拉拔式无芯弯管模型槽的改进_李晓红
锅炉换热设备中螺旋槽管的数值模拟与结构参数优化
分 析各 种结 构对 传 热 过程 的影 响 , 并 开 发 新 型 高
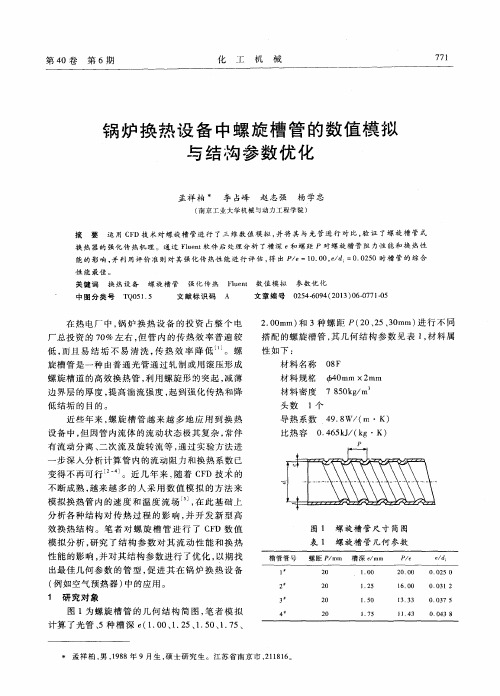
效 换热结 构 。笔 者对 螺 旋 槽 管 进 行 了 C F D数 值 图l 螺旋槽 管尺 寸 简图
模 拟分 析 , 研 究 了结 构 参 数 对 其 流 动性 能 和 换 热 性 能 的影 响 , 并对 其结 构参 数进 行 了优 化 , 以期 找 出最佳 几何参 数 的管 型 , 促 进其 在 锅 炉 换 热设 备 ( 例 如空 气预 热器 ) 中的应用 。
用还 没有 形成 。总 的来 说 , 螺 距 的 增 大减 弱 了边
界层 的分 离 , 减弱 了涡 流的产 生 。所 以 , 当槽深 和
凸起 处前 与 管壁 再 附 产 生漩 涡 , 加 快 了流 体 的湍 动 程度 , 同时 在分 离边 界上形 成 自由剪 切层 , 将外 部 的流 体 与分 离 区 域 的流 体 分 割 开 来 。另 一 方 面, 分离 区的上 边界 处 涡 流 强 烈作 用 于来 流 的 主
第4 0卷
第 6期
化 【 机 械
7 7 l
锅 炉 换 热 设 备 中螺旋 槽 管 的数值 模 拟 与 结构 参 数 优 化
孟祥 柏 李 占峰 赵 志强 杨 学忠
( 南 京 工业 大学 机 械 与动 力 工 程 学 院 )
摘 要 运 用 C F D技 术 对 螺 旋槽 管进 行 了 三 维 数 值 模 拟 , 并 将 其 与 光 管进 行 对 比 , 验 证 了螺 旋 槽 管 式
钢管夹持机构的模态分析与优化

Modeling and Simulation 建模与仿真, 2022, 11(1), 214-223Published Online January 2022 in Hans. /journal/moshttps:///10.12677/mos.2022.111019钢管夹持机构的模态分析与优化胡雷,温辉,周成上海理工大学,上海收稿日期:2021年11月29日;录用日期:2022年1月19日;发布日期:2022年1月26日摘要针对某钢管夹持机构的振动问题,本文应用SolidWorks三维建模软件对钢管夹持机构实体进行简化建模,采用Workbench有限元软件对钢管夹持机构进行模态分析,计算并分析了其前四阶固有频率和模态振型。
在此基础上,对其结构形状,尺寸参数和固定端支撑方式进行了定向优化,并将优化前后固有频率改变进行了对比。
结果证明改变结构形状尺寸和固定端支撑方式对优化机构动态特性具有一定可行性。
关键词模态分析,模态优化,固有频率,振型Modal Analysis and Optimization of SteelPipe Clamping MechanismLei Hu, Hui Wen, Cheng ZhouUniversity of Shanghai for Science and Technology, ShanghaiReceived: Nov. 29th, 2021; accepted: Jan. 19th, 2022; published: Jan. 26th, 2022AbstractAiming at the vibration problem of a steel pipe clamping mechanism, in this paper, SolidWorks was used to simplify the model of the clamping mechanism