机械装配图2
机械制图(第二版)课件第10章 装配图
机械制图(第二版)课件第10章 装配图
第10章 装 配 图
把若干个零件根据设计要求并按照一定的装配关系和技 术要求装配在一起就组成了一台机器或部件,称之为装配体。 表示装配体的图样称做装配图。装配图分为部件装配图和总 装配图。本章主要介绍装配图的内容、装配图的规定画法、 装配图的绘制方法和装配图的识读等方面的内容。
第10章 装 配 图
编写装配体的技术要求可参阅同类产品的图样,根据具 体情况来确定。符号类技术要求应按照国家标准规范标注。 文字类技术要求在注写时应力求准确、简练,一般应写在明 细表上方或图纸下方空白处,也可另外写成技术要求文件作 为图样的附件。
第10章 装 配 图
4.序号和明细表 为了便于读图和进行图样管理,也为了便于备料和组织 生产,有必要对装配图中各零、部件一一编注序号并对应填 写在明细表中。 1) 零、部件的序号 装配图中的每一个零、部件都必须编注序号。同一张装 配图中相同的零、部件只编写一个序号且一般只标注一次。 零、部件的序号应与明细表中的序号一一对应。同一张装配 图中序号的编注方式应一致。
第10章 装 配 图
1.一组图形 通常用一组图形(包括前面介绍过的视图、剖视、断面 图等各种图样表达方法以及装配图特有的一些画法)来正确、 完整、清晰和简便地表达装配体的工作原理、零件的主要 结构和形状以及它们之间的装配关系。如图10-2所示,装 配图中具体的图样种类及数量要视装配体的大小及复杂程 度而定。
第10章 装 配 图
(5) 其他重要尺寸:有些需要在设计中确定,但又不属 于上述几尺寸的重要尺寸,我们称之为其他重要尺寸,如运 动零件的极限尺寸、主要零件的重要结构尺寸等。
这里需要注意的是:第一,上述所讲五类尺寸在某一张 装配图中并不一定同时出现;第二,装配图中的某一个尺寸 可能同时具有多种作用,分属于以上几类尺寸。
机械制图第八章 第2节 装配图的尺寸标注、技术要求、零件序号及明细栏
第三节 装配图的尺寸标注、技术要求、零件序号及明细栏
一、尺寸标注
3.安装尺寸
安装尺寸是表示将机器或部 件安装到其它设备上或地基上所 需的尺寸,如圆孔的直径Φ17及
孔的间距180。
4.总体尺寸
它是表示装配体的总长、总宽、 总高三个方向的尺寸。如240、 80、160。
5.其他主要尺寸
在部件设计时,经过计算或 根据某种需要而确定的。
二、技术要求
一般可以从以下几个方面来考虑:
三、零件编号和明细栏
1. 序号编排方法
1) 装配图中所有的零件、部件都 需要编写序号,并与明细栏中的序号 一致。按顺时针(或逆时针)方向整 齐排列。
2)序号注法:
在所指零、部件的可见轮廓内画
一圆点。
8
然后从圆点开始画指引线(细实 线)。
第二节 装配图的尺寸标注、技术要求、零件序号及明细栏
一、尺寸标注
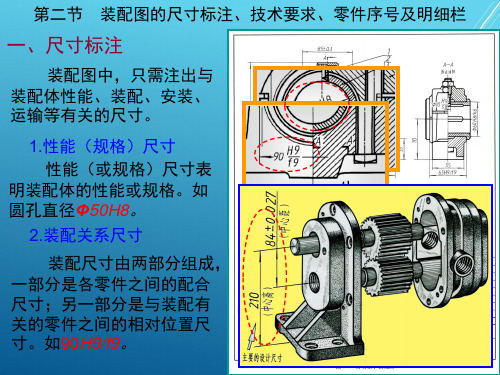
装配图中,只需注出与 装配体性能、装配、安装、 运输等有关的尺寸。
1.性能(规格)尺寸 性能(或规格)尺寸表
明装配体的性能或规格。如
圆孔直径Φ50H8。
2.装配关系尺寸
装配尺寸由两部分组成, 一部分是各零件之间的配合 尺寸;另一部分是与装配有 关的零件之间的相对位置尺
在指引线的另 字高比该图中所注尺寸数字高度大一 号或两号。
3) 当在指引线末端注写序号时,其字高比图中尺寸数字高度达两号。 4) 若是零件很薄或剖面涂黑时,可在指引线末端画出箭头指向该轮廓。 5)指引线相互不能相交,不应与剖面线平行,必要时,可曲折一次。
6) 一组紧固件以及装配关系清楚的零件组,可以采用公共指引线。 7) 序号应按顺时针或逆时针方向顺次排列整齐。
机械制图装配图

(a) 正确
(a) 正确
(b) 错误 图9-11 两零件的接触面
(b) 错误 图9-12 接触面转折处的结构
资讯
③ 为了保证螺纹的拧紧,应适当加长螺纹尾部,并在螺杆上加工 出退刀槽,在螺孔上作出凹坑或倒角。 ④ 为了保证螺纹紧固件与被连接工件的表面接触良好,常在工件 上做出沉孔或凸台。
(a) 尾部加长
● 装配过程中的注意事项和装配后应满足的要求等。例如,应满足零件装配 的加工要求、装配后的密封要求等。 ● 检验、试验的条件以及操作要求。 ● 对产品的使用、维护、保养以及运输方面的要求。
技术要求一般用文 字写在明细栏上方或 图纸下方空白处。
图9-5 滑动轴承装配图
资讯
9.4 装配图的零、部件序号及明细栏
资讯
2. 拆卸部件、画装配示意图
装配示意图是在部件拆卸过程中所画的记录图样。它的主要作用是避
免由于零件拆卸后可能产生的错乱致使重新装配时发生困难,同时在画
装配图时亦可作为参考。
装配示意图主要记录每个零件的名称、数量、位置、装配关系及拆
卸顺序,而不反映整个部件的结构和各零件的具体形状。在示意图上应
对各个零件进行编号,还要确定各标准件的规格、尺寸和数量,并标注
④ 对于一组紧固件(如螺栓、螺母、垫圈)以及装配关系清楚的零件组, 允许采用公共指引线。
(a)
(b)
图9-8 零、部件序号
资讯
⑤ 在装配图中,对同种规格的零件只编写一个序号;对同一标准的部件 (如油杯、滚动轴承、电机等)也只编一个序号。 ⑥ 序号应沿水平或竖直方向按顺时针或逆时针排列均匀整齐。
(a)
2. 标注零、部件序号的规定
① 零、部件序号(或代号)应标注在图形轮廓线外边,并填写在指引线一 端的横线上或圆圈内, 指引线、横线或圆均用 细实线画出。
机械制图装配图(共70张PPT)
二、装配图表达部件的根本要求的表达方法
1、表达部件的根本要求
装配图应满足的根本要求:
(1)应着重表达部件的整体结构,特别是各零件的相 互位置、连接方式、装配关系表达清楚;
(2)分析部件或机器的传动路线、运动情况、润滑 冷却方式以及操作或控制等。
3
2、选择表达的方法和步骤
根本方法:根据部件的机构特点,从装配干线入手:
拆去件3、10 A―A
定位凸块 在阀体上
B―B
φ113 φ107 φ97 φ80
140 220
球阀装配图
100 240
技术要求 1.装配后进行压力检验25Mpa.
2.关闭阀门时不得有泄漏.
螺钉 GB/T 73 M6×12
6
球阀装配图表达方法
拆去件3、10
A-A
定位凸块在阀体上
B-B
局部剖补充表 达定位凸块与手 柄的相对位置。
26
4、 技术要求的注写
❖ 当技术要求在视图上不能表达清楚时,应
(4)标准件:可不画草图,但要测出主要尺寸。
在标题栏上方或左方空白处,用文字说明。 装配图的局部放大图2:主视图左右两端
根本方法:根据部件的机构特点,从装配干线入手:
在装配图中允许不画的零件的工艺结构如倒角、圆角、退刀槽等,在零件图中应全部画出。
查无重复、无遗漏时,
再统一填写序号。 25
3、明细栏和标题栏
(1)明细栏是机器或部件中全部零、部件的详细目录,应画在 标题栏的上方。
(2)零、部件的序号应自下而上填写,如空间不够时,可将明细 栏分段画在标题栏的左方。
(3)当明细栏不能配置在标题栏的左方时,可作为装配图的续 页,按A4幅面单独绘制,其填写顺序应自上而下。
机械制图-装配图

在绘制完装配干线后,需要绘制装配 支线,这些线条应清晰地表示出装配 体的细节结构和装配关系,使整个装 配图更加完整和详细。
检查和修改装配图
总结词
完成装配图的绘制后,需要进行仔细的检查和修改,以确保其准确性和完整性。
详细描述
在完成装配图的绘制后,需要仔细检查其准确性、完整性和清晰度,包括检查尺寸标注、符号使用、线条粗细等 是否符合标准,以及是否存在遗漏或错误。如果发现任何问题,应及时进行修改和完善,以确保最终的装配图能 够满足使用要求。
零件编号
对每个零件进行编号,以便识别和管理。
明细栏
在装配图的下方设置明细栏,列出所有零件的编号、名称、数量等信息。
03 装配图的绘制步骤
确定视图布局
总结词
视图布局是装配图的基础,它决定了整体结构的表达方式。
详细描述
在开始绘制装配图之前,需要确定合适的视图布局,包括主 视图、俯视图、左视图等,以确保能够全面、清晰地表达装 配体的结构和装配关系。
重点
表达各零件之间的相对位置和装配关系,以及机 器的工作原理。
