双蓄热步进梁式加热炉控制系统的设计
步进梁式加热炉液压系统优化设计

步进梁式加热炉液压系统优化设计摘要:结合步进梁的运动工况,分析了步进梁式加热炉液压系统的工作原理及其缺陷,并对原液压系统进行了优化设计,优化后的液压系统不但能满足系统的工况要求,还大幅提高了系统的可靠性和稳定性。
1 概述现代化的钢坯加热炉不断向大型化、高度自动化的方向发展,在低耗能、环保等方面也提出了更高的要求。
某钢厂热轧线步进式加热炉建于上世纪70年代,驱动方式为液压传动,至今该液压系统已经运行30多年,部分液压元件已淘汰,控制技术落后,控制精度低,已不能适应国家节能减排及当前该厂产能需求,急需对原液压系统进行改造和优化。
2 步进梁式加热炉原液压系统原理及其缺陷2.1步进梁加热炉工况分析为了钢坯的轻托轻放,步进梁周期动作为:步进梁上升(给定信号 加速→定速→中间减速→中间定速→中间加速→定速→减速→停止)→步进梁前进(给定信号→一次加速→二次加速→定速→一次减速→二次减速→停止)→步进梁下降(给定信号→加速→定速→中间减速→中间定速→中间加速→定速→减速→停止)→步进梁后退(给定信号→一次加速→二次加速→定速→一次减速→二次减速→停止)[1]。
步进梁运动轨迹与速度图如图1所示,运动周期为45秒。
起点上升649mm 下降649mm 后退600mm前进600mm 753l/min 43mm/s408l/min 23mm/s753l/min 43mm/s泵供502l/min 差动1338l/min 76mm/s 泵供502l/min 差动1338l/min 76mm/s 泵供251l/min 差动670l/min 38mm/s 502l/min 118mm/s314l/min 135mm/s 运行周期45s图1 步进梁周期运动轨迹与速度图2.2 步进梁加热炉原液压系统原理步进梁式加热炉液压原理简图如图2,该液压系统泵站采用了三台油压平衡型双联定量叶片泵泵供油,主泵最高工作压力17.5 MPa ,在压力为15MPa ,转速为960r/min 时,H 泵流量为157 L/min ,S 泵流量为94 L/min ,总流量为251L/min 。
【精品】步进式燃气加热炉结构及控制系统设计毕业论文设计

河北工业大学毕业设计说明书题目:步进式燃气加热炉结构及控制系统设计毕业设计(论文)原创性声明和使用授权说明原创性声明本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的指导下进行的研究工作及取得的成果。
尽我所知,除文中特别加以标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果,也不包含我为获得及其它教育机构的学位或学历而使用过的材料。
对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作了明确的说明并表示了谢意。
作者签名:日期:指导教师签名:日期:使用授权说明本人完全了解大学关于收集、保存、使用毕业设计(论文)的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本;学校有权保存毕业设计(论文)的印刷本和电子版,并提供目录检索与阅览服务;学校可以采用影印、缩印、数字化或其它复制手段保存论文;在不以赢利为目的前提下,学校可以公布论文的部分或全部内容。
作者签名:日期:步进式燃气加热炉结构及控制系统设计摘要:工业炉的设计的目的是参考现有炉型,以热工理论为指导,设计出结构更完善的炉体结构。
本设计充分考虑了工业炉系统的各个方面。
对于炉膛,采用一般的平顶结构,使整体成本造价和安装费用大幅度降低。
对于烟道,由于加热圆形工件时,工件下方尚有一定空间且工作间距固定可在装料侧墙下部排烟。
对于天然气的预热,采用烟气加热天然气。
对于燃烧器,采用半喷射式烧嘴,与喷射式烧嘴相比,不仅缩短了烧嘴长度,而且通过调节一、二次空气量,从而在一定范围内可调节火焰长度。
对加热炉自动控制系统的设计,使加热炉更易于使用。
关键词:步进式燃气加热炉控制系统the design of walking-beam gas furnace structure and control systemAbstractthe design purpose of Industrial furnace is to reference existing furnace, With thermodynamic theory as the guide,designed structure more perfect furnace construction.This design is considered with the fully industrial furnace system.For furnace,The roof structure,make the whole cost and installation cost significantly reduced.For flue,when heated circular workpiece due,below are some workpiece and work in feeding fixed spacing of the lateral wall smoke.For gas preheating,Using the natural gas to heating.For