华中数控系统介绍(ppt 22页)
华中数控介绍
自20世纪90年代以来,由于工业PC技术的发展,以工业Pc、I/O装置、监控装置、控制网络组成的数控系统得到了迅速普及,成为实现高性能、低成本、开放性、网络化工业自动化的重要途径。
近年来,随着装备制造业对自动化水平的不断提升,数控系统技术得到了迅速发展,已广泛应用在金属加工、汽车制造、航空航天、消费电子、模具制造、木工机械、注塑机械等行业,并且已经达到一个引人瞩目的市场规模。
华中“世纪星”数控系统采用以工业Pc作为硬件平台的开放式体系结构的创新技术路线,充分利用Pc软、硬件的丰富资源,通过软件技术的创新,实现数控技术的突破。
以工业PC作为数控系统的软硬件平台,不但可以大幅度提高数控系统的性能价格比,而且还可以充分利用通用微机已有的软硬件资源和分享计算机领域的最新成果,如大容量存储器、高分辨率彩色显示器、多媒体信息交换、联网通信等。
数控系统还能伴随Pc技术的进步而发展,从而长期保持技术上的优势。
通过不断的发展和创新,华中数控已经走出了一条民族数控系统产业的发展之路,现已派生出了十多种系列、三十多个特种数控系统产品,广泛用于车、铣、刨、磨、冲、加工中心、车铣复合、齿轮、仿形、激光等加工行业。
本书围绕如何高效地使用华中“世纪星”系列数控系统所提供的功能,详细地介绍了华中车床、铣床(加工中心)数控系统的编程指令和操作方法,阐述了零件从图样到产品的整个实现过程;并以实际应用为背景,介绍了华中“世纪星”数控系统的故障诊断和维修、进给驱动系统故障诊断和维修等内容,使读者在全面掌握华中“世纪星”数控系统的操作和编程等基本原理的同时,理解华中“世纪星”数控系统的软硬件组成原理,并掌握华中“世纪星”数控系统提供的与维修相关的功能,从而有效地提高读者操作、使用、保养维修数控机床的效率。
本书第1章由杨虎编著,第2、3、5、6章由向华编著,第4章由叶伯生编著,第7章由胡涛编著,第8、9章由徐建春、郑小年编著。
全书由向华统稿和定稿。
华中数控系统加工中心教材

第3代:1965年的小规模集成电路
第2阶段:软件数控(CNC)
第4代:1971年的小型计算机
第5代:1974年的微处理器
第6代:1990年基于个人PC机(PC-BASED)
分类
世代
诞生年代
系统元件及电路构成
世界
我国
硬件数控NC
第一代
第二代
第三代
1952年
1959年
1965年
70年代开始,大量生产模式已不能适应新的市场特点,于是相继出现了计算机集成制造、丰田生产模式(精益生产)。也就是说,受市场多样化、个性化的牵引及商业竞争加剧的影响,制造技术进入了面向市场、柔性生产的新阶段,引发了生产模式和管理技术的革命。
90年代,相继出现了智能制造、敏捷制造、下一代制造等新的制造理念。
1974年微处理器开始用于机床的数控系统中,从此CNC(计算机数控系统)软线数控技术随着计算机技术的发展得以快速发展。
1976年美国Lockhead公司开始使用图像编程。利用CAD(计算机辅助设计)绘出加工零件的模型,在显示器上“指点”被加工的部位,输入所需的工艺参数,即可由计算机自动计算刀具路径,模拟加工状态,获得NC程序。
1958年
1965年
1972年
电子管、继电器,模拟电路
晶体管,数字电路(分立元件)
集成数字电路
计算机控CNC
第四代
1970年
1976年
内装小型计算机,中规模集成电路
第五代
1974年
1982年
内装微处理器的NC字符显示,故障自诊
第六代
1979年
1981年
1987年
1991年
典型数控系统介绍-PPT课件
三菱数控系统典型产品
M700V系列三菱数控系统
