补伤处的外观质量和检漏应符合规范要求。
地下管道的施工方案(中英文对照)_secret
UNDERGROUND PIPING INSTALLATION 地下管道的安装1.0 SCOPE 范围This Specification, accompanied by other applicable specifications, drawings and details, covers the requirements for field handling, storage, fabrication and installation of ferrous metallic and non-metallic underground piping systems.Wherever a difference exists between this specification and the drawings, the drawing shall govern. No deviation shall be made from this specification without written approval from ***l. In principle handling, storing and installations shall be in accordance with manufacturers instructions. This specification shall be used in conjunction with the "Combined Underground and Paving Plan", herein after called CUPP, and a package, containing standardized details, General Notes and References. 本规范,及其他适用的规范、图纸和详细资料,涵盖了铁质金属和非金属地下管道的现场搬移、储存、预制和安装的要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
QINGDAO RUIKAI HEAT SHRINKABLE MATERIAL CO.,LTD Anti-corrosion and joint wrapping construction process
Execute the standards of the PRC SY/T0413-2002: Technical Standards on
Anti-corrosion PE Layer of Buried Steel Pipes
I、Steps:
1. Clear the weld joint, containing welding slag and other dirt. Then sandblast the surface to remove the rust with minimum derusting class of St0.3
2. After pretreatment of surface, then preheat the weld joint with the required temperature of 50℃-70℃.The flame of blowtorch shall be blue instead of red to prevent flame pollution. After preheating the PE layer, there is need some more winding treatment in order to strengthen adhesion between the heat shrinkable sleeve and the layer.
3. When the preheating temperature is reached, apply the prepared epoxy primer on the surface, the coating should be uniform without any nude part or foreign substance. and the thickness is about 150mm.
4. In three minutes after painting the epoxy primer, apply the heat shrinkable
sleeve( if it requests dry film, you should wait about 40 minutes until the coating is dry ). Preheating the painted steel pipe again, and then heat one end of sleeve with a lap mark till to melt. Align the mark(at the sleeve’s back)then adhesive the joint quickly. Press it level with a roller and promise the hot-melt overflow evenly.
5. Heat fixing patch’s adhesive layer to melt. Lap the fixing patch on the seam and press evenly with a roller.
6. Heat the shrinkable tape from the center to periphery. Firstly shrink the joint gap and then heat and shrink it from the center to one end. Be careful that the heating shall be uniform and movement shall be gradual, so as to avoid the tape carbonization. In case of any air bubble or wrinkle during shrinkable, it is essential to roll it level with a roller to eliminate air bubbles. After shrinkage, heat the surrounding with slow fire until hot melt adhesive overflows from periphery.
7. After all the tape has shrink totally, it is essentials to heat again in order to keep the surface temperature is between150℃--180℃, and keep at least 3 minutes.
8. Quality Inspection: The surrounding of heat shrinkable tape has hot melt adhesive overflows evenly;The surface is smooth, no carbonation, crack, and so on.
II、Quality Inspection:
The surrounding of heat shrinkable tape has hot melt adhesive overflows evenly;The surface is smooth, no carbonation, crack, and so on.
Department of Engineering Technology。