晒衣叉模具设计及其主要零件的数控加工程序编制
叉类零件模锻加工工艺流程

叉类零件模锻加工工艺流程一、啥是叉类零件呀。
叉类零件呢,就是那种形状像叉子一样的零件啦。
你可以想象一下,就像咱们平时吃饭用的叉子,不过这个是工业上用的,结构会更复杂一些哦。
这种零件在很多机械装置里都起着超级重要的作用呢。
比如说在汽车的传动系统里,叉类零件可能就负责连接不同的部件,让动力能够顺利地传递过去。
要是没有它呀,汽车可能就没法好好跑啦。
二、模锻加工的准备工作。
1. 原材料的选择。
咱得先选好材料呀。
这个材料可得根据叉类零件的具体用途来定。
要是这个零件需要承受很大的力,那咱们就得选那种强度高的材料,像一些特殊的合金钢之类的。
就好比给一个大力士选武器,肯定得选个结实的呀。
选材料的时候呢,还得看看材料的质量好不好,有没有什么缺陷。
要是材料本身就有裂缝或者杂质,那做出来的零件肯定不行呀。
2. 模具的设计和制造。
模具可是模锻加工里的关键呢。
模具的形状就得跟叉类零件的形状差不多。
这就像是给零件做一个特制的小房子,零件就在这个小房子里被锻造出来。
设计模具的时候,得考虑好多因素,比如零件的尺寸、精度要求,还有锻造时候的压力分布啥的。
制造模具也不容易,得用一些高精度的加工设备,把模具做得严丝合缝的。
要是模具做不好,那锻造出来的零件可能就会变形或者尺寸不对啦。
三、模锻加工的过程。
1. 加热原材料。
把选好的原材料放到加热炉里加热。
这个加热的温度很有讲究呢,就像做饭的时候火候要掌握好一样。
温度太低了,材料就不容易变形,锻造的时候就很费劲;温度太高了,材料可能就会被烧坏,那就白搭了。
加热到合适的温度后,材料就变得软软的,就像一块软泥巴一样,这样就可以进行下一步的锻造啦。
2. 放到模具里锻造。
把加热好的原材料放到模具里,然后用锻造设备施加压力。
这个压力就像是一双大手,把原材料按照模具的形状给捏成叉类零件的样子。
在锻造的时候,要注意压力的大小和施加压力的方向。
要是压力不均匀,零件可能就会一边大一边小,或者有的地方厚有的地方薄。
数控加工程序的编制
Y
R50
R60
X
90 120 140
4.补偿功能G 4.补偿功能G代码 补偿功能 (1)刀具长度补偿指令 (1)刀具长度补偿指令 格式: 格式:G43(G44) α_ H_ G43: G43:正偏移 G44:负偏移 G44: G49: G49:取消长度补偿 α_:指定轴的位置 H_: H_:偏移值地址
2.4 数控系统的指令代码
2.4.1 国际标准化组织准规定的准备功能指 令代码—G代码 令代码 代码
(见教材表2-3) 见教材表 ) 模态代码:一经在一个程序段中指定, 模态代码:一经在一个程序段中指定,其功能一直 保持到被取消或被同组其它G代码所代替 保持到被取消或被同组其它 代码所代替 非模态代码: 非模态代码:的功能仅在所出现的程序段内有效 同组的两个代码不能出现在一个程序段中 不同组的G 不同组的G代码根据需要可以在一个程序段中出现
30.0
起点 X 40.0 100.0
3.插补功能指令
(1)快速点定位指令G00 格式为: G00 X— Y—; 三种可能的路径:
Y B Y B Y B
A A X X