■支持5轴联动,可加工复杂表面形状的工件多样的键盘规格(横向、纵向) 支持 ■支持触摸屏,提高操作便捷性和用户体验 ■支持向导界面(报警向导、参数向导、操作向导、G代码向导等),改进用 户使用体验 ■标准提供在线简易编程支援功能(NaviMill、NaviLathe),简化加工程序编 写 ■NCDesigner自定义画面开发对应,个性化界面操作,提高机床厂商知名度 ■标准搭载以太网接口(10BASE-T/100BASE-T),提升数据传输速率和可靠 性 ■PC平台伺服自动调整软件MSConfigurator,简化伺服优化手段 ■支持高速同期攻牙OMR-DD功能,缩短攻牙循环时间,最小化同期攻牙误差 ■全面采用高速光纤通信,提升数据传输速度和可靠性
(2)接口诊断 1)报警记录存储 2)轮廓监视 3)主轴监视 4)PLC内部状态显示 5)可编程工作区域限制
六、CNC编程
(1)程序的编辑
(2)程序的输入 (3)程序的删除
DIN 66025标准 高级语言编程特色
(4)程序的拷贝
(5)PLC报警文本的编辑 (6)程序中插入注释语句 (7)绝对值及增量值编程
SINUMERIK的功能特点
1、SIEMENS系列数控系统在功能上,特别是在多轴控制、通信、PLC 及编程方面具有特色。SIEMENS公司为了适应柔性制造系统FMS和计算 机制造系统CIMS的需要,在810/820、850/880系统中采用通道结构, 使控制轴数可达20~30个,其中包括多主轴控制,并可实现12个工位的 联动控制。产品采用模块化结构,模块由多层印制电路板制成,在一种 CNC系列中采用标准硬件模块,用户可选择不同模块组合来满足各种机 床的要求。 2、CNC产品中采用了通信中央处理单元,使其具有很强的数据管理、 传送和处理能力,以及与上级计算机通信的功能,易于进入FMS,数据 传送用RS-232C/20mA接口(V24)。 3、SIEMENS公司开发了总线结构的SINEC H1工业局部网络,可连接 成FMC和FMS。SIEMENS公司的CNC产品采用SIMATIC S5、S7系列可 编程控制器或内装式可编程序控制器,用STEP5、STEP7编程语言。功 能很强的PLC可以满足各种机床与CNC之间的大量信息交换要求,同时 显著提高了信息传递的速度。
典型数控系统简介
7.2 SIEMENS数控系统
SINUMERIK 802D为全数字数控系统,最多可控制 四个数字进给轴和一个主轴。CNC通过PROFIBUS总线于 I/O模块和数字驱动模块相连接,主轴通过模拟接口控制。
SINUMERIK 802S/802C/802D采用SIMATIC S7-200PLC指令集对系统内部的PLC进行编程。
上一页 下一页 返回
7.2 SIEMENS数控系统
(1)全功能键盘有竖直结构和水平结构可选择。 (2)I/O模块PP72/48与PROFIBUS连接,提供72点数
字输人和48点数字输出(+24V,0.25A)。 PLC功能相 当于SIMATICS7-200,有2048个标志位,32个定时器 和32个计数器。 (3)机床控制面板除了操作机床所需的全部按键和开关外,还 提供了六个用户定义键。 机床控制面板用两个扁平电缆连 接到I/O模块上。 (4)增量式光电编码器输出信号为sin/cos 1VPP, 0~65535脉冲/r,最高频率350kHz,主轴编码器输出 TTL差分信号。
上一页 下一页 返回
7.2 SIEMENS数控系统
操作面板(OP020)采用液晶显示屏幕,可独立安装在便 于操作的位置上,操作面板和ECU之间由专门的电缆连接起 来。机床控制面板(MCP)可以和操作面板(OP020)安装在 一起,也可以独立安装,它们之间由专门的电缆相连接, MCP上有六个自由定义键,用户可根据需要设定机床功能。 图7-7所示为SINUMERIK802S连接图。
第七章 典型数控系统简介
7.1 华中数控系统 7.2 SIEMENS数控系统 7.3 FANUC数控系统
7.1 华中数控系统
7.1.1 华中数控系统介绍
电子课件-《数控铣床加工中心编程与操作(华中系统)》第二版-A02-3941-3
