电池鼓气成分及原理分析
深度剖析锂离子电池鼓胀原因
深度剖析锂离子电池鼓胀原因锂离子电池由于具有高寿命、高容量被广泛推广使用,但是随着使用时间的延长,其存在鼓胀、安全性能不理想和循环衰减加快的问题也日益严重,引起了锂电界深度的分析和抑制研究。
根据实验研发经验,笔者将锂电池鼓胀的原因分为两类,一是电池极片的厚度变化导致的鼓胀;二是由于电解液氧化分解产气导致的鼓胀。
在不同的电池体系中,电池厚度变化的主导因素不同,如在钛酸锂负极体系电池中,鼓胀的主要因素是气鼓;在石墨负极体系中,极片厚度和产气对电池的鼓胀均起到促进作用。
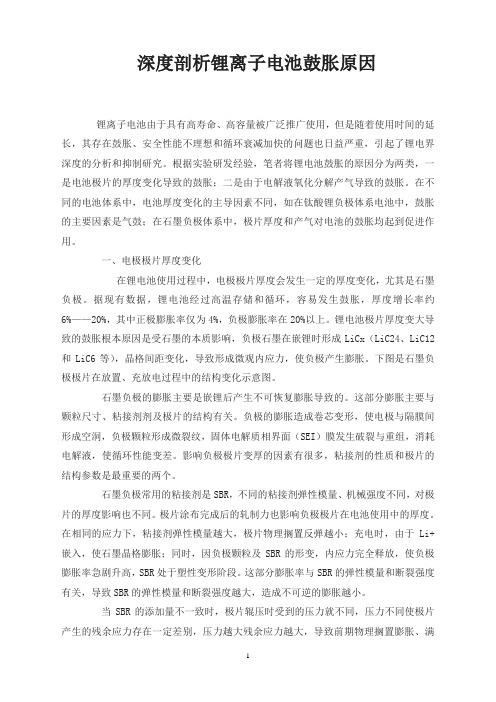
一、电极极片厚度变化在锂电池使用过程中,电极极片厚度会发生一定的厚度变化,尤其是石墨负极。
据现有数据,锂电池经过高温存储和循环,容易发生鼓胀,厚度增长率约6%——20%,其中正极膨胀率仅为4%,负极膨胀率在20%以上。
锂电池极片厚度变大导致的鼓胀根本原因是受石墨的本质影响,负极石墨在嵌锂时形成LiCx(LiC24、LiC12和LiC6等),晶格间距变化,导致形成微观内应力,使负极产生膨胀。
下图是石墨负极极片在放置、充放电过程中的结构变化示意图。
石墨负极的膨胀主要是嵌锂后产生不可恢复膨胀导致的。
这部分膨胀主要与颗粒尺寸、粘接剂剂及极片的结构有关。
负极的膨胀造成卷芯变形,使电极与隔膜间形成空洞,负极颗粒形成微裂纹,固体电解质相界面(SEI)膜发生破裂与重组,消耗电解液,使循环性能变差。
影响负极极片变厚的因素有很多,粘接剂的性质和极片的结构参数是最重要的两个。
石墨负极常用的粘接剂是SBR,不同的粘接剂弹性模量、机械强度不同,对极片的厚度影响也不同。
极片涂布完成后的轧制力也影响负极极片在电池使用中的厚度。
在相同的应力下,粘接剂弹性模量越大,极片物理搁置反弹越小;充电时,由于Li+嵌入,使石墨晶格膨胀;同时,因负极颗粒及SBR的形变,内应力完全释放,使负极膨胀率急剧升高,SBR处于塑性变形阶段。
这部分膨胀率与SBR的弹性模量和断裂强度有关,导致SBR的弹性模量和断裂强度越大,造成不可逆的膨胀越小。
电池中颗粒流体 产气的原因

电池中颗粒流体产气的原因
在电池中,颗粒流体产气是一个复杂的现象,涉及到多个因素和化学反应过程。
以下是产气的主要原因:
电解质分解:电池在工作过程中,电解质可能会发生分解反应,产生气体。
特别是在高温或过充条件下,电解质分解的速度会加快,导致气体产生量增加。
正负极反应:电池的正负极材料在充放电过程中,会与电解质发生化学反应。
这些反应可能产生气体,如氧气、氢气或其他小分子气体。
电池内部短路:如果电池内部出现短路,会导致局部温度过高,进而加速电解质的分解和气体的产生。
材料不兼容:如果电池内部的材料不兼容,可能会发生化学反应,产生气体。
这可能是由于使用了错误的材料或在制造过程中混入了杂质。
过度充电:过度充电会导致电池内部的化学反应失控,产生大量气体。
这可能导致电池膨胀、破裂甚至爆炸。
为了减少电池中颗粒流体产气的问题,可以采取以下措施:
优化电解质配方,提高其稳定性,减少分解反应的发生。
选择合适的正负极材料,确保其与电解质具有良好的相容性。
加强电池的安全保护措施,如使用热隔离、压力释放阀等,以防止电池内部短路和过度充电。
提高电池的制造质量,减少杂质和缺陷的产生,确保电池内部各组件的均匀性和一致性。
总之,电池中颗粒流体产气是一个复杂的问题,需要综合考虑多个因素并采取多种措施来解决。
通过不断优化电池设计和制造工艺,可以提高电池的安全性和可靠性。
锂电池鼓包原理

锂电池鼓包原理
锂电池内部的负极材料是活性炭,它对电池的寿命和性能有很大影响。
在实际生产中,很多厂家为了追求高容量,减少容量衰减,往往把活性炭用得很薄,这样做不仅降低了活性炭的质量和价格,而且使得锂电池的体积增大,从而降低了锂电池的能量密度。
