金属加工工艺的润滑特点
活性硫极压添加剂复合的润滑特性
在金属加工中 , 润滑剂的极压性起着重要作用 。 近年来 , 外国许多高品牌的金属加工 (油) 液进入了 中国市场 。通过我们的调查发现 , 凡是实际使用效果 好且被用户普遍接受的金属切削液或塑性成型加工润 滑剂 , 其共同的特点是四球机评定的烧结负荷都十分 高 , 一般都超过 5000N。在实验室用四球机评定金属 加工润滑剂的性能时 , 我们发现烧结负荷 PD 的大小 与润滑剂的实际使用效果有比较好的相关性 , 凡是烧 结负荷高的切削 (油) 液 , 对难切削材料的加工及提 高切削效率 , 延长刀具使用寿命都十分有效 。烧结负 荷高的润滑剂在金属轧制 、冲压 、拉深等塑性成型加 工中对提高产品质量 、延长模具使用寿命 、提高加工 效率同样有好的效果 。提高润滑剂的极压性主要是在 润滑剂中加入硫 、磷 、氯等极压添加剂 。对于加工不 锈钢 、合金钢等难加工材料及攻丝 、拉削 、深孔钻 、 冲压 、拉深等苛刻条件的加工 , 使用活性硫极压润滑 剂效果更佳 。以切削油为例 , 在加工合金钢等难加工 材料时 , 用非活性极压切削油抗粘结的性能差 , 刀尖 上容易形成积屑瘤 , 影响切削加工效果 。改用活性极 压切削油后 , 就可以克服这个缺点 。国内目前市场上 的活性极压润滑剂主要有硫化切削油及以硫化烯烃作 添加剂的润滑油 。普遍存在的问题是颜色深 、气味 大 、操作者不喜欢使用 , 影响到市场的覆盖面 。近年 来外国一些名牌公司许多高尖产品已进入中国市场 , 随着中国加入 WTO , 这些产品价格相应有所 下 降 , 购买也容易 , 而且采用这些添加剂来配制高档润滑剂 价格要比直接购买进口金属加工油液便宜得多 。本文 通过采用美国 LUBRIZOL 公司出品的硫化烯烃极压添
能的增效作用十分显著 , 用 2 %的加入量便能达到满
油基切削液和水基切削液的区别
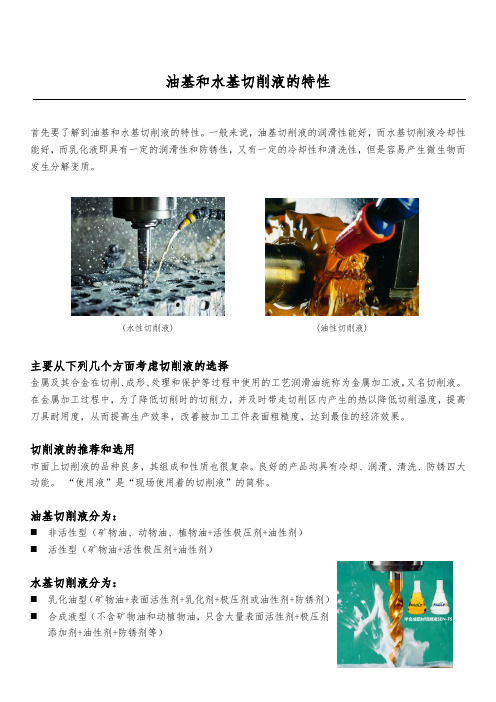
油基和水基切削液的特性首先要了解到油基和水基切削液的特性。
一般来说,油基切削液的润滑性能好,而水基切削液冷却性能好,而乳化液即具有一定的润滑性和防锈性,又有一定的冷却性和清洗性,但是容易产生微生物而发生分解变质。
主要从下列几个方面考虑切削液的选择金属及其合金在切削、成形、处理和保护等过程中使用的工艺润滑油统称为金属加工液,又名切削液。
在金属加工过程中,为了降低切削时的切削力,并及时带走切削区内产生的热以降低切削温度,提高刀具耐用度,从而提高生产效率,改善被加工工件表面粗糙度,达到最佳的经济效果。
切削液的推荐和选用市面上切削液的品种良多,其组成和性质也很复杂。
良好的产品均具有冷却、润滑、清洗、防锈四大功能。
“使用液”是“现场使用着的切削液”的简称。
油基切削液分为:⏹ 非活性型(矿物油、动物油、植物油+活性极压剂+油性剂)⏹ 活性型(矿物油+活性极压剂+油性剂)水基切削液分为:⏹ 乳化油型(矿物油+表面活性剂+乳化剂+极压剂或油性剂+防锈剂)⏹ 合成液型(不含矿物油和动植物油,只含大量表面活性剂+极压剂添加剂+油性剂+防锈剂等)(水性切削液)(油性切削液)⏹半合成液型(含少量矿物油+表面活性剂+极压剂+油性剂+防锈剂)⏹化学溶液型(无机盐类、有机胺+表面活性剂等)⏹乳化油通常称为“可溶行油”,其中含油量一般在70%以上。
其缺点是:冷却性差,而且高温下易挥发,产生油雾,污染环境,必需安装排油污设备,甚至有引起火灾的危险。