装配图作用
01
供生产部门进行组装、 调试和维修时使用。
02
是制定装配工艺规程、 进行装配和检验的技术 依据。
03
是工程设计人员进行部 件设计、绘制其他机械 图样的基础。
04
是对机器或部件进行技 术分析的基础资料。
装配图绘制要求
表达清楚
根据装配图中的尺寸标注和技术要求,为各个零件标注准确的尺寸和 公差。
添加技术要求
根据装配体的性能和使用要求,为各个零件添加必要的技术要求,如 表面粗糙度、形位公差等。
拆画零件图的步骤与注意事项
确保准确性
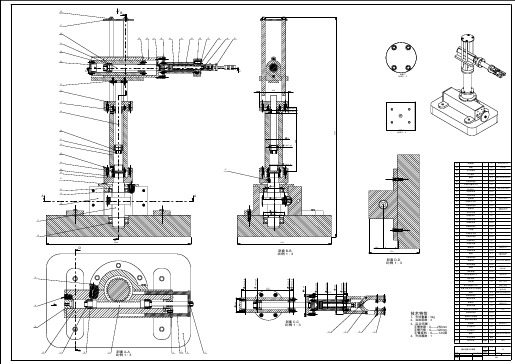
搬运机械手装配图
b×h=20×12 10×48
23 22 21
GB5783-86-M8×30
80k6 20
45 44 43
GB/T2089-1994
A
19
A
42 140K7 41 40 39 140K7 80k6 38 37 36 35 34 33 32 31
b×h=10×8
18
Байду номын сангаас
GB/T812-88 M20×1.5
8.8 8.8 HT200 HT200 45 35 45 HT200 45 HT200 35 45 45 8.8 橡胶 材料
235
14
E
100
11 10 9
GB/T812-88M33×1.5 m=5
技术特性
13
8 7 6 5 4 3 2 1 序号
剖面 C-C 比例 1 : 3
4 3 2 1
1、夹持重量:3kg 2、自由度数:3 3、运动范围: 手臂伸缩:0——250mm 手臂升降:0——320mm 手臂旋转:0——120度 4、夹持器数:1
连接键3 轴销 手爪连接块 手爪基体 螺栓6 夹紧缸缸盖2 夹紧缸活塞及杠杆 GB_FASTENER_BOLT_HHBFTC M16X55-C 夹紧缸缸筒 夹紧缸缸盖 连接键2 伸缩缸导向杆 伸缩缸缸盖2 圆螺母4 导向定位盘 伸缩缸缸杆 伸缩缸活塞 伸缩缸缸筒 伸缩缸缸盖1 升降盘 升降缸导向柱 升降缸缸盖2 升降缸缸杆 升降缸活塞 圆螺母3 升降缸缸筒 螺栓5 升降缸缸盖1 圆螺母2 回转连接盘 螺栓4 齿轮箱盖 深沟球轴承6216 齿轮箱体 齿轮轴 推力球轴承51316 弹簧^抓紧缸和手爪的装配 螺栓2 旋转缸缸盖1 旋转缸缸筒 圆螺母1 旋转缸活塞 旋转缸缸杆及齿条 旋转缸缸盖2 旋转缸导向装置 搬运机械手基座 连接键1 手爪连杆2 手爪连杆1 螺栓1 手爪抓取块 零件名称
ETA 2834-2机芯装配图(原厂)
TECHNICAL COMMUNICATION COMUNICACIÓN TÉCNICACOMUNICAZIONE TECNICAETA SA Manufacture Horlogère SuisseCustomer Service | Bahnhofstrasse 9 | P.O. Box 359 | 2540 Grenchen | Switzerland Phone +41 (0)32 655 27 77 | Fax +41 (0)32 655 84 30 | etacs@eta.ch | www.eta.ch13´´´ ETA 2834-2CT 2834-2 ESI 481905 11 24.05.2011The repair and reconditioning work must only be performed by properly trained personnel.Las tareas de reparación y revisión sólo deben ser llevadas a cabo por personal debidamente formado.I lavori di riparazione e di revisione devono essere eseguiti esclusivamente da personale adeguatamenteformato.ETA SA Manufacture Horlogère Suisse 2CT 2834-2 ESI 481905 11 24.05.2011General information Información general Informazioni generaliBefore"Technical communication" carefully.Estadeberá estu-diarse muy bien antes de comenzar los trabajos.Questadeve es-sere studiata attentamente prima dell’ini-zio dei lavori.tions / work on the movement!para todos los trabajos en y con el reloj.dell’orologio è obbligatorio proteggere gli occhi!damage arising from failure to observe this "Technical communication".ños provocados como consecuencia de la inobservancia de esta "Comunicatión técnica"per eventuali danni causati dalla mancata osservanza della presente "Comunicazione tecnica".Environmental protection re-quirements Normas de protección medio-ambiental Disposizioni relative alla prote-zione ambientalehandling and disposal must be ob-served in all operations / work on the movements!In particular, lubricating and cleaning prod-ucts harmful to the environment must be disposed of in accordance with the rules!relativa al reciclaje y la eliminación co-rrectos de los residuos en todos los trabajos en y con el reloj.En especial, deberán eliminarse correcta-mente los productos lubrificantes y de lim-pieza peligrosos para el medio ambiente.dell’orologio si dovranno rispettare le disposizioni di legge relative al corret-to riciclaggio e smaltimento dei rifiuti!In particolare si dovrà provvedere al corret-to smaltimento di lubrificanti e detergenti nocivi per l’ambiente!lution must be stored, transported, col-lected and disposed of in appropriate vessels.Under no circumstances must they pollute the soil or be poured into sew-age systems!agua deben recorgerse, almacenarse, transportarse y eliminarse en recipientes adecuados.En ningún caso se permitirá que con-taminen