burner,using half a jet burner,compared with the jet burner, not only shorten the length of burner,and through adjusting the first and the second air quantity,thus, adjustable flame length within a certain range.For the design of automatic control system of reheating furnace, make more easy to use.Keywords: walking-beam furnaces Gas furnace The control system目次1 引言 (4)2 设计任务书 (5)3 工业炉设计概论 (5)3.1 工业炉概念 (5)3.2 工业炉性能参数介绍 (6)3.3 工业炉基本分类 (8)3.4 设计内容 (8)3.5 工业炉设计原则 (9)3.6 本课题设计思路 (9)3.7 设计时间规划 (11)4 加热炉系统的具体设计 (11)4.1 燃料燃烧的计算 (11)4.2 炉体基本结构的设计 (14)5 热平衡计算 (18)5.1 加热段的热平衡 (18)5.2 预热段的热平衡 (20)6 预热器的设计计算 (23)6.1 预热器的选用 (23)6.2 空气预热器的设计计算 (24)6.3 天然气预热器的设计计算 (29)7 燃烧装置的设计 (35)7.1 烧嘴的选择 (35)7.2 空气管道的设计 (36)7.3 天然气管道的设计 (37)8 排烟系统的设计计算 (37)9 自动控制系统的设计 (40)9.1 坯料的侧长称重与入炉定位 (40)9.2 坯料的装卸 (40)9.3 炉内步进机构的传动 (40)9.4 炉内燃烧状况的检测 (40)9.5 炉温炉压控制 (40)9.6 炉膛含氧量检测 (40)10 加热炉系统的其它细节介绍 (41)10.1 进料工具的设计 (41)10.2 传动装置的设计 (41)10.3 钢件出口及炉门的设计 (41)10.4 炉底的设计 (41)10.5 炉子启动时注意事项 (42)10.6 对于环境的影响 (42)10.7 燃烧系统程序控制 (42)10.8 步进机械运行过程原理 (42)10.9 出渣系统 (43)结论 (43)参考文献 (43)致谢 (44)附录1-1.......................................... CAD附图-加热炉系统图附录1-2.......................................... CAD附图-加热炉系统图附录2................................................. CAD附图-炉膛简图附录3............................................... CAD附图-预热器简图附录4............................................... CAD附图-烧嘴形式图附录5......................................... CAD附图-自动控制系统简图1 引言作为一种重要的热工设备,工业炉广泛应用于物料的焙烧、干燥、熔化、熔炼、加热和热处理等各种生产过程中,不仅数量众多,而且种类繁多。
步进梁式加热炉计算机网络控制系统的设计

作者简介 : 盂海龙 (9 7 , , 16 一)男 内蒙古包头市人 , 济钢设计 院高级工 程师 , 工程 硕士 , 主要从 事钢铁 企业供 配电和设备
控制的设计工作 .
维普资讯
山 东
讯及 工 业 电视 系统 。
维普资讯
第 2 第 2期 0卷
20 0 6年 6月
山
东
轻
工
业
学
院
学
报
V 12 o. 0 .0 N 2 J n. O 6 u 2O
J A F S A D N SY ll F LG T D S R 0 L O H N O G I I I E O I H U r _ N Y Y
步进 梁式加热炉 计算机 网络控制 系统 的设计
孟 海 龙 高 忠升 . (. 1 济钢 设计 院 , 山东 济南 20 0 ; . 钢集 团 总公 司 生产部 , 5 112 济 山东 济南 2 00 ) 5 l 1
摘要 : 介绍一种基于PC I 组成的济钢步进梁式加热炉计算机网络自 . , 动监控控制系统, 主要阐述系统的
轻
工
业
学
院
学
报
第2 o卷
12 装备 及控 制水 平 . 根 据工 艺要 求 , 合 中厚 板厂 现有 加热 炉 的控制 水平 现状 , 结 自动化 仪表 系统 的设 计 吸取 国 内外 大型加 热炉 成 功 的先进 控制 策略 , 现最佳 化燃 烧 控制 , 用先进 、 用 的技术 装备 , 到 实 采 实 达
以下 目标 : 1在 规定 时 间 内把 钢坯 加热 到 出炉 温度 。 ( ) 化 的加 热 曲线设 定 , 出炉 钢坯 温 () 2优 使 度均 匀 。( ) 态 自动调 整空 燃 比设定 和 双交 叉 限 幅控 制 、 合 各段 加 权 氧 量 校 正 , 3动 配 使燃 烧 充 分 , 效节 能 。( ) 高 4 自学 习等炉 压控 制方 式 , 防止 钢 坯过 度 氧 化 , 少烧 损 。( ) 各 种 故 障状 减 5在 态 自动完 成能 .
