焊盘与钢网的可制造性设计[1]
回流焊接的技术整合管理系列文章之第五部分:回流焊接技术的可制造性设计

太 多的工 艺路线在技术 的掌握 、优化 要求和 电路设计、甚至是工艺设计 的
工艺性设计 :
工艺性设计在 ST 用和管理上是 M应
个 十 分 重 要 的 工 作 。但 却 也 是 目前 做
和 管 理 上 也 很 困 难 , 事 实 上 也 较 难 确 有相 当的差异 。这也就告诉我们 在整
加工直通率 以及产品的使 用寿命 。所
以质量设计不可避免 的也成为设计活
笔者认为 ,目前许多企业没有很
工作确保在设计产 品 (c A PB )的时候 动 中 的一 员 。
C 等物料的选择、焊 好的掌握和发挥工 艺性设计 的作用的 序 ),以及对于 同一个产品来说 ,其 活动包括器件、PB 盘外形尺寸 的设计 、锡膏或黏胶工艺 主 要 原 因 , 是 因为 对 它 的认 识 不 足 。 工作特性 是一次性的 ( 不像生产是不 断 的重复同一工作来大量复制 ),所
后 的工 序 。也 就 是 将 完 成 2 组 装 的 作 的程 序 ( 就 是 工 作 流程 ) ,知 道 级 也
CA 避免 的。本期我们就来看看和这 方面 P B 安装入机壳 中,以及其他机械 部 本末倒置将使系统频频出错 ,甚至导 件和 电缆等 的组装部分 。这里考虑 的 致瘫痪。在做 流程考虑时我们会发现 有关的一些理念和知识 。 在 本系列文章 的第二 部分中,我 主题是如何通过使用最少的标准材 料 在选择 使用器件前我们必须先知道产 曾向读 者们 介 绍 了多种 回流焊 接技 和工具 , 以最短的时间和不造成产 品 品的工 艺路线是打算怎么走,而我们 术。虽然他们之间有部分技术是相 同 质量风 险的情况 下完成产 品的组装工 作。 相通 的,但本文我只针 对最普遍被使 工 艺 设 计 是对 整 个 加 工 过 程 , 也 用 的 强制 热风 回流 焊接 技 术 来讨 论 就 是 工 艺 路 线 的 选 择 和 设 计 。从 效 益 ( 本文中都简称’ 回流焊接’ )。读者 如果有其他 回流焊接技术上的 问题 可 和产 品特 性的角 个系统 中必须有另外的一个器件评估 限制 和 自己考虑 本 身 的工 艺技术 范 流 程 、组 织和 职称 来 运 作 。这样 一
经典完整SMT钢网开孔设计指南参照IPC7525A
模板设计指南顾霭云•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A 标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等容。
模板设计容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
SMT模板(钢网)的概述及特点
SMT模板(钢网)的概述及特点本文介绍,在为一个印刷工艺订购模板(stencil)时,有一个明确的经验曲线。
当对其技术的熟悉帮助产生所希望结果的时候,模板变成在一个另外可变的装配运作中的常量。
“好的模板得到好的印刷结果,然后自动化帮助使其结果可以重复。
”模板的采购不仅是装配工艺的第一步,它也是最重要的一步。
模板的主要功能是帮助锡膏的沉积(depo sition)。
目的是将准确数量的材料转移到光板(bare PCB)上准确的位置。
锡膏阻塞在模板上越少,沉积在电路板上就越多。
因此,当在印刷过程中某个东西出错的时候,第一个反应是去责备模板。
可是,应该记住,还有比模板更重要的参数,可影响其性能。
这些变量包括印刷机、锡膏的颗粒大小和黏度、刮刀的类型、材料、硬度、速度和压力、模板从PCB的分离(密封效果)、阻焊层的平面度、和元件的平面性。
