海德汉数控系统在数控龙门镗铣床上的应用
海德汉iTNC 530-适用于铣、钻、膛和加工中心的多功能轮廓加工数控系统

– 用KinematicsOpt校准旋转轴
电子手轮定位
– 准确移动机床轴
... 如果发生故障?
– 海德汉数控系统的诊断
一览表
– 用户功能,附件,选装项,技术参数,数控系统比较
4 6 8 10
16
24 26 28 30
34
39 42
48 49 50 51 52 53 3
应用广泛 – 最佳的多功能数控系统
iTNC 530是多功能数控系统。它能最佳地 满足您的要求,无论是生产单件零件还是 批量生产,是简单零件还是复杂零件,也 无论是“定制”生产还是集中化生产,无 一例外。
iTNC 530非常灵活。您喜欢在机床上还是 在编程工作站上编程?用iTNC 530都同样 简单,它提供便捷的车间编程能力,就像 使用外部编程系统一样: 在机床上,您能用数控系统的对话式编程 功能编写传统铣、钻和镗加工程序。iTNC 530的smarT.NC或Klartext海德汉对话式编 程语言为您提供最佳的支持-还包括大量
几何特性 •• 倾斜加工面 •• 圆柱面加工 •• 刀具中心点管理(TCPM) •• 3-D刀具补偿 •• 快速的程序段处理速度使轮廓加工
海德汉数控技术和测量技术:可靠工艺确保高精、高动态性能和高效率生产

海德汉数控技术和测量技术:可靠工艺确保高精、高动态性能和高效率生产陆梨【期刊名称】《《今日制造与升级》》【年(卷),期】2019(000)008【总页数】2页(P36-37)【关键词】海德汉; 新一代; 编码器; 海德汉数控系统; 机床运动; 高动态性能; 数控技术【作者】陆梨【作者单位】【正文语种】中文【中图分类】TG659在铣削和车削领域,掌握复杂工艺的加工能力当然是突出的竞争优势。
海德汉数控系统、光栅尺或编码器和驱动技术为机床提供卓越的技术基础。
在即将于9月16—21日举办的2019汉诺威国际机床展(EMO 2019)上,海德汉将在其展位和“工业4.0展区”以培养机床的TNC资深用户为宗旨,在独立展位展示“海德汉TNC俱乐部”,并设立“机械工程青年人才基金会”展位为青年学生提供高级和学徒培训。
要在产品生产中使用可靠、经济和高效的工艺并满足产品对精度和质量的更严苛要求,机床的全部相关功能部件必须无缝地相互协调配合。
EMO 2019期间,海德汉将在9号展馆I32号展位现场演示多样化的综合技术和解决方案。
全新TNC数控系统新功能更全面即使针对单件或小批量生产,海德汉数控系统也可以提供高可靠性、高精度和高生产力的工艺。
而且还能将机床的数字化简单可靠地集成到工艺链中。
海德汉为此提供了“动态高精”“动态高效”和“智联制造”及其它众多选装项。
全新TNC 640配24英寸宽屏显示器,可提供分屏显示功能:在数控系统显示界面之外,用户还拥有另一个显示其它应用程序的工作区。
布局合理的用户界面使得用户可以直接在数控系统上全数字化地管理加工任务。
全新TNC 640配24英寸宽屏显示器和紧凑扩展工作区,其分屏显示功能提供两个工作区,一个用于数控界面的显示,另一个用于其它应用程序的显示。
此外,海德汉还将展示TNC数控系统的全新“部件监测”选装项。
其核心功能是保护工艺和机床,避免磨损或过载导致机床失效,具体表现为持续监测主轴轴承负载,避免负载超过定义的极限,保护主轴避免损坏;周期性地监测进给轴,评估滚珠丝杠磨损情况和任何可能的失效情况。
SINUMERIK 840D sl数控和电气系统在镗铣床技术改造中的应用
我公 司的一 台俄 罗斯 6 1 6 0 m m数 控 镗 铣床 , 原 西
服 电动机 , 以上 各单 元都 是 由以太 网连接 的。 由 A D I 4 发 出主轴模 拟 指令 , P L C选 用 E T 2 0 0扩 展 输入 输 出单
元, 通过 P r o f i B u s 现场 总线 与系统 连接 。
t i r e ma c h i n e p r o p e r t i e s c o u l d s a t i s f y t h e d e s i g n d e ma n d s o f h i g h p r e c i s i o n,h i g h c o n t r o l f u n c t i o n a nd h i g h r e l i a b i l i t y o f t he ma c h i ne t o o 1 .