加热炉过程自动控制系统的设计

加热炉过程自动控制系统的设计以下是一个加热炉过程自动控制系统的设计方案,详细描述了系统的组成、工作原理及控制策略:一、系统组成:1.传感器:用于检测加热炉的温度、湿度、压力、流量等参数。
2.执行器:负责控制加热炉的加热功率、燃料供给、风量等。
3.控制器:根据传感器信号,通过计算和判断,产生相应的控制命令,控制执行器的动作。
4.人机界面:提供对加热炉过程的监控、设置和操作功能,使操作员能够方便地对加热炉进行调试和控制。
二、工作原理:1.传感器采集加热炉的各项参数,并将数据传输给控制器。
2.控制器根据传感器数据进行计算和分析,将所需的控制命令传输给执行器。
3.执行器根据控制命令控制相应设备的动作,如调节加热功率、燃料供给量、风量等。
4.执行器调整加热炉的工作状态,使其达到预定的温度、湿度、压力、流量等参数。
5.人机界面可以通过可视化界面显示加热炉的运行状态和参数,操作员可以通过界面进行参数设置和调整。
三、控制策略:1.温度控制:根据加热炉的加热需求,设置温度控制器的目标温度,并通过加热功率的控制来调节温度,使其尽量趋近目标温度。
2.湿度控制:根据加热炉的加热需求,设置湿度控制器的目标湿度,并通过蒸汽量或喷雾量的控制来调节湿度,使其尽量趋近目标湿度。
3.压力控制:根据加热炉的加热需求,设置压力控制器的目标压力,并通过调节燃料供给量和风量的控制来调节压力,使其尽量趋近目标压力。
4.流量控制:根据加热炉的加热需求,设置流量控制器的目标流量,并通过调节燃料供给量和风量的控制来调节流量,使其尽量趋近目标流量。
5.故障诊断与安全保护:系统可以检测加热炉的异常状态和故障情况,并进行相应的故障诊断和安全保护措施,如当温度超过安全范围时,自动切断燃料供给等。
步进梁式加热炉自动化控制
・
5 ・ 3
过观察板坯表面颜色来估计板坯温度。
b 板坯 在加 热 过 程 中 , 置 和 温 度 不 断 . 位 变化 , 部位 的温 度差 也不 断变化 , 般工 艺 各 一
形成 6条均热段水印) 同时 , 面形成的水 , 前
p c
等 去A) ( ) ( ) =( + A + A + 塞 考 丢砉
无 内热源 的一维 非稳 态导 热微 分方 程 :
p
蕊 -A £
图 3 板 坯 厚 度 方 向分 层
在板坯人炉后 1 小时 , 个 板坯处于预热段 , 板坯 的中心与表 面 的温差 、 以及 水 印与非水 印
3 1板 坯 的温度 跟踪 计算 . 将 板 坯温度 变化 过程较 为形 象地 用 图片
和文 字展 示 出来 。
对板 坯温 度进行 计算 。
3 加热炉优化控制模型分析
为 了更好 地 优化 燃 烧 跟 踪控 制 , 引 进 特
a 由于板坯表面存在氧化铁皮 , . 没有办 法对 板坯 温度进 行较 为准 确 的测量 。如果 不
针对板坯在加热过程中温度的变化 隋况 , 分 别对板坯的水 印部位、 非水印部 位和均热段水 印
维计 算方 法 , 单元层 划 分如 图 4所 示 。 各
对各单元层的温度计算是采用傅里叶导
热定律 直接 写 出能量守 恒表 达式 。
, / 1
,
Z
』 , 1
d -
部位在板坯的厚度方向 上分 5 层计算, 如图3 。
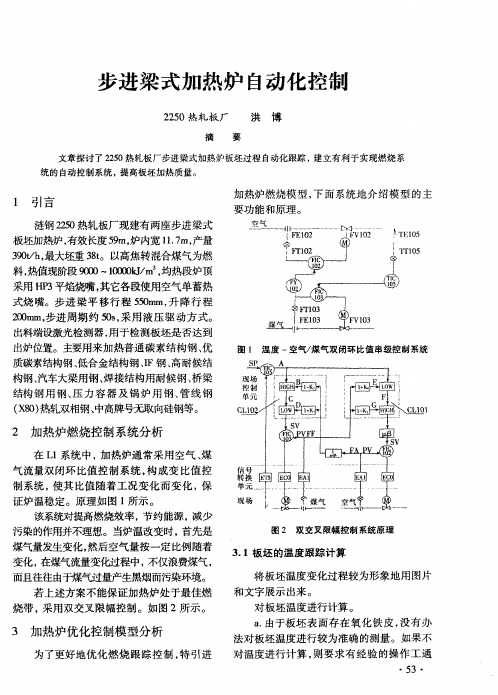
加 热炉燃 烧模 型 , 面 系统 地 介 绍模 型 的 主 下 要功 能 和原理 。
步进式加热炉自动控制演示系统设计

为 了更好地 帮助 自动化专业 学生对现场控 制系统结构有