活性炭的种类很多,如椰壳活性炭、煤质活性炭等。
这些活性炭不能用来制作锂电池。
因为这些活性炭含有大量杂质,包括重金属,如镉、铅、铜等。
这些杂质进入锂电池后会严重影响其电化学性能。
同时,在生产过程中不合理地使用溶剂、添加剂等,也会对锂电池性能产生影响。
因此,我们需要找到一种既能提高锂电池容量又能减少其体积的活性炭材料。
传统的炭黑是一种粉末状或颗粒状材料。
它是由两种不同的物质组成:一种是碳化合物;另一种是含水的有机高分子化合物。
这两种物质通常具有不同的分子结构。
碳基材料本身具有导电性好、比表面积大、化学稳定性高等特点,这就使它成为一种很好的吸附剂。
—— 1 —1 —。
电池鼓气成分及原理分析
1-3电池电压数据
产气转则点
1000 800 600 400 2077971215733248777676378029808990534244
0
0
0
0
0
0
自放电电池第三阶段电压变化
鼓气成分分析
型号:TM0428
存储阶段
气体成分 相对含量,%
H2 O2 CO CH4 CO2 C2H4
气体含量,%
50
40
30
CO2
20
10 0
CH4 C2H6
H2 CO
N1
0246
气体种类
C2H4
N2
8 10
N代表未知成分
主要成分:CO2、C2H4
与理论产气机理及已 有研究结果一致
途径2:过充产气
正 极 溶剂的氧化:ROCO2R — n e
3CO2 + 3H2O
充电过程中负极的颜色变化:
黑色(未充电) 青黑色(半满) 金黄色(全满/过充)
储存过程
途径I:化成工序产气
文献资料索引 化程过程产气机理分析 化成阶段产气成分分析
文献资料索引
化成电压对产气成分的影响
资料表明
CI 0.02C
CV<2.5V:主要成分为H2和CO2 CV=3.0-3.5V:主要成分为C2H4,产气体积最大 CV>3.5V:由于SEI膜已经形成,故产气数量降低 CV>3.75V:主要成分为C2H4
部分电池在电压下降到3.5-3.7V时, 第一阶段 出现一个电压突降。
第二阶段
电压在1.0V以上时,一般不会出现鼓 胀现象,且电压下降比较缓慢。
当电池的电压降至约720-850mV时, 第三阶段 电池开始发生鼓胀现象,此时,电池
详解锂离子电池鼓胀原因

一、电极极片厚度变化
石墨负极膨胀影响因素及机理讨论 锂离子电池在充电过程中电芯厚度增加主要归结为负极的膨胀,正极膨胀率仅为 2~4%。负极通常由石墨、粘接剂、导电碳组成,其中石墨材料本身的膨胀率达到 ~10%,造成石墨负极膨胀率变化的主要影响因素包括:SEI膜形成、荷电状态 (state of charge,SOC)、工艺参数以及其他影响因素。
(4)其他因素 粘接剂的粘接强度(粘接剂、石墨颗粒、导电碳以及集流体相互间界面的粘 接强度),充放电倍率,粘接剂与电解液的溶胀性,石墨颗粒的形状及其堆积密度,以及 粘接剂在循环过程失效引起的极片体积增加等,均对阳极膨胀有一定程度的影响。
5
膨胀率计算: 膨胀率计算用二次元测量阳极片X、Y方向尺寸,千分尺测量Z方向厚度,在冲片以 及电芯满充后分别测量。
11
图5 铜箔厚度和涂布质量不同时阳极的膜膨胀率变化
图6 不同厚度铜箔的应力-应变5种不同类型的石墨进行实验(见表2),涂布质量0.165g/1,540.25mm2,压实 密度1.6g/cm3,铜箔厚度8μm,其他条件相同,实验结果如图7所示。从图7(a)可 以看出,不同石墨在X/Y方向膨胀率差异较大,最小0.27%,最大1.14%,Z方向膨胀率 最小15.44%, 最大17.47%, X/Y方向膨胀大的,在Z方向膨胀小,同2.2节分析的结 果一致。其中采用A-1石墨的电芯出现严重变形,变形比率20%,其他各组电芯未出 现变形,说明X/Y膨胀率大小对电芯变形有显著影响。