A
X
a)方案1
b)方案2 图2-5 G00指令的运动轨迹
c)方案3
(2)直线插补指令(G01) 直线插补指令(G01) G01XxYyZz Ff 直线轴插补: 例:直线轴插补: G90) F200.0; (G90)G01 X220.0 Y110.0 F200.0; F200.0; G91 G01 X200.0 Y100.0 F200.0;
2.4.3 G代码功能介绍 G代码功能介绍 1.与坐标系有关的 与坐标系有关的G 1.与坐标系有关的G代码
(1)选择机床坐标系指令(G53) 选择机床坐标系指令(G53) G53 XαYβ;
数控加工的程序编制
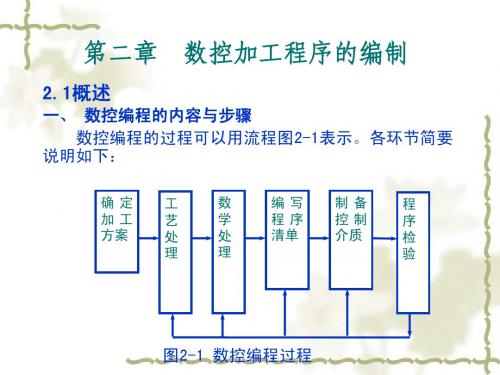
第2章 数控加工的程序编制1.概述2.1.1 数控编程的基本概念在数控机床上加工零件时,一般首先需要编写零件加工程序,即用数字形式的指令代码来描述被加工零件的工艺过程、零件尺寸和工艺参数(如主轴转速、进给速度等),然后将零件加工程序输入数控装置,经过计算机的处理与计算,发出各种控制指令,控制机床的运动与辅助动作,自动完成零件的加工。
当变更加工对象时,只需重新编写零件加工程序,而机床本身则不需要进行调整就能把零件加工出来。
这种根据被加工零件的图纸及其技术要求、工艺要求等切削加工的必要信息,按数控系统所规定的指令和格式编制的数控加工指令序列,就是数控加工程序,或称零件程序。
要在数控机床上进行加工,数控加工程序是必须的。
制备数控加工程序的过程称为数控加工程序编制,简称数控编程(NC programming),它是数控加工中的一项极为重要的工作。
2.1.2 数控编程方法简介数控编程方法可以分为两类,一类是手工编程;另一类是自动编程。
手工编程1.手工编程是指编制零件数控加工程序的各个步骤,即从零件图纸分析、工艺决策、确定加工路线和工艺参数、计算刀位轨迹坐标数据、编写零件的数控加工程序单直至程序的检验,均由人工来完成。
对于点位加工或几何形状不太复杂的平面零件,数控编程计算较简单,程序段不多,手工编程即可实现。
但对轮廓形状由复杂曲线组成的平面零件,特别是空间复杂曲面零件,数值计算则相当繁琐,工作量大,容易出错,且很难校对。
据资料统计,对于复杂零件,特别是曲面零件加工,用手工编程时,一个零件的编程时间与在机床上实际加工时间之比,平均约为30:1。
数控机床不能开动的原因中,有20~30%是由于加工程序不能及时编制出来而造成的。
因此,为了缩短生产周期,提高数控机床的利用率,有效地解决各种模具及复杂零件的加工问题,采用手工编程已不能满足要求,而必须采用自动编程方法。
2. 自动编程进行复杂零件加工时,刀位轨迹的计算工作量非常大,有些时候,甚至是不现实的。
数控加工程序编制及操作共31页文档
数控加工程序编制及操作律,就难以成功。
3、道德行为训练,不是通过语言影响 ,而是 让儿童 练习良 好道德 行为, 克服懒 惰、轻 率、不 守纪律 、颓废 等不良 行为。 4、学校没有纪律便如磨房里没有水。 ——夸 美纽斯
5、教导儿童服从真理、服从集体,养 成儿童 自觉的 纪律性 ,这是 儿童道 德教育 最重要 的部分 。—— 陈鹤琴
谢谢!