不受细菌腐蚀影响,几乎不会引起皮肤病,使用中混入其他润滑油除了会降低添加剂浓度外,无其他不良影响。
关于“原液”和“使用液”油基切削液的原液就是其本身,水基切削液的原液系指稀释前的母液。
像华南地区的FABLE/福邦润滑油旗下的SEN系列的半合成切削液就一直广受客户的好评。
油基切削液靠油的优良润滑作用降低摩擦生热,达到冷却的目的,水基切削液靠水的热导率、比热容、汽化热比油大,粘度比油小的特点达到冷却的目的。
金属冷加工基础

固体废弃物
金属加工过程中产生的固体废弃物应 分类处理,可回收利用的应进行回收, 不可回收的应妥善处理。
噪声污染
采取消音措施,降低设备噪声,减少 对周围环境的影响。
金属冷加工的未来发展趋势与展望
智能化
随着工业4.0的发展,金属冷加工 将向智能化方向发展,实现自动
化、数字化和网络化生产。
环保化
随着环保意识的提高,金属冷加工 将更加注重环保,采用更加环保的 材料和工艺,减少对环境的污染。
个性化
随着个性化消费的兴起,金属冷加 工将更加注重个性化生产,满足消 费者多样化的需求。
THANKS
感谢观看
金属冷加工设备的维护与保养
定期检查
对金属冷加工设备进行定期检 查,确保设备各部件正常运转 ,及时发现并解决潜在问题。
清洁保养
定期对设备进行清洁保养,保 持设备整洁,防止污垢和杂质 的积累。
润滑维护
定期对设备进行润滑维护,保 证设备各部件之间的润滑良好 ,降低磨损和摩擦。
安全操作
遵守设备操作规程,确保设备 安全运行,防止事故发生。
05
金属冷加工工艺流程
毛坯准备
1
毛坯准备是金属冷加工的第一步,包括选择合适 的材料、确定毛坯的形状和尺寸,以及进行必要 的加工以去除多余的材料。
2
毛坯的准备应考虑到工件的性能要求、加工工艺 和生产效率等因素,以确保后续加工的顺利进行。
3
毛坯的表面质量对工件的质量和加工精度有着重 要影响,因此需要确保毛坯表面无明显缺陷和损 伤。
切削加工
切削加工是利用切削工具将金属材料切除,从而获得所需形状和尺寸的加工方法。
切削加工可分为铣削、车削、钻削等,其中铣削是使用旋转切削刀具对金属进行切 削,车削是使用车床对金属进行切削,钻削是使用钻头对金属进行切削。
金属加工液的分类
金属加工液的分类金属加工液是一种广泛应用于金属加工行业中的工业液体,它在金属加工过程中起着润滑、冷却、清洗、防锈等重要作用。
根据其不同的化学成分、物理性质和用途,金属加工液可以分为多种类型。
本文将从不同的角度出发,为大家介绍金属加工液的分类。
一、按照化学成分分类1. 水基金属加工液水基金属加工液是以水为主要成分,加入一定量的化学添加剂、乳化剂、防腐剂等制成的。
它具有良好的冷却性能和润滑性能,而且对环境友好,价格也比较低廉,因此被广泛应用于金属加工行业中。
2. 油基金属加工液油基金属加工液是以矿物油、合成油、动植物油等为主要成分,加入一定量的添加剂、乳化剂等制成的。
它具有较好的润滑性能和防锈性能,但不如水基金属加工液具有良好的冷却性能和环境友好性。
3. 半合成金属加工液半合成金属加工液是水基金属加工液和油基金属加工液的混合物,具有两者的优点。
它可以在满足润滑和冷却要求的同时,提高金属加工的加工精度和表面质量。
4. 合成金属加工液合成金属加工液是利用化学合成方法制成的,不含矿物油或动植物油,具有极佳的润滑性能和冷却性能,同时还具有良好的耐久性和防锈性能,但价格较高。
二、按照用途分类1. 切削液切削液是一种用于金属切削加工的金属加工液,它可以降低切削时的摩擦和热量,延长刀具寿命,同时还可以提高切削质量和表面质量。