Ke y w o r d s : 8 4 0 D s l S y s t e m; P L C P r o g r a m;S 1 2 0 S e r v o S y s t e m; A d j u s t i n g P a r a m e t e r ; T e c h n i c a l R e t r o i f t
Ap p l i c a t i o n o f SI NUMERI K 8 4 0D s l CNC a n d e l e c t r i c a l s y s t e m
o n t e c h n i c a l r e t r o f i t o f b or i n g - mi l l i n g ma c h i n e t o o l
门子 8 1 0 M 数控 系统 严 重 老化 , 故障率高 , 维修 困难 , 且机 械精 度较 差 。为满 足 生产 要 求 , 采用 S I N U ME R系统 和 S I N A MI C S S 1 2 0伺 服 系 统 及
海德汉系统详解
海德汉系统详解
海德汉系统是一种高精度的数控系统,广泛应用于机床、机器人、航空航天、汽车制造等领域。
以下是一些关于海德汉系统的详解:
1.系统组成:海德汉系统由控制器、伺服驱动器、编码器、输入/输出模块等组成。
控制器负责处理指令、控制伺服驱动器,伺服驱动器则负责控制电机的运动。
编码器用于检测电机的位置和速度,输入/输出模块则用于与外部设备进行通讯。
2.编程方式:海德汉系统采用CNC编程方式,通过编写G代码和M代码来控制机床的运动。
G代码用于控制机床的加工过程,包括切削速度、进给速度、刀具半径等参数。
M代码用于控制机床的辅助功能,如换刀、换料、换工件等。
3.控制方式:海德汉系统采用闭环控制方式,通过编码器检测电机的位置和速度,控制器根据反馈信号进行调整,从而实现高精度的运动控制。
同时,海德汉系统还支持位置控制、速度控制、加速度控制等多种控制方式。
4.安全保护:海德汉系统具备多种安全保护措施,包括急停开关、过载保护、过压保护、过热保护等。
这些措施可以有效保障机床和操作人员的安全。
5.应用领域:海德汉系统广泛应用于机床、机器人、航空航天、汽车制造等领域,可以实现高精度、高效率的加工过程。
在机床领域,海德汉系统被广泛应用于数控车床、数控铣床、加工中心等机床上。
以上是一些关于海德汉系统的基本介绍,希望能对您有所帮助。
米克朗海德汉系统面板详解
米克朗海德汉系统面板详解一、米克朗海德汉系统面板简介1. 米克朗海德汉系统面板啊,那可是个很有趣的东西呢。
这系统面板就像是一台精密机器的大脑操作界面。
它有着各种各样的功能按键和显示区域。
比如说,那些按键的布局都是经过精心设计的,就像一个精心布置的棋盘。
每个按键都有它独特的作用,按错一个可能就会让整个操作走向不同的方向。
2. 这个面板的显示区域也很重要。
它能直观地给操作人员反馈很多信息,就像人的眼睛一样。
能显示各种数据、状态等等。
这就好比你在开车的时候,仪表盘给你显示车速、油量等信息一样重要。
如果没有这个显示区域准确地反馈信息,操作人员就像是在黑暗中摸索,很容易出错。
二、面板上的按键功能1. 有一些按键是专门用来控制坐标轴的。
就像在一个三维空间里,这些按键能让机器的刀具或者工作头精确地在X、Y、Z轴上移动。
这移动的精度那可是相当高的,就像一个非常细心的工匠在雕琢一件艺术品,差一点都不行。
比如说,要加工一个非常精密的零件,可能误差只能在几微米之间,这时候这些坐标轴控制按键就发挥了巨大的作用。
2. 还有一些按键是用来调整加工参数的。
像是切削速度、进给量这些参数。
这就好比厨师做菜的时候,要调整火候和调料的用量一样。
不同的材料、不同的加工要求,就需要调整不同的参数。
如果参数设置错了,就可能导致加工出来的产品不合格,就像厨师把菜炒糊了或者没放盐一样糟糕。
三、操作面板的交互性1. 这个米克朗海德汉系统面板操作起来很讲究交互性。
操作人员要根据机器的实时状态和加工要求,灵活地在面板上进行操作。
就像两个人在对话一样,要互相理解对方的意图。
操作人员要理解面板反馈的信息,然后根据这些信息做出正确的操作,面板也会根据操作人员的指令做出相应的反应。
2. 而且在操作过程中,可能会遇到一些特殊情况。
比如说突然出现故障提示。
这时候操作人员就要快速地在面板上找到对应的解决办法。
这就考验操作人员对面板的熟悉程度了。
如果对面板不熟悉,就像在陌生的城市里迷路了一样,不知道该怎么办。
海德汉系统介绍 (1)

The tool centre always works correct
PATHCTRL VECTOR
PATHCTRL AXIS
F TCP
五轴联动功能/倾斜平面加工功能
Zhou Xiuling
镗铣床常见零部件加工 — — 倾斜面加工功能
Zhou Xiuling
机床回转中心
工件回转中心
镗铣床常见零部件加工 — — 倾斜面加工功能
HSCI
Zhou Xiuling
Max.
