造纸机传动控制系统
ABB变频器设定
1 引言我国的造纸业近几年发展非常迅速,同样,造纸机的传动系统中变频器的应用也越来越广泛,本文就几种造纸传动系统中常用的变频器参数及设置方法作一介绍,供本行业电气人员参考。
常用变频器可以从两方面来理解:(1) 经常使用的变频器是从其应用的广泛性来理解;(2) 通用性,现在市场上能见到的变频器种类品牌都很多。
品牌如abb、富士、西门子等。
而每一种品牌又有很多种。
例如西门子变频器就有伺服型、通用型、风机泵型。
本文分析几种应用范围较为广泛品牌的通用型变频器在纸机传动中的主要参数及设置方法。
2 造纸机变频器参数设置原则根据造纸工艺要求,我们已经知道纸机对变频器的一些基本要求,现在绝大多数通用型变频器基本都能满足这些条件。
但是如果参数设置不当,也会影响系统的性能,甚至不能正常运行。
对于通用型变频器来说,其主要参数和设置可以从以下几个方面来考虑:2.1 频率信号参数设定变频器运行频率:通用型变频器可以从以下几个方面来获得运行频率。
(1) 操作面板在变频器的显示面板上,都有频率增加和频率减少按键,通过它可以改变变频器的运行频率,这是一种数字设定频率的方式,由于这种方式不能在现场实时修改变频器的运行频率,因此,其应用范围受到一定的限制。
只能在单电机拖动且不经常修改运行频率的场合中使用。
(2) 模拟端子通用型变频器模拟端子基本都有电压输入和电流输入两种,电压输入有0~5vdc,0~10vdc,-5~5vdc,-10~10vdc等几种;电流输入基本上有0~20ma和4~20ma两种,可以任意设定其中的一种或多种输入,变频器内部用10位以上的a/d把它转换成数字量。
应用这种方式设定变频器的运行频率可以实现外控操作,且在现场可以实时修改,但是众所周知模拟量在传输过程中易受干扰,特别是电压信号,更易受干扰,造成系统运行不稳定,这里建议用电流信号;另外用模拟量设定运行频率,在纸机传动控制系统中还要解决速度同步问题。
(3) 数字端子这种设定频率的方式,各种品牌的变频器叫法不一,如abb变频器叫电动电位器,而富士变频器叫上升/下降功能等,其实际上就是利用变频器本身的多功能数字输入端子来改变变频器的运行频率,且升/降速的速率可调。
基于晶闸管的长网造纸机传动系统主电路设计
S = ( j + ) = 壬( 3 3 6 9 3 + 3 3 6 9 3 ) 3 3 6 9 3 ( V ・ , 哇 ) 3 3 7 ( K V ・ / { )
式中:s 为变压器 的容量 ,m 1 、m 2 分别为一次侧 ,二 次侧绕组 的相 数,变比为:
K = /U 22 0/l 1 8 . 9 6 2
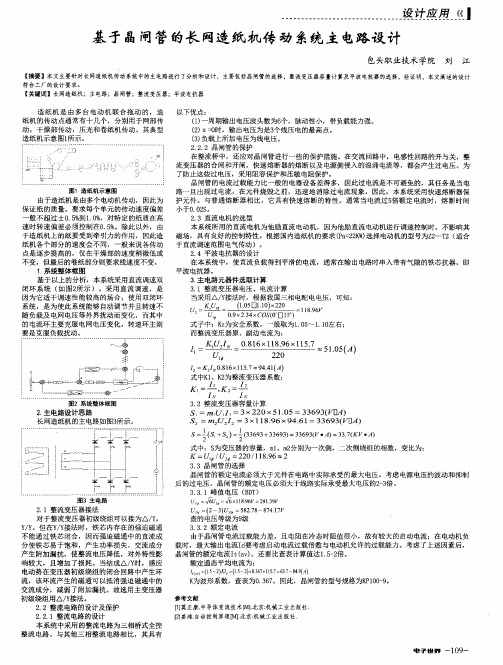
造 纸 机 是 由多 台 电动机 联 合 拖动 的 ,造 以 下优 点 : 纸机 的传动点通 常有十几个 ,分别用 于网部传 ( 1 ) 一周 期输出 电压波头数为6 个 ,脉动性小 ,带负载 能力 强。 动 ,干 燥部传动 ,压光和卷 纸机传动 。其典型 ( 2 ) a = 0 时,输 出电压为是3 个线压 电的最高点 。 造纸机示 意图l 所 示。 ( 3 ) 负载 上所加 电压为线 电压 。 2 . 2 . 2 晶闸管 的保护 ‘ 一盈 在 整流桥 中,还应对 晶闸管进行一些 的保护措 施。在交流 回路 中,电感 性回路的开与关 ,整 0 , l _ _ 4 、 , , I t { 0 流变压器 的合闸和开 闸,快速熔断器 的熔 断 以及 电源侧侵入 的浪涌 电流等 ,都会产 生过 电压 。为 … 。 1 。 ‘ 一 。 一 - J : 了防止这些过 电压 ,采 用阻容保护和压敏 电阻保护 。 晶闸管的 电流过载 能力 比一般 的 电器设备差得 多,因此过 电流是不可避 免的,其任务是 当电 图1造纸机示意图 路一旦 出现过 电流 ,在元件烧 毁之前 ,迅速 地消除过 电流现象 。因此 ,本系统采用快速 熔断器保 由于造 纸机是 由多个 电动机传动 ,因此为 护元件 。与普通 熔断器相 比,它具有 快速熔断 的特性 。通 常当 电流过 5 倍额定 电流 时 ,熔 断时 间 . 