2. 冲压液冲压液是一种用于金属冲压加工的金属加工液,它可以减少金属之间的摩擦和热量,降低金属的变形阻力,提高冲压质量和表面质量。
3. 钻削液钻削液是一种用于金属钻孔加工的金属加工液,它可以减少钻头的磨损和热量,延长钻头的寿命,同时还可以提高钻孔质量和表面质量。
4. 磨削液磨削液是一种用于金属磨削加工的金属加工液,它可以减少磨削时的摩擦和热量,延长磨具的寿命,同时还可以提高磨削质量和表面质量。
三、按照物理性质分类1. 水溶性金属加工液水溶性金属加工液是一种在水中可以完全溶解的金属加工液,具有良好的环境友好性和易清洗性,但容易受到微生物和细菌的污染。
长城工业润滑油-13 金属加工液

备注
洛炼拉延油、帕 不影响后续 卡Mu320 焊接
洛炼拉延油
直接用水清 洗
易挥发、免 清洗
喷涂
M0419系列挥发性冲压油
出光AF-3R
易挥发、免 清洗
汽车、摩托车零部件加工用切削油
加工材质
切削方式
选用油品
对照油品牌号
钛合金 轴承钢、合金工具钢、不锈钢
拉削、车削、钻孔 4907钛合金切削油
壳牌万安2425 14
ቤተ መጻሕፍቲ ባይዱ
金属加工液的发展现状
多功能、长寿命、环境友好型水基切削液得到广 泛应用
集中润滑系统取代传统的单机润滑方式 数控机床和加工中心的普及、高转速主轴的采用
促使加工液的性能由润滑性为主向冷却性为主转 变
集中润滑系统的优点
1、节约管理成本 2、降低切削液费用 3、延长切削液的使用寿命
金属加工液的分类
RF系列挥发性冲压油使用实例
河南新飞电器公司 天津铝箔厂 四川长虹电器冲压分厂 成都精密铝带厂
产品介绍
SHMAD-1极压乳化油
本品以精制矿物油为基础油,添加各种 高效油性剂、清洗剂、防锈剂、稳定剂经特 殊工艺制备而成。
主要技术指标
项目
外观
安定性
食盐允许量
pH值
稀 腐蚀试验 级
释
45#St 24h
基切削液
产品介绍
RF系列挥发性冲压油
◣本系列产品由特种基础油、油性剂、抗氧剂及其它添加 剂调配而成。
◣本系列产品具有良好的挥发性与冷却性、合适的润滑 性及不腐蚀金属等特点,可免去加工工件的清洗过程。
◣广泛用于铝合金板、带、箔的冲剪、冲压、轧制等工 艺加工,尤其适用于散热器和蒸发器铝翅片及附属配 件的冲压加工。
《金属加工的基础》课件

包括熔模铸造、金属型铸造、压力铸造等,具有高精度、高效率的特点。
利用冲击力或压力使金属坯料变形,从而得到所需形状和尺寸的锻件。
自由锻
模锻
锻造设备
在模具中使金属坯料变形,可生产出形状复杂、尺寸精确的锻件。
介绍锻造设备的特点和使用方法,如锻锤、压力机和液压机等。
金属加工的发展水平直接影响到一个国家的工业发展水平和综合国力。
现代金属加工技术已经实现了数字化、自动化和智能化,如数控加工、3D打印等技术不断涌现和应用,提高了加工效率和精度,降低了成本和能耗。
金属加工的历史可以追溯到古代,人类最早通过石器、青铜器和铁器等工具进行简单的金属加工。
随着工业革命的发展,金属加工技术不断进步,出现了各种新的加工方法和设备,如铣床、车床、钻床、磨床等。
03
02
01
利用热源将金属接头加热至熔化状态,形成熔池,冷却后形成焊缝。
熔化焊
利用压力将金属接头紧密结合在一起,形成牢固的焊接接头。
压力焊
ቤተ መጻሕፍቲ ባይዱ
分析焊接过程中可能出现的气孔、夹渣、裂纹等缺陷,并提出相应的防止措施。
焊接缺陷
利用车床对金属进行切削加工,可加工各种旋转体零件。
车削加工