图2 阳极在不同方向的膨胀率
8
阳极片冷压时,阻力最小的方向为MD方向(极片的Y方向,如图3所示),应力在MD方向更容易释 放,而TD方向(极片的X方向)阻力较大,辊压过程应力不易释放,TD方向应力较MD方向大。故 导致电极片满充后,X方向膨胀率大于Y方向膨胀率.另一方面,压实密度增大,极片孔隙容量 降低(如图4所示),当充电时,阳极膜层内部没有足够的空间吸收石墨膨胀的体积,外在表现 为极片整体向X、Y、Z三个方向膨胀。从图2(c)、(d)可以看出,涂布质量从0.140g/1, 540.25mm2增大到0.190g/1,540.25mm2,X方向膨胀率从0.84%增大到1.15%,Y方向膨胀率 从0.89%增大到1.05%,Z方向膨胀率趋势与X/Y方向变化趋势相反,呈下降趋势,从16.02%降低 到13.77%。说明石墨阳极膨胀在X、Y、Z三个方向呈现此起彼伏的变化规律,涂布质量变化 主要体现在膜层厚度的显著变化。以上阳极变化规律与文献结果一致,即集流体厚度与膜 层厚度比值越小,集流体中应力越大。
锂电池胀气原因分析

锂电池胀气原因分析通过郭工了解到:1、锂电池胀气可能与水分控制有关;(通过周工了解到我们目前生产水分控制除了手套箱湿度达不到要求,其他均能达到要求)2、与正极配方有关;(通过周工了解到,与配方无关,与配方材料有关)3、与化成工序有关,包括排气不彻底与水分为烘干;(通过周工及相关资料了解到,化成与分容过程中,对其时间和湿度控制均有关,并且该过程是重中之重。
)通过网络及相关资料查询了解:1、锂电池出现胀气现象与正极过冲有关,正极过冲会引起电化学反应,从而产生气体;2、电池在使用与搁置过程中,电池不断的形成\消耗SEI膜会产生助负极成膜类气体,这时也会出现胀气现象,但该现象会在几次充放电循环中恢复正常;(可加入成膜性能稳定的添加剂,如碳酸亚乙烯酯VC, VC是一种不稳定的化合物,在锂离子电池的首次充电过程中氧化电位较低的VC几乎完全分解,电解液中加入少量VC添加剂,改善了石墨电极表面SE I膜的性能)3、当预充-化成不够完全时,也会出现胀气现象;(需要严格控制化成时间)4、锰酸锂电池存在胀气现象与电解质本身组成也有关系;因现缺乏相关经验与相关资料,所以对于以上每一条更深的原因(如为什么与组成或材料有关,有哪些关系?),我需要在今后工作学习中来逐渐总结。
工序异常产生气体的原因:1.封装不良,由封装不良所引起胀气电池芯的比例已经大大地降低。
前面已经介绍了引起T op s ealing、Side s ealing和Degassing三边封装不良的原因,任何一边封装不良都会导致电池芯,表现以T op sealing 和Degassing居多,T op sealin g主要是T ab位密封不良,D egassing 主要是分层(包括受电解液和凝胶影响导致PP与Al脱离)。
封装不良引起空气中水分进入电池芯内部,引起电解液分解产生气体等。
2.Pocket表面破损,电池芯在流拉过程中,受到异常损坏或人为破环导致Pocket破损(如针孔)而使水分进入电池芯内部。
电池鼓包气体成分
电池鼓包气体成分电池鼓包气体成分:你需要知道的那些事儿**引言**不知道大家有没有遇到过手机电池鼓包的情况,我可是亲身经历过,那场面还真有点吓人!电池鼓包不仅影响使用,还让人心里直犯嘀咕:这鼓包里到底都是些啥气体呀?搞清楚电池鼓包气体的成分可太重要了,这能帮助我们更好地了解电池的状况,也能让我们在使用电子产品时更加小心谨慎。
**成分分析**电池鼓包产生的气体主要有氢气、一氧化碳、二氧化碳,还有一些少量的甲烷、乙烯等。
先说氢气,这可是个“活跃分子”。
它主要来源于电池内部电解液的分解。
简单来说,就像是电池内部发生了一场小小的“化学战争”,产生了氢气这个“产物”。
氢气的作用嘛,它的存在会增加电池内部的压力,导致鼓包。