el suelo o que lleguen a la ca-nalización.de-vono essere conservate, trasportate, rac-colte e smaltite in contenitori adatti.Queste non devono inquinare il terreno o arrivare nelle canalizzazioni!Explanation of symbols Significado de los símbolos Spiegazione dei simboliCaution! Risk of material damage!Below are some obligatory instructions for preventing any material damage!Atención Peligro de daños materiales Instrucciones que deberán respetarse ne-cesariamente para evitar daños materiales.Attenzione! Pericolo di danni materiali!Seguono importanti indicazioni che devono essere tassativamente rispettate per evita-re danni materiali!3CT 2834-2 ESI 481905 11 24.05.2011ETA SA Manufacture Horlogère SuisseList of components - Lista de piezas - Lista fornitoriPos No No CS Article number Número de artículo Numero articolo List of componentsLista de piezasLista fornitori-10010.020.07Var Main plate, jewelled Platina, empedradaPiastra con pietre-10510.041.07Var Barrel bridge, jewelled Puente de cubo, empedrada Ponte del bariletto con pietre -11010.048.07Var Train wheel bridge, jewelledPuente de rodaje, empedrado Ponte del ruotismo con pietre -121/310.058.61VarBalance bridge for regulator with-out pointer, for shock–absorber, stud support ETACHRON Puente de volante, para raqueta sin flecha, para amortiguador y porta–pitón ETACHRONPonte del bilanciere, per racchetta senza freccia, per ammortizzatore e porta–pitone ETACHRON -12510.057.07Var Pallet bridge, jewelled Puente de áncora, empedrado Ponte dell’ancora, con pietre -14410.300.00-Dial fastener Sujetador del cuadrante Ferma–quadrante -16180.400.00-Centre tubeTubito de centroTubo di centro-180/120.010.00Var Movement barrel complete Cubo completo de máquina Bariletto completo del movimento -18520.030.00-Barrel drum Cubo tambor Bariletto tamburo -19020.050.00-Barrel cover Cubo tapa Bariletto coperchio -19520.060.00-Barrel arborÁrbol de cuboAlbero del bariletto-20330.012.06-Intermediate wheel, assembled Rueda intermedia, montado Ruota intermedia, montata -21030.025.00-Third wheel Rueda primera Ruota mediana -22730.027.00Var Second wheelRueda de segundosRuota dei secondi-24231.083.00Var Cannon pinion with driving wheel Cañón de minutos con arrastrador Pignone calzante con conduttore -25531.046.00Var Hour wheel Rueda de horas Ruota delle ore-26031.041.00-Minute wheelRueda de minutería Ruota della minuteria -303/240.302.21Var Two–piece regulator Raqueta de 2 piezas Racchetta in 2 pezzi -35840.380.00-Regulator correctorCorrector de raquetaCorrettore della racchetta-37540.200.06-Stud support ETACHRON, assem-bledPorta–pitón ETACHRON, ajustadaPortapitone, ETACHRON, montata -40151.010.21Var Winding stem Tija de remontuar Albero di carica -40731.121.00-Sliding pinion Piñón corredizo Pignone scorrevole -41031.120.00-Winding pinion Piñón de remontuar Pignone di carica -41531.020.00Var Ratchet wheel RocheteRocchetto -42031.023.00-Crown wheel Rueda de corona Ruota a corona -42551.120.00-ClickTrinqueteCricco-43061.080.00-Click spring Muelle de trinqueteMolla del cricco-43551.050.00-YokeBáscula de piñón corredizo Bascula del pignone scorrevole -443/151.080.06-Setting lever, assembledTirete, montadoTiretto, montato-445/251.091.20-Combined setting lever jumperMuelle flexible de tirete, combina-doScatto del tiretto, combinato -45031.100.00-Setting wheel Rueda de transmisión Rinvio-46210.062.00-Minute train bridge Puente de rodaje de minutería Ponte del ruotismo di