模板制造技术模板制造的三个主要技术是,化学蚀刻(etch)、激光(laser)切割和电铸成形(electroform)。
每个都有独特的优点与缺点。
化学蚀刻和激光切割是递减(substractive)的工艺、电铸成形是一个递增的工艺。
因此,某些参数比较,如价格,可能是属于苹果与橘子的比较。
但,主要的考虑应该是与成本和周转时间相适应的性能。
通常,当用于最紧的间距为0.025"以上的应用时,化学腐蚀(chem-etched)模板和其它技术同样有效。
相反,当处理0.020"以下的间距时,应该考虑激光切割和电铸成形的模板。
虽然后面类型的模板对0.025"以上的间距也很好,但对其价格和周期时间可能就难说了。
化学蚀刻的模板化学蚀刻的模板是模板世界的主要类型。
它们成本最低,周转最快。
化学蚀刻的不锈钢模板的制作是通过在金属箔上涂抗蚀保护剂、用销钉定位感光工具将图形曝光在金属箔两面、然后使用双面工艺同时从两面腐蚀金属箔。
由于工艺是双面的,腐蚀剂穿过金属所产生的孔,或开口,不仅从顶面和底面,而且也水平地腐蚀。
PCB SMT钢网制作厚度及开孔标准
SMT钢网厚度及开口标准0.0引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
3.0工作指引3.1制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm ×520mm或550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3常用钢网的尺寸型号如下表:钢网尺寸(单位)370×470mm420X520mm500X600mm550X650mm23”X23”29”X29”适用机型手动手动/半自动手动/半自动半自动松下/GKG自动DEK/MPM自动框架中空型材尺寸(mm)铝合金20X20铝合金20X30铝合金20X30铝合金20X30铝合金30X30铝合金40X403.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
SMTDFM应用
SMTDFM应用可制造性设计概念不论是您公司从事的是什么产品,不论您的顾客是内部或是外部顾客,他们对您的要求都可说是一致的。
他们的要求都离开不了三方面。
即优良或至少中意的品质、相对较低的成本(或价格)、和较短而及时的交货期。
而身为一个产品的设计人员,您对以上的三个方面是绝对有阻碍和操纵能力的。
目前新一代的设计师,他们的职责已不是单纯的把产品的功能和性能设计出来那么简单,而是必须对以上所提到的三方面负责,并做出奉献。
什么缘故现今的治理对设计师在这方面的表现专门重视呢?要紧是因为设计是整个产品寿命的第一站。
在效益学的观点上来说,问题越是能够越早解决,其成本效益也就越高,问题对公司造成的缺失也就越低。
在电子生产治理上,曾有学者做出如此的推测,即在每一个要紧工序上,其后工序的解决成本费用为前一道工序的10倍以上。
例如设计问题假如在试制时才给予更正,其所需费用将会较在设计时解决高出超过10倍,而假如这设计问题没法在试制时解决,当它流到再下一个要紧工序的批量生产时,其解决费用就可能高达100倍以上。
此外,关于设计造成的问题,即使您厂内拥有最好的设备和工艺知识,也未必能够专门完善的解决。
因此基于以上的缘故,把设计工作做的好是门专门重要的治理。
所谓把设计做的好,那个地点指的是包括产品功能、性能、可制造性和质量各方面。
SMT是门复杂的科技。
因此目前的设计师也面对许多方面知识的压力。