5 control loops DC link power: 14 KW HSCI interface 4 (UEC 111) or 5 (UEC 112) inputs for speed encoders 4 (UEC 111) or 5 (UEC 112) inputs for position encoders UEC 111: Connection for 3 axes plus spindle
Zhou Xiuling
海德汉系统主要特点
新一代海德汉数控系统 高速加工 · 五轴联动加工 智能化 友好人机界面
系统基本类型(铣类)
Zhou Xiuling
TNC 124----线切加工
TNC 310/TNC 320 轮廓加工( 10V)
iTNC 530----全数字系统(整套)
Current hardware platform with MC 42x
五轴联动加工/ 通过 KinematicOpt循环优化机床结构
– – – – 旋转轴的标定 / 系统误差的补偿 存储和找正 校正和优化机床结构表 机床结构补偿
Zhou Xiuling
智能化 / 集成的动态碰撞监控功能 (选项)
基于海德汉iNTC530系统的机床加工参数优化
现代制造技术与装备
2017 第 10 期 总第 251 期
基于海德汉 iNTC530 系统的机床加工参数优化
张 月 任仲伟 杨 林
(沈阳工业大学 机械工程学院,沈阳 110870)
摘 要 : 使用 TNCopt 软件与内置综合示波器, 以电流环的优化为例, 详细阐述海德汉 iNTC530 系统伺服优化, 以实现海德汉 iNTC530 系统的控制和加工参数更加稳定。 关键词:海德汉数控系统 TNCopt 综合示波器 参数优化
引言 螺旋桨表面轮廓材料去除揭示了曲面不同位置的精加 工材料去除情况。精加工前,可以通过测量手段得到不同 位置的材料去除深度。因此,研究螺旋桨表面轮廓材料的 去除与加工工艺参数之间的映射规律非常必要。通过研究 与分析该精加工过程, 可为其高质高效加工 (工艺参数选择、 路径规划、曲面型面精度、加工效率)提供理论依据。 1 单磨粒材料去除模型 在半球形磨粒抛磨过程中,磨粒在外载荷的作用下挤 压工件。当压强增加到一定程度时,接触区将发生弹塑性 变形。由于塑性变形的产生,材料将会随着磨粒的切削作 用而被去除。 本文基于压痕法测量布氏硬度的原理分析工件在接触 区发生的弹塑性变形过程,从而推导出单磨粒在接触区的 材料去除量。压痕法是通过计算作用在磨粒上的压力与接 触区 弹 塑 性 变 形 产 生 的 压 痕 面 积 的 比 值 而 得 到 布 氏硬度
[2]
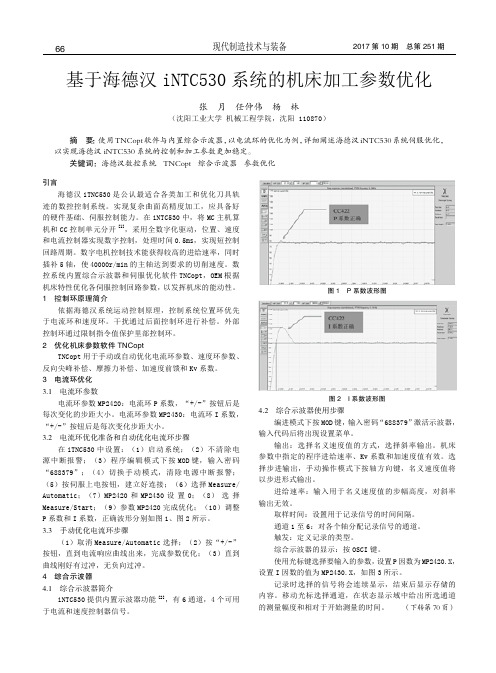
图 1 P 系数波形图
图 2 I 系数波形图
4.2 综合示波器使用步骤 编进模式下按 MOD 键, 输入密码 “688379” 激活示波器, 输入代码后将出现设置菜单。 输出:选择名义速度值的方式,选择斜率输出。机床 参数中指定的程序进给速率、Kv 系数和加速度值有效。选 择步进输出,手动操作模式下按轴方向键,名义速度值将 以步进形式输出。 进给速率:输入用于名义速度值的步幅高度,对斜率 输出无效。 取样时间:设置用于记录信号的时间间隔。 通道 1 至 6:对各个轴分配记录信号的通道。 触发:定义记录的类型。 综合示波器的显示:按 OSCI 键。 使用光标键选择要输入的参数, 设置 P 因数为 MP2420.X, 设置 I 因数的值为 MP2430.X,如图 3 所示。 记录时选择的信号将会连续显示,结束后显示存储的 内容。移动光标选择通道,在状态显示域中给出所选通道 的测量幅度和相对于开始测量的时间。 (下转第 70 页)