利用铣床对金属进行切削加工,可加工各种平面、沟槽和齿形等。
导热性
热膨胀系数
密度
金属的密度通常较大,不同金属的密度也有所不同。
金属具有良好的导热性,可以传递热量。
金属受热时会膨胀,不同金属的热膨胀系数也有所不同。
1
2
3
化学稳定性
某些金属材料具有良好的化学稳定性,如金、银等贵金属不易与酸或碱发生反应。
几种常见金属表面处理工艺-铁的表面处理工艺
金属表面处理种类简介电镀镀层金属或其他不溶性材料做阳极,待镀的工件做阴极,镀层金属的阳离子在待镀工件表面被还原形成镀层。
为排除其它阳离子的干扰,且使镀层均匀、牢固,需用含镀层金属阳离子的溶液做电镀液,以保持镀层金属阳离子的浓度不变。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸。
电镀能增强金属的抗腐蚀性(镀层金属多采用耐腐蚀的金属)、增加硬度、防止磨耗、提高导电性、润滑性、耐热性、和表面美观。
电泳电泳是电泳涂料在阴阳两极,施加于电压作用下,带电荷涂料离子移动到阴极,并与阴极表面所产生之碱性作用形成不溶解物,沉积于工件表面.电泳表面处理工艺的特点:电泳漆膜具有涂层丰满、均匀、平整、光滑的优点,电泳漆膜的硬度、附着力、耐腐、冲击性能、渗透性能明显优于其它涂装工艺.电泳工艺优于其他涂装工艺。
镀锌镀锌是指在金属、合金或者其它材料的表面镀一层锌以起美观、防锈等作用的表面处理技术.现在主要采用的方法是热镀锌.电镀与电泳的区别电镀就是利用电解原理在某些金属表面上镀上一薄层其它金属或合金的过程。
电泳:溶液中带电粒子(离子)在电场中移动的现象.溶液中带电粒子(离子)在电场中移动的现象.利用带电粒子在电场中移动速度不同而达到分离的技术称为电泳技术。
电泳又名——电着(著),泳漆,电沉积.发黑钢制件的表面发黑处理,也有被称之为发蓝的。
其原理是将钢铁制品表面迅速氧化,使之形成致密的氧化膜保护层,提高钢件的防锈能力。
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。
但常温发黑工艺对于低碳钢的效果不太好。
A3钢用碱性发黑好一些。
在高温下(约550℃)氧化成的四氧化三铁呈天蓝色,故称发蓝处理。
在低温下(约3 50℃)形成的四氧化三铁呈暗黑色,故称发黑处理。
在兵器制造中,常用的是发蓝处理;在工业生产中,常用的是发黑处理.采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。
金属塑性加工流动及变形规律
变形抗力不同, 造成流动不均
不均匀变形产生的弯曲现象 1——铝;2——钢
金属塑性加工原理与技术
3. 2. 6 金属性质不均的影响
变形金属中的化学成分、组织结构、夹杂物、 相的形态等分布不均会造成金属各部分的变形 和流动的差异。
金属塑性加工原理与技术
§3. 3 不均匀变形、附加应力和残余应力
金属塑性加工原理与技术
3.2.1 摩擦的影响
摩擦影响的实质:
由于摩擦力的作用,在一定程度上改变了金属的 流动特性并使应力分布受到影响。
金属塑性加工原理与技术
镦粗时摩擦力对变形及应力分布的影响
接触面附近摩擦力,中心大,边部小
变形分成三个区 难变形区、易变形区、自由变形区
三个区的主应力图有区别,主变形图不同
σ1=σ2=σ3 ε1=ε2=ε3=0
0> σ2 = σ1>σ3 ε3<0 ε1=ε2= - ε3 /2
σ1>0 > σ3 σ2 =0 ε1=-ε3 ε2= ? 0 思考:没有摩擦力,怎么变形?
