第8章 圆锥的公差配合及检测
圆锥的公差配合与测量

第一节 员工的培训管理
• 4.员工培训方式
• 培训方式的选择得当与否,直接关系到培训的 实施和培训效果的好坏。培训的具体方式是多 样的。
• (1)按培训性质的不同分为代理性培训和亲验 性培训两种。
• (2)按培训实施方式的不同分为岗前培训、在 职培训、脱产培训三种。
• 5.员工培训制度 • 员工培训制度包括以下内容:
上一页 下一页 返回
第一节 员工的培训管理
• (3)人职培训制度。 • (4)培训激励制度。 • (5)培训考核评估制度。 • (6)培训奖惩制度。 • (7)培训风险管理制度。 • 6.员工培训的要求 • (1)高层管理者确信培训规划的有效性并且予
下一页 返回
第一节 员工的培训管理
• (6)严格考核和择优奖励原则。
• 3.员工培训的特点
• (1)员工培训具有目的性、计划性和针对性的 特点。
• (2)员工培训是企业的一种投资行为,和其他 投资一样,也要从投人产出的角度考虑效益大 小及远期效益、近期效益问题,可以对它的成 本和收益进行衡量。
• (3)员工培训投资属于智力投资,它的投资收 益应高于实物投资收益,这种投资的投人产出 衡量具有特殊性。
上一页 下一页 返回
7. 1 基本术语及定义
• 例如,图7. 8为由内、外圆锥的轴肩接触得到间隙配合,图7. 9为由 基面距形成的过盈配合的示例。
• ②位移型圆锥配合:由内、外圆锥实际初始位置(Pa)开始,作一定的 相对轴向位移(Ea)或施加一定的装配力产生轴向位移而获得的圆锥配 合。
• 例如,图7. 10是在不受力的情况下,内、外圆锥相接触,由实际初 始位置Pa开始,内圆锥向左作轴向位移Ea,到达终止位置Pf而获得 的间隙配合。图7. 11为由实际初始位置Pa开始,对内圆锥施加一定 的装配力,使内圆锥向右产生轴向位移Ea,到达终止位置Pf而获得 的过盈配合。
关于圆锥的尺寸及公差在图样上的注法
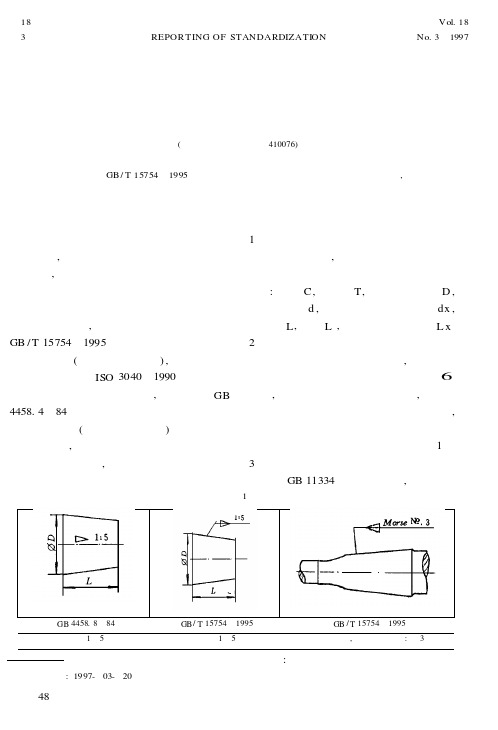
注法作出了新的规定。
表3
新标准标注示例
说 明
由 最大 圆 锥直 径 的 最 大实 体 尺寸 和 最 小 实体 尺 寸形 成 一 个 包 容 区 域 (公 差 带 )来控制圆锥 的实 际要素。
由 给定 横 截面 处 圆 锥 直径 的 最大 实 体 尺 寸和 最 小实 体 尺 寸 形成 一 个包 容 区 域 (公 差带 )来 控 制 圆锥的实际要素。
关于锥度在图样上的标注 ,新国际中有
采用了国际标准 ISO 3040— 1990《技术制图 新的规定。表示圆锥的图形符号采用“6 ”
尺 寸和公 差注 法 圆锥》, 以取 代了 GB 表示 ,该符号应该配置在基准线上 ,表示圆锥
4458. 4— 84《机械制图 尺寸注法》中有关圆 的图形符号和锥度应靠近圆锥轮廓标注 ,基
3. 1 基本方法——面轮廓度法 在机械设计中 ,面轮廓度常用来限制曲
面的形状误差。新标准规定 ,通常情况下按面 轮廓度法标注圆锥公差。在图样标注中 ,由给 定的理论正确尺寸确定圆锥体的理想位置 , (下转第 52页 )
— 49 —
4. 2 修剪技术要点 秋季落叶后 ,留一条主蔓 ,剪留长度 5~
为了提葡萄座果率 ,在花期用吹风机或 电风扇吹风 ,以利吹散花粉 ,辅助授粉 ,提高 座果率。 5. 2 花期喷硼
在初花期喷一次 0. 2 % 的硼砂 ,以提高 座果率。同时在整个花期不浇水。 5. 3 疏花疏果
葡萄开花前半月剪除穗尖 1 /3或 1 /5,疏 除副花序。座果后 ,健壮蔓留一个果穗。在 1 ~ 3年内每主蔓留 4— 5穗 , 4年以后每主蔓
表2
新标准标注示例
《公差配合与技术测量》课程标准