浅谈数控技术在数控铣床中的应用
浅谈数控技术在数控铣床中的应用数控技术是一种通过预先编程控制机床进行加工的现代化加工技术。
数控技术在各个行业都有广泛的应用,而在数控铣床中的应用尤为重要。
数控铣床是一种通过计算机程序控制铣刀的运动进行零件加工的机床。
相比传统的手动操作,数控铣床具有高精度、高效率、高稳定性等优势,广泛应用于模具加工、零部件加工等行业。
数控技术在数控铣床中的应用可以提高加工精度。
数控铣床通过在计算机中预先编程,可以精确控制铣刀的运动轨迹和深度,避免了由于操作人员的操作误差导致的加工精度不稳定的问题。
数控铣床还可以通过在程序中设置补偿等功能,进一步提高加工精度。
数控技术在数控铣床中的应用可以提高加工效率。
传统的手动操作铣床需要操作人员不断调整刀具和工件的位置,而数控铣床可以通过程序控制刀具的运动轨迹,自动完成加工过程。
这不仅可以节省人力成本,还可以大大提高加工效率。
数控铣床还可以通过自动换刀系统,实现多道工序的一次性加工,进一步提高加工效率。
数控技术在数控铣床中的应用可以提高生产的灵活性。
数控铣床可以通过更改程序来改变加工零件的形状和尺寸,适应不同的生产需求。
而传统的手动操作铣床需要更换刀具和工艺,耗时且繁琐。
数控铣床的灵活性不仅可以提高生产效率,还可以降低生产成本。
数控技术在数控铣床中的应用具有重要意义。
它可以提高加工精度、加工效率、加工稳定性和生产的灵活性,为各个行业中的模具加工、零部件加工等提供了更加高效、精确和可靠的加工方式。
随着数控技术的不断发展和完善,相信数控铣床的应用将会得到更广泛的推广和应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
海德汉数控系统在数控龙门镗铣床上的应用
文章介绍了GM2130型数控龙门镗铣床结构,说明了海德汉数控系统可为该类机床电控系统提供一个完备的解决方案。
标签:海德汉数控系统;电控系统;数控龙门镗铣床;变量控制
GM2130型数控龙门铣镗床是我公司历经多年研发制造成功的采用功能强大的、在欧洲被广泛使用的海德汉数控系统等先进技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。
主要适用于航空航天、造船、机床、纺织机械、印刷机械、模具制造等行业。
机床具有钻、镗、铣、扩、铰、攻丝、直线插补、圆弧插补、螺旋线插补、三坐标联动等功能。
具有高精度、高速度、高柔性、环保型特点。
海德汉数控系统为我厂生产的GM2130型数控龙门铣镗床提供了完备的电控系统解决方案。
GM2130型数控龙门铣镗床由:床身、工作台、滑座、立柱、滑枕、横梁、附件库、按钮站、附件库操作单元、液压站、电气控制柜、海德汉光栅尺、编码器等全闭环检测机构等组成。
机床坐标:机床采用迪卡尔坐标系:X、Y、Z、W 四坐标形式,X轴为工作台的纵向移动,Y轴为主轴箱横向运动,Z轴为滑枕垂向移动,W轴为横梁垂向移动。
我厂生产的GM2130型数控龙门铣镗床电控系统应用了国内外先进技术:数控系统采用德国海德汉公司新型的iTNC530数控系统,它是面向车间应用的轮廓加工数控系统,操作人员可在机床上采用易用的对话格式编程语言编写常规加工程序。
主传动系统采用德国海德汉公司的QAN型交流伺服主轴电机,驱动电源采用UM系列数字变频器驱动,经机械-电气变速,使主轴获得一定范围内无级变速。
主轴有二个档位:I挡主轴转速为:5-355r/min;II挡主轴转速为:29-2000r/min。
主轴位置编码器采用德国海德汉公司的编码器ROD486,为主轴准停和攻丝提供了保证。