更 清 晰 的 认 识 ,利 用 学 习 过 的 工 业 现 场 的 有 关 知 识 来 解 决 实
3模 型 控 制 系统 设 计
炉温和步进 梁控制是加热 炉的控制核心 问题 。为 了保证
钢 坯 在 加 热 炉 内 的 顺 利 传 递 ,满 足 对 轧 钢 机 的供 应 量 ,本 次 采 用 西 门子 P L C完 成 对 下 位 加 热 炉 模 拟 装置 的 控 制 ,并 通 过 M C G S实 现对 模 型 的 上位 监 测 。 3 . 1下 位 控 制 系 统 根 据 模 拟 装 置 控 制 点 的要 求 ,本 次 控 制 系 统 选 用 西 门 子 P L C中 C P U 2 2 4控 制 器 和 E M 2 3 5模 拟 量 模 块 。 由 于 C P U 2 2 4控
摘 要 本 系统 以棒 材厂 加 热 炉控 制现 场 为背 景 ,设 计并 制作 完
成 与 实际相 结合 的 步进 式加 热炉 演示 系统 。 下位部 分采 用 西 门子
P L C来控 制 实现加 热炉 的动 作;利用 MC G S完成上 位在 线 演示 。
该 系统 为培 养 学生 实践和 创新 能 力提供 了 良好 的平 台 。
际 问题 …,本 次设计 以八钢 棒材厂加热炉 为背景,开发完成
了与 生 产 实 际紧 密 结 合 的步 进 式 加 热 炉 实 验 演 示 系 统 。学 生 不 仅 可 以更 好 地 了解封 闭加 热 炉 内部 结 构 ,还 可 以演 示加 热炉 内部 工 作情 况 。这 对 于 学生 建 立对 加 热 炉 及 复杂 工 业 生 产 过程 的 认 识 , 自主 实 现 模拟 工 业 过 程 中检 测 和 控 制技 术 ,综 合 掌握 所 学 知 识 , 提 高 学 生 工 程 实 践 和 创 新 能 力 具 有 很 好 的帮 制是棒材 加工过程 中的关键 步骤 。根据控制工艺, 只有对加 热炉 的燃烧 温度 以及进 出钢 顺序进行控 制 ,才能保
(完整word版)蓄热式步进梁加热炉施工组织设计
加热炉施工组织设计编制:审察:鉴定:企业200年月日目录一、工程概略二、施工内容三、编制、执行依照四、施工质量保证及管理系统五、施工人员及机具安排六、施工应具备的条件七、加热炉设备安装八、自动化仪表部分九、空气管道包扎十、钢构造、管道的涂装方案十一、筑炉施工十二、施工现场暂时用电方案十三、安全技术举措及注意事项十四、安全生产、文明施工十五、加热炉安装进度计划表一、工程概略:步进梁式加热炉是由企业总承包,由企业设计,企业施工。
炉子的额定产量为t/h。
焚烧系统二个,此中高炉煤气为双蓄热式。
施工周期120 天。
炉子装料端 10 根水冷悬臂辊道,采纳电机型号为YGb180L2-10,独自传动,可逆转动,辊道的线速度调理范围~,炉内设活动梁 4 根、固定梁 5 根。
步进机构采纳斜轨滚轮,双层框架(分二段),全液压传动。
出料端11根水冷悬臂辊道,液压传动,小车最大行程s=1600 ㎜,小车运行速度。
辊道单动传动,可逆转动。