不过它也有缺点,氢气是一种易燃易爆的气体,这可就危险啦。
一氧化碳也是鼓包气体中的一员。
它通常是由于电池过度充电或者高温环境下产生的。
这一氧化碳可不是好惹的,它有毒啊!对人体健康危害极大。
二氧化碳相对来说还算“温和”些。
它的产生也是因为电池内部的化学反应,会让电池内部压力增大,从而导致鼓包。
还有少量的甲烷和乙烯,它们一般是在电池老化或者异常情况下产生的。
**成分对健康或使用效果的影响**氢气的存在,让电池鼓包变得更明显,而且一旦遇到火源,那可就是大麻烦。
我有个朋友,手机电池鼓包了没在意,结果充电的时候差点出事儿,把他吓得够呛。
一氧化碳就更可怕了,万一吸入过多,那可是会中毒的。
二氧化碳虽然本身没那么危险,但它增加的压力会让电池越来越鼓,最终可能导致电池损坏甚至爆炸。
甲烷和乙烯这些少量气体,也会加剧电池的不稳定性。
**安全性和潜在风险**从安全性角度来说,电池鼓包本身就是个危险的信号。
这些气体的存在,增加了电池爆炸、燃烧的风险。
我自己就曾经因为一块鼓包的电池,担心得好几天睡不好觉。
很多消费者也反映,鼓包的电池不敢再用,就怕出意外。
**总结和建议**总结一下,电池鼓包产生的气体成分多样,而且都存在一定的风险。
锂电池发鼓胀气和爆炸原因分析
锂电池发鼓胀气和爆炸原因分析standalone; self-contained; independent; self-governed;autocephalous; indie; absolute; unattached; substantive一、锂离子电池特性锂是化学周期表上直径最小也最活泼的金属。
体积小所以容量密度高,广受消费者与工程师欢迎。
但是,化学特性太活泼,则带来了极高的危险性。
锂金属暴露在空气中时,会与氧气产生激烈的氧化反应而爆炸。
为了提升安全性及电压,科学家们发明了用石墨及钴酸锂等材料来储存锂原子。
这些材料的分子结构,形成了奈米等级的细小储存格子,可用来储存锂原子。
这样一来,即使是电池外壳破裂,氧气进入,也会因氧分子太大,进不了这些细小的储存格,使得锂原子不会与氧气接触而避免爆炸。
锂离子电池的这种原理,使得人们在获得它高容量密度的同时,也达到安全的目的。
锂离子电池充电时,正极的锂原子会丧失电子,氧化为锂离子。
锂离子经由电解液游到负极去,进入负极的储存格,并获得一个电子,还原为锂原子。
放电时,整个程序倒过来。
为了防止电池的正负极直接碰触而短路,电池内会再加上一种拥有众多细孔的隔膜纸,来防止短路。
好的隔膜纸还可以在电池温度过高时,自动关闭细孔,让锂离子无法穿越,以自废武功,防止危险发生。
保护措施:锂电池电芯过充到电压高于后,会开始产生副作用。
过充电压愈高,危险性也跟着愈高。
锂电芯电压高于后,正极材料内剩下的锂原子数量不到一半,此时储存格常会垮掉,让电池容量产生永久性的下降。
如果继续充电,由于负极的储存格已经装满了锂原子,后续的锂金属会堆积于负极材料表面。
这些锂原子会由负极表面往锂离子来的方向长出树枝状结晶。
这些锂金属结晶会穿过隔膜纸,使正负极短路。
有时在短路发生前电池就先爆炸,这是因为在过充过程,电解液等材料会裂解产生气体,使得电池外壳或压力阀鼓涨破裂,让氧气进去与堆积在负极表面的锂原子反应,进而爆炸。
【干货】锂离子电池产气成分及原理分析
【干货】锂离子电池产气成分及原理分析有朋友在后台留言讨论了关于电池在高温存储中产生的气体,其根源有没有做过研究?具体是哪个反应产生了气体?寻风对此没有什么研究,今天就给各位分享一篇关于电池产气方面的文章,希望对此有过研究的朋友们在此交流下。
电解液的成分和结构电解液成分为溶剂和溶质以及功能添加剂类。
其中溶剂分为相对介电常数大,黏度大的环状碳酸酯类EC,PC等,和低黏度、低介电常数的链状碳酸酯DMC,DEC,EMC等。
溶质一般被广泛应用的是LiPF6,优点在于其电导率高。