minuteria -70530.040.00-Escape wheel Rueda de escape Ruota di scappamento -71040.010.00Var Pallet fork ÁncoraAncora-72140.050.21VarTimed annular balance, for shock–absorber and stud support ETA-CHRON Volante anular, regulado, para amortiguador y porta–pitón ETA-CHRONBilanciere regolato, per ammortiz-zatore e portapitone ETACHRON -77120.102.00-Mainspring with sliding attachment Muelle motor con muelle de frenar Molla–motrice con molla di freno -92693.011.00Var Enlargement ring Aro de agrandarCerchio di ingrandimento-113412.030.07Var Automatic device framework, je-welled Marco del dispositivo automático, empedradoGabbia del dispositivo automati-co, con pietre-114112.051.07-Automatic device lower bridge, jewelled Puente inferior del dispositivo au-tomático, empedrado Ponte inferiore del dispositivo au-tomatico, con pietre-1143/122.010.06Var Oscillating weight, assembled Masa oscilante, ajustada Massa oscillante, montata -148132.031.06-Reduction wheel, assembled Rueda de reducción, montado Ruota di riduzione, montata -148232.033.00-Ratchet wheel driving wheel Rueda de arrastre de rochete Ruota conduttrice del rocchetto -148832.037.00Var Reversing wheel Rueda de inversión Ruota d’inversione -149722.040.00-Ball bearing Rodamiento de bolillas Cuscinetto a sfere-153032.030.00-Auxiliary reversing wheel Rueda auxiliar de inversión Ruota ausiliaria d’inversione -254333.011.00-Intermediate date wheel Rueda intermedia de fecha Ruota intermedia del datario -255533.028.00-Calendar driving wheel Rueda de arrastre de calendario Ruota conduttrice del calendario -2557/191.440.22Var Date indicator Indicador de fecha Indicatore della data -2561/191.441.21Var Day indicator Indicador del día Indicatore dei giorni-256753.201.06-Day corrector, assembled Corrector de días, montado Correttore dei giorni, montata -256953.204.00-Double corrector Corrector doble Correttore doppio-259513.111.00-Date jumper maintaining plate Placa de sujeción del muelle flexi-ble de fecha Placca di guardia dello scatto–data-263253.040.00-Date unlocking yoke Báscula de desenganche de fechaBascula di distacco del datarioETA SA Manufacture Horlogère Suisse 4CT 2834-2 ESI 481905 11 24.05.2011-263363.012.00-Unlocking yoke springMuelle de báscula de desengan-cheMolla della bascula di distacco-264413.109.00-Unlocking yoke maintaining plate Placa de sujeción de báscula dedesenganchePlacca di guardia della bascula di distacco-264853.061.00-Corrector lever Palanquita del corrector Leva del correttore-278083.171.00-Day indicator spring–clip Chaveta del indicador del día Chiavetta dell’indicatore dei giorni -278453.089.00-Double jumper Muelle flexible dobleScatto doppio-302470.530.00VarJewelled shock–absorber for ba-lance, bottom, to press in, shoul-dered Amortiguador, empedrado, de vo-lante, de embutir, de asiento, enci-maAmmortizzatore, con pietre, del bi-lanciere, a pressione, con piano d’appoggio, sopra-302570.531.00VarJewelled shock–absorber for ba-lance, top, to press in, cylindrical Amortiguador, empedrado, de vo-lante, de embutir, cilíndrico, debajoAmmortizzatore, con pietre, del bi-lanciere, a pressione, cilindrico, sotto-943356.070.00-Stop lever Palanquita–stop Leva stop 1)510510.041.01Var 3x Screw for barrel bridge Tornillo del puente de cubo Vite del ponte del bariletto 1)511010.048.01Var 2x Screw for train wheel bridge Tornillo de puente de rodaje Vite del ponte del ruotismo 1)512110.058.01Var 1x Screw for balance bridge Tornillo del puente