for steel tubes. Workbench was applied to analyze the modality of the clamping mechanism for steel tubes, and the first 4 natural frequen-cies and mode shapes were calculated and analyzed. The structure, the parameters of size and fixed support were optimized, and the natural frequency changes before and after optimization were compared. The results show that it is feasible to optimize the dynamic characteristics of the me-chanism by changing the shape and size of the structure and the support method of the fixed end.胡雷 等KeywordsModal Analysis, Modal Optimization, Natural Frequency, Mode ShapeCopyright © 2022 by author(s) and Hans Publishers Inc.This work is licensed under the Creative Commons Attribution International License (CC BY 4.0)./licenses/by/4.0/1. 引言钢管夹持机构主要应用于管状钢材的运输存放(图1)。
一种新型弯管传输辊道
1 新型弯管传输辊 道的结构和参数
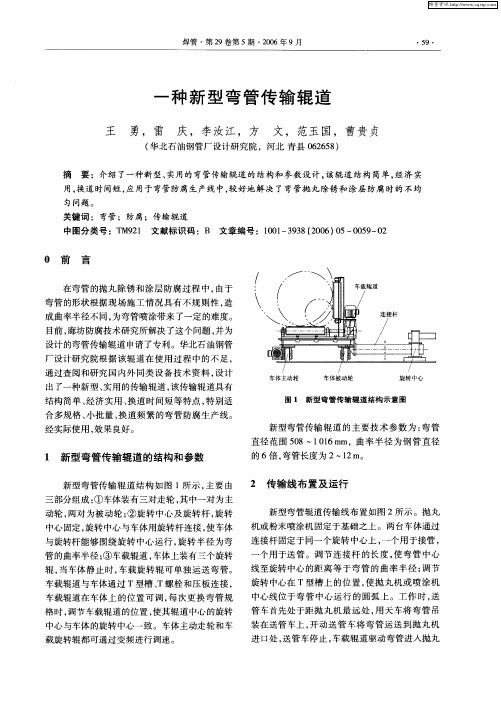
新型弯管传输辊 道结构 如图 1 所示 , 主要 由பைடு நூலகம்
的 6倍 , 弯管长度为 2 1 m。 —2
2 传输线布置及 运行
新型弯管辊道传输线布置如图 2 所示 。抛丸
机 或 粉末 喷涂 机 固定 于基 础 之 上 。两 台车 体通 过 连 接 杆 固定 于 同一 个 旋转 中心 上 , 一个 用 于接 管 ,
维普资讯
焊管 ・ 2 第 9卷第 5期 ・ 0 6年 9月 20
・ 9・ 5
一
种 新 型 弯 管传 输 辊 道
王 勇 ,雷 庆 ,李汝江 ,方 文,范玉 国,曹贵 贞
( 华北石油钢管厂设计研究院 ,河北 青县 0 25 ) 6 6 8
摘
一
三部分组成 : ①车体装有三对走轮 , 其中一对为主 动轮 , 两对为被动轮 ; 旋转中心及旋转杆 , ② 旋转
中心 固定 , 旋转 中心 与车体 用 旋转 杆连 接 , 车体 使
与旋转杆能够 围绕 旋转 中心运行 , 旋转半径为弯
管的曲率半径 ; ③车载辊道 , 车体上装有三个旋转
辊 , 车体 静 止 时 , 载 旋 转辊 可 单 独 运 送 弯 管 。 当 车 车载辊 道 与 车体通 过 T型槽 、 栓 和压 板 连接 , T螺 车载辊 道 在 车体 上 的位 置 可 调 , 次 更 换 弯 管 规 每
个 用于 送 管 。调 节 连 接 杆 的 长 度 , 弯 管 中心 使
线至旋转 中心 的距离等于弯管 的曲率半径 ; 调节 旋转中心在 T型槽 上的位置 , 使抛丸机或喷涂机