电解液添加剂的种类主要有以下几种成膜添加剂防过充添加剂高低温添加剂阻燃性电解液各溶剂的氧化还原特性化成产气分析•化成电压对产气成分的影响(0.02C截止)CV<>CV=3.0-3.5V:主要成分为C2H4,产气体积最大;CV>3.5V:由于SEI膜已经形成,故产气数量降低;CV>3.75V:主要成分为C2H4;•产气机理分析由于EC/PC/DEC的单/双电子反应(钝化电位0.9/0.8V左右)•微量水分的产气机理及助膜效应产生H2(微量,有利于SEI膜形成);产生CO2(量比较大)•正极附近的氧化产气在低电位下,溶剂得到电子后生产CO2•化成阶段产气成分分析N1为未知气体过充产气分析•正极气体来自溶剂的氧化•负极的气体来自负极很强的还原性,部分SEI膜被分解破坏,产气,同时造成SEI膜的修补产气。
与化成阶段产气机理类似,主要包括溶剂的正极氧化和负极的还原(SEI膜的破坏和重振)故CO2含量较高。
过放产气溶剂的还原和铜集流体的阳极化溶解,产生大量的烷烃气,同时铜离子在正极上还原成金属铜。
存储阶段产气•存储过程中产气途径分析1.化成过程中形成的SEI膜不致密,SEI膜重整与化成阶段产气类似,主要为CO2和烯类。
2.电池中水分含量过大或漏气。
水的电解反应:H2O的飞梭效应SEI膜的破坏及CO2的生成↓3.内部微短路及自放电等现象造成电池产气第一阶段,部分电池在电压下降到3.5-3.7V时,出现一个电压突降。
锂电池发鼓胀气和爆炸原因分析详细版
文件编号:GD/FS-6355(安全管理范本系列)锂电池发鼓胀气和爆炸原因分析详细版In Order To Simplify The Management Process And Improve The Management Efficiency, It Is Necessary To Make Effective Use Of Production Resources And Carry Out Production Activities.编辑:_________________单位:_________________日期:_________________锂电池发鼓胀气和爆炸原因分析详细版提示语:本安全管理文件适合使用于平时合理组织的生产过程中,有效利用生产资源,经济合理地进行生产活动,以达到实现简化管理过程,提高管理效率,实现预期的生产目标。
,文档所展示内容即为所得,可在下载完成后直接进行编辑。
一、锂离子电池特性锂是化学周期表上直径最小也最活泼的金属。
体积小所以容量密度高,广受消费者与工程师欢迎。
但是,化学特性太活泼,则带来了极高的危险性。
锂金属暴露在空气中时,会与氧气产生激烈的氧化反应而爆炸。
为了提升安全性及电压,科学家们发明了用石墨及钴酸锂等材料来储存锂原子。
这些材料的分子结构,形成了奈米等级的细小储存格子,可用来储存锂原子。
这样一来,即使是电池外壳破裂,氧气进入,也会因氧分子太大,进不了这些细小的储存格,使得锂原子不会与氧气接触而避免爆炸。
锂离子电池的这种原理,使得人们在获得它高容量密度的同时,也达到安全的目的。
锂离子电池充电时,正极的锂原子会丧失电子,氧化为锂离子。
锂离子经由电解液游到负极去,进入负极的储存格,并获得一个电子,还原为锂原子。
放电时,整个程序倒过来。
为了防止电池的正负极直接碰触而短路,电池内会再加上一种拥有众多细孔的隔膜纸,来防止短路。
好的隔膜纸还可以在电池温度过高时,自动关闭细孔,让锂离子无法穿越,以自废武功,防止危险发生。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
127 90 108 58 84 66
0.98 0.59 0.65 0.37 0.46 0.46
2.8 3.1 2.9 6.7 7.2 7.4
电池产气的过程分析
化成过程
过充过程 过放过程