1、加热炉主要尺寸炉内过钢线标高:+5770㎜炉子有效长度:24000㎜炉子全长:25700㎜炉子内宽:12800㎜炉子外宽:14000㎜有效炉底面积:×12.8=307 ㎡上加热炉膛高度:1400~2700 ㎜下炉膛高度:2200㎜炉坑底面标高:-2400㎜2、加热炉技术性能序号项目1炉型2用途3钢种4钢坯规格5钢坯长度6钢坯装炉温度7钢坯出炉温度8产量9有效长度10内宽11过钢炉底强度12燃料种类13燃料低发热值高炉煤气天然气14燃料接点压力高炉煤气15天然气额定燃料耗费量高炉煤气天然气16额定空气耗费量高炉煤气天然气17额定烟肚量产量高炉煤气天然气18单位热耗单位数值上、下供热全液压步进梁式加热炉钢坯轧制前加热优良碳素结钢、桥梁构造钢、合金构造钢、滚珠轴承钢、弹簧钢、管坯用钢、冷墩钢㎜180×180,180× 240(预留)㎜12000(少许不短于6m的短坯)℃冷装:环境温度热装:~ 550,热装率< 50%℃950~1200±10t/h130(冷坯)㎜24000㎜128000Kg/ ㎡.h425KJ/m3高炉煤气、天然气700~800×8300×KPa53300357758(热值 700×4.18 KJ/m)Nm/h3487136387(a=1.1 )Nm/h350123(a=1.1 )87084(a=1.1 )Nm/h54945(a=1.1 )1.3( 冷装,加热温度 1200℃ )1.1 (热装)19供热方式侧部上下高炉煤气蓄热烧嘴供热、20端部天然气烧嘴空气、高炉煤气预热方式高炉煤气焚烧:蓄热烧嘴预热天然气焚烧:空气预热器预热21蓄热系统预热温度℃900~110022蓄热系统排烟温度℃<15023空气预热器预热温度℃350~45024空气预热器后烟气温度℃~32025进料方式悬臂辊道侧进料26出钢方式悬臂辊道侧出料27步进机械全液压双滚轮斜台面式构造28步进机械传动方式液压步进梁步距㎜起落:± 100平移: 300,360(预留)步进周期s45出钢周期s60二、施工内容:1、炉底机械2、装、出料炉底机械3、推钢机4、装、出料炉门及其起落装置5、挡板6、窥视孔7、水封槽及刮渣装置8、炉墙及炉顶金属构造件9、炉子钢构造(含平台、走台)10、步进梁和固定梁11、空气管道及风机12、煤气管道13、焚烧系统14、排烟系统15、液压系统16、筑炉17、电气、仪表安装三、编制、执行依照1、YB/T018-1992《步进梁式加热炉技术条件》2、GB50235-97《工业金属管道工程施工及查收规范》3、GB50236-98《现场设备、工业管道焊接工程施工查收规范》4、GB50205-2001《钢构造工程施工质量查收规范》5、GB50184-93《工业金属管道工程质量检验评定标准》6、GB50185-93《工业设备及管道绝热工程质量检验评定标准》7、GB50221-95《钢构造工程质量检验评定标准》8、YBJ201-83《冶金机械设备安装工程施工及查收规范》9、GBJ126-89《工业设备及管道绝热工程施工及查收规范》10、GBJ207-85《工业炉砌筑工程施工及查收规范》11、GB50309-92《工业炉砌筑工程质量检验评定》12、YBJ207-85《冶金机械设备安装工程施工及查收规范液压、气动和润滑系统》13、YB9246-92《液压、气动和润滑设备安装工程质量检验评定标准》14、GB50275-98《压缩机、风机、泵安装工程施工及查收规范》15、GB50168-92《电气装置安装工程电缆线路施工及查收规范》16、GB50093-2002《自动化仪表工程施工及查收规范》17、GBJ131-90《自动化仪表安装工程质量检验评定标准》18、GBJ131-91《建筑施工高处作业安全技术规范》19、JGJ46-88《施工现场暂时用电安全技术规范》四、施工质量保证及管理系统1、施工质量保证举措(1)工程施工人员一定持证上岗(2)明确各级施工人员的质量责任制(3)施工前对施工人员应进行技术交底,理解该项目工程的重要性,严格按方案及国家有关规程、规范进行施工,保证工程达到优秀标准。
步进式加热炉液压系统设计..