51、 天 下 之 事 常成 于困约 ,而败 于奢靡 。——陆 游 52、 生 命 不 等 于是呼 吸,生 命是活 动。——卢 梭
53、 伟 大 的 事 业,需 要决心 ,能力 ,组织 和责任 感。 ——易 卜 生 54、 唯 书 籍 不 朽。——乔 特
晾衣叉塑料注塑模具设计任务书
一、毕业设计(论文)的内容1.带有抽芯机构的单型腔塑料注射模的设计2.塑件的分析3.塑件材料的选用与性能分析(特性及成型工艺参数)4.拟定模具的结构形式(型腔的数目及排布)5.浇注系统的设计6.浇口的设计7.冷料穴和拉料杆的设计8.成型零件的设计9.导向机构的设计10.脱模推出机构的设计11.侧向分型与抽心机构设计12.排气系统的设计13.温度调节系统的设计14.限位钉设计二、毕业设计(论文)的要求与数据1.外型尺寸及精度2.使用环境3.收缩率4.外观要求5.塑料壁厚6.ABS主要技术指标及工艺参数7.设计中的计算8.安装尺寸的校核三、毕业设计(论文)应完成的工作1、完成二万字左右的毕业设计说明书(论文);在毕业设计说明书(论文)中必须包括详细的300-500个单词的英文摘要;2、独立完成与课题相关,不少于四万字符的指定英文资料翻译(附英文原文);3、用AutoCAD软件绘制系统设计图纸,模具的装配图,零件图和塑件图打印图纸折合0号图纸1张以上。
对于机电结合类课题,绘图工作量折合A0图纸3张以上,其中必须包含两张A3以上的计算机绘图图纸。
四、应收集的资料及主要参考文献[1]李学峰.塑料模设计及制造[M]..北京:机械工业出版社.2001[2]翁其金.塑料模塑成型技术. [M].北京:机械工业出版社。
2002..[3]钱泉森.塑料成型工艺及模具设计.[M].济南:山东科学技术出版社,2004[4]《塑料模设计手册》编著组.塑料设计手册.北京:机械工业出版社.2002[5]陈剑鹤.模具设计基础. [M].北京:机械工业出版社,2004[6]王文广等.塑料注塑模具设计技巧与实例[M].北京:化学工业出版社,2004[7]章飞.型腔模具设计与制造。
[M].北京:化学工业出版社,2003[8]谭雪松,林晓新,温利编。
新编塑料模设计手册。
北京:人民邮电出版社,2007.1[9]朱光.塑料注塑模中小型模架及其技术条件[M]。
衬衫做装袖衩的工艺流程

衬衫做装袖衩的工艺流程衬衫装袖衩的工艺流程如下:一、准备工作:1. 选取适合的面料:根据衬衫的款式和用途,选择适合的面料,可以是纯棉、涤纶棉、丝绸等。
2. 模具制作:根据设计要求,制作好衬衫装袖衩的模具。
二、裁剪面料:1. 按照衬衫设计图纸上袖衩位置的尺寸,在面料上做好标记。
2. 使用剪刀或切割设备,将面料按照尺寸剪裁出袖衩的形状。
三、缝制袖衩:1. 折叠面料:将剪裁好的面料的两边,按照袖衩的宽度向内折叠,并使用熨斗进行烫平,使得面料的边缘整齐。
2. 缝制边缘:将折叠好的面料使用缝纫机进行匹配缝制,可以选择使用普通直缝或者细蝴蝶结缝的方式。
3. 切割袖口:在袖衩位置,切割出一段直线,作为袖口。
四、加强处理:1. 使用缝纫机在袖衩边缘进行加强处理,可以使用锁边或者绕边的方式,以增加袖衩的强度和美观性。
五、整理:1. 对缝制好的袖衩进行整理和熨烫,确保面料没有褶皱和松动的地方。
2. 检查袖衩的质量:检查缝线是否牢固,边缘是否整齐,袖衩的形状是否符合要求。
3. 如有需要,可以对袖衩进行修整和调整。
六、质量检验:1. 对衬衫进行整体质量检验,包括袖衩的质量、面料的质量、缝线的质量等。
2. 如发现任何问题,及时对衬衫进行修补或调整,以确保质量合格。
七、完成衬衫袖衩:1. 将装袖衩的衬衫面料与其他部分进行缝制,包括衣襟、袖子、肩部等。
2. 进行最后的整理和熨烫,确保衬衫整体平整、完美。
以上就是衬衫装袖衩的工艺流程。
每个环节都需要专业的技术和严格的操作,以确保衬衫的质量和美观。
在实际操作中,还需要根据具体的款式和要求,灵活调整和补充工艺流程中的细节。
数控加工程序的编制.共77页文档
60、生活的道路一旦选定,就要勇敢地 走到底的编制.