金属塑性加工原理与技术
圆柱镦粗时接触表面单位压力分布图
用有孔的玻璃锤头压缩塑料
发现中间进入圆孔的塑料高度高于 边部
a) 圆型砧(zhen) b) V型砧 c) 凸型砧
金属塑性加工原理与技术
图3-14 沿孔型宽度上延伸分布图
方形坯入椭圆形轧孔,沿 宽向的延伸不均匀,易造 成制品歪扭
3. 2. 4
金属塑性加工原理与技术
外端的影响
外端(未变形的金属)对变形区金属的影响主要是阻 碍变形区金属流动,进而产生或加剧附加的应力和应 变。
变形不均,造成组织、性能不均
金属塑性加工原理与技术
金属加工上油工艺流程
金属加工上油工艺流程英文回答:Metal processing involves various techniques to shape and manipulate metal materials. One important step in the metal processing workflow is the application of oil. The oiling process is crucial as it helps to improve the performance and longevity of the metal products. In this response, I will explain the oiling process in metal processing and its importance.The oiling process in metal processing involves the application of a lubricant or oil onto the surface of the metal. This is typically done using a brush, spray, or immersion method. The purpose of oiling is to reducefriction and heat generation during the metalworking process. It helps to prevent the metal from sticking to the tools or machinery and ensures smooth and efficient operations.There are several types of oils that can be used in metal processing, including cutting oils, forming oils, and rust preventives. Cutting oils are used during machining operations to lubricate the tool and workpiece, reducing friction and heat. Forming oils are used in processes such as bending, stamping, and drawing to facilitate smooth metal deformation. Rust preventives are applied to protect the metal surface from corrosion during storage or transportation.The oiling process is essential for several reasons. Firstly, it helps to improve the tool life and performance. By reducing friction and heat, the oiling process minimizes tool wear and extends the lifespan of cutting tools. This results in cost savings for the metal processing industry as there is less frequent need for tool replacement.Secondly, oiling enhances the surface finish of the metal products. The lubricating properties of the oil prevent scratching or gouging of the metal surface during processing. This ensures that the final product has a smooth and polished appearance, which is important forindustries such as automotive, aerospace, and electronics.Thirdly, oiling helps to prevent rust and corrosion. Metal materials are prone to oxidation when exposed to moisture or air. By applying rust preventives during the oiling process, a protective layer is formed on the metal surface, preventing the formation