中华人民共和国国家标准一般公差
焊接结构的一般尺寸公差和形位公差

公 差 等 级
A 士 1 2 3 一 0
单位为毫米
> : 1 : 3 : 2 0 0二
士1
士2
> 40 0
> 1 0 0 0 - 2 0 0 0
> 2 0 0 0 - 4 0 - 0 0
> 4 0 0 0  ̄ 8 0 0 0
> 8 0 0 0
> 1 0 0 2 0
l gh a d ge- S a e d st n e ts a ls h p a p i o n n n n o i (S 1 9 0 1 9 ,DT) I O 3 2 :9 6 I
2 0-60 发布 0 50-8
2 0 -20 实 施 0 51 - 1
中 华人民 共和国 家质 监督 理 国 量
I CS 5.1 0.1 2 6 0 J 33
场黔
G / 184 05 IO 90 19 B T 0-2 0/S 1 2 :9 6 9 3
中 华 人 民 共 和 国 国 家 标 准
焊接结构 的一般尺寸公差和形位公差
We i - G nrl rne fr l d s ut n- Dmes n fr ln d g eea tl a cs w d cnt co s i ni s o e o ee o r i o o
— 游标卡尺( G / 11 1 BT 1.要求) 符合 BT 4 和G / 1 42 2 . 2 ;
— 千分表 或百分 表( 符合 G / 11 要求 ) B T 9 2 . 根据协议 可采用其他测量工具 。 , 在非正常温度或条件 下( 如大型结构在强光 下)测量结果 可能会受 到影 响。 , 角度的实际尺寸应采用合适 的测量土具沿焊件切线并离开焊缝直接影响的区域测定 。偏差则是公 称尺寸与实际尺寸的差别 。
中华人民共和国国家标准一般公差
中华人民共和国国家标准一般公差中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear andangular dimensions without individual tolerance indicationsGB/T 1804—2000eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);1b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l 部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义23.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。
国家标准公差表

标准公差表
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
线性尺寸未注公差的公差表
根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:
线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);
机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:
已有其他一般公差标准规定的线性和角度尺寸;
括号内的参考尺寸;
矩形框格内的理论正确尺寸。
角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
一般公差标准

一般公差标准一般公差是指在零件加工中,为了保证零件的互换性和装配性,对零件尺寸的允许偏差范围所规定的标准。
公差标准是制定和执行零件尺寸的重要依据,它直接影响着零件的加工质量和装配质量。
在实际生产中,合理的公差设计可以有效地降低成本,提高生产效率,保证产品质量,因此,对一般公差标准的了解和掌握显得尤为重要。
一般公差标准是根据零件的功能要求、加工工艺和材料特性等因素综合考虑而确定的,它通常包括了上偏差、下偏差和基本偏差等内容。