36、如果我们国家的法律中只有某种 神灵, 而不是 殚精竭 虑将神 灵揉进 宪法, 总体上 来说, 法律就 会更好 。—— 马克·吐 温 37、纲纪废弃之日,便是暴政兴起之 时。— —威·皮 物特
38、若是没有公众舆论的支持,法律 是丝毫 没有力 量的。 ——菲 力普斯 39、一个判例造出另一个判例,它们 迅速累 聚,进 而变成 法律。 ——朱 尼厄斯
40、人类法律,事物有规律,这是不 容忽视 的。— —爱献 生
56、书不仅是生活,而且是现在、过 去和未 来文化 生活的 源泉。 ——库 法耶夫 57、生命不可能有两次,但许多人连一 次也不 善于度 过。— —吕凯 特 58、问渠哪得清如许,为有源头活水来 。—— 朱熹 59、我的努力求学没有得到别的好处, 只不过 是愈来 愈发觉 自己的 无知。 ——笛 卡儿
数控加工程序的编制过程与技术设计
数控加工程序的编制过程与技术设计□程非凡【摘要】本文从零件加工流程的角度出发,阐述了数控加工程序的编制过程,并给出了作者的一些看法。
【关键词】APT数控;加工程序;数控机床;编制工艺;编制过程【作者单位】程非凡,天津轻工职业技术学院随着数控技术的迅速发展,数控机床在我国机械工业得到了广泛使用。
人们通过数控加工程序来控制数控机床,实现对各种复杂精细机械零部件的自动加工。
改变了以往采用工模夹具的传统作业方式,在保证产品质量的同时,降低了生产成本,这对于加速企业产品升级、提升产品的核心竞争力十分有利。
数控机床自动加工零件的工作指令称之为数控加工程序,程序的编制贯穿了整个生产周期。
在机械零件的加工过程中,我们首先要对加工零件的制作要求及工艺进行分析,并在此基础上编制加工程序,该过程是指利用行业标准规范的符号、数字、注释文字等组成数控程序代码,它主要涵盖了待加工加工零件的操作位置、加工的工艺顺序、工艺参数、要使用到的刀具、刀具在加工过程中的运动走位以及其他一些辅助操作的信息。
在这一切完成以后,我们便可以将数控加工程序输入到机床并以此来控制机床进行自动化加工。
数控加工程序编制过程的主体依然是人,考虑到个体间想法、经验、能力的不同,每个人所编制的加工程序也会不尽相同,质量参差不齐。
为了在提高数控车床生产效率的同时保证产品质量,有必要对数控加工程序编制过程中的一些操作加以规范化,本文将从产品加工流程的角度出发,给出作者对于数控加工程序编制过程中的一些见解。
一、分析工艺对待加工零件的工艺分析是程序编制的前提,它执行的情况会直接影响到加工程序的好坏以及最后的加工结果。
在零件工艺分析过程中,有三个方面需特别注意:一是几何轮廓分析:根据加工图纸,分析每一处未明确注明的零件尺寸;二是粗糙度分析:考虑实际加工时热处理的要求,控制加工毛坯的表面粗糙度;三是图样公差分析:通过阅读加工图纸上零件图样的尺寸公差要求,确定加工时应采取的工艺以及选择合适的刀具。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要本次毕业设计的题目是晒衣叉模具设计及其主要零件的数控加工程序编制。
通过对塑件进行工艺的分析与比较,最终设计出晒衣叉的注塑模。
本毕业设计从产品结构工艺性,具体模具结构出发,对模具的浇注系统,模具成型部分的结构,顶出系统,冷却系统,注射机的选择以及有关参数的校核,都有详细的设计,同时也简单的编制了一些零件的加工工艺及数控程序。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
关键词:注射模;模具设计制造;晒衣叉;数控加工AbstractThe graduation design topic is clothes fork die design and CNC programming of main parts.Through the technology of plastic parts for analysis and comparison,at last we work out the injection mold.The topics from technology and product mix,the specific structure of the mold,the mold for casting systems,die forming part of structure,the roof system,cooling system,the choice of injection molding machine and