of rust and extending the product's lifespan.Lastly, the oiling process also plays a role in improving the overall efficiency of metal processing operations. By reducing friction and heat, the energy consumption and heat generation during the metalworking process are minimized. This leads to improved productivity and reduced operating costs for metal processing facilities.In conclusion, the oiling process is an important stepin metal processing. It helps to improve tool life, enhance surface finish, prevent rust and corrosion, and increase overall efficiency. By understanding the significance of oiling and using the appropriate oils for different metalworking processes, manufacturers can ensure high-quality metal products that meet customer requirements.中文回答:金属加工涉及各种技术来塑造和操纵金属材料。
机械加工润滑技术的发展
摩擦学系统中的非铁材料和非金属材料的磨
代 表产品 有美国 斯特劳尔公司Clearedze E 卡
和日本出光兴产公司的Cool E 磨削用润滑
一些脂肪酸或脂类,以确保其具有良好的润 滑性。人们发现。只要向冷却液中加入一定
量 的油酸盐 ,就能较容易地将脂肪酸链打断
(尤其是机床导轨等润滑动面) 的摩擦磨损 问题十分显著, 深受机械制造和维修者的欢
迎 . 德 国的瓦得里希重型机床厂生产的机
组成。外层钢背 是为了 提高材料的机械强度
和承载能力。中间层为烧结球型青铜粉或青 铜丝网的多孔层,以提高材料的导热性,同
同类产品有 HNT , FT 及 JK C 等。卖践 证 明,这类涂层材料对解决机械运动部件
3 润滑三层复合材料
这类材料最有代表性的产品为英国格位
西尔公司DU 和DX 材料。DU 材料是有钢
背、青钥和聚四氟乙烯三层材料组成。而
D X 材料则为钢背、青铜和聚甲醛三层材料
矾法。已经发现,有机磷酸盐对环境污染很 严重。在废液中加入明矾,有机磷酸盐大幅 度减少。( 2 ) 油酸盐法。在冷却液中加入
合物的化学处理法。 无论哪种处理方法, 都是 为了破坏聚四氟乙烯表面分子 C- F 键, 使其 表面发生碳化, 形成活性的双键, 使表面性能 提高。经过这样处理后的导轨软带具有较高
润 滑剂逐渐取代石墨 型润滑剂: (3) 聚合物型 的 润滑剂发展很快。 代表产品有美国 切姆一 特
技术关键在于其表面处理,因其表面具有不 可粘性, 故使它的应用受到限制。 近几年对这 种导轨软带的表面处理方法大致有两种 : 一
这种工艺就是通常 所说 的少、 无切削 加工。 用
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
金属加工工艺的润滑特点
金属塑性(成型)加工是指利用模具使金属在应力下塑性变形,如轧、拉拔、冲压、挤压等。
通常把金属变形用的润滑剂称为金属加工工艺用液体。
本节只叙述金属加工工艺用液的相关内容,关于金属成型设备,如:轧机、锻锤、压力机及油膜轴承的润滑,详见钢铁冶金机械的润滑。
一、金属成型加工工序的类别及金属塑性加工工艺用润滑剂的分类:
1、金属成型加工工序的类别:金属成型过程分为初级成型和二次成型过程的,在成型加工中从熔融金属到成品零件的完成一般的加工工序是:铸模成型、热轧、热压、冷轧、拉拔或冷压。
热加工过程通常用于初级加工或大变形加工过程。
这部分过程通常包括:锻造、轧制、挤压、拉杆、拉丝、制造无缝管。
二次成型过程主要指薄板成型过程(含冲压),涉及一系列的零件形状,该过程可以按许多方式分类,在此不做详细说明。
2、金属成型润滑剂的分类:
ISO于1986年通过IS06743/7,按油基、水基将加工液分为 MH和 MA两大类,又根据每类的化学组成、应用各分为8类和9类,共17类,该标准将目前众多的金属加工液的品种均可包含进去,我国已等效采用了该标准,制定了 GB7631.5。
以下的分类是根据溶液介质状态进行分类。
1)、纯油型:
包括矿物油、动植物油及其混合物,通常加入含硫、磷、氯的极压抗磨添加剂,具有良好的润滑性,用在负荷大的工序,但冷却性能较差。
从环保的角度,现在惰性极压添加剂(PEP)有取代含磷硫添加剂的趋势。
2)、可溶性油:
含80%以上的油,加入乳化剂、添加剂和水,形成不透明的乳化液,胶体颗粒大于1微米,既具有纯油性润滑剂的良好润滑性,也具有水溶液的良好的冷却性,而且能减少着火的危险,使用时需稀释,比例大约是20:1,缺点是容易被细菌污染变质。
同时可用于有色金属的加工,PH值保持在8-9之间。
3)、半合成液:
基本上是水溶液,含有少量的油(10-30%),乳化颗粒很少(0.05-1.0微米),半合成液化的冷却性能比可溶性油好但润滑性则不如可溶性油.外观与乳化颗粒大小有关,使用时需要稀释.