身为一个SMT产品设计师,他必须对专门多方面如元件封装、散热处理、组装能力、工艺原材料、元件和组装寿命等等数十种科目具备一定的知识。
许多这方面的问题差不多上以往插件技术中不必加以考虑和照管的,但现在却成了必备的知识。
因此当今的设计师,他们应该具备的知识面,已不能像以往处理电子产品设计时的范畴一样。
而本讲座中谈到的DFM技术,也正是当今SMT设计师必备的知识之一。
目前在工业界里,几乎没有人不谈"品质"治理的。
先进治理观念强调,品质不是制造出来,而应该是设计出来的。
SMT可制造性设计应用研讨会讲义(上)
SMT可制造性设计应用研讨会讲义(上)1.0可制造性设计概念ﻫ不论是您公司从事的是什么产品,不论您的顾客是内部或是外部顾客,他们对您的要求都可说是一致的。
他们的要求都离不了三方面。
即优良或至少满意的品质、相对较低的成本(或价格)、和较短而及时的交货期。
而身为一个产品的设计人员,您对以上的三个方面是绝对有影响和控制能力的。
目前新一代的设计师,他们的职责已不是单纯的把产品的功能和性能设计出来那么简单,而是必须对以上所提到的三方面负责,并做出项献。
ﻫ为什么现今的管理对设计师在这方面的表现特别重视呢?主要是因为设计是整个产品寿命的第一站。
在效益学的观点上来说,问题越是能够越早解决,其成本效益也就越高,问题对公司造成的损失也就越低,在电子生产管理上,曾有学者做出这样的预测,即在每一个主要工序上,其后工序的解决成本费用为前一道工序的10倍以上,例如设计问题如果在试制时才给予更正,其所需费用将会较在设计时解决高出超过10倍,而如果这设计问题没法在试制时解决,当它流到再下一个主要工序的批量生产时,其解决费用就可能高达100倍以上。
此外,对于设计造成的问题,即使您厂内拥有最好的设备和工艺知识,也未必能够很完善的解决。
所以基于以上的原因,把设计工作做好是门很重要的管理。
所谓把设计做好,这里指的是包括产品功能、性能、可制造性和质量各方面。
SMT是门复杂的科技。
因此目前的设计师也面对许多方面的压力。
身为一个ST M产品设计师,他必须对很多方面如元件和组装寿命等等数十种科目具备一定的知识。
许多这方面的问题都是以往插件技术中不必加以考虑和照顾的,但如今却成了必备的知识。
所以当今的设计师,他们应该具备的知识面,已不能像以往处理电子产品设计时的范围一样。
而本讲座中谈到的DFM技术,也正是当今SMT设计师必备的知识之一。
目前在工业界里,几乎没有人不谈‘品质'管理的。
先进管理观念强调,品质不是制造出来,而应该是设计出来的。
SMT钢网厚度及开口标准
SMT钢网厚度及开口标准版本:ASMT钢网厚度及开口标准第 1 页共 6 页 0.0 引言在SMT装联工艺技术中,印刷站位是第一环节,也是极其重要的一个环节。
印刷质量的好坏会直接影响到SMT焊接直通率的高低,在实际生产过程中,我们发现60%—70%的焊接缺陷与印刷质量有关。
因此,有必要对印刷工艺的各个方面进行研究。
在影响印刷工艺参数的各个方面中,网板的设计又起着举足轻重的作用。
1.0 目的规范SMT车间的钢网厚度及开孔标准,保证锡膏、红胶有效的沉积在指定位置,为焊接提供有效的保证,从而提升整体的焊接质量水平。
2.0 适用范围用于制造部SMT车间钢网厚度及开孔标准工作指引。
3.0 工作指引3.1 制造工艺和成本的选用原则3.1.1根据生产订单性质决定钢网的制造工艺,一般情况下,研发部门首次打样或试制阶段的钢网,在印刷精度可以保证的前提下,可以采用化学蚀刻工艺(节省成本),但此种工艺已经严重落后,通常开孔的尺寸误差为1mil,且印刷容易堵塞钢网,已逐渐被淘汰(元件间距必须大于25 mil(0.635mm)以上)。