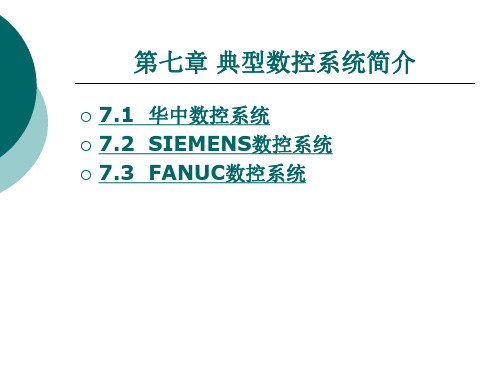
第一章 数控铣床/加工中心编程基础知识
程序号 程序结束
第一章 数控铣床/加工中心编程基础知识
(1)程序号 华中系统用地址符%及后续的四位数字表示程序号,取 值范围为%0000~%9999。 在书写程序号时应注意: 1)程序号必须写在程序的最前面,并单独占一行。 2)%0000和%8000以后的程序号,在系统中有特殊的用 途,因此应尽量避免在普通数控加工程序中使用。 3)数字前的零可以省略不写。如%0001可以省略为%1。
第一章 数控铣床/加工中心编程基础知识
(2)程序内容 程序内容是整个程序的核心,由许多程序段组成。它包含 了所有的加工信息,如加工轨迹、主轴和切削液开关等。 (3)程序结束 程序的结束在数控系统中由M代码来表示,写在程序的最 后一行。用M02或M30来指定。使用M02作为程序的结束,数 控程序运行到M02指令时,整个程序运行结束,光标停留在此 位置。使用M30指令作为程序的结束,数控程序运行到M30指 令时,整个程序结束,并且光标回到程序头。
(2)确定加工工艺
根据图样分析拟定加工方案,确定机床、夹具和刀具, 选择适合的对刀点和换刀点,确定合理的切削用量及设定 最佳的加工路线。
第一章 数控铣床/加工中心编程基础知识
(3)数值处理
在编写程序前,还需要根据确定的编程原点对一些加 工轨迹中未知的基点(即图素之间交点或切点)的坐标进 行计算,为编程做好准备。
第一章 数控铣床/加工中心编程基础知识
华中系统车床操作面板及基本操作数控 共34页
增量倍率
主轴手动控制
进给修调
快速修调
1、坐标轴移动
1)点动进给 先按一下
按键,然后按压要移动的坐标轴
,
坐标轴开始移动。同时按下X、Z方向按键,能同时手动连续移动X、Z坐标轴。
2)点动快速移动 在点动进给时,若同时按下
按键,则产生相应轴的快速移动。
3)点动进给速度选择
按压进给修调或快速修调右侧的”100%“按键,进给或快速修调倍率被置为100 %。
继续查找替换(F8)
替换(F9)
PLC(F5) 状态显示(F4)
设置毛坯大小(F7)
参 数 F3
MDI F4
故障 报警 F6
参数索引(F1) 修改口令(F2) 输入权限(F3) 置出厂值(F5) 恢复前值(F6) 备份参数(F7) 装入参数(F8)
刀具库(F1) 刀具表(F2) 坐标系(F3) 返回断点(F4) 重新对刀(F5) MDI运行(F6) MDI清除(F7) 对刀(F8) 报警显示(F6)
4)松开 ”超程解除“ 按键。
5)机床超程解除后,应重新回参考点操作。
6、关机
1)先按下控制面板上的
按钮断开伺服电源,以减少设备电冲击。
2)断开数控电源。 3)断开机床电源。
二、机床手动操作
机床手动操作主要由手持单元和机床控制面板共同完成。机床控制面板如下图:
方式选择
冷却起停 刀位转换 主轴修调
轴手动按钮
在MDI功能子菜单下按F3键,进入坐标系手动数据输入方式。按 或 键,
选择要输入的数据类型:G54/G55/G56/G57/G58/G59坐标系/当前工件坐标系等的偏置
值(坐标系零点相对于机床零点的值),或当前相对值零点。然后在命令行输入所需
数控系统介绍

第一节华中Ⅰ型车削数控系统华中Ⅰ型车削数控系统是(HCNC—1T)华中理工大学、武汉华中数控系统有限公司研制开发出来的。
在保证系统可靠性的基础上,为用户提供了一个简捷、方便的操作平台。
1.1.1CNC结构图1.1 数控教学型车床系统框图CNC结构如图1.1所示:说明:①系统用中文CRT显示,具有很好的人——机界面。
② 3.5英寸软盘可用于保存或调入加工程序。
③通讯接口可用于系统集成化、联网、数据输入、输出、远程诊断等。
④标准面板包括CRT/MDI面板和操作面板。