0 2 S 保证纸 的质量 ,要求每个单 元的传动速度 偏差 小 于 0 般不超 过 ±0 . 5 % 到1 . O % ,对特 定 的纸质 在高 2 . 3直流 电机 的选 型 速时转 速偏差必 须控制在0 . 5 % 。除此 以外 , 由 本系统所用 的直流 电机为 他励 直流 电动机 ,因为他 励直流 电动机进行调速控 制时,不影响其 于造纸机 上的纸 要受到牵 引力 的作用 ,因此造 磁场 ,具有 良 好 的控 制特性。根据国 内造纸机 的要求 ( P n = 2 2 K W ) 选择 电动机 的型号为z 2 一T 2( 适合 纸机各个 部分 的速度 会不 同,一般来说各传 动 于直流调速 范围电气传 动)。 点是逐步 提高 的,仅 在干燥 部的速度稍微低 或 2 . 4平波 电抗器 的设计 不变,但最后 的卷纸 部分则要求线速度不变 。 在本 系统中 ,使直流负载得 到平滑的 电流 ,通 常在输 出电路时串入带有气 隙的铁 芯抗器 ,即 1系统整体框 图 平波 电抗器 。 基于 以上 的分析 ,本系 统采用直流调速双 3 . 主 电路元器件选 取计算 闭环系 统 ( 如 图2 所示 )。采用直 流调 速 ,是 3 . 1整流变压器 电压 、电流 计算 因为它适 于调速性能较 高的场合 ;使用双 闭环 当采用 △/ Y 接法时 ,根据 我国三相电配 电电压 ,可知 : 系统,是 为使此系统 能够 自动调节 并且转速不 £ / : 兰 一…_ C - t o + 2. U 一: 1 l 8 9 6 l f , 随负载及 电网 电压等 外界扰动而变 化,而其 中 { O . 9 x 2 . 3 4 x C O S ( 0 口l 5 ) 的电流环主要 克服 电网电压变化 ,转速环主则 式子 中:K z 为安全系数 ,一般取 为1 . 0 5 ~1 . 1 O 左右 ; 要 是克服负载扰动 。 而整流变压器原 、副边 电流 为:
负荷分配原理

7)裁切、选别、包装。将已经卷好的纸卷进行裁切,再进行筛选,把有污点和破损的纸张选出来,最后进行生产所需的包装。
随着我国工业的发展,人们生活水平的提高,纸在我们的生活中应用越来越广泛,已经成为不可替代的生活用品,比如书籍、报纸、作业纸、包装纸、卫生纸等等,在我们的生活中随处可见。除了生活用纸外,纸在其他领域也有广泛的应用,如工业用纸、农业用纸和医疗用纸等。从这些方面可知,纸在我们的日常生活中的影响越来越大,人们的生活早已离不开纸。人们对纸的需求量日益增长,对纸的种类需求也越来越多,从作业纸到书籍用纸,从包装纸到卫生纸,再到餐巾纸等,纸的种类真的是多种多样,这就导致对纸的生产工艺和生产质量有了更高的要求。
综合以上的两种传动方式的分析和对比,本设计采用的是分部传动这种传动方式。
2.4纸机传动系统的主要控制方式
造纸机传动控制系统是一种转速恒定、负载基本恒定的稳速系统,从控制特性上可分为速度控制、转矩控制、负荷分配控制三种基本控制方式,其控制要求为速度长期稳定,动态恢复时间尽可能短。纸机传动控制系统的主要控制系统有如下三种:
6)纸机为恒转矩负载,要选择具有恒转矩控制性能的变频器,并具有较高的分辨率,良好的通讯能力,并采用PLC作为控制单元,实现对整个控制系统的可靠、协调的控制,以满足纸机控制系统正常工作的需要。
2.3造纸机传动方式
一般来说,传统的造纸机采用的是机械总轴这种传动方式,这种传动方式的各个传动轴通过机械装置连接在共同的主传动轴上,传动轴就能跟随主传动轴同步运行,如图1.2所示。
目前造纸行业的主传动控制系统已基本采用了全数字交流变频传动控制技术,提高了电能的 使用效率,可靠性高,维护少,但维护费用上升。究其原因,至今半导体技术还不可能 对可关断器件实施可靠的低成本的保护,它的唯一保障措施只能靠关断基极来实现,因此,一旦线路或者元件故障往往造成功率器件损坏,而功率器件的成本占到变频器价格的以上,所以变频器维护费用高。另外,在变频调速下,当电动机进入发电制动 状态,整流桥两端直流电压上升,直流电流反向。由于变频系统输入直流电压为不可逆二极管整流,因此这种发电只能转化为电压升高,最终使系统眺闸。再生制动能量如不及时消耗,将会经常发生变跳闸、停机的现象,直接影响到正常生产。