4)、合成液:
不含油的透明水溶液,添加剂加入量可达50%,使用时需要稀释成2-10%水溶液。
具有极好的冷却和清洁作用,滑性因添加剂不同有很大区别。
缺点是废液不容易处理。
二、金属成型润滑剂的作用及性能:
1、金属成型润滑剂的的作用有如下几个方面:
1)、减少摩擦,对被加工金属和模具起到润滑、冷却的作用,从而减少动力消耗;
2)、减少模具磨损,延长工模具的使用寿命;
3)、改善加工金属表面的质量及精度,提高光洁度;
4)、控制温度、控制加工工件在加工过程中的热损失所造成的温度梯度以减少加工变形,并起散热和隔热的作用,一防止工件急冷和模具的热冲击;
5)、保护加工金属表面不受氧化或绣蚀。
2、金属成型加工润滑剂的性能特点:
金属润滑剂的性能特点因不同的成型操作方式而异,以下按金属成型加工工序:锻造、轧制、挤压、拉拔和薄板成型五个工序来作出说明:
1)、锻造润滑剂
锻造的定义:在开式模中压缩或镦粗以及在闭式模中使粗胚成型的过程。
作为锻造润滑剂应具备以下特性:
A:均匀的湿润表面以防局部无润滑;
B:不能有残渣的存在,会影响表面质量和加工精度;
C:不能腐蚀模具,同时给模具提供保护涂层;
D:具有一定的冷却作用;
E:适合用于自动给料,最好适合用于喷涂方式;
F:不污染环境,不形成对身体有害的物质;
G:存储安定性好;
H:浓缩型润滑剂可稀释成满足不同润滑要求的锻造工艺。
锻造过程中的润滑剂的使用方法主要是喷涂或用刷子刷涂,固体层状润滑剂(C或MOS2)也可以和聚合物一起用于模具表面。
自动喷涂设备的发展能均匀有效的应用润滑剂。
以下按锻造的方式分别简述润滑剂的使用:
冷锻:一般用复合润滑剂,如果金属变形小,如镦或压的的情况下,则用高粘度流体,如冲击速度高,则采用底粘度润滑剂。
典型的使用:磷酸盐涂层适用与碳钢或低合金钢,草算盐涂层适用于不绣钢。
温锻:受温度的限制,大多数有机类润滑剂不能使用,而必须以固体润滑剂或无机盐。
热锻:温度400-1650度,润滑剂通常是油基或水再添加固体润滑剂。
对于镍合金、高熔
点合金和钛,由于温度高需要用玻璃涂层,润滑的同时起到防止氧化。
对于活性金属或粉末金属的锻造则要用包覆工艺。
旋锻:冷锻的一种,利用润滑剂膜可以延长模具的使用寿命和增加表面光洁度。
西班牙老鹰Brugarolas公司的BESTRIL65 AG、75 AG含石墨添加剂,广泛用于铜和钢的锻造和冲压。
2)、轧制
轧制分为冷轧和热轧,以再结晶温度为区分点。
轧制中的润滑剂的主要功能是减少摩擦和轧辊的磨损。
控制温度是润滑剂的另一个功能。
冷轧:冷轧一般用于生产带材,其轧速较高,在轧辊与轧件之间形成、保持一定厚度的润滑剂膜是进行有效润滑的必要条件,楔形油层靠轧辊转动而形成油膜,通常为混合润滑状态,该状态是不稳定的随轧制过程工艺参数的变化而变化。
主要因素是轧辊直径、轧制速度、轧辊粗糙度及道次压下量。
润滑剂的选择不仅取决与设备和产品的质量要求,还取决于对润滑作用或冷却作用所需控制的方式。
但对润滑剂的最基本的要求能显著减低摩擦,保证轧件的表面光洁度同时具有较强的冷却作用。
现在水基型润滑剂有取代油型的趋势。
板材热轧:热轧的温度与锻造的温度相近,热轧润滑时一般属边界润滑状态,钢材可以干轧。
热轧铝材不能干轧,因为干轧时轧辊会粘上铝及其氧化物,使轧制作业不能正常进行。
钢材热轧时温度在800-1250之间,变形区的辊面温度高达450-550,必须不断的用大量的水冷却轧辊,所以润滑剂必须具有以下特性:A:对辊面有良好的附着力,不易被水冲洗;