小批量和大批量生产用的钢网,优先采用激光切割+电抛光工艺,此种工艺加工精度高,开孔尺寸误差大约为0.3~0.5mil,定位精度小于0.12mil,且有良好的倒模效应,适用元件间距在20 mil(0.5mm)或以下,加工成本较适中,生产工艺已很成熟。
电铸成型工艺因为成本过高,通常用于细间距和超细间距元件的印刷。
3.1.2根据PCB板型的大小和印刷机型号,决定所开钢网尺寸的大小,PCB的长度X宽度超过250mmX200mm时,一般采用736mm×736mm(适用于DEK 265和MPM等机型),小于上述情况,而且无0.5以下的细间距引脚和0603以下CHIP的电路板,可以采用420mm×520mm 或 550mmX650mm(适用于半自动印刷机和手动印刷台)。
3.1.3 常用钢网的尺寸型号如下表:钢网尺寸(单位) 370×470mm 420X520mm 500X600mm 550X650mm 23”X23” 29”X29”松下/GKG DEK/MPM 适用机型手动手动/半自动手动/半自动半自动自动自动框架中空型材尺寸铝合金铝合金铝合金铝合金铝合金铝合金 (mm) 20X20 20X30 20X30 20X30 30X30 40X403.1.4绷网方式:采用红胶+铝胶带方式,在铝框与铝胶粘接处,须均匀刮上一层保护漆。
最新版SMT钢网开孔设计指南(参照IPC-7525A)
模板设计指南顾霭云•模板(stencil)又称smt漏板、SMT钢网,它是用来定量分配焊膏或贴片胶的,是保证印刷焊膏/贴片胶质量的关键工装。
•模板厚度与开口尺寸、开口形状、开口内壁的状态等就决定了焊膏的印刷量,因此模板的质量又直接影响焊膏的印刷量。
•随着SMT向高密度和超高密度组装发展,模板设计更加显得重要了。
•模板设计属于SMT可制造性设计的重要内容之一•1998年IPC为模板设计制订了IPC 7525(模板设计指南),2004年修订为A版。
IPC 7525A 标准主要包含名词与定义、参考资料、模板设计、模板制造、模板安装、文件处理/编辑和模板订购、模板检查/确认、模板清洗、和模板寿命等内容。
模板设计内容•模板厚度•模板开口设计•模板加工方法的选择•台阶/释放(step/release)模板设计•混合技术:通孔/表面贴装模板设计•免洗开孔设计•塑料球栅阵列(PBGA)的模板设计•陶瓷球栅阵列(CBGA)的模板设计•微型BGA/芯片级包装(CSP)的模板设计•混合技术:表面贴装/倒装芯片(flip chip)的模板设计•胶的模板开孔设计•SMT不锈钢激光模板制作外协程序及工艺要求1. 模板厚度设计•模板印刷是接触印刷,模板厚度是决定焊膏量的关键参数。
•模板厚度应根据印制板组装密度、元器件大小、引脚(或焊球)之间的间距进行确定。
•通常使用0.1mm~0.3mm厚度的钢片。
高密度组装时,可选择0.1mm以下厚度。
•通常在同一块PCB上既有1.27mm以上一般间距的元器件,也有窄间距元器件,1.27mm以上间距的元器件需要0.2mm厚,窄间距的元器件需要0.15~0.1mm厚,这种情况下可根据PCB上多数元器件的的情况决定不锈钢板厚度,然后通过对个别元器件焊盘开口尺寸的扩大或缩小进行调整焊膏的漏印量。
•要求焊膏量悬殊比较大时,可以对窄间距元器件处的模板进行局部减薄处理,2. 模板开口设计•模板开口设计包含两个内容:开口尺寸和开口形状•开口尺寸和开口形状都会影响焊膏的填充、释放(脱膜),最终影响焊膏的漏印量。
SMT模板(钢网)简介
SMT钢网(模板)SMT stencilSMT钢网(stencil)也称作SMT模板(SMT Stencil):一种SMT专用模具;主要作用是辅助锡膏的沉积;目的是将准确数量的锡膏精准地转移到空PCB上的准确位置。