⑤系统采用实时多任务的管理方式,能够在加工的同时进行其他操作。
1.系统启动步骤⑴打开电柜开关⑵打开计算机开关⑶开始自检并由电子盘引导系统,进入DOS或WINDOWS工作环境。
⑷执行CNC.EXE文件,系统显示如图1.2所示图1.2 系统上电屏幕显示1.1.2系统通电后的屏幕说明⑴系统通电后,系统的屏幕显示如图1.2所示。
⑵工作方式:显示系统目前的运行方式,如:自动运行、回零功能、手摇进给、MDI功能、手动操作、步进功能等。
⑶运行状态:表示在不同的工作方式下有不同的运行状态,如:自动方式的状态显示:100%(进给修调)、机床锁住、程序单段等回零方式的状态显示:X轴回零、Z轴回零手摇功能的状态显示:*10(手摇倍率)、X轴进给、Z轴进给等MDI功能的状态显示:摸态G00 G90 G20 G99等点动功能的状态显示:100%(最大速度的百分比)、X轴进给、Z轴进给等步进功能的状态显示:*10(步进倍率)、X轴进给、Z轴进给等⑷运行文件名:显示自动加工的文件名,如:O2000 表示该文件被读入运行⑸O.N索引:显示自动运行中的O代码和N代码⑹P.L索引:显示自动运行中的P(调用子程序号)代码和L(调用次数)代码⑺M.T索引:显示自动运行中的M(辅助功能为两位)代码和T(刀具号为四位)代码⑻机械坐标:显示从伺服单元反馈的坐标信息图1.3菜单结构⑼F1键的功能:用此键改变显示软键的功能,使其返回到较高层次的菜单1.1.3系统的菜单功能介绍该系统的菜单共分为4级,分一级主菜单和三级子菜单,其结构如图1.3所示⑴第一级菜单(主菜单)基本功能菜单,如下图所示:⑵第二级菜单(第一级子菜单)∙自动方式下的子菜单如下图所示∙回零方式下的子菜单如下图所示∙手摇方式下的子菜单如下图所示∙MDI方式下的子菜单如下图所示∙点动方式下的子菜单如下图所示∙步进方式下的子菜单如下图所示⑶第三级菜单(第二级子菜单)∙刀具参数的子菜单如下图所示∙数据设定的子菜单如下图所示∙零件程序的子菜单如下图所示∙PLC功能的子菜单如下图所示⑷第四级菜单(第三级子菜单)程序编辑下的子菜单如下图所示手动运行此工作方式在调试机床及对刀等情况下。
华中数控系统硬件结构介绍

华中数控系统硬件结构介绍
华中数控系统是国内为数不多具有自主版权的高性能数控系统之一,它以通用的工业PC机(IPC)和DOS、WINDOWS操作系统为基础,采用开放式的体系结构,使华中数控系统的可靠性和质量得到了保证。
它适合多坐标(2~5)数控镗铣床和加工中心,在增加相应的软件模块后,也能适应于其它类型的数控机床(如数控磨床、数控车床等)以及特种加工机床(如激光加工机、线切割机等)。
华中数控装置的硬件基本结构,系统的硬件由工业PC机(IPC)、主轴驱动单元和交流伺服单元等几个部分组成。
各组成部分介绍如下。
(1)虑线框为一台IPC的基本配置,其中ALL-IN-ONE CPU卡的配置是CPU 80386以上、内存2MB以上、cache 128kB以上、软硬驱接口、键盘接口、二串一并通信接口、DMA控制器、中断控制器和定时器;外存是包括软驱、硬驱和电子盘在内的存储器件。
(2)系统总线是一块由四层印刷电路板制成的无源母板。
(3)单点画线部分是数控系统的操作面板,其中数控键盘通过COM2口直接写标准键盘的缓冲区。
(4)双点画线的模块表示是可根据用户特殊要求而定制的功能模块。
(5)位置单元接口根据伺服单元的不同而有不同的具体实施方案;当伺服单元为数字交流伺服单元时,位置单元接口可采用标准RS232C串口;当伺服单元为模拟式交/直流伺服单元时,位置单元接口采用位置环板;当用步进电机为驱动元件时(教学数控机床),位置单元接口采用多功能数控接口板。
(6)光隔I/O板主要处理控制面板上以及机床测量的开关量信号。
(7)多功能板主要处理主轴单元的模拟或数字控制信号,并回收来自主轴编码器、手摇脉冲发生器的脉冲信号。