中心 线位 于 弯 管 中心 运 行 的 圆弧 上 。工作 时 , 送 管车 首先 处 于距 抛 丸机 最 远处 , 天 车 将 弯 管 吊 用
管材三维无芯弯曲过程有限元模拟
可 以找 出管材 产 生 成形 缺 陷 的原 冈 , 优 化 管材 二 维 弯 曲成 形 I 艺, 从而 提 高 管材 的弯 曲成 形 尺寸 精 度
利 形状精 度 。
制 造 的弯 曲 零件 具有 质蛙 轻 、 韧 度 高等 特 点 , 满 足 低 耗 高效 、 精 确 制 造 等方 面 的要 求 p , , 管 材 弯 曲成 形
t h e t ub e wi l l b e p r on e t o c r a c k i ng n d a wr i nk l ng i . Ke y wo r d s :t ube ;n o. ma n dr e l be nd ng i ;f in i t e e l e me nt ;d i e n d a mo ld u
模 具 工业 2 0 1 3 年 第3 9 卷第9 期
3 3
管 材 三 维 无 芯 弯 曲 过 程 有 限 元 模 拟
李 秋,王华君 ,田梦芸,孔祥志,彭春宇 ( 武汉理工 大学 材料科学与工程学院,湖北 武汉 4 3 0 0 7 0 )
摘要: 建立了管材三维 弯曲戍形有 限元模 型, 对管材弯曲成形过程进行模 拟, 分析 了管材 弯曲过程 中应 力、 应变分布情况, 探讨 了弯曲角速度对管材成形过程的影响。结果表 明, 管材弯曲过程 中, 弯角外侧 管壁壁厚减薄,弯角内侧管壁壁厚增 大。 弯曲角速度越 大, 管材 内外侧壁厚 变化越 大, 越 容易发生拉 裂、 起 皱等畸变。 关键词: 管材; 无芯弯曲; 有限元 ; 模具 中图分类号 : T G 3 8 6 . 4 3 文献标识码 : B 文章编号 : 1 0 0 1 — 2 l 6 8 ( 2 0 1 3 ) 0 9 — 0 0 3 3 — 0 4
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《模具工业》2002.No.3总253
30
拉拔式无芯弯管模型槽的改进
李晓红,蔡多谋,谈微
(哈尔滨锅炉有限责任公司,黑龙江哈尔滨150046)
摘要:介绍了拉拔式无芯弯管的概念及工艺过程,结合生产实践,介绍了无芯弯管型槽的设计方法及改
进过程,弯管模的型槽对管子弯头截面形状起着决定性的作用。
关键词:弯管模;芯子;扇形盘;滑槽;型槽
中图分类号:TG386.2文献标识码:B文章编号:1001-2168(2002)03-0030-03
ImprovementintheGrooveoftheDrawing_Typed
Tube_BendingDiewithNoCore
LIXiao_hong,CAIDuo_mou,TANWei
(Ha'erbinFurnaceCo.,Ltd.,Ha'erbin,Heilongjiang150046,China)
Abstract:Theconceptofdrawing_typedbendingwithnocoreanditstechnologicalprocesswere
introduced.Themethodfordesigningthegrooveforbendingthetubewithnocoreandtheim-
provementprocesswerestatedintegratingtothepracticalproduction.Thegrooveofthe
tube_bendingdieplaysadecisiveroletotheshapeoftherooksectionofthetub.