储存过程
途径I:化成工序产气
文献资料索引
化程过程产气机理分析
化成阶段产气成分分析
文献资料索引
化成电压对产气成分的影响
D:SEI膜严重破坏,负极已经没有能力再脱Li+来补偿, 此时SEI膜及溶剂得电子发生氧化分解,放出CO2
产气机理推测 容量衰减段:溶剂的还原
溶剂的还原:主要产C2H4、CH4
氧化降解段:烷基碳酸锂及溶剂的氧化分解
LiROCO2 Li +e ROCO2Li +e RO2COR +e
LiROLi + CO2 ROLi + CO2 CO2 + ROR
资料表明
CV<2.5V:主要成分为H2和CO2
CI 0.02C
CV=3.0-3.5V:主要成分为C2H4,产气体积最大 CV>3.5V:由于SEI膜已经形成,故产气数量降低
CV>3.75V:主要成分为C2H4
电液成分
EC:DMC:EMC(体积比为1:1:1),1mol/l, LiPF6
SEI膜的具体成分
途径3:过放产气
溶剂的还原和铜集流体的阳极化溶解,产生大
量的烷烃气,同时铜离子在正极上还原成金属铜
正 极 锂离子还原:Cu2+ + 2e 溶剂在正极氧化降解,产生CO2 Cu2+ ROCO2Li + RH Li2CO3 + R.R Cu
负极: Cu - 2e 正 负 极
ROCO2R+1/2H2 +e ROCO2R+H2 +2e+2Li+
N1
0.61
C2H4
46.4
N2
6.9
相对含量,%
N代表未知成分
50 40 30 20 10 0 0
气体含量,%
C2H4 CO2 CH4
主要成分:CO2、C2H4
H2 CO
C2H6 N1
N2
2
4 6 气体种类
8
10
与理论产气机理及已 有研究结果一致
途径2:过充产气
正 极
溶剂的氧化:ROCO2R — n e 充电过程中负极的颜色变化: 3CO2 + 3H2O
LiPF6 PF5 + H2O
LiF + PF5 2HF + PF3O
Li2CO3 + 2HF
H2CO3
LiF + H2CO3
H2O + CO2
正极附近的成膜及氧化产气
低电位下 溶剂 + ne
CO2
化成阶段产气成分分析
气体成分
H2
0.67
CO
0.68
CH4
8.45
CO2
27.7
C2H6
8.5
电池中水分含量过大或漏气
H2O + e O H + Li+ Li2O H +Li+ + e OH + 1/2H2 LiOH(S) Li2O(S) + H2 (g)
H2O的电解
及H2的产生
H2O的飞梭效应
LiPF6 PF5 + H2O Li2CO3 + 2HF H2CO3
LiF + PF5 2HF + PF3O LiF + H2CO3 H2O + CO2
O2
0.0031
CO CH4 CO2 C2H4
0.077 3.7 91.1 5.06
CO2
主要成分:CO2
H2 O2
CO
CH4
C2H4
其次:C2H4和CH4
8
2
4 气体种类
6
理论推测
产气的主要反应不是还原反应,而是氧化还应 氧化反应主是表现为烷基碳酸锂及溶剂的氧化降解
理论解释
5 4 3 2 1 0 0
EC • +2 Li+ 双电子反应 EC + 2e CO32- + Li+ EC + 2e +2Li+ CH2=CH2(g)+ CO32Li2CO3 CH3OLi(s)+ CO(g) CH2=CH2 (g)+(CH2OCO2Li)2(s)
PC的单/双电子反应(钝化电位0.8V左右)
单电子反应 PC + e PC • +2 Li+ 双电子反应 PC + 2e CO32- + Li+ PC + 2e +2Li+ CH3CH=CH2(g)+ CO32Li2CO3 CH3OLi(s)+CH3CH2OLi(s)+ CO(g) PC • CH3CH=CH2 (g)+(CH2OCO2Li)2(s)
DEC单/双电子的还原反应
单电子反应