《公差配合与技术测量》课程标准1.课程属性《公差配合与技术测量》课程是机械类专业一门非常重要的专业基础课,主要目的是培养学生的机械产品精度设计能力和技术检测能力,具有很强的技术性、实用性和实践性。
2.前导主要专业课程名称《公差配合与技术测量》的前导主要课程是《识图与制图》,通过前导课程的学习,学生已经掌握了零件图与装配图的基本知识、识读与绘制方法,了解了公差在零件图上的标注规范,对本门课程的学习奠定了良好的理论和实践基础。
3.课程定位《公差配合与技术测量》课程主要介绍了互换性及标准的相关知识、孔轴结合的极限与配合基本知识及其检测、测量技术及数据处理、几何误差及其检测、表面粗糙度及其检测、圆锥的公差及其检测、普通螺纹的公差及其检测、直齿圆柱齿轮公差及其检测等内容。
通过这门课的学习,使学生掌握查阅并使用相关国家标准的方法;正确地处理设计与制造、公差与误差之间的关系;掌握常用量具的正确使用方法。
培养学生独立设计、正确查阅相关手册、选择零件精度、选择适合零件精度检测方法的能力。
4.后续主要专业课程名称通过对《公差配合与技术测量》课程的学习,为后续《机械设计基础》、《典型机械零件加工工艺及实施》、《计算机辅助设计与制造》、《数控加工工艺及编程》、《机床夹具设计》等课程的学习奠定了良好的理论和实践基础。
5.融通课程性本门课程不属于课证融通课程。
6.配套线上课程本门课程建设为校级精品资源共享课,属于Spoc范畴,得实网络教学二、课程教学目标1.素质目标(1)热爱祖国,拥护党的领导,具有较高的思想政治觉悟,心系国家教育和建设事业,弘扬社会主义核心价值观。
(2)树立正确的世界观和人生观,具有较好的道德修养和身心素质;(3)具备较强的团队协作、组织协调、沟通能力;(4)培养严谨的学风、精益求精的工匠精神;(5)树立吃苦耐劳、踏实肯干、爱岗敬业、遵纪守时等职业操守;(6)具有较强的自主学习、自我提高、独立完成工作的能力;(7)具有强烈的集体荣誉感和责任感。
圆锥的形状公差
一. 常用术语及定义
6.锥度C:两个垂直于圆锥轴线的截面的圆锥 直径差与该两截面间的轴向距离之比。
C Dd L
锥度C与锥角α的关系为 C 2 tan 1: 1 cot
2 22
锥度关系式反映了圆锥直径、圆锥长度、圆锥角和锥度之 间的相互关系。
锥度一般用比例或分数形式表示。
圆锥角公差区
两个极限圆锥角所限定的区域。
14
2. 圆锥角公差 AT
按加工精度的高低共分12个公差等级:AT1、 AT2、…、AT12表示。
其中AT1级精度最高, AT12精度最低。
圆锥角公差可用两种形式表示:
AT——以角度单位表示圆锥角公差值;
ATD——以长度单位表示公差值,它是用与圆锥轴 线垂直且距离为L的两端直径变动量之差来表示圆
相当于采用公差的独立原则,两种公差相互独立,圆锥应 分别满足两项要求。
该法适用于对圆锥工件的给定截面有较高精度要求的 情况。如阀类零件,为使圆锥配合在给定截面上有良好的 接触,以保证有良好的密封性。
圆锥素线直线度公差:在圆锥轴向截面内,允许实际
素线形状的最大变动量。其公差区是在给定截面上,距离 为公差值TF的两条平行直线间的区域。
截面圆度公差:在圆锥轴线法向截面上,允许截面形状
的最大变动量。其公差区是半径差为公差值TF的两同心圆 间的区域。
11
一、圆锥公差项目 GB/T 11334-2005
18
4. 圆锥的形状公差TF
圆锥素线直线度公差:在圆锥轴向截面内,允许实际
素线形状的最大变动量。其公差区是在给定截面上,距离 为公差值TF的两条平行直线间的区域。
截面圆度公差:在圆锥轴线法向截面上,允许截面形状
智慧树知到《公差与检测技术》章节测试答案

智慧树知到《公差与检测技术》章节测试答案第一章1、互换性是几何量相同意义上的互换。
()A:对B:错正确答案:错2、公差数值越大,几何量的精度越低。
()A:对B:错正确答案:错3、几何量公差属于标准化的范畴。