滑枕Z轴驱动采用德国海德汉公司的QSY型交流伺服进给电机(Mz),驱动电源采用UM系列数字变频器驱动,电机额定扭矩26NM,额定转速3000r/min,电机内装有制动器。
Z轴进给位置反馈采用德国海德汉公司的LB382C光栅尺实现位置全闭环控制。
进给:1-4000mm/min;快速:4000mm/min。
横梁W、V轴进给驱动采用德国海德汉公司的QSY型交流伺服电机(MW、MV)。
驱动电源采用UM系列数字变频器驱动,电机额定扭矩28NM,额定转速3000r/min,电机内装有制动器。
W、V轴保持电气同步移动。
W、V轴进给位置反馈分别采用德国海德汉公司的两个ROD486 5000p/r线的编码器,实现位置半闭环控制。
进给:5-2000mm/min;快速:2000mm/min。
滑座Y轴进给驱动采用德国海德汉公司的QSY型交流伺服电机电机(My)。
驱动电源UM系列数字变频器驱动,电机额定扭矩28NM,额定转速3000r/min。
Y轴进给位置反馈采用德国海德汉公司的LB382C光栅尺实现位置全闭环控制。
进给:5-10000mm/min;快速:10000mm/min。
工作台(X轴)进给驱动采用德国海德汉(HEIDENHAIN)公司的QSY型交流伺服电机(Mx),用两个相同的电机,实现双电机消隙,驱动电源都为UM 系列数字变频器驱动,电机额定扭矩63NM,额定转速3000r/min。
X轴进给位置反馈采用德国海德汉公司的LB382C光栅尺实现位置全闭环控制。
附件库小车控制(U轴)采用进给驱动采用德国海德汉公司的QSY型交流伺服电机电机(MU)。
驱动电源采用UM系列数字变频器驱动。
机床操作集中在落地移动式按钮站、手提按钮盒、附件库控制单元及电柜门上。
控制柜为落地式联体标准柜。
内有数控系统、主轴系统、伺服系统及空开、变压器、接触器等控制元件。
控制柜右侧有主电源开关,连锁保护的两个钥匙旋钮可以禁止无关人员合主电源开关。
按钮站为落地移动式按钮站,按钮站上有显示器BF150及TE530键盘、MB420机床操作面板,用户机床操作面板;按钮站是机床的主要操作部件。
机床所有运动及控制均可通过按钮站操纵。
电子手轮HR410安装在按钮站侧面,HR410上有手轮及运行方向键,有HR410有效键、坐标选择键,可以控制各轴动作。
如果选用摆角铣头等附件,海德汉具有先进的五轴联动软件包,通过购买该软件包可实现摆角铣头的五轴联动功能。
通过数控系统方便的变量控制功能,可实现自动换附件、自动分度等功能。
自动换附件时使用M代码,MXX代码与铣头有特定对应关系:
各轴交换附件的位置可在下列参数中设置:
...
通过变量控制可简化編程,实现自动换附件等复杂程序设计的简化。
海德汉iTNC 530数控系统是精密机床、加工中心应用最广的高档系统之一,是一款面向用户的开放的数控系统,PLC程序可以在显示器上读取和修改,用户可以根据需要对系统进行二次开发,基本功能全,选向功能少,为用户提供了完备的机床控制解决方案。
海德汉iTNC 620数控系统是一款适用于铣镗类机床的紧凑型数控系统,尽
管是紧凑型的,但它仍可支持5个控制轴,操作灵活,人机界面友好,可用于倾斜主轴头和回转工作台的五轴加工等。
海德汉数控系统为我厂生产的GM2130型数控龙门铣镗床提供了完备的电气控制解决方案,它是一款面向用户的,人机界面友好的高、精、尖数控系统,它功能齐全、完备,通过购买特定功能软件包可实现复杂的五轴联动等功能。
经过我厂用户反馈海德汉数控系统性能稳定,功能全面。
参考文献
[1]iTNC530 User’s Manual[Z].Heidenhain company,2007.
[2]iTNC530 软件新功能[Z].Heidenhain company,2007.。