check the parameters that have detailed the design.At the same time ,I compiled the processing technology and CNC program of some parts. Through the entire design process showed that the mold will achieve the required pieces of plastic processing technology.Keywords:injection mould;Mold design and fabrication;Bask in clothes fork;CNC.目录第一章前言 (1)1.1模具工业的重要性 (1)1.2现代模具制造技术的发展趋向 (3)1.2.1模具的标准化 (3)1.2.2现代生产制造方式 (3)1.3我国的模具工业 (3)第二章晒衣叉注塑件的设计 (6)2.1 ABS塑料的性质及注塑相关参数 (6)2.1.1 ABS塑料的性质 (6)2.1.2 ABS塑料的相关参数和成型加工性能 (7)2.2塑件结构分析 (8)第三章模具设计 (10)3.1 注射成型工艺简介 (10)3.2 注射成型工艺条件 (10)3.3 分型面位置的确定 (11)3.4型腔数量和排列方式的确定 (11)3.5注射机型号的确定 (12)3.5.1注射量的计算 (12)3.5.2浇注系统凝料体积的初步估算 (12)3.5.3选择注射机 (13)3.5.4注射机的相关参数的校核 (14)3.6浇注系统的设计 (15)3.6.1主流道的设计 (15)3.6.2 分流道的设计 (16)3.6.3浇口的设计 (17)3.6.4校核主流道的剪切速率 (18)3.6.5 冷料穴的设计及计算 (19)3.6.6 浇注过程的模流分析 (19)3.7成型零件的结构设计及计算 (21)3.7.1成型零件的结构设计 (22)3.7.2成型零件钢材的选用 (22)3.7.3成型零件工作尺寸的计算 (23)3.8脱模推出机构的设计 (25)3.8.1 浇注系统凝料的脱出机构 (25)3.8.2塑件的推出机构 (26)3.8.3脱模力的校核 (26)3.9侧向分型与抽芯机构设计 (27)3.9.1侧向分型与抽芯机构类型的确定 (27)3.9.2斜导柱抽芯机构的设计 (27)3.10模架的确定 (30)3.10.1各模版尺寸的确定 (30)3.10.2.模架各尺寸的校核 (31)3.11 排气槽的设计 (31)3.12 冷却系统的设计 (31)1、冷却介质 (32)2、冷却系统的简单计算 (32)3.13导向与定位结构的设计 (33)第四章主要零件的数控加工 (34)4.1动模板的制造工艺过程 (34)4.2动模板的数控程序设计 (35)4.3动模板的NC程序 (38)第五章模具工作过程 (40)参考文献 (41)总结及优缺点分析 (42)致谢 (43)第一章前言1.1模具工业的重要性模具是工业生产的基础工艺装备,在电子、汽车、电机、电器、仪表、家电和通讯等产品中,60%一80%的零部件都依靠模具成形。
因此,模具被称之为“百业之母”、“工业之父”。
模具的质量和先进程度,直接影响产品的质量、产量、成本,影响新产品投产周期、企业品结构调整速度与市场竞争力。
模具又是“效益放大器”,用模具生产的最终产品的价值,往往是模具自身价值的几十倍以上。
目前,模具生产的工艺水平及科技含量的高低,己成为衡量一个国家科技与产品制造水平的重要标志之一,决定着一个国家制造业的国际竞争力。
现代模具行业是技术、资金密集型的行业,模具行业的发展,可以带动制造业的蓬勃发展。
按照一般公认的标准,模具产值与其带动实现的工业产值之比为3:100。
通过模具加工产品,可以大大提高生产效率,节约原材料、降低能耗和成本,产品的一致性好。
如今,模具因其生产效率高、产品质量好、材料消耗低、生产成本低,而在各行各业得到了广泛应用,并且直接为高新技术产业服务,特别是在制造业中,它起着其它行业无可取替代的支撑作用,对国民经济的发展有着辐射性的影响。
模具工业在国民经济中的重要地位与作用,可以从以下三个方面看出:一、目前,模具技术已成为衡量一个国家产品制造水平的重要标志之一,是十分重要的装备工业。
模具工业直接为高新技术产业化服务,模具工业自身又大量采用高新技术,如CAD/CAE/CAM、新工艺、新材料、各类先进制造技术及装备等,模具工业已成为高新技术产业的重要组成部分。