B:高温下有良好的热稳定性;
C:对环境无污染。
型材的轧制:型材的复杂面使轧辊与轧件接触面之间产生高速相对运动,虽然润滑剂的使用和板材的轧制类似,但由于操作条件更加苛刻,因此在供给系统上要采取一些特殊的措施。
管材热轧用石墨悬浮液、盐溶液或其他用于热轧的润滑剂,冷弯型材和管材冷轧时,使用冷轧润滑剂,但冷弯型材要特别注意润滑剂的防锈功能。
西班牙老鹰Brugarolas公司用于金属成型的BESTRIL系列润滑剂,在有色金属和合金的轧制工艺中有良好的表现,如:BESTRIL 190 、BESTRIL 192 、BESTRIL 710,不含氯,用于铜及青铜的轧制。
3)、挤压:
挤压的定义;是金属材料的截面作显著的改变,并迫使其沿正向或反向通过一定形状和尺寸模孔的工艺过程。
挤压工艺特别适合用于加工高精度和复杂截面的型材,如:齿轮、精密管材和型材、钻头等。
只需要做少量加工或不需再加工。
采用挤压润滑剂可减少摩擦应力,使金属更加均匀的流动,可增加模具的使用寿命和降低温升。
用于锻造润滑的众多润滑剂也适用于挤压,由于工件材料有高的强度,因此模具中的应力很高,所以冷挤压对润滑较高,常用润滑剂有石墨或草算类涂层,随后用皂、蜡或聚合物做润滑剂。
热挤压温度高达2200度,石墨的润滑效果很难满足要求,一般采用玻璃作润滑剂,玻璃的熔点必须与热挤压温度相适应。
4)、拉拔:
拉拔的定义:将圆柱形毛胚拉过锥形模孔而使其截面缩减和长度增加的过程。
通常是冷加工过程。
拉丝是一个连续和稳定的过程,拉管才和杆材是间歇作业。
润滑剂可降低拉拔应力和能耗,减少模具拉裂和保持较低温度。
由于拉制产品的表面的光洁度是一项很重要的指标,为保持润滑膜的厚度,选择合适的润滑油的粘度是非常关键。
拉拔作业有两种基本的润滑方法:干式和湿式:
干式拉伸:固体或半固体润滑剂加在石灰涂层或转化涂层上,再涂覆到进入模具的材料表面;
湿式拉伸:整个系统浸在润滑剂中,润滑很充分,一般用乳化液,有良好的冷却效果。
管材拉拔:拉管的过程中,润滑是极关键的因素。
固定顶头拉伸时,通常不希望有摩擦力;游动顶头拉伸时希望有适当的摩擦力以减少轴向拉应力作用下拉断的倾向。
线材拉拔:由于金属丝与模具间的快速相对运动,润滑剂通过降低应力减少金属丝的粘着,塞滞和断裂的倾向,同时提高模具的寿命,降低设备功率的消耗。
润滑剂一般含有极压添加剂的乳化液,以及固体润滑剂:石墨,MOS2、滑石等。
弯管:在用弯管时,管的内外表面需要不同的润滑剂,。
顶头与内表面之间一般用粘稠的矿物油或膏壮物作为润滑剂;管的外表面与模具之间需要用低粘度润滑剂。
在润滑剂的选择时要考虑减少清洗的困难。
西班牙老鹰Brugarolas公司的BESTRIL 248、BESTRIL260、BESTRIL540、BESTRIL590粘度低,易挥发,不含氯广泛用于钢、铝和铜的拉拔工艺。
5)、薄板成型:
薄板成型有名冷冲压,是将各种不同规格的金属板料或胚料,在室温下对其施加压力使之变形或分离而获得所需各种形状零件的一种加工工艺。
冷冲压对表面粗糙度有很高的要求,所以有效的、连续的和均匀的润滑作用对得到良好的外形尺寸和表面光洁度很重要,润滑剂的应用方法是辊式涂抹、刷滴流或喷涂。
精密冲裁的润滑剂的润滑性和清静性是两个需要关注而有矛盾的面,所以一般利用低粘度润滑剂,其中再添加极压添加剂。
西班牙老鹰Brugarolas公司的BESTRIL 590适合用于镀锌板的成型,BESTRIL 575适合用于钢和铝板的冲压;BESTRIL 2050作为压铸合金的脱模剂。