在进行公差设计时,首先需要明确零件的功能要求,根据零件的使用环境和工作条件确定公差等级,然后根据零件的尺寸大小、形状复杂程度和工艺要求等因素,选择合适的公差标准进行设计。
在进行一般公差标准设计时,需要注意以下几点:1. 合理确定公差等级。
公差等级是根据零件的功能要求和使用条件来确定的,一般来说,对于精度要求高的零件,需要选择较高的公差等级,而对于一般要求的零件,则可以选择较低的公差等级。
2. 充分考虑零件的功能要求。
在确定公差标准时,需要充分考虑零件的使用功能和工作条件,确保公差设计符合零件的实际使用要求,保证零件的性能和质量。
3. 综合考虑加工工艺和材料特性。
在进行公差设计时,需要考虑到零件的加工工艺和材料特性,合理选择公差标准,以便保证零件加工的可行性和经济性。
4. 注意公差的协调性。
在进行公差设计时,需要注意公差的协调性,避免出现公差叠加导致零件装配困难或者不能满足功能要求的情况。
总之,一般公差标准的合理设计对于保证零件的加工质量和装配质量具有重要的意义。
只有充分考虑零件的功能要求、加工工艺和材料特性等因素,合理选择公差等级,并注意公差的协调性,才能设计出合理的公差标准,保证零件的互换性和装配性,提高产品的质量和竞争力。
国家公差标准表
国家公差标准表
国家公差标准表是指国家规定的用于工程制造中的公差范围和公差等级的标准表。
公差是指在设计和制造过程中,由于各种因素引起的尺寸、形状和位置上的偏差。
公差标准表对于确保产品的相互配合、互换性和产品质量具有重要的指导作用。
国家公差标准表通常包括以下内容:
1. 尺寸公差:规定了零件尺寸上的允许偏差范围,以确保零件的尺寸符合设计要求。
2. 形状公差:规定了零件形状上的允许偏差范围,以确保零件的形状符合设计要求。
3. 位置公差:规定了零件之间或零件内部位置关系的允许偏差范围,以确保零件的装配与功能正常。
4. 粗糙度公差:规定了零件表面粗糙度的允许偏差范围,以保证零件的表面质量符合要求。
国家公差标准表的制定和应用是为了提高产品的一致性、互换性和可靠性,减少制造成本和生产周期,同时确保产品的功能和性能。
不同国家和行业可能会有不同的公差标准表,因此在实际应用时需要根据具体要求进行选择和使用。
一般公差标准HB5800-1999

中华人民共和国航空工业标准一般公差1、范围本标准规定了切削加工件、冷冲压件、管子弯曲件、焊接件及塑压件的尺寸、形状和位置的一般公差。
适用于功能上无特殊要求的尺寸和要素。
本标准不适用于下列情况;a)参考尺寸;b)装配后不再进行加工的组合尺寸;c)构成基准体系的线或面间的未注明的90°角;d)挤压成型、吹塑成型、烧结和泡沫塑料制品;e)已有专门标准规定并在图样或文件中注明者。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
在标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T1800.1-1997 极限与配合基础第一部分:词汇3、定义本标准采用下列定义。
孔、轴的定义按GB/T1800.1.4、总则4.1 标注当本标准能够满足产品零件的要求时,在有关尺寸或要素上不单独标注公差,而应在图样或有关的技术文件中注明:“一般公差按HB5800-1999”.对于切削加工件,当采用:“II”级时则应注明:“一般公差按HB5800-1999-II”。
当本标准不能满足产品零件的要求或允许采用比本标准规定更大的公差时,均应单独标注尺寸公差或形位公差。
4.2 公差原则当图样中对尺寸公差和形位公差之间的相互关系没有特殊注明时,遵守独立原则。
即当实际尺寸为最大实体尺寸(MMC)时,仍允许有形位误差,其值控制在本标准规定的一般形位公差之内。
5、切削加工件5.1线性尺寸公差5.1.1 孔D轴d及长度L(图1)的极限偏差按表1规定。