步进式加热炉液压系统设计摘要步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
广泛应用遍及石油、化工、冶金、机械、热处理、表面处理、建材、电子、材料、轻工、日化、制药等诸多行业领域。
本次设计任务是设计步进梁加热炉的液压系统,采用普通液压阀,由于在以一个运动周期中,要求能适应不同的负载变化和钢坯运动速度,要通过控制系统的流量来满足这些要求。
为了保证步进梁下降时平稳下降,在回路上采用了平衡阀,保证了其平稳下降。
为了实现钢坯在出现故障的时候能够在任意位置停止,系统加入了液压锁紧装置,以免出现系统失控。
关键词:步进式加热炉;普通液压阀;锁紧Step by step heating furnace hydraulic system designAbstractStep by step heating furnace use the beam at the bottom of the furnace of the cool steel beam to rise,to go ahead,to come down,to go back.It is widely used in the petroleum,chemical,metalllurgy,machinery,heat treatment,surface treatment,building materials,electronic,materials,light industry,chemical,pharmaceutical and other industries.The design in mainly to design the hydraulic proportioning system for the walking beam type furnace.,In this design,the normal hydraulic valve will be used.As we know the speed of the beam will change at the reason of the change of the load in a circle,so we must change the flow of hydraulic actuating cylinder.In order to ensure an steady decline when the walking beam goes down.,the balance valve is been used to ensure its steady decline.As the same time,we use locking acuipement to fasting the beam at any location in case of malfunction.Keyword: Walking beam type furnace; The normal hydraulic valve; Locking acuipement1 绪论 (1)1.1 背景及工艺 (1)1.2中国步进式加热炉炉门液压系统的现状与未来技术发展 (1)1.3步进式加热炉炉门升降液压系统的特点 (2)1.4加热炉的特点 (2)2 设计任务 (4)2.1 设计题目 (4)2.2 主要技术参数及要求 (4)2.3 设计方案 (5)2.4拟订液乐系统原理图 (5)2.4.1确定系统类型 (5)2.4.2选择液压基本回路 (6)2.5负载分析 (8)3 液压系统的计算与选型 (9)3.1 系统工作压力的确定 (9)3.2 执行元件的计算与选型 (9)3.2.1 升降液压缸 (9)3.3 执行元件速度的计算 (11)3.4 执行元件流量的计算 (12)3.4.1 升降液压缸 (12)3.5 绘制液压系统工况图 (12)3.5.1 流量循环图 (12)3.5.2 压力循环图 (13)3.5.3 功率循环图 (14)3.6 液压元件的选择和专用件设计 (15)3.6.1 液压泵的选择 (15)3.6.2 液压阀的选择 (16)3.6.3 蓄能器的选择 (16)4 液压系统的计算与选型 (19)4.1 油箱的选择 (19)4.2 滤油器的选择 (20)4.3 冷却器的选择 (21)4.4 管道的选择 (23)4.4.1 管道内径计算 (23)5 液压系统性能验算 (25)5.1 液压系统压力损失 (25)5.1.1 升降缸回路压力损失 (25)5.2 温升验算 (27)5.3集成阀块 (28)6 液压站的设计 (30)6.1 液压站的结构设计 (30)6.2 液压叠加回路设计 (30)6.3 液压系统的安装 (31)6.4 管路的安装和清洗 (32)6.5 液压系统的维护 (33)7. 环境分析 (34)7.1 环境污染 (34)7.2 机械工业(本部分主要尤指液压)对环境的危害和防治 (35)7.2.1液压工业对环境的危害 (35)7.2.2 解决方法 (36)结束语 (38)致谢 (39)参考文献 (40)1 绪论1.1 背景及工艺步进式加热炉是一种靠炉底或水冷金属梁的上升、前进、下降、后退的动作把料坯一步一步地移送前进的连续加热炉。