属于高新技术领域的集成电路的设计与制造,不能没有做引线框架的精密级进冲模和精密的集成电路塑封模;计算机的机壳、接插件和许多元器件的制造,也必须有精密塑料模具和精密冲压模具;数字化电子产品(包括通讯产品)的发展,没有精密模具也不行。
不仅电子产品如此,在航天航空领域也离不开精密模具。
例如,形状误差小于0.1~0.3μm的空对空导弹红外线接收器的非球面反射镜,就必须用高精度的塑料模具成型。
因此可以说,许多高精度模具本身就是高新技术产业的一部分。
有些生产高精度模具的企业,已经被命名为“高新技术企业”。
也有不少模具产品被国家有关部门认定为国家级新产品。
模具工业又是高新技术产业化的重要领域。
模具制造技术水平的提高,模具工业的技术升级,离不开同高新技术的嫁接。
CAD/CAE/CAM技术在模具工业中的应用,快速原型制造技术的应用,使模具的设计制造技术发生了重大变革,就是一个最好的例证。
模具的开发和制造水平的提高,有赖于采用数控精密高效加工设备;逆向工程、并行工程、快捷制造、虚拟技术等先进制造技术在模具工业中的应用,也要与电子信息等高新技术嫁接,实现高新技术产业化。
二、1989年3月国务院颁布的《关于当前产业政策要点的决定》中,把模具列为机械工业技术改造序列的第一位、生产和基本建设序列的第二位。
1997年以来,又相继把模具及其加工技术和设备列入了《当前国家重点鼓励发展的产业、产品和技术目录》和《鼓励外商投资产业目录》。
经国务院批准,从1997年起,对符合条件的专业模具厂实行增值税返还70%的优惠政策,以扶植模具工业的发展。
1999年7月国家计委和科学技术部发布了《当前国家优先发展的高新技术产业化重点领域指南(目录)》。
在这个《指南》中,把电子专用工模具、塑料成型新技术与新设备、快速原型制造工艺及成套设备、激光加工技术及成套设备、汽车关键零部件等等,都列进去了。
在这个《指南》里,既有模具,又有一些必须用模具成形的关键零部件,还有把高新技术用于模具工业的先进制造技术和设备。
比如快速原型制造技术和设备,采用分层实体堆积等方法,将复杂的CAD模型转化为实物,模具和产品的设计、评价和制造周期大大缩短,从而可以使企业快速抢占市场,取得竞争优势。
2004国务院发布的《关于加强技术创新发展高科技实现产业化的决定》中,明确提出了高新技术产业的领域。
《决定》指出:要在电子信息特别是集成电路设计与制造、网络及通讯、计算机及软件、数字化电子产品等方面,在生物技术及新医药、新技术、新能源、航天航空、海洋等有一定基础的高新技术产业领域,加强技术创新,形成一大批拥有自主知识产权、具有竞争优势的高新技术产业。
《决定》还指出:要加强传统产业的技术升级,注重电子信息等技术与传统产业的嫁接,大幅度提高国产技术装备的水平。
所有这些,都充分体现了国务院和国家有关部门对发展模具工业的重视和支持。
三、我国已成为模具生产和消费大国,世界模具生产中心也正在向我国转移。
模具在我国分为10大种类46小类,涵盖了各种用于金属和非金属成形的特殊工具。
模具是工业生产中使用极为广泛的基础装备。
在汽车、电机、仪表、电器、电子、通信、家电、轻工等行业中,60%-80%的零件都要依靠模具成形,并且随着近年来这些行业的迅速发展,对模具的要求越来越迫切,精度要求越来越高,结构要求也越来越复杂。
模具生产技术的高低,已成为衡量一个国家产品的制造水平的重要标志。
国民经济的五大支柱产业——机械、电子、汽车、石化、建筑,都要求模具工业的发展与之相适应,以满足五大支柱产业发展的需要。
机械、电子、汽车工业需要大量的模具,特别是轿车大型覆盖件模具、电子产品的精密塑料模具和冲压模具。
这几年,我国每年要进口7亿美元左右的模具。
2009年,全国塑料制品总产量4,475万吨,总产值超1万亿元,这些产品都要经过塑料模具成型。
建筑业过去与模具工业的关系不大,现在不同了,地板砖和卫生洁具需要大量的陶瓷模具,塑料管件、扣板和塑钢门窗也需要大量的塑料模具成型。
从五大支柱产业对模具的需求当中,也可以看到模具工业地位之重要。
1.2现代模具制造技术的发展趋向1.2.1模具的标准化加快模具的标准化、商品化发展,适应大规模成批生产的需要,可以提高模具的制造质量、缩短模具的制造周期。
新材料、新技术、新工艺的研究和应用研究开发模具新材料,进一步提高模具钢材的耐磨、耐蚀、综合机械性能、加工性能和抛光性能,是提高模具质量的稳定性和使用寿命的主要途径和发展趋向。
模具CAD/CAE/CAM技术是模具设计、制造技术的又一次革命,其优势越来越明显。