多分部纸机传动控制器的研究

C H EN
( Cole e f l g o Elc rc a d n or a in e tial n I f m to En ne rng, gi e i 71 21. Chi 00 na) &
控 制 器 的 两 单 片 机 ( 8 C 1 , 用 分 工 协 AT 9 5 ) 采
作工 作 方式. 中 , 其 一片 主要 完成 现场 的操作 处理 、 闭环 控 制 、 速输 出 的功 能 , 它称 之 为 给 定单 片 转 把
意组 合 , 以以不 同型 号 变 频 器 、 流 调 速 器共 同 可 直
置 , 以 由参 数设 定不 同 的脉 冲数/ 转 , 可 每 系统所 能 测 量 的最高 频率 为 2 Hz2 0k _ . J
3 硬 件 系 统 设 计
D 的功 能 , 系统 的参数 能在 线修 改 和掉 电保 持 记 使 忆. 由于 相 同位 数 的 D A 要 比 A/ 便 宜 得 多 , / D 用 D/ 来 实 现 A/ 的功 能 , 满 足系 统 精度 的前提 A D 在 下 大 大降 低 了系统 成本 . ( ) 计 采 用 了开 关 电源 及 集 成 V I 换 芯 3设 / 转 片 AD 9 6 4等新 技术 和 新 器 件 . 装 置体 积 大 大 缩 使 小 , 靠 性 、 定 性 提 高. 可 稳 实测 显 示 , 出 电位稳 定 输 度 在温度 变化 2 ~6 5 O℃ 度 时 , 流 偏 差 小 于 5 电
m a h ne d i ys e e i n. c i rve s t m d sg K e r s:pa r m a hi e; d i e c ntole ; r s a c y wo d pe c n rv o r l r e e r h;us e
大型纸机的传动控制现状

突出 的特 点 是除 了 电气传 动 控 制 以外 , 他 的 其
1 前 言 随 着 造 纸 装 备 水 平 的 不 断 提 高 , 机 向 宽 纸 幅 、 速 化 方 向 发 展 已 成 为 趋 势 。 除 了 一 些 特 高
控 制 内容 和 范 围必 须 进一 步 扩 大 , 成若 干 个 形
多分支 的子 系统 。从 结 构上 讲 , 是将 采 集 和 就
控 制 分 散 在 多 个 现 场 控 制 站 , 将 操 控 和 监 视 而
功 能集 中在一 个 或 多个 操作 站 上 。所 以 , 纸 对 机本 身 , 需要一 系列 的多单元 系统化 协调控 制 。 按 照 系统 分 散控 制 的概 念 , 产 过程 的 系统 的 生
提 出 了更 多 新 的 要 求 L 。 1 ] 2 纸 机 的 自 动 化 控 制 系 统
的 自动化 控 制结 构 , 成一个 完 整 的纸机 自动 组
化 系 统 引。
下 面 以山东某 纸厂新 上生产线 为例介 绍一 下 纸机 的 自动 化控制 , 图 1所示 : 如 根据 工 艺指 标 的具 体要 求 , 设计 了基 于西
层 次 更 加 分 明 , 成 既 相 互 独 立 , 全 系 统 贯 通 形 又
殊纤维造 纸受工 艺和市 场条件 的 限制 外 , 装 、 包 印刷 、 文化 纸 机 的大 型高 速化 带 来 的规模 化 生 产效率 和经济效 益 的提 高都是 十分 明显 的。 同 时, 对纸 机装备 的设计 、 制造 和工艺 条件提 出更 高的要求 , 别 的是对 纸机 的 自动化 控制方 面 ,
造纸dcs

制浆造纸DCS系统(上)日期:2009-8-19 点击:86一、DCS系统的作用1、扩大生产规模现代企业为了提高市场竞争力、降低生产成本、提高产品质量,正逐步向大型化、高度自动化发展。
理论上所有生产过程可由人来判断并进行手动控制,在老式、低速生产线上经常可以看到这种控制方式。
但在现代化、高速运行生产线上再熟练的操作人员也根本不可能跟上快速运行设备的节奏,根本不可能达到及时控制生产工艺参数的要求,而且再熟练的人员也会犯错,一旦出错可能会对生产设备产生灾难性的影响。