轧钢厂双蓄热式加热炉自动控制系统的优化
轧钢厂双蓄热式加热炉自动控制系统的优化对于冶金单位来讲,加热炉是其常用的耗能装置,对于如今的轧钢加热炉功效低和自动化能力差的问题,相关人员积极的探索研究了用于双蓄热式加热炉的计算机控制系统。
这个体系在换向管控中使用以状态转移为前提的调度方法,减弱了问题分析时的繁琐性,提升了体系的稳定性,在燃烧控制中采用了基于生产率模型的自动调温控制及空燃比自寻优策略,实现了燃烧优化控制,从而有效提高了生产效率。
实际运行表明,系统运行可靠、高效,具有推广价值。
标签:双蓄热式加热炉;换向控制;燃烧控制1 引言对于冶金单位来讲,加热炉是其常用的耗能装置,其在总的耗能中占据大约十分之七的比例,如今的轧钢加热炉的功效不高,通过分析得知,步进式的设备的功效仅仅在十分之三左右。
我们国家共有七百多台加热炉,然而只有不到十分之三使用了电脑控制,就算是我们国家的十大钢铁单位中还是存在人工活动的场景,而且大多还是常规管控体系。
如今,我们国家的很多单位的该体系都是从国外引入的,其在技术上受到牵制,维护资金多。
同时,因为对机械的吸收和创新性不高,体系的能力还是无法有效的展示出,设备的电脑控制性不是很好。
怎样提升其控制能力,提升热效率,是当前非常受关注的一项内容。
蓄热式燃烧技术是国外20世纪80年代开发成功的新型燃烧技术,其优点是节能环保,而且噪音不严重。
我们国家的技术工作者在进行了非常久的探索之后,已经了解了相关的科技,很多的钢铁单位已经开始重视这个科技的发展情况,而且把它列入发展规划里。
2 系统配置2.1 上位机采用2台研华工控机,WinCC5.1作为上位机监控软件。
2.2 下位机采用德国西门子公司的PLC产品,编程工具为STEP7V5.2。
整个下位机由两部分组成,一部分是加热炉炉体的主体控制,由$7-400完成;另一部分是相关的外围电气控制,由s7-300完成。
$7-400采集数据主要有:温度、压力、流量、CO浓度、电动阀阀位等,S7.300采集参数为各个电气设备的运行状态,如开、关、故障等信号。
步进梁式加热炉结构设计
步进梁式加热炉结构设计《步进梁式加热炉结构设计》概述加热炉是广泛应用于工业生产中的一种重要设备。
步进梁式加热炉是一种独特的结构设计,能够提供高效、节能的加热效果。
本文将介绍步进梁式加热炉的结构设计及其优势。
结构设计步进梁式加热炉由加热炉本体、加热元件和控制系统三部分组成。
加热炉本体通常由高强度钢材制成,具有坚固耐用的特点。
其外壳采用保温材料进行绝热设计,以确保加热效果和节能效果。
加热炉本体的底部设置了一个进气孔和一个排气孔,用于通风和对流换热,提高整体加热效果。
加热元件是步进梁式加热炉的核心部分。
它采用了一种特殊的梁结构,梁上均匀分布着加热电阻丝。
这种设计使加热区域能够均匀加热,并且能够根据需要调节加热功率,实现精确控温。
同时,梁的运动方式也是步进式的,可通过控制系统实现自动调节和运行程序。
这种结构设计保证了加热炉的高效加热效果和稳定运行。
控制系统由电控柜和温度控制器组成。
电控柜负责整个加热炉的电力供应,并可实现对加热元件的精确控制。
温度控制器用于检测和控制加热炉内部的温度,根据设定值进行自动调节。
通过控制系统,操作人员能够方便地设置加热参数和运行程序,提高工作效率和加热质量。
优势步进梁式加热炉相比传统加热炉有以下几个明显的优势:1. 高效加热:由于加热元件的均匀分布和梁的步进运动,步进梁式加热炉能够实现快速、均匀的加热效果,提高生产效率。
2. 精确控温:控制系统能够实时监测和控制加热炉内部的温度,并根据设定值进行自动调节,保证产品的加热质量和稳定性。
3. 节能环保:采用保温材料和控制系统的节能设计,能够有效避免能量的浪费,提高能源利用率,减少环境污染。
4. 操作简便:控制系统具有简单、直观的操作界面,可通过设置参数和运行程序实现自动化生产,降低操作复杂性和人力成本。
总结步进梁式加热炉结构设计独特,能够提供高效、节能的加热效果。
它的优势在于高效加热、精确控温、节能环保和操作简便。
随着工业生产对加热效果和质量要求的不断提高,步进梁式加热炉将发挥越来越重要的作用,并得到广泛应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
c o n i f g u r a t i o n ;a u t o ma t i o n
1 引言