表1 mm基本尺寸公差等级长度L极限偏差I II孔D 轴d 孔D 轴d下偏差上偏差上偏差下偏差下偏差上偏差上偏差下偏差0.1~0.30+0.05-0.05+0.06-0.06 ±0.05>0.3~0.6+0.06 -0.06 +0.08 -0.08 ±0.10 >0.6~<1+0.07 -0.07 +0.11 -0.11 ±0.10 1~3+0.10 -0.10 +0.14 -0.14 ±0.12>3~6+0.12 -0.12 +0.18 -0.18 ±0.15>6~10+0.15 -0.15 +0.22 -0.22 ±0.18>10~18+0.18 -0.18 +0.27 -0.27 ±0.21>18~30+0.21 -0.21 +0.33 -0.33 ±0.26>30~50+0.25 -0.25 +0.39 -0.39 ±0.31>50~80+0.30 -0.30 +0.46 -0.46 ±0.37>80~120+0.35 -0.35 +0.54 -0.54 ±0.43 >120~180+0.40 -0.40 +0.63 -0.63 ±0.50 >180~250+0.46 -0.46 +0.72 -0.72 ±0.57 >250~315+0.52 -0.52 +0.81 -0.81 ±0.65 >315~400+0.57 -0.57 +0.89 -0.89 ±0.70 >400~500+0.63 -0.63 +0.97 -0.97 ±0.77>500~6300 +0.70-0.70+1.10-1.10 ±0.87>630~800+0.80 -0.80 +1.25 -1.25 ±1.00>800~1000+0.90 -0.90 +1.40 -1.40 ±1.15 >1000~1250+1.05 -1.05 +1.65 -1.65 ±1.30 >1250~1600+1.25 -1.25 +1.95 -1.95 ±1.55 >1600~2000+1.50 -1.50 +2.30 -2.30 ±1.85 >2000~2500+1.75 -1.75 +2.80 -2.80±2.20>2500~3150+2.10 -2.10 +3.30 -3.30 ±2.70 注:用钻头钻的孔,允许有等于孔公差之半的负偏差。
GB1804-尺寸公差
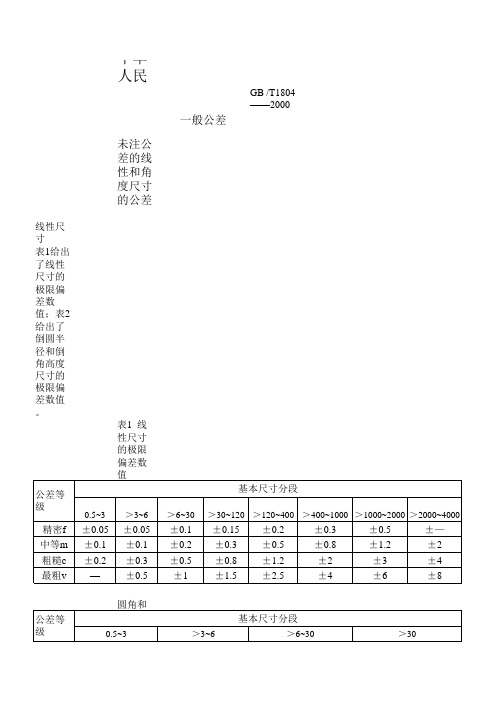
表2 倒圆角和倒角高度尺寸的极限偏差数值 基本尺寸分段
0.5~3 >3~6 >6~30 >30
±0.2 ±0.4
±0.5 ±1
±1 ±2
±2 ±4
表3 角度尺寸的极限偏差数值 公差等级
~10 >10~50
基本尺寸分段(/mm)
>50-120 >120-400 >400
精密f ±1° 中等m 粗糙c ±1° 30′ 最粗v ±3°
精密f 中等m 粗糙c 最粗v
±0.05 ±0.1 ±0.2 —
±0.05 ±0.1 ±0.3 ±0.5
±0.1 ±0.2 ±0.5 ±1
±0.15 ±0.3 ±0.8 ±1.5
±0.2 ±0.5 ±1.2 ±2.5
±0.3 ±0.8 ±2 ±4
±0.5 ±1.2 ±3 ±6
±— ±2 ±4 ±8
公差等级 精密f 中等m 粗糙c 最粗v 角度尺寸
中华人民共和国国家标准
GB /T1804——2000
一般公差 未注公差的线性和角度尺寸的公差
线性尺寸 表1给出了线性尺寸的极限偏差数值;表2给出了倒圆半径和倒角高度尺寸的极限偏差数值。 表1 线性尺寸的极限偏差数值 基本尺寸分段 公差等级
0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000
±30Байду номын сангаас ±1° ±2°
±20′ ±30′ ±1°
±10′ ±15′ ±30′
±5′ ±10′ ±20′
一般公差的图样表示法 若采用本标准规定的一般公差,应在图样标题栏附近或技术要求、技术文件(如企业标准)中 注出本标准号及公差等级代号。例如选取中等级时,标注为: GB/T1804——m
国标公差标准
国标公差标准
国标公差标准是指在国家制定的标准体系下,对于产品尺寸、形状和位置的偏
差范围进行规定,并且将这些规定编写成标准文档,以便于生产和检验过程中的使用。
国标公差标准的制定是为了保证产品的质量,确保产品能够在不同的工作条件下正常运行,同时也为产品的设计、加工和检验提供了依据。