()A:对B:错正确答案:对4、国家标准规定我国以“十进制的等差数列”作为优先数系。
()A:对B:错正确答案:错5、R10/3系列,就是从基本系列R10中,自1以后,每逢3项取一个优先数组成的派生系列。
()A:对B:错正确答案:对6、检测是检验与测量的统称。
()A:对B:错正确答案:对7、接触测量适合测量软质表面或薄壁易变形的工件。
()A:对B:错正确答案:错8、标准化就是标准的制定过程。
()A:对B:错正确答案:错9、公差是几何量允许变动的范围,其数值()A:只能为正B:只能为负C:允许为零D:可以为任意值正确答案:只能为正10、多把钥匙能开同一把锁,是因为这些钥匙()A:只具有功能性互换B:只具有几何量互换C:具有功能性互换而不具有几何量互换D:同时具有功能性互换和几何量互换正确答案:同时具有功能性互换和几何量互换11、保证互换性生产的基础是()A:大量生产B:标准化C:现代化D:检测技术正确答案:标准化12、下列情况允许企业标准存在的情况是()A:标准化对象只有国家标准B:标准化对象只有行业标准C:标准化对象只有地方标准D:严于国家标准的企业标准正确答案:严于国家标准的企业标准13、优先数系R5系列的公比近似为()A:60B:25C:12D:06正确答案:6014、R20系列中,每隔()项,数值增至10倍。
A: 5B:10C:20D:40正确答案:2015、用光滑极限量规检验轴时,检验结果能确定该轴()A:实际尺寸的大小B:形状误差值C:实际尺寸的大小和形状误差值D:合格与否正确答案:合格与否16、直尺属于()类计量器具。
A:量规B:量具C:量仪D:检具正确答案:量具17、下列属于零部件不完全互换的有()A:厂际协作时应采用的互换性B:同一厂制造或装配时可采用的互换性C:标准件应采用的互换性D:制造或装配时允许分组或修配实现的互换性正确答案:同一厂制造或装配时可采用的互换性,制造或装配时允许分组或修配实现的互换18、下列关于标准说法正确的是()A:国家标准由国务院标准化行政主管部门B:极限与配合标准属于基础标准范畴C:以“GB/T”为代号的标准是推荐性标准D:ISO是世界上最大的标准化组织正确答案:国家标准由国务院标准化行政主管部门,极限与配合标准属于基础标准范畴,以“GB/T”为代号的标准是推荐性标准,ISO是世界上最大的标准化组织19、下列属于优先数系选择原则的是()A:应遵守先疏后密的原则B:应按R40、R20、R10、R5的顺序选择C:当基本系列不能满足要求时,可选择派生系列D:选择派生系列,应优先选择延伸项中含有1的派生系列正确答案:应遵守先疏后密的原则,当基本系列不能满足要求时,可选择派生系列,选择派生系列,应优先选择延伸项中含有1的派生系列20、从提高测量精度的目的出发,应选用的测量方法有()A:直接测量B:间接测量C:绝对测量D:相对测量正确答案:直接测量,相对测量第二章1、单件小批生产的配合零件可以实行“配制”,虽没有互换性但仍是允许的。
圆锥公差

!"! 单位为 !)!*$ $ 单位为 (( % !&)
圆锥角的极限偏差 圆锥角的极限偏差可按单向或双向 & 对称或不对称 ’ 取值 & 图 + ’%
图*
!"!
圆锥的形状公差 圆锥的形状公差推荐按 ,- ..+/ 中附录一 ( 图样上注出公差值的规定 ) 中 0 级精度要求选取 %
!! 6&7180273 6017180/71 6027382171 60/7182371 6217185271 6237184171 6527183171 641718/571 631718&171 6/571801171
差 等 级
/ 01 0/ 23 41 /5 011 0/1 231 411
!01 0/ 23 41 /5 011 0/1 231 411 /51
基本圆锥长度
! !!