de volante Vite del ponte del bilanciere 1)512510.057.01Var 2x Screw for pallet bridge Tornillo del puente de áncora Vite del ponte d’ancora -541531.020.01Var 1x Screw for ratchet wheel Tornillo del rochete Vite per il rocchetto -542031.023.01Var 1x Screw for crown wheel Tornillo de la rueda de corona Vite per la ruota a corona2)544551.091.01Var1x Screw for combined setting lever jumper Tornillo del muelle flexible de tirete combinado Vite dello scatto del tiretto multiplo-546210.062.01Var 1x Screw for minute train bridge Tornillo del puente de rodaje de minutería Vite del ponte del ruotismo di mi-nutería-5113412.030.01Var 2x Screw for automatic device device framework Tornillo del marco del dispositivo automático Vite della gabbia del dispositivoautomatico-5114112.051.01Var 1x Screw for automatic device lower bridge Tornillo del puente inferior de dis-positivo automático Vite del ponte inferiore del disposi-tivo automatico -5149722.040.01Var 1x Screw for ball bearing Tornillo del corrector de días Vite del correttore dei giorni -5256753.201.01Var 1x Screw for day corrector Tornillo de la placa de sujeción del muelle flexible de fecha Vite della placca di guardia delloscatto–data2)5259513.111.01Var1x Screw for plate maintaining date jumper Tornillo del puente inferior del dis-positivo automático Vite del ponte inferiore del disposi-tivo automaticoIdentical screws Tornillos idénticos Viti identiche1)51055110512151252)544552595Var VariantVarianteVarianteInterchangeability and variants can be found on theETA ONLINE SHOP (EOS):www.eta.ch→Customer Service→Customer Service PortalLa intercambiabilidad y las variantes se encuentran en ETA ONLINE SHOP (EOS):www.eta.ch→Customer Service→Customer Service PortalL’intercambiabilità e le varianti si trovano sulETA ONLINE SHOP (EOS):www.eta.ch→Customer Service→Customer Service PortalPos No No CSArticle number Número de artículo Numero articoloList of components Lista de piezas Lista fornitoriMaterials - Fornituras - Forniture5 CT 2834-2 ESI 481905 11 24.05.2011ETA SA Manufacture Horlogère SuisseETA SA Manufacture Horlogère Suisse 6CT 2834-2 ESI 481905 11 24.05.2011Order of assembly - Orden del montaje - Ordine dell’assemblaggioBasic movement and self–winding mechanism - Máquina de base y del mecanismo automático - Movi-mento di base e del meccanismo automatico7CT 2834-2 ESI 481905 11 24.05.2011ETA SA Manufacture Horlogère Suisse(a)1,2Ncm (b)1,6Ncm (d)1,8NcmM L Minimum torque for loo s ening M L Par mínimo para de s atornillar M L Coppia minima per s vitare10030252037052102271105110 (2x)180/194331055105 (3x)4224205420 (1x)4254304155415 (1x)7101255125 (2x)375303/23024721121/35121 (1x)A ss embling of the ba s ic movement and the s elf-w inding mechani s m(Part s li s ted in order of a ss embly)Montaje de la máquina de ba s e y del mecani s mo automático(Li s ta de fornitura s por orden de en s amblado)Montaggio del movimento di ba s e e del meccani s mo automatico(Elenco delle forniture in ordine di montaggio)ETA SA Manufacture Horlogère Suisse 8CT 2834-2 ESI 481905 11 24.05.2011Order of assembly - Orden del montaje - Ordine dell’assemblaggioHandsetting mechanism and calendar mechanism- Mecanismo de puesta en hora y del mecanismo de calendario - Della messa all’lora e del meccanismo del calendario9CT 2834-2 ESI 481905 11 24.05.2011ETA SA Manufacture Horlogère Suisse1004074104012648443/1435445/25445 (1x)2633263225552644450256924226025525432784259552595 (1x)4625462 (1x)256752567 (1x)2557/12561/12780926A ss embling of the hand s etting and the calendar mechani s m(Part s li s ted in order of a ss embly)Montaje del mecani s mo de pue s ta en hora y del mecani s mo de calendario(Li s ta de fornitura s por orden de en s amblado)Montaggio della me ss a all ’ora e del mecca-ni s mo del calendario(Elenco delle forniture in ordine di montaggio)(a)1,2Ncm (e)0,6NcmM L Minimum torque for loo s ening M L Par mínimo para de s atornillar M L Coppia minima per s vitare1.Lubricate part 2784.Lubrique la pieza 2784.Lubrificare il pezzo 2784.2.Rotate part 2557/1 approx 10 teeth with rapide correction.Gire la pieza 2557/1 unos 10 dientes con la corrección rápida.Ruotare il pezzo 2557/1 di circa 10 denti con la correzione rapida.3.Lubricate again part 2784.Lubrique de nuevo la pieza 2784.Lubrificare di nuovo il pezzo 2784.4.Rotate part 2557/1 approx 10 teeth with rapide correction again.Gire de nuevo la pieza 2557/1 unos 10 dientes con la corrección rápida.Ruotare di nuovo il pezzo 2557/1 di circa 10 denti con la correzione rapida.10CT 2834-2 ESI 481905 11 24.05.2011ETA SA Manufacture Horlogère Suisse W e r e s e r v e a l l r i g h t s f o r t h i s d o c u m e n t . I t i s m e a n t f o r t h e r e c i p i e n t o n l y a n d i t m a y n o t b e c o p i e d , p r i n t e d o r g i v e n t o a t h i r d p e r s o n w i t h o u t o u r w r i t t e n p e r m i s s i o n .Q u e d a n r e s e r v a d o s t o d o s l o s d e r e c h o s r e l a c i o n a d o s c o n e s t e d o c u m e n t o , q u e e s t á d i r i g i d o ún i c a m e n t e a l d e s t i n a t a r i o . Q u e d a p o r l o t a n t o p r o h i b i d a s u c o p i a , i m p r e s i ón a t e r c e r o s s i n n u e s t r a a u t o r i z a c i ón p o r e s c r i t o .O g n i d i r i t t o s u q u e s t o d o c u m e n t o è r i s e r v a t o . I l d o c u m e n t o è i n d r i z z a t o e s c l u s i v a m e n t e a l d e s t i n a t a r i o e n o n p u ò e s s e r e c o p i a t o , s t a m p a t o o c e d u t o a t e r z i s e n z a u n ’a u t o r i z z a z i o n e s c r i t t a.11CT 2834-2 ESI 481905 11 24.05.2011ETA SA Manufacture Horlogère SuisseThis page has deliberately been left blank in case of A3 format printing.Esta página se han dejado en blanco a propósito en caso de imprimirla en formato A3.Questa pagina è lasciata intenzionalmente bianca in caso di stampa formato A3.13´´´ ETA 2834-2CT 2834-2 ESI 481905 11 24.05.2011Modifications compared with previous document versionsModificaciones comparadas con las versiones anteriores del documento Modifiche comparate con le versioni precedenti del documentoVersion Versión Versione Date FechaDataModification Modificación ModificaPage Página Pagina 1124.05.2011Component (2570 wrong, 2648 correct)Pieza (2570 incorrecta, 2648 correcta)Correzione 2648 rimbiazza 25704–51006.10.2010AssemblingMontaje Montaggio 6–9MaterialsFornituras Forniture 5List of components Lista de piezas Lista componenti 3–40909.03.2009New illustrationNueva illustración Nuova illustrazioni 6New drawingNuevo planoNuovo disegno 7Allocation per caliberAsignación por calibrresRipartizione per calibri1–8CUSTOMER SERVICE Bahnhofstrasse 9P.O. Box 3592540 Grenchen SwitzerlandPhone +41 (0)32 655 27 77Fax +41 (0)32 655 84 30etacs@eta.ch www.eta.chAll modifications reserved.Salvo modificación.Con riserva di ogni eventuale modifica.This document can be found on the Customer Service Portal (CSP):www.eta.ch→Customer Service→Customer Service Portal →Technical DocumentsEste documento se encuentran en il Customer Service Portal (CSP):www.eta.ch→Customer Service→Customer Service Portal →Technical DocumentsIl presente documento si trovano sul Customer Service Portal (CSP):www.eta.ch→Customer Service→Customer Service Portal →Technical Documents。