Keywords:tubebendingdie;core;fanlikedisk;slidegroove;groove
1拉拔式无芯弯管工艺图1为拉拔式弯管模,弯管模通过扇形盘9套在弯管机主轴上,由插在弯管机上的传动销11推动弯管模夹板使弯管模绕主轴旋转,管子的一端由活动夹块5固定在扇形盘上,活动夹块由插在上、下夹板上的偏心轴1压紧。管子要弯曲部分则由滑槽2(或压紧轮)压靠在弯管模上。通过弯管模与滑槽(或压紧轮)之间的相对移动,使管子被缠绕在模具上,从而获得所需要的弯曲半径的弯头。在弯管
机上用拉拔工艺进行弯管时,为了避免弯头外侧管
壁塌陷(即截面产生椭圆度),传统的方法是在管内
用芯子加以支撑,这种方法习惯上称为有芯弯管
法。后来,人们用预加反变形法,不再在管内加芯子
支撑进行弯管获得成功,这种方法被称为无芯弯管
法。该法适用于管壁厚/管子外径≥0.1的管子。
2型槽的作用
管子在弯矩M的作用下,受力如图2所示。外
壁受拉力σL的作用而减薄,内侧受压力σr的作用
而增厚,同时径向合力N1及N2使截面失去圆形
——————————————————————
作者简介:李晓红(1973-),女,辽宁省葫芦岛人,助工,从事模
具及工装设计,地址:哈尔滨市动力区大庆路17号,哈尔滨锅炉
有限责任公司工艺处,电话:(0451)2199048
收稿日期:2001-07-12
5结束语汽车油箱端盖零件的加工采用新的成形工艺及模具后,具有以下优点:(1)工序数、模具数及设备使用数大大减少。(2)模具结构简单,模具材料要求降低,这给模具加工带来方便。(3)避免了原拉伸及翻边工艺中零件的破裂、起皱等缺陷,提高了产品的合格率。(4)由于仅需小吨位的油压机,便于实现生产的柔性化,且降低了车间噪音。生产实践证明,该工艺很好地满足了轻型汽车油箱端盖零件的尺寸精度要求,其高效、节能、低噪音的生产特点,符合现代绿色制造业发展的要求。
参考文献:
[1]俞彦勤,黄早文.翻管技术及其模具[J].模具工业,
1999,(4)
[2]黄早文,俞彦勤,李尚健.圆角模翻管特点的研究[J].
锻压技术,1995,(2)
[3]黄早文,俞彦勤.轴压翻管力及影响因素分析[J].
中国机械工程,1996,(1)
[4]吴诗.冲压工艺学[M].西安:西北工业大学出版
社,1987.
享
忄
《模具工业》2002.No.3总253
31
图1弯管模
———在无模具自由弯曲情况下截面被压扁成椭圆,
当应用带槽模具弯曲时,内侧保持圆形,外侧则呈
平形(厚壁管)或内凹形(薄壁管),若同时在管内加
芯子支撑,则外侧虽然可保持近似圆形,但管壁减
薄将加剧。外壁减薄、截面失圆和内壁起皱等缺陷
削弱了管子抵抗压力的强度,增加了管内介质的流
动阻力,因此各类产品都对这些质量要素提出严格要求。无芯弯管是利用弯管模具(扇形盘、滑槽或压紧轮)的特殊型槽对管子截面预加一个反变形,以抵消弯曲引起的椭圆度。图2受力分析3型槽的改进3.1传统型槽我公司60~70年代,普遍采用图3所示型槽形式(暂称为传统型槽)。传统型槽设计理论认为:(1)由于弯管时内侧管壁受挤压而充满于扇形盘型槽,且因管子弯曲后截面必然变细,所以扇形盘的槽形应为半圆形,其半径应等于缩细后弯头截面的理论半径。(2)滑槽(或压紧轮)对管子施加的最大反变形以选择和截面纵向坐标线成22°30′的方向最为有利。(3)整个模具封闭型槽的周长等于管子的原始周长,以避免型槽太小而产生冷拔现象。基于这些原则,型槽尺寸计算公式为:R1=0.5εD,R2=εD,R3=0.5-(0.2/RX)D,H=(2-1.5ε)D,其中D为管子外径名义尺寸,RX=R/D(相对弯曲半径,R为管子中心弯曲半径),缩径系数ε=1-0.075(1-tx)RX-1.5,tx=t/D(相对壁厚,t为管子名义壁厚)。在大多数产品所允许的椭圆条件下(通常7%~12%),一种尺寸的型槽可适用于较宽的RX值范围,这种弯头截面略呈三角形。图3传统型槽3.2系统弯管型槽