所以越先进的生产线,就越需要一套先进的自动化控制系统去实现快速、准确地调整生产中重要的工艺参数,或在紧急突发事件中快速响应以保护生产线上昂贵的设备,这种控制系统就是我们所说的DCS系统。
2、配合先进设备使用现在许多新型的制浆、造纸设备必须配合自动化控制系统使用,比如鼓式碎浆机、纤维分级筛、多园盘白水回收装置、蒸汽冷凝水系统以及QCS系统等等。
这些设备从设计上就摒弃了人工操作的方式,只有通过自动化控制系统才能使这些设备发挥功用。
3、强化生产管理生产过程中的历史数据、趋势、报表、报警信息对生产管理具有不可估量的意义。
传统人工记录既不准确也不及时。
现在由自动化控制系统完成数据的采集和整理归档,并可向智能工厂直接提供这些数据,实现指导、分析生产管理。
4、提高产品质量好的产品质量必须是由连续、稳定的生产线实现的。
自动化控制系统最主要的目的就是为工艺生产提供稳定的保证。
5、降低生产成本同样,连续、稳定的生产线生产成本是最低的。
自动化控制系统有效有效的避免了频繁启停带来的资源浪费,同时还在生产中提供最合理的生产原料配比。
另外,自动化控制系统还节约了大量的重复劳动,节约了人力资源。
二、DCS系统的组成DCS系统通常由五部分组成:过程站、I/O单元、操作站和工程师站、通讯网络、操作控制软件。
过程站过程站一般又称为控制器,是自动化控制系统中的核心部件。
主要担负的功能有:各种信号的处理和计算、各种控制算法的计算和实现、逻辑功能的计算和实现;网络功能的实现、报警信息的处理、历史数据的处理等等。
基于 DCS 的造纸自动化控制系统的设计与实现

基于DCS 的造纸自动化控制系统的设计与实现美卓集团总部在芬兰,是全球领先的工程技术公司。
业务涵盖矿山、建筑、能源、金属回收、纸浆和造纸等行业。
一、工艺流程工程核心设备是芬兰Metso 提供的在线双面涂布超压高速纸机,没有传统工艺的混合浆池,利用混合器使浆料在管道中直接混合,大大缩短了更换纸种所需的时间,提高了纸机的生产效率。
1.浆料流送装置是造纸机的起始部分,习惯上称之为流浆箱或网前箱。
2.网部的主要作用是将悬浮液浆流进行大量脱水,并使之成形具有一定湿强度的湿纸页。
纸幅在网部的成形决定了纸张成品的重要性。
3.在压榨部采用直通式双道靴型压榨,大大提高了纸页的脱水率和紧度。
4.干燥部是上烘缸下真空辊的结构,加入了纸幅稳定器用以解决高速纸机的纸幅跳边现象。
前干燥部有一套在线清洗设备,保证了纸机的运行效率。
5.施胶部的目的主要是使纸和纸板具有抗拒液体(特别是水和水溶液)扩散和渗透的能力,以适宜于书写或防潮抗湿,施胶剂是松香胶料。
6.超压部分也叫超级压光机,是由3~10个辊筒垂直安装在机架上组成的。
提高纸页的平滑度、紧度和光泽度,并使纸页全幅厚薄均匀。
7.传感器的使用:在施胶部之前有一个扫描架,安装了定量、水分和厚度传感器。
施胶部之后是第二个扫描架,安装了定量与水分传感器。
卷曲机构安装了第三个扫描架,有定量、厚度、水分、颜色、光泽度传感器。
此外,该纸机还装备了Metso公司的Sensodec6S 纸机状态及运行性能检测系统、KajaaniRMi 流着率分析系统、QCS质量控制系统、WMS断纸检测系统和WIS纸幅侦测系统,它们都属于造纸控制系统的组成部分。
现在开始着重讲它的集散控制系统DCS。
二、DCS—美卓MetsoDNAMetsoDNA(Dynamic Network Architecture)是美卓自动化开发的一套DCS 系统,它基于一个树型或者环型拓扑结构的冗余以太网络,将操作管理装置和下面的分散过程控制装置整合到一个平台。
牛卡纸机备浆流送部控制系统

牛卡纸备浆流送部控制系统设计I 牛卡纸机备浆流送部控制系统设计摘要备浆流送部是抄纸过程的一个重要工段,涵盖从纸浆车间的成浆池到网部的流浆箱唇口之一段,是制浆工段和抄纸工段的连接枢纽,属于抄纸过程的准备阶段。
其主要功能包括纸料的输送、筛选、稀释、冲浆上网等。
在制浆造纸过程中,这一阶段的控制往往作为纸机DCS控制系统的一个独立子系统。
其主要任务包括浆料的浓度调节、流量调节、浆池液位调节、流浆箱的控制相关泵的联锁控制等。