高炉 产 生 的煤 气 。控 制 系 统 的燃 烧 控制 采 用 自动 定 时换 向 ,控 制 系统 可 以使 燃 烧 产 生 的烟 气 保 持
在 1 5 0 ~ 2 0 0 o C 。根 据钢 坯类 型 , 通 过 电气 控 制 系统
天舜缘 分
双蓄热步进梁式加热炉控制 系统的设计
胡少威
( 天 津钢铁 集 团有 限公 司设备 部 , 天津 3 0 0 3 0 1 )
[ 摘 要】 介绍 了天钢高速线材生产线加热炉 的工作原理 , 加热炉控 制系统构成 、 系统配置 、 网络组态及基 础 自动化 控制。针对新的生产工艺 , 经过提升改造后 的加热炉控制系统实现了烧嘴定时换向 自动控制 , 煤气燃烧 自动控制 。 钢
g a s c o mb u s t i o n,t h e ma n u a l a n d a u t o ma t i c c o n t r o l mo d e s o f b i l l e t wa l k i n g s y s t e m,wa l k i n g be a m p a c e c o mp e n s a t i o n i n a u t o mo d e a n d LI s t o c k t r a c k i n g . Th e c o n t r o l s y s t e m n o t o n l y r e d u c e s p r o d u c t i o n c o s t ,b u t a l s o i mp r o v e s p r o d u c t q u a l i t y a n d a c h i e v e s t h e h i g h e ic f i e n t r u n n i n g o f d u a l r e g e n e r a t i v e r e h e a t f u r n a c e . Ke y wo r d s d u a l r e g e n e r a t i o n ; wa l k i n g b e a m; r e h e a t f u r n a c e ;c o n t r o l s y s t e m; s t uc r t u r e ; n e t wo r k
n e t wo r k c o n f i g u r a t i o n a n d b a s i c a u t o ma t i o n c o n t r o l o f f u r n a c e c o n t r o l s y s t e m. Ta r g e t e d a t t h e n e w p r o d u c t i o n p r o c e s s ,t h e u p g r a d e d c o n t r o l s y s t e m a c h i e v e s t h e a u t o c o n t r o l o f b u r n e r t i me c h a n g e - o v e r , t h e a u t o c o n t r o l o f
Ab s t r a c t Th e p a p e r e x p l a i n s t h e wo r k i n g p r i n c i p l e o f t h e r e h e a t f u r n a c e o f h i g h s p e e d wi r e r o d p r o d u c t i o n
l i n e , T i a n j i n I r o n a n d S t e e l G r o u p C o m p a n y L i m i t e d C ns c o ) a n d t h e c o n s t i t u t i o n 。 s y s t e m a r r a n g e m e n t ,
( E q u i p m e n t D i v i s i o n od S t e e l G r o u p C o m p a n y L i mi t e d , T i a n j i n 3 0 0 3 0 1 , C h i n a )
De s i g n o f Co nt r o l Sy s t e m o f Du a l Re g e n e r a t i v e Wa l k i ng Be a m Re h e a t Fu r na c e
HU S h a o - we i
当前 中国 正 由传统 经 济 型 国 家 向工 业 强 国转 型, 在转 变 的 过程 中 , 一 些 落后 的生产 工 艺 及设 备 必将 被 淘 汰 。在 这种 形 势 下 , 我公 司 2 0 0 8年 上 马