80年代,我公司建立了系统弯管生产线,大量
管子弯曲由系统弯管型槽生产线完成,系统弯管型
槽在生产中占有重要地位。系统弯管型槽分冷、热
弯两类按不同原则设计。这里以冷弯为例,其扇形
盘型槽与滑槽型槽设计方法如下:图4为扇形盘型
槽形状,R1=D/2(D为管子外径),r1=0.375D,
扇形盘外缘与管子中心以15°过渡。图5为滑槽的型
槽形状,R2=D,r2=0.4D,X为实验值,不同管径
X的值是不相同的,实验值见表1,此种型槽的管子
弯头截面略呈方形。
3.3新型槽
进入90年代以来,我公司分包产品明显增多,
相对弯曲半径小的弯头(如RX=1.42mm)越来越
多。在这种苛刻的条件下,弯头截面呈三角形或方
1.偏心轴2.滑槽3.上夹板4.下夹板
5.活动夹块6.固定夹块7.螺栓8.螺
钉9.扇形盘10.垫块11.传动销
《模具工业》2002.No.3总253
32
冲压热轧钢板的冲模设计
胡建国
1,江海涛2
(1.马鞍山市鼎泰金属制品公司,安徽马鞍山243013;2.安徽工业大学,安徽马鞍山243002)
摘要:在热轧钢板的冲模设计时,应考虑到其材料表面氧化皮的排屑问题,这样可提高模具的寿命。
关键词:冲压;热轧钢板;冲模设计
中图分类号:TG386.2文献标识码:B文章编号:1001-2168(2002)03-0032-04
DesignoftheDieforStampingHotRolledSteelSheet
HUJian_guo
1,JIANGHai_tao2
(1.MaanshanDingtaiMetalProductsCo.,Maanshan,Anhui243013,China;
2.AnhuiUniversityofTechnology,Maanshan,Anhui243002,China)
Abstract:Inthedesignofthedieforstampingthehotrolledsteelsheet,theproblemofremovin
g
theoxidatedscrapsonthematerialsurfaceshallbetakenintoconsideration,bywhichtheservice
lifeofthediecouldbeextended.
Keywords:stamping;hotrolledsteelsheet;diedesign
图4扇形盘图5滑槽
形的情况加剧,而外商对弯头截面形状要求很严,于是寻找新的型槽,使管子弯头截面形状和椭圆度能满足要求。经过大量实验,选择扇形盘和滑槽的型槽如图6、图7所示。尺寸计算如下:(1)缩径系数ε=1-0.075(1-tx)RX-1.5,管子缩后直径D1=εD,D为管子名义外径尺寸。(2)型槽分配。a.扇形盘型槽周长为0.507倍管子名义外径周长,即:0.507×管子名义外径周长=πR1+2H,R1=εD/2。b.滑槽型槽周长=0.439×管子名义外径周长。图6扇形盘图7滑槽B=εD,L根据实际条件取不同值。在一般情况下,可按表2取值。
生产实践表明,该型槽在滑槽压紧力足够大时,
能够很好地保证弯头的形状及椭圆度。
参考文献:
[1]王洪斌.钢管无芯弯曲及变形的计算.金属制作机
械工程手册第7卷[M].机械工业出版社,1982.
表2滑槽尺寸L的选取值
RXR2R3L
1.5~20.94D0.37D0.54D
2~30.70D0.40D0.52D
3~3.50.55D0.42D0.51D
D38425154576063
X13.5515.720.522.523.825.327
表1不同管子直径时的X值mm