随着SMT工艺的发展,SMT钢网(SMT模板)还被广泛的应用于胶剂工艺。
一、钢网(SMT模板)的演变钢网最初是由丝网制成的,因此那时叫网板(mask)。
开始是尼龙(聚脂)网,后来由于耐用性的关系,就有铁丝网、铜丝网的出现,最后是不锈钢丝网。
但不论是什么材质的丝网,均有成型不好、精度不高的缺点。
随着SMT的发展,对网板要求的增高,钢网就随之产生。
受材料成本及制作的难易程序影响,最初的钢网是由铁/铜板制成的,但也是因为易锈蚀,不锈钢钢网就取代了它们,也就是现在的钢网(SMT Stencil)。
二、钢网(SMT模板)分类按SMT钢网的制作工艺可分为:激光模板,电抛光模板,电铸模板,阶梯模板,邦定模板,镀镍模板,蚀刻模板。
激光钢网制作所需的资料制作激光钢网需要以下资料:1、PCB2、菲林3、数据文件资料必须:PCB:版次正确,无变形、损坏、断裂;菲林:是SMD层及丝印层,注明正反面,确保未受冷受热,无折痕;数据文件:鑫格瑞激光钢网(SMT模板)可接受各种CAD数据格式:GERBER、HPGL、*.JOB、*.PCB、*.GWK、*.CWK、*.PWK、*.DXF、*.PDF;以及下列软件设计的数据:PAD2000、POWERPCB、GCCAM4。
14、PROTEL、AUTOCADR14(2000) 、CLIENT98、CAW350W、V2001。
数据过大时应压缩后传送,可使用*.ZIP、*.ARJ、*.LZH等任何压缩格式;数据需要含SMT solder paste layer(含有Fiducial Mark 数据和PCB外形数据),还需要含有字符层数据,以便检查数据的正反面、元件类别等。
下面我们简单地介绍一下最常用的GERBER格式文件;GERBER文件是美国GERBER公司提出的一种数据格式;它是将PCB信息转化成多种光绘机能识别的电子数据,亦称光绘文件。
SMT钢网、网板设计
▪ 电铸工艺:质量较好,但成本很高,供应商少 不适合用于厚度变化钢网 不需使用抛光等技术也有很好的释放质量
▪ 抛光和镀镍:使孔壁更光滑的工艺,用在化学腐蚀和激光工 艺后,影响开孔尺寸,必须给予补偿
0.12mm
0.15mm
0.18~0.2mm
细间 距长 方形 开口
宽度≥0.18mm (长宽比<10) 且最近开口中心
距≥0.4mm
宽度≥0.225mm (长宽比<10) 且最近开口中心
距≥0.5mm
宽度≥0.225mm (长宽比<10)且 最近开口中心距
≥0.5mm
宽度≥0.27mm (长宽比<10)且 最近开口中心距
SMT工艺制程控制
钢网设计
钢网设计
SMT过程
印刷或滴注 贴片 回流
70%↑ 印刷引起的工艺问题占:
钢网设计
▪ 钢网的设计要求 ▪ 钢网材料和制造工艺 ▪ 钢网的开孔设计 ▪ 钢网的制作指标
一. 钢网的设计要求
正确的锡膏量或胶量 →可靠的焊点或粘结强度 良好的释放后外形 →可靠稳定的接触 容易定位和印刷 →良好的工艺管制能力
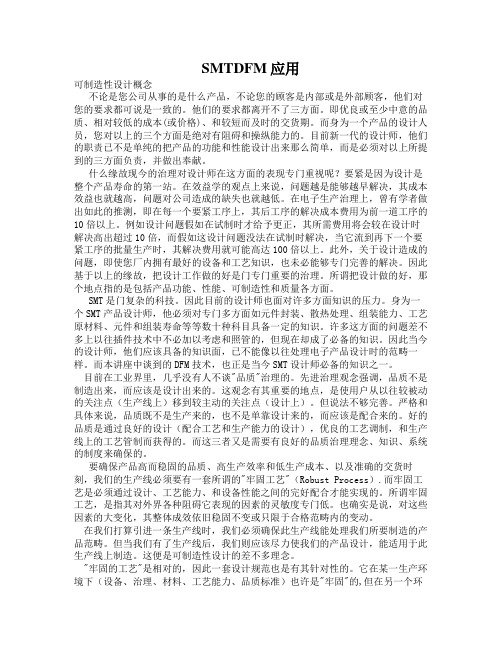
三. 钢网的开孔设计
L W
开孔尺寸设计的基本原则 Lmax=W+0.3W/D2 Wmin = 5 × solder powder size
印刷不良造成的焊接缺陷
少锡
锡珠
立碑
连锡
红胶上焊盘
掉件
钢网开口的一般原则
L
W
以化学腐蚀方法制作:W/D≥1.6 激光切割(用“钼”制作)W/D≥1.2 激光切割(无抛光工艺,用不锈钢片制作)W/D≥1.5 开口面积与孔壁面积之比: Area ratio=L*W/(2*(L+W)*D)≥0.66