机械制图-20 装配图-2
机械制图
1 装配图的尺寸标注
----------------------------------------------------------
01
装配图的尺寸标注
◎装配图的尺寸种类 ◎配合尺寸的标注与识读
1 装配图的尺寸种类
⑴性能(规格)尺寸: 表示装配体的性能和规格的尺寸。 例如:齿轮油泵的进、出口尺寸8。它限定了流体进出口的直径。 ⑵装配尺寸: 用以保证机器或部件装配性能的尺寸。
(1)采用基孔制时,分子为基准孔代号H及公差等级。
例如: 30
H8 f7
或30ห้องสมุดไป่ตู้8/f7
表示基本尺寸30的孔和轴配合,用H表示基准孔,
为基孔制配合,孔的精度为8级,轴的精度为7级,
配合公差带为f,属于间隙配合。
40
H7 n6
或40H7/n6
表示基本尺寸40的孔和轴配合,用H表示基准孔,为基孔制配合, 孔的精度为7级,轴的精度为6级,配合公差带为n,属于过渡配合。 (js、k、m、n是常用作过渡配合的4种公差带。)
30
-0.020 -0.041
+0.033
30
0 -0.020
-0.041
标注上、下偏差值 借用尺寸线作为分数线
销轴
表示基本尺寸12的孔和轴配合,用h表示基准轴, 滑轮
为基轴制配合,孔的精度为8级,轴的精度为7 级,配合公差带为J,属于过渡配合。
12
J8 h7
开口销 底座
除前面讲的基本标注形式外,还可采用下面的一些标注形式。
30
H8 f7
30 H8/f7
借用尺寸线作为分数线 用斜线作分数线
30
+0.033 0
机械制图第八章 第3节 看装配图 (2)
3.分析传动路线和工作原理
出油口
进油口
4.分析装配 关系
连接方式:
用4个圆柱销 定位、12个螺钉 紧固的方式将两 个端盖与泵体牢 靠地连接在一起。
配合关系:
Φ14H7/k6
Φ16H7/h6 Φ28.76±0.016
Φ34.5H8/f7
<
>
5.分析零件主要结构形状和用途
6.归纳总结
(3)连接和固定 方式 看懂零件之间是 用什么方式连接和固定 的。
(4)定位和调整 弄清零件上哪些面是定 位面,哪些面同其他零 件相接触,哪些地方需 要调整及任何进行调整。
6.归纳总结
还要对技术要求和 全部尺寸进行分析,并 把装配体的性能、结构、 装配、拆卸、操作、维 修等几方面联系起来研 究、进行总结归纳。
俯视图选取了B-B的全 剖视图,以表达齿轮杆与齿 轮轴的传动关系和张沛情况。
3.分析工作原理和传动路线
蝴蝶阀的传动件是阀杆。当外力推动齿杆左 右移动时,与齿杆啮合的齿轮就带动阀杆旋转, 使阀门开启或关闭。
蝴蝶阀可分为阀杆系统和齿杆系统两条主要 装配线。
4.分析零件形状
看图时,可根据剖视图中的剖面线方向、间 隔等来区分零件在各视图中的范围。当一个零件 轮廓明确后,即可按形体分析法、线面分析法来 看懂该装配图所表达的零件形状。
例8-1 识读蝴蝶阀装配图 1.概括了解 从标题栏中了解装配
体的名称是蝴蝶阀,用于 管道的开、关。蝴蝶阀装 配体共有13种零件组成。
标题栏放大
2.分析视图
主视图主要表达整个蝴 蝶阀的结构外形。采用一个 局部剖。视以表达阀体和阀 门的装配情况。
左视图采用了全剖视图, 以表达阀体、阀盖的内部结 构和阀杆系统的装配情况。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
173.5
圈
母 柱 母
4 4 1 1 1 1 1 1 1 1 1 1 1 数量
Q235A Q235A Q235A Q235A Q235A ZAISi7Mg 35 H62 ZAISi7Mg
GB97.1-85 GB6170-86 GB898-88 GB6170-86
固 定 螺 钉
104
B
8 7 6 5 4 3
φ 77
(4) 外形尺寸
表示机器外形轮廓的大小,即总 长、总宽、总高。它为包装、运输和 安装过程所占空间大小提供了依据。
安
制图 审核 黄星梅
104
全
阀
比例 第 张 共 张
湖南大学
4-φ 9
A
ቤተ መጻሕፍቲ ባይዱ
4-M6
B
R8
φ 26 H9/f9
A
20 43
φ 34 H7/g6
173.5
标注尺寸 (5) 其他重要尺寸 它是在设计中确定,而又未包 括在上述几类尺寸中的一些重要尺 寸。 如运动极限,主体零件的相对位置 尺寸,偏心距等。
双螺母防松:这种装置靠两个螺母在拧紧后螺母间产生轴向 力,增加内、外螺纹之间的摩擦力来达到防松的目的。
弹簧垫圈防松:由于弹簧垫圈上开有斜口,类似一圈弹簧, 当拧紧螺母时,弹簧垫圈被压平并产生较大轴向力,增加螺 母、螺栓之间的摩擦力,从而防止螺母自动松脱。
开口销和六角槽螺母防松: 用开口销直接插入六角槽螺 母与螺栓之间, 将他们连 成一个整体,从而防止松脱。
毡圈式
毡圈式
圈形油沟式
皮碗式
4、考虑拆装的方便
在安排螺栓或螺钉位置时, 应考虑扳手的活动范围。图 中所留活动空间太小, 以致 扳手无法使用。
不合理
合理
图中未留足装拆螺钉 的空间,以使螺钉无 法装拆。
错误
正确
§12-6
看装配图及由装配图拆画零件图
看装配图的目的: 从装配图中了解部件的工作原理,各零件之间 的相对位置和装配连接关系,并分析每个零件在装配 图中的作用和主要零件的结构形状。 一 看装配图的方法和步骤 运用投影规律和形体分析法 1。概括了解和分析视图 部件的名称和大致用途,有多少种零件组成(标准件) 分析视图,采用了几个视图表达,各视图的表达重点。 2。分析工作原理和装配关系 这是看装配图的重要环节,分析时,先从反映工作原 理的视图着手,分析机器或部件中零件的运动情况。各条 装配干线,各零件之间的配合要求,定位,连接方式,以 及运动零件的润滑,密封等问题。
正确
错误
3、零件接触面转角处的结构 两零件接触面的转角处应作出倒角、半径不同的圆角或凹 槽等, 避免尖角干涉,以保证表面接触良好。
正确
3、零件接触面转角处的结构
两零件接触面的转角处应作出倒角、半径不同的圆角或凹槽 等, 避免尖角干涉,以保证表面接触良好。
正确
3、零件接触面转角处的结构
不正确
二、防松装置 为防止机器或部件中的零件自动由于振动松脱造成事故,必 须采用可靠的防松装置。常见的防松装置有以下几种: 1、螺纹连接的防松装置
阀
阀
帽
杆 弹 簧 托 盘 阀 盖 片 簧 门 体 称
垫 弹 阀 阀 名
60Mn H62 ZAISi7Mg 材 料 备 注 比例 第 张 共 张
φ 77
2 1 序号
安
制图 审核 黄星梅
全
阀
湖南大学
§12-5
机器上常见的装配结构和装置
在设计机件或部件,绘制装配图时必须根据装配工艺的要求, 考虑装配结构的合理性。否则,在加工、装配时就会发生干涉, 达不到设计要求。 一、接触面与配合面的结构 1、合理减小接触面面积 零件加工时的加工面积愈大,其不平或不直的可能性愈大, 因此,零件装配时的不平稳性也愈大,为使装配后零件接触面 平稳可靠,应合理减少接触面积。
20 43 φ 34 H7/g6
φ 26 H9/f9
8 7 6 5 4 3 2 1 A
4-φ 9
A
4-M6
B
R8
技术要求:
1.阀门与阀体之间的结合面需经研磨,不漏水和气. 2.当阀门关紧后,高压部分能耐压10公斤/平方厘米 3.未加工表面涂绿色油漆. 4.安全阀与管道连接处需加橡胶石棉垫XB350.