本设计首先对备浆流送工段的工艺做了介绍,并明确了控制对象和控制参量,之后根据工艺的要求,设计了适合工艺的控制系统,并对照工艺流程图进行了控制点的配置、I/O点数的统计、模块的选择和相关仪表的选型。
本文中详述了工艺流程,因为工艺流程是控制方案选定的基础和前提,之后对控制方案进行了详述,并对控制系统的硬件进行了选型和配置。
随后介绍了西门子PLC控制系统和WinCC组态软件。
本次设计的难点是流浆箱的液位和总压的耦合问题以及四段除砂器浆泵及阀门的连锁和时序启停问题,针对上述问题,本文中给出了相应的解决方案。
关键词:备浆流送,控制系统,PLC,硬件组态II Control System Design of Preparing and Flowing Section for KraftPaper MachineABSTRACTPreparing and flowing section is important in paper making process. It covers sections from the pulp slurry pool to the workshop of the head-box lip, which belongs to the paper making process preparation stage is the connection hub of pulping and paper making section,. Its main function includes conveying, screening, dilution, slurry punching network. In papermaking process, the DCS control system for this stage of paper machine is often used as an independent sub-system. Its main tasks include pulp concentration regulation, flow control, plasma pool level adjustment, head-box control and pump interlock control.This design introduced the process of preparing and flowing at first, and clearly described the control object and control parameter, then according to the process requirements, design the process control system, and the control process flow chart for the control point configuration, I/O point statistics, module selection and the selection of instruments. This design introduces the technological process detailedly, because the process is the basis and premise of control program, then explain the control scheme、the control system hardware for the selection and configuration in detail. Subsequently introduced Siemens control system PLC and WinCC configuration software.This difficulty in this design the head-box level and total pressure’s coupling problem and issues of pump and valve