国标公差标准具有普遍性和权威性,它适用于各种不同的行业和领域,包括机
械制造、汽车制造、航空航天、电子电气、建筑工程等。
国标公差标准的制定需要考虑到产品的使用环境、功能要求、加工工艺等多个因素,因此具有很高的参考价值和实用性。
在国标公差标准中,通常会包括尺寸公差、形位公差、表面质量等内容。
尺寸
公差是指产品尺寸允许的最大偏差和最小偏差,它直接影响着产品的装配性能和功能性能。
形位公差是指产品各个特征之间的相对位置偏差范围,它对于产品的装配精度和运行稳定性具有重要影响。
表面质量是指产品表面的光洁度、平整度、粗糙度等指标,它直接关系到产品的外观质量和使用寿命。
在实际的生产和检验过程中,国标公差标准能够帮助企业合理安排生产工艺、
提高产品质量、降低生产成本。
同时,国标公差标准也为产品的设计和研发提供了重要依据,能够帮助设计人员更好地把握产品的功能和性能要求,提高产品的竞争力和市场占有率。
总之,国标公差标准在现代工业生产中具有重要的地位和作用,它是保证产品
质量、提高产品竞争力的重要手段,也是推动工业技术进步和产品创新的重要保障。
因此,各个行业和企业都应该重视国标公差标准的制定和执行,不断提高自身的生产能力和产品质量水平,以适应市场竞争的需要,实现可持续发展的目标。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
中华人民共和国国家标准一般公差
中华人民共和国国家标准
一般公差
未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear and
angular dimensions without individual tolerance indications
GB/T 1804—2000
eqv ISO 2768-1:1989
代替 GB/T 1804-1992
GB/T 11335-1989
1 范围
本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:
a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);
1
b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;
c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:
a)其他一般公差标准涉及的线性和角度尺寸;
b)括号内的参考尺寸;
c)矩形框格内的理论正确尺寸。
2 引用标准
下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l 部分:词汇
GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)
GB/T 4249—1996 公差原则(eqv ISO 8015:1985)
GB/T 6403.4—1986 零件倒圆与倒角
3 定义
2
3.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances
指在车间通常加工条件下可保证的公差。
采用一般公差的尺寸.在该尺寸后不需注出其极限偏差
数值。
注:附录A(提示的附录)给出了一般公差的概念和解释。
4 总则
选取图样上未注公差的尺寸的一般公差的公差等级时,应考虑通常的车间精度并由相应的技术文
国家质量技术监督局2000–07–24批准 2000–12–01实施
3
GB/T 1804—2000
件或标准作出具体规定。
对任一单一尺寸,如功能上要求比一般公差更小的公差或允许更大的公差并更为经济时.其相应的极限偏差要在相关的基本尺寸后注出。
在图样或有关技术文件中采用本标准规定的线性和角度尺寸的一般公差时,应按本标准第6章的
规定进行标注。
由不同类型的工艺(例如切削和铸造)分别加工形成的两表面之间的未注公差的尺寸应按规定的两