大于 自 至
"%01 "%) !+), 5031 2311 2111 0/11 0231 0111 &11 /51 311 411
!- "!. "
"%00 "%9 !! 621852 623841 652831 6418/5 6318&1 6/58011 6&18023 601180/1 60238211 60/18231 !+), 3111 4111 5031 2311 2111 0/11 0231 0111 &11 /51 (%)
!- "Байду номын сангаас. "
(%9 !! 6318&1 6/58011 6&18023 601180/1 60238211 60/18231 62118521 62318411 65218311 64118/51
公差配合与测量技术的分析报告
2010及机械设计与制造 及机械设计与制造( 2010及机械设计与制造(5)班
尉文娴
对话
• 学徒工 :这个学期学完了《公差配合与测 量技术》,学完后最大的感觉就是我们都是 在学一些纯理论的东西,所以我心中有一个 提问,想问问那些前辈们我们在大学里学的 东西在以后的工作当中能用上吗?(比如说 像随机误差的处理)而且看了论坛的一篇文 章,是说机电一体化的!的确机电一体化所 学的东西是很多,像什么数控,机械设计, 液压,金属工艺,电工电子等。我想问一下 是不是学机械的,这些方面都要很精通啊? 请前辈们指点一下现在在工作实践中真正用 得到的知识!
• 学徒工 :对我来说是一门基础课, 我毕业将近二十年了,颇有心得,不 论是做机械设计、学徒工 ,公差配 合与测量技术对于机械行业工艺、质 量检验还是计量、标准之类的工作, 学好这门课都是很有用的。
学徒工 :这是一个机械必 用的课程,至少读图,画图 是必须的!
• 学徒工 :XUEXI (学习)
见解
• 公差配合与测量技术是高等职业技术院校 机械类、仪器仪表类和机电结合类各专业 必修的一门技术基础课,它在基础课和专 业课之间、设计类课程和制造工艺类课程 之间起着桥梁和纽带作用。《公差配合与 测量技术》一书紧紧围绕机械产品零部件 的制造误差和公差及其关系,研究零部件 的设计、制造精度与技术测量的方法。
第一章
• • • • • • 1.1 1.2 1.3 1.4 小结 习题
极限与配合及检测
概述 极限与配合标准的主要内容 极限与配合的选用 尺寸的检测
第二章 形状和位置公差及检测
• • 结 习题 概述 形位公差标注 形位公差带及形位公差 公差原则与公差要求 形位公差的选择 形状和位置误差的检测
圆锥螺纹中径与锥度检测中的公差控制
mm , =(76 00 ) m。其 中 : 圆锥 螺纹 塞规 L 1.74 . 2 m - P为
的螺距 ; 为螺纹的外径 ;/ 为螺纹的牙型半角 ; 为 d o2 r
塞规 的锥度斜 角 ; d为螺纹 中径 ; L为塞 规 的基 面距 。 问题 一 : 检定锥 度 合格 , 基面 距 上 的 中径 合格 , 能 不 保证 量具 合格 。 以距 基 面为 1 7mm端 面上 的 中径为 例 , 理论值 为 其 d()论; 面 距 上 的 中 径 理 论 值 为 d()论 =2 .3 27 1理 基 2 理 基 66 6
合格 。 由前面 的计算 知 , 基 面为 1 l 面上 中径理 论 距 7l ' l m端
检测中径合格 , 也不能保证量具合格 。 以我厂 检 铝气瓶 口所 用 圆锥 螺纹 塞规 P 2 . Z 7 8举 例 说 明。P 2 . Z 7 8的执 行 尺寸 ( 图纸 所 给尺 寸 为 基 面距 上 的尺 寸 ) P =( . 1 为 1 8 4±0 0 5 m ,d:2 .7  ̄ 5 .0 ) m 7 3 6 04 0
系, 即
m 锥度斜角 = o6。两个位置 中径理论值与锥度 m; 32 斜角 问 的关 系 为 …
( 2基理 一d( )论) 1 =2a  ̄ d ( )论 27 1理 / 7 tn p
( 6 6 6 一d()论) 1 =2a 32 2 .3 27 1理 / 7 tn 。6
d21) (7理论 = 2 5 6 mm 4, 9
计 测 技 术
经 验与体 会
・ 5・ 5