linkage and sequential start-stop for four sections of the desander , in view of the above problems, this paper presents corresponding solutions.KEY WORDS:Preparing and Flowing, Control system, PLC, Hardware Configuration牛卡纸机备浆流送部控制系统设计III目录摘要 (I)ABSTRACT (II)1 绪论 (1)1.1 本课题的背景、目的及意义 (1)1.1.1 课题背景 (1)1.1.2 课题目的 (1)1.1.3 课题意义 (1)1.2 备浆流送部控制在国内外的现状 (1)1.3 本课题的主要工作和任务安排 (2)1.3.1 本次设计的主要工作 (2)1.3.2 本次设计的内容安排 (2)2.1 备浆流送部的定义及其主要功能 (3)2.1.1 备浆流送部的定义 (3)2.1.2流送系统的主要功能 (3)2.2 备浆流送的工艺 (3)2.2.1 浆量的调节 (4)2.2.2 液位控制 (4)2.2.3 浆料的稀释 (4)2.2.4 浆料的除气 (5)2.2.5 纸浆的筛选和净化 (5)2.3 备浆流送系统的典型设备简介 (6)2.3.1 流浆箱 (6)2.3.2 旋翼筛 (7)2.3.3 锥形除渣器 (8)3 PLC介绍 (9)3.1 PLC的定义、特点及功能 (9)3.1.1 PLC的定义 (9)3.1.2 PLC的优点 (9)3.1.3 PLC的主要功能 (9)3.2 PLC的硬件组成和工作原理 (10)3.3 PLC的工作原理 (12)3.4 PLC的I/O模块和外围设备 (14)3.4.1 数字量输入模块 (14)IV3.4.2 数字量输出模块 (15)3.4.3 模拟量输入模块 (15)3.4.4 模拟量输出模块 (17)3.5 CPU模块 (17)3.6电源模块 (18)3.7其他模块 (18)3.8本章总结 (18)4 备浆流送部控制方案设计 (19)4.1控制方案的设计 (19)4.1.1控制原理 (19)4.1.2控制回路分析及控制点配置 (19)4.2 控制回路设计 (21)4.3 备浆流送的仪表和执行器 (22)4.3.1 压力测量仪表 (22)4.3.2 流量检测仪表 (22)4.3.3 液位测量仪表 (23)4.3.4 浓度测量仪表 (23)4.4 控制回路执行器和仪表的选型 (23)4.5 控制系统硬件选型及组态 (23)4.5.1 控制点数统计 (23)4.5.2 控制系统硬件选择 (24)4.5.3 控制系统硬件组态 (25)5 STEP 7及WinCC软件简介 (27)5.1 西门子PLC编程软件STEP 7 (27)5.2 WinCC组态软件 (28)5.3 组态软件设计结构 (28)5.4 组态过程 (28)5.5 现场调试 (29)6 总结 (30)致谢 (31)参考文献 (32)牛卡纸机备浆流送部控制系统设计 11 绪论1.1 本课题的背景、目的及意义1.1.1 课题背景现代造纸工业是世界上居电信制造行业和汽车工业之后的第三大加工工业,属于集中度高,资金、技术、能源密集型的大型现代化产业。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
造纸机传动控制系统
日期:2007年7月31日 11:14 来源: 作者:admin
字号 [ 小 中 大 ]
本文采用森兰sb80系列变频器和西门子s7-200 plc组
成一套文化纸机传动控制系统。通过可编程逻辑控制器(plc)和变频
器之间的通信,控制传动点的启动、停止、增速、减速、紧纸等操作,
由软件自动实现负荷分配、速度链等功能,充分满足造纸工艺及电控的
需要。
1 纸机对电气传动控制系统的要求
1.1 该机结构简图如图1示。纸机为1760/250 m/min长网多缸文
化纸机,生产40~65g/m2高级文化用纸,稳态精度≤0.01%。
图1 结构简图
1.2为了能生产出质量标准较高的产品,纸机对电气传动系统提出如下