10
10
10
10
10
在同一张装配图中编号的形式应一致。
4 装配清楚的紧固件组,可以 采用公共指引线. 5 指引线应尽可能分布均匀, 不可彼此相交。当通过剖面线 的区域时,不应与剖面线平行。 必要时指引线可以画成折线, 但只可曲折一次。
7 6 5 7 6 5
6 装配图中的序号应水平或垂直 方向排列整齐,并按顺时针或逆 时针方向顺次排列。 7 零件序号的有两种编制序号方法:
3.编号的形式通常有三种:
• 在指引线的水平线(细实线)上或圆(细实线)内注 写序号,序号字高比该装配图中所注尺寸数字高度大一 号。 • 在指引线的水平线(细实线)上或圆(细实线)内注 写序号,序号字高比该装配图中所注尺寸数字高度大两 号。 • 在指引线的附近注写序号,序号字高比该装配图中所 注尺寸数字高度大两号。
技术要求: 1.阀门与阀体之间的结合面需经研磨, 不漏水和气. 装配要求 2.当阀门关紧后,高压部分能耐压10 公斤/平方厘米. 检验要求 3.为加工表面涂绿色油漆. 使用要求 4.安全阀与管道连接处需加橡胶石棉 垫XB350. 使用要求
9 10 11 12 13
A
43 20 φ 34 H7/g6
173.5
104
B 编零件序号
安
制图 审核 黄星梅
φ 77
全
阀
比例 第 张 共 张
湖南大学
二 明细栏 在标题栏的上方列有明细栏,它是部件中全部零件的目录。 零件的序号在明细栏中按顺序自上而下填写,当向上排列受到位 置限制时,可将明细栏的一部分移至紧靠标题栏的左方。明细栏 中零件的序号必须与装配图中零件的序号一一对应。
2、轴上零件的防松装置
这种装置类型很多, 常见的一种是: 装配时将止退垫圈的 内鼻卡在轴上的沟槽 内, 以防螺母松脱。
3、密封装置:有些机器或部件,为了防止外界的灰尘杂质进 入机体内部,或防止内部的润滑脂外流, 需采用密封装置:
这种密封装置是用于泵和阀 中的常见密封结构。他是依靠 螺母、填料压盖将填料压紧, 从而起到防漏作用的。
正确
错误
2、合理减小接触面、配合面的数量
两零件在同一方向上只能有一对接触面, 即只能有一个接 触面;否则,若同一个方向上有两对或多对接触面同时接触,就 会发生干涉, 给加工和装配带来困难。
正确
错误
2、合理减小接触面、配合面的数量 两零件在同一方向上只能有一对接触面, 即只能有一个接 触面;否则,若同一个方向上有两对或多对接触面同时接触,就 会发生干涉, 给加工和装配带来困难。
制图 审核 黄星梅
φ 77
全
阀
比例 第 张 共 张
湖南大学
§12-4
装配图中的零件编号和明细表
由于装配图中零件的数量和种类较多,为了设计和制造过 程中便于查找有关零件,以及便于看图等,在装配图中,必须 对每中零件编序号,并在标题栏上方填写与图中序号完全相同 的明细栏,用以说明每种零件的名称,数量,材料,规格等 一 零件的编号 1. 装配图中每一种零件或组件都要进行编号。形状,尺寸完全 相 同的零件只编一个序号。数量填写在明细栏中。同一标准部件, 如滚动轴承。电机等也只编一个序号。 横线 2 序号应尽可能注写在反映装配关系最清 b/3 楚的视图上。并应从所指定部分的可见 轮廓线内用细实线向图外画出指引线, 指引线 在指引线的引出端画一小圆点。若所指 b/3 部分很薄或剖面涂黑不宜画小圆点时, 可在指引线的引出端画出箭头,指向该 黑圆点 部分的轮廓。
(1)隶属编号法 一般件和标准件混编。
(2)分类编号法 只编一般件,标准件直接在图上标出规格, 数量和国标号或另列专门表格。
9 10 11 12 13
A
43 20 φ 34 H7/g6
φ 26 H9/f9
8 7 6 5 4 3 2 1 A
4-φ 9
A向
4-M6
B向
R8
技术要求:
1.阀门与阀体之间的结合面需经研磨,不漏水和气. 2.当阀门关紧后,高压部分能耐压10公斤/平方厘米 3.为加工表面涂绿色油漆. 4.安全阀与管道连接处需加橡胶石棉垫XB350.
固 定 螺 钉
104
B
8 7 6 5 4 3
阀
阀
帽
杆 弹 簧 托 盘 阀 盖 片 簧 门 体 称
垫 弹 阀 阀 名
60Mn H62 ZAISi7Mg 材 料 备 注 比例 第 张 共 张
φ 77
2 1 序号
安
制图 审核 黄星梅
全
阀
湖南大学
9 10 11 12 13
A
20 43 φ 34 H7/g6
轴瓦与轴承座接触面的设计 轴瓦
轴承座
下轴瓦
ΦB
接触面
ΦB
接触面
ΦB
为了保证连接件和被连接件的良好接触,常在被连 接件上作出沉孔和凸台
沉孔
为了保证连接件和被连接件的良好接触,常在被连 接件上作出沉孔和凸台
凸台
2、合理减小接触面、配合面的数量
两零件在同一方向上只能有一对接触面, 即只能有一个接 触面;否则,若同一个方向上有两对或多对接触面同时接触,就 会发生干涉, 给加工和装配带来困难。
φ 26 H9/f9
8 7 6 5 4 3 2 1 A
4-φ 9
A
4-M6
B
R8
技术要求:
1.阀门与阀体之间的结合面需经研磨,不漏水和气. 2.当阀门关紧后,高压部分能耐压10公斤/平方厘米 3.为加工表面涂绿色油漆. 4.安全阀与管道连接处需加橡胶石棉垫XB350.