个一般公差数值中的较大值控制。
以角度单位规定的一般公差仅控制表面的线或素线的总方向,不控制它们的形状误差。
从实际表面得到的线的总方向是理想几何形状的接触线方向。
接触线和实际线之间的最大距离是最小可能值(见
GB/T 4249)。
5 一般公差的公差等级和极限偏差数值
一般公差分精密f、中等m、粗糙c、最粗v共4个公差等级。
按未注公差的线性尺寸和角度尺寸分别给出了各公差等级的极限偏差数值。
5.1 线性尺寸
4
GB/T 1804—2000
5 表1给出了线性尺寸的极限偏差数值;表2给出了倒圆半径和倒角高度尺寸的极限偏差数值。
表1 线性尺寸的
极限偏差数值 mm
表 2 倒圆半径和倒角
高度尺寸的极限偏差数值 mm
5.2 角度尺寸
表3给出了角度尺寸的极限偏差数值,其值按角度短边长度确定.对圆锥角按圆锥素线长度确定。
表3 角度尺寸的极限偏差数值
6 一般公差的图样表示法
若采用本标准规定的一般公差,应在图样标题栏附近或技术要求、技术文件(如企业标准)中注出本标准号及公差等级代号。
例如选取中等级时,标注为: GB/T 1804—m
7 判定
除另有规定,超出一般公差的工件如未达到损害其功能时,通常不应判定拒收(见A5)。
6
GB/T 1804—2000 7
GB/T 1804—2000
8
附录 A
(提示的附录)
线性和角度尺寸的一般公差的概念和解释
A1构成零件的所有要素总是具有一定的尺寸和几何形状。
由于尺寸误差和几何特征(形状、方向、位置)误差的存在,为保证零件的使用功能就必须对它们加以限制,超出将会损害其功能。
因此,零件在图样上表达的所有要素都有一定的公差要求。
对功能上无特殊要求的要素可给出一般公差。
一般公差可应用在线性尺寸、角度尺寸、形状和位置等几何要素。
采用一般公差的要素在图样上可不单独注出其公差,而是在图样上、技术要求或技术文件(如企业标准)中作出总的说明。
A2线性和角度尺寸的一般公差是在车间普通工艺条件下,机床设备可保证的公差.在正常维护和操作情况下,它代表车间通常的加工精度。
一般公差的公差等级的公差数值符合通常的车间精度。
按零件使用要求选取相应的公差等级。
线性尺寸的一般公差主要用于低精度的非配合尺寸。
9
采用一般公差的尺寸在正常车间精度保证的条件下,一般可不检验。
A3对某确定的公差值,加大公差通常在制造上并不会经济。
例如适宜“通常中等精度”水平的车间加工35mm直径的某要素,规定±1mm的极限偏差值通常在制造上对车间不会带来更大的利益,而选用±0.3mm的一般公差的极限偏差值(中等级)就足够。
当功能上允许的公差等于或大于一般公差时,应采用一般公差。
只有当要素的功能允许比一般公差大的公差,而该公差在制造上比一般公差更为经济时(例如装配时所钻的盲孔深度),其相应的极限偏差数值要在尺寸后注出。
由于功能上的需要,某要素要求采用比“一般公差”小的公差值,则应在尺寸后注出其相应的极限偏差数值。
当然这已不属一般公差的范畴。
A4采用一般公差,可带来以下好处:
a)简化制图,图面清晰易读,可高效地进行信息交换。
b)节省图样设计时间。
设计人员不必逐一考虑或计算公差值,只需了解某要素在功能上是否允许采用大于或等于一般公差的公差值。
10
c)图样明确了哪些要素可由一般工艺水平保证,可简化检验要求,有助于质量管理。
d)突出了图样上注出公差的尺寸,这些尺寸大多是重要的且需要控制的,引起加工与检验时重视和作出计划安排。
e)由于签订合同前就已经知道工厂“通常车间精度”,买方和供方间能更方便地进行订货谈判;同时图样表示完整也可避免交货时买方和供方间的争论。
只有特定车间的通常车间精度可靠地满足等于或小于所采用的一般公差条件时,才能完全体现上述这些好处.因此,车间应做到:
——测量、评估车间的通常车间精度;
——只接受一般公差等于或大于通常车间精度的图样;
——抽样检查以保证车间的通常车间精度不被降低。
A5零件功能允许的公差常常是大于一般公差,所以当工件任一要素超出(偶然地超出)一般公差时零件的功能通常不会被损害。
只有当零件的功能受到损害时,超出一般公差的工件才能被拒收。
11。