DEC + e + 2Li+ DEC + e + 2Li+ C2H5CO2 • + CH3• CH3 • + 1/2H2 • C2H5OCO2Li (s) + CH3 • C2H5OLi (s) + C2H5CO2 • CH3OCO2CH3 CH4
CH3 • + CH3 •
充放电过程中IR的变化
Coin cell:Li/LiCoO2
产气机理分析
EC的单/双电子反应 PC的单/双电子反应 DEC的单/双电子反应 DMC的单/双电子反应 微量水分的助成膜反应 正极附近的成膜反应
EC的单/双电子反应 (钝化电位0.9V左右)
单电子反应 EC + e EC •
容量衰减 氧化降解
D
A
10
B
20 30
C
40 50 60
容量衰减段
A:初期自放电,部分SEI破坏,容量衰减,产气量很小 B:SEI膜被严重破坏,负极大部分Li+释放以补偿电子的 迁移,电压及容量衰减快,同时少量的溶剂还原修补 SEI膜。产气量小。
氧化降解段
C:SEI膜部分修复和再破坏阶段。产气量小。
电池鼓气成分及原理分析
电解液成分和结构
EC VC PC ES PS
O C O DEC
OO C O
O O C O
O O S O
O O S O BP
O
CH3CH2—OBiblioteka C—O—CH2CH3DMC
O CH3—O—C—O—CH3
O
电极材料的氧化-还原性质
Li Li+ + e -3.045V Cu Cu2+ + 2e 0.337 Al Al3+ + 3e -1.66 LiC6 Li + e + 6C LiCoO2 CoO2+ Li + e Fe2+ Fe3+ + e 0.771
SEI膜的破坏
及CO2的生成
内部微短路及其他自放电等现象造成产气
第一阶段
部分电池在电压下降到3.5-3.7V时, 出现一个电压突降。 电压在1.0V以上时,一般不会出现鼓 胀现象,且电压下降比较缓慢。 当电池的电压降至约720-850mV时,电 池开始发生鼓胀现象,此时,电池的 电压会在较短时间内迅速下降至零。
voltage,mV
042025
电压升到3.6V后,电池容量开始迅速增大
电极电压对容量的关系
voltage,V (vs.Li +/Li)
5 4 3 2 1 0 0 100 capacity,mAh 200
Cathode Anode
3.0V-,很快的电位降 天然石墨
0.8V左右,形成SEI膜
0.25-0.005V,几乎占据所有容量
第二阶段
第三阶段
产气机理分析
自放电过程分析 鼓气成分析 理论推测 理论解释 产气机理分析
自放电过程分析
自放电电池第一阶段电压变化
自放电缓慢 自放电严重
现象:电池基本上不产气
电池电压mV
1000
200
1-3电池电压数据
产气转则点
400
600
800
自放电电池第三阶段电压变化
3.382(vsLi+/Li) 1.385 (vsLi+/Li) 3.2 (vsLi+/Li) 约3.3 (vsLi+/Li) 3.816 (vsLi+/Li)
溶剂的物理及氧化-还原性质
还原电位 氧化电位 溶点 沸点 粘度 介电常数 物质 V V ℃ ℃ CP ρ/(g.cm-3) + +
(vs Li /Li) (vs Li /Li )
Li2SO3
电池电压对容量的关系
CI 0.05C充至3.6V,容量为140mAh,CI0.1C充至4.2V
4500 4000 3500 3000 2500 2000 1500 1000 500 0 0 20 40 60 80 100 120 140 160 180 Capacity,mAh
谢谢!
黑色(未充电)
青黑色(半满)
金黄色(全满/过充)
负 极
负极表面析锂(拆开遇空气,负极发热,锂被氧化生成锂盐, 导致极片硬而碎) 负极还原性很强,使得部分SEI膜被分解破坏,产气,同时 造成SEI膜的修补产气。
气体成分 相对含量,%