的要求:
(1) 纸机工作速度要有较大的调节范围,为了使造纸机具有较强
的产品、原料的适应性(如打浆度、浆料配比与种类、定量、纸种等),
纸机传动可在较大的范围内均匀的调节速度,调节范围为1:8;
(2) 车速要有较高的稳定裕度,总车速提升、下降要平稳。为了
稳定纸页的定量和和质量、减少纸幅断头,要求纸机稳速精度为
±0.05~0.01%;
(3) 速差控制,速比可调、稳定。纸幅在网部和压榨部时,其纵
向伸长横向收缩,而在烘干部时,两向都收缩,因此纸机各分部的线速
度稍有差异,即速差。速差在一定范围内变化不引起纸页质量的突变。
此时的速差对成纸来说,主要影响纸页的克重。误差应控制在0.1%以内
保持纸张不被拉断。纸机各分部的速比的最大波动值与浆料配比、定量、
车速、生产工艺、纸页收缩率及分部之间的纸幅无承托引段的张力等因
素有关。因此,造纸机各相邻分部间应有适当的速差来形成良好的纸页。
纸机各分部的速度必须是可以调节的,为±10~15%。利于工作时调整。
为了生产较高质量的纸幅和减少断头率,还要保持各分部间速比的稳
定;
(4) 各分部点具有速度微升、微降功能,引纸操作时的紧纸、松
纸功能。具有刚性联结或软联结的传动分部,如网部、压榨部、施胶部,
能进行负荷动态调节。防止某点的速度发生变化而引起负荷在分部内动
态转移,如不及时进行自动的调节(因为现在使用的变频器基本上都不
具备长期四象限运行能力),有的传动点负载可能超过它自身的功率范
围引起过流发生,有的传动点被拖动而引起过高的泵升电压,导致变频
器过压而保护跳闸,甚至损坏变频器和损坏毛布。同时在这些分部中,
应具有单动、联动功能,并可以同时起动、停止。必要的显示功能,如
线速度、电流或转矩、运行信号、故障信号等;
(5) 爬行速度。 为了检修和清洗聚酯网、压榨毛毯、干网以及各
分部的运行工况,各分部应有15~50m/min可调的爬行速度,但不宜在
此速度下长时间运行;
(6) 纸机为恒转矩负载性质,要选择具有恒转矩控制性能的变频
器,并具有较高的分辨率,良好的通讯能力,并采用plc作为控制单元,
实现对整个控制系统的可靠、协调的控制,以满足纸机控制系通正常工
作的需要。
2 控制系统组成
系统原理图如图2所示 。该纸机传动系统采用由s7-226小型plc作
为系统的控制中心;由功能较强大的森兰sb80系列变频器为驱动单元,
频率分辨率为0.01hz以上;变频专用电机作为执行单元;欧姆龙编码
器提供速度反馈信号,使纸机传动在速度闭环运行模式下,从而使控制
系统稳速精度达到0.01%。由plc通过西门子modubus协议、rs485网
络与变频器实现速度链功能、速差控制、负荷分配功能、总车速升、降、
各分部点的速度升、降及紧纸、松纸等功能,较理想地满足纸机正常工
作的需求。
森兰sb80系列变频器采用ti推出的32位150mips的高速电机控制专
用dsp和自主开发的嵌入式实时软件操作系统;电机控制理论的先进
性――转子磁场定向和精确磁通观测器的闭环电流矢量控制;整机设计
的先进性――高启动转矩、高过载能力、高速电流限制等。森兰sb80
能满足各种苛刻工况下的电机控制,广泛应用于恒转矩控制、位置控制、
张力和卷绕控制、纺织应用等领域。
3 控制系统软件设计
控制系统的软件设计基于以下原则:1 程序模块化结构化设计,其
中负荷分配、速度增减、初始化、紧纸、速比计算、校验、数据发送、
接收等作为子程序调用;2 程序采用循环扫描的方式对传动点进行
处理,简化程序,提高程序执行效率;3 采用中断子程序进行数据的
发送、接收;确保数据的准确快速的传输;4 必要的软件保护措施,以
免造成重大机械损害。
因此该程序通用性强,可移植性好,使用不同的变频器,只须进行相应
协议的格式的定义。即数据发送、接收、校验程序的相应修改即可,满
足纸机运行的需要。主程序流程图如图3所示
图3主程序流程图
3.1 速度链设计及速差控制
速度链结构采用二叉树数据结构算法,完成数据传递功能。首先对各传
动点位置进行数学抽象,确定速度链中各传动点编号,此编号应与变频
器内部地址一致。然后根据二叉树数据结构,确定各结点的上下、左或