圆 锥 螺 纹 中径 与 锥 度 检 测 中 的 公 差 控 制
GBT11852-2003_圆锥量规公差与技术条件
4 6 1 0 1 5 2 5 4 0 6 0 9 0 1 5 0 2 2 0 3 6 0 5 8 0 9 0 0 1 5 0 0 5 8 1 2 2 0 3 0 5 0 8 0 1 1 0 1 8 0 2 7 0 4 3 0 7 00 1 1 0 0 1 8 0 0 6 I O 1 5 2 5 4 0 6 0 9 0 1 3 0 2 1 0 3 3 0 5 2 0 8 4 0 1 3 0 0 2 1 0 0 6 1 0 1 5 2 5 4 0 7 0 1 1 0 1 6 0 2 5 0 3 9 0 6 2 0 1 0 0 0 1 6 0 0 2 5 0 0 8 1 2 2 0 3 0 5 0 8 0 1 3 0 1 9 0 3 0 0 4 6 0 7 4 0 1 2 0 0 1 9 00 3 0 0 0 1 0 1 5 2 5 4 0 6 0 1 0 0 1 5 0 2 2 0 3 5 0 5 4 0 8 7 0 1 4 0 0 2 2 0 0 3 5 0 0 1 2 2 0 3 5 5 0 8 0 1 20 1 8 0 2 5 0 4 0 0 6 3 0 1 0 0 0 1 6 00 2 5 0 0 4 0 00 2 0 3 0 4 5 7 0 1 0 0 1 4 0 2 0 0 2 9 0 4 6 0 7 2 0 1 1 5 0 1 8 5 0 2 9 0 0 4 6 0 0 2 5 4 0 6 0 8 0 1 2 0 1 6 0 2 3 0 3 2 0 5 2 0 81 0 1 3 0 0 2 1 0 0 3 2 0 0 5 2 0 0 3 0 5 0 7 0 9 0 1 3 0 1 8 0 25 0 3 6 0 5 7 0 8 9 0 1 4 0 0 2 3 0 0 3 6 0 0 5 7 0 0 4 0 6 0 8 0 1 0 0 1 5 0 2 0 0 2 7 0 4 0 0 6 3 0 9 7 0 1 5 5 0 2 5 0 0 4 0 0 0 6 3 00
圆锥测量
截面之间的轴向距离。内、
外圆锥长度分别用Li、Le来表 示。圆锥配合长度指内、外
圆锥配合面的轴向距离,用 符号Lp表示。 (4)圆锥角(锥角)α。指 在通过圆锥轴线的截面内, 两条素线间的夹角。
(5)锥度C。指两个垂直圆 锥轴线截面的圆锥直径D和d 之差与其两截面间的轴向距 离L之比(见图7-2),即 C D d
7.1.4 未注公差角度的极限偏差 图样上标注的角度和通常不须标注的角度,若未给出
公差,则加工与检测时须按GB/T 1840—2000未注公差角 度的极限偏差规定的要求执行(见表7-7)。
第7章 圆锥的公差与测量
国家标准将未注公差角度的极限偏差分为3个等级, 即中等级m、粗糙级c、最粗级v,并规定以角度的短边长 度作主参数;对于锥度,当α较小时,可取公称长度L当 作边长;当α较大时,则取圆锥的素线长度 。
第7章 圆锥的公差与测量
2.直接测量法 直接测量法是用测量角度
的量具和量仪直接测量,被测的 锥度或角度的数值可在量具和量 仪上直接读出。常用量具和量仪 有万能游标角度尺和光学分度头 等。万能游标角度尺。万能游标角
度尺是机械加工中常用的度量角
度的量具,测量范围为0°~
320°。结构如图7-21所示,万能
第7章 圆锥的公差与测量
7.3 圆周角测量
1.相对测量法 相对测量法又称比较测量法。它是将角度量具与被测角度比较,
用光隙法或涂色检验的方法,估计被测锥度及角度的测量。其常用 的量具有角度量块、直角尺、角度或锥度样板及圆锥量规等。
(1)角度量块。在角度测量中,角度量块是基准量具,它用来检定 或校正各种角度量仪,也可以用来测量精密零件的角度。成套的角 度量块由36块或94块组成,测量范围为10°~350°。角度量块的结 构形式有Ⅰ型和Ⅱ型两种,Ⅰ型为三角形量块,有一个工作角α;Ⅱ 型为四边形量块,有四个工作角α、β、γ、δ,如图7-15所示。角度 量块具有研合性,可单独使用, 也可组合使用。为保证量块紧密贴合, 组合时靠专用附件夹注,与被测对象比较时,用光隙法估定角度偏 差。