右编号。即任一传动点由3个数据(“父子兄”或“父子弟”)确定其
在速度链中的位置,填入位置寄存器数值。如图4所示
图4 位置寄存器示意图
该传动点速度给变频器后,访问位置寄存器,确定子寄存器结
点号,若不为0,则对该经点进行相应处理,直到该链完全处理完;再
查兄弟寄存器结点号,处理另一支链。所以只须对位置寄存器初始化,
即可构成具有任意分支结构的速度链。
算法设计采用了调节变比的控制方法。如图五所示,纸机二压点作为速
度链中的主节点,它的速度就是整个纸机的工作车速。在 plc内,我
们通过通信检测到车速调节信号则改变车速单元值,同时送给驱网、吸
移、真压、一压分部,其速度值乘以相应的速比,即是该传动点的速度
运行值。若某一分部速度不满足运行要求,说明该分部变比不合适,可
通过操作该分部的加速、减速按钮实现,plc检测到按钮信号后调整了
变比,使其适应传动点间的速差控制要求。相当于在plc内部有一个高
精度的齿轮变速箱,可以任意无级调速。
若正常生产中变比合适,需要紧纸、松纸操作时,按下该分部紧纸、松
纸按钮,plc将对应在速度链上附加一正或负的偏移量则实现紧纸、松
纸功能。同时送下一级计算,依此类推,构成速度链及速差控制系统。
前一级车速调整,后面跟随调整,后级调整不影响前级,适应纸机操作
引纸的顺序要求。
速度链的传递关系由图5来体现,由plc软件实现。
图5 纸机速度链结构图
3.2 负荷分配设计
该纸机传动结构上有柔性联结的传动点,烘缸部和压榨部。它们之间不
仅要求速度同步还需要负载率均衡,否则会造成一个传动点由于过载而
过流,而另一传动点则由于被带动而过压,影响正常抄纸,甚至可能撕
坏毛布,损坏变频器、机械设备。因此这两个传动部分的传动点之间需
要负荷分配自动控制。
负荷分配工作原理:假设p1e、p2e为两台电机额定功率,pe为额定总
负载功率,pe= p1e+p2e 。p为实际总负载功率,p1、p2为电机实际
负载功率,则p= p1+ p2。系统工作要求 p1=p*p1e/pe ,
p2=p*p2e/pe,两个值相差≤3%。
由于电机功率是一间控制接量。实际控制以电机定子转矩代替电机功率
进行计算。
plc采样各分部电机的转矩,计算每一组的总负荷转矩,根据总负荷转
矩计算负载平衡时的期望转矩值。计算平均负荷转矩方法如下公式所
示。
m=
其中: ml1 、ml2 是压榨、烘缸电机实际输出转矩;
pe1 、pe2 是压榨、烘缸台电
机额定功率;
m 为负荷平均期望转矩
plc通过modbus总线得到电机转矩,利用上述原理再施以pid算法,调
节变频器的输出,使两电机转矩百分比一致。即完成负荷自动分配的目
标。
设置最大限幅值,如果负荷偏差超过该设定值,要停机处理,以防机械、
电气损害发生。负荷分配控制实现的前提是合理的速度链结构,使负荷
分配的传动点组处于子链结构上,该部负荷调整时,不影响其它的传动
点,因此速度链结构是采用主链与子链相结合的形式。
3.3辅助控制的机、电、液一体化设计
辅助部分的机、电、液一体化、连锁及保护、卷纸机自动换卷控制、稀
油站润滑系统等辅助电气系统协调工作,以保证系统正常运行和设备安
全。
4变频器部分主要参数设置
变频器主要参数设置如下表所示,本表适合各系列森兰变频器,所
以未列出代码,实际只需找到相应功能设置好即可:
对表中部分参数注释如下:加减速时间,在造纸机传动系统中,由
于传动点数目较多,即变频器数量较多,所以负载不近相同。这就要求
加减速时间设定不同,对烘缸类大惯性负载加减速时间要长一些,否则
会导致变频器过载报警,对其他辊类负载则加减速时间可稍短一些。通
讯参数中地址设定一般从一侧设置至另一侧,即由1至最后。本表为主
要参数,还有一些其他参数需据现场情况作相应改动,本文不一一复述。
4 结 语
造纸机传动系统各个传动点既要保持一定的速度一致性,又要有一定的
速差。同时具有机械相联系的传动点又要有负荷平衡即负荷分配功能。
森兰sb80系列变频器具有很高的可靠性和和完善的功能实现,通过丰
富的参数组态与plc通过modubus协议通讯、协调工作可满足中、高速
造纸机对传动系统要求大速比变化、高稳态精度等控制性能的需要。