海底管道铺设介绍
海底管线S-LAY法铺设简介
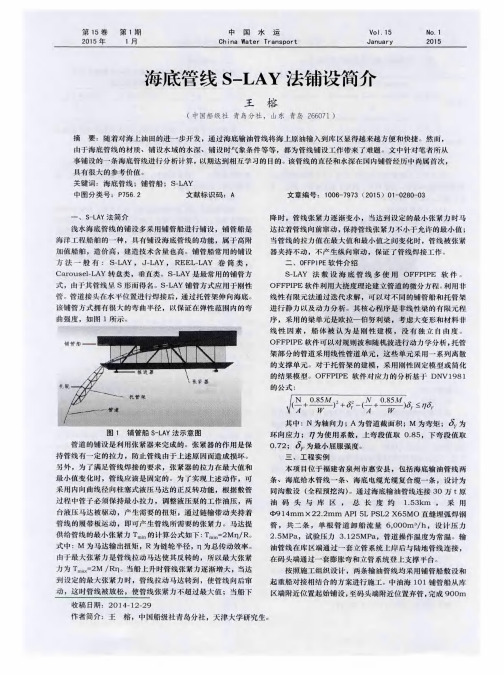
发 生 在 向下 8 。 的情 况 下 , 其他角度下 , 管 线 均 有 不 同程 度 的 应 力 超 标 ,本 文就 托 管 架 向下 8 。 的情 况 予 以介 绍 。
五 、应 力分 析 1 . 管 线起 始铺 设 应 力 分析
深 和 管 线 在 海 底 管 线 铺 设 过 程 中 尚属 首 次 ,鉴 于 托 管 架 角 度
第 1期
王
榕 :海 底 管 线 S — L A Y法 铺 设 简 介
2 8 1
以上 主 要 平 管 段 的铺 设 工 作 。剩 余 大 约 2 0 0 m 的平 管段 由苏 连 海 起 重 8采 用 4 8 m 预 制 段 逐 段对 接 接 长 的 方 案 进 行 铺 设 ,
最 后 由起 重 船 完 成 两 端 立 管 和 膨 胀 弯 对 接 安 装 工 作 。
况 分 析 可 知 , 以上 所 有 结 果 均 为 托 管 架 角 度 为 8 度 时 计 算 所 得 ,其 中 最 大 应 力 为 4 4 5 . 3 MP a,小 于 管 线 最 小 屈 服 强 度
4 6 7 MP a,由于 管 线 外 径 为 91 4 mm ,水 深 为 3 2 m ,如 此水
3 . 弃 管和 收 管 应 力 分析
事实上并非如此 , 如 果 托管 期 的角 度 过 小 , 则铺 设 过 程 中管 线 着 地 长 度 变 短 ,由 自身 重 力 ,管线 极 有 可 能 发 生 断 裂 ,即应 力 超标 , 所 以海 管铺 设 的 关键 , 特 别 是 管径 较大 并 且 水 深 较 深 的 工况下 ,重 。 本 文 从 托 管 架 向
海底PE管敷设技术
特殊工况施工
弃管施工时由施工船起重扒杆将托管架连同管段一起沉放至海底,管段 弃管施工时由施工船起重扒杆将托管架连同管段一起沉放至海底, 与托管架用钢丝绳固定。 与托管架用钢丝绳固定。
施工需注意事项
• 一、PE管材料密度低、环向钢度低,在运输以及施工工 PE管材料密度低 环向钢度低, 管材料密度低、
浅滩段管段登陆施工
管段登陆施工采用浮运法进行施工。 管段登陆施工采用浮运法进行施工。 管段对接时,可在PE管上加焊PE法兰, PE管上加焊PE法兰 管段对接时,可在PE管上加焊PE法兰, 采用法兰盘形式完成管段对接。 采用法兰盘形式完成管段对接。
(2)管段敷埋施工
• 管段采用扒杆将管段从运管船吊运到甲板储管区内; 管段采用扒杆将管段从运管船吊运到甲板储管区内; • 施工人员在管段上间隔3米安装配重块。 施工人员在管段上间隔3米安装配重块。 • 将管段吊至发射架上,在熔接站内和已敷埋的管段对接,接缝满足强 将管段吊至发射架上,在熔接站内和已敷埋的管段对接,
(3) 特殊工况
• 弃管施工
• 如果出现台风、或则冷空气等恶劣的天气和海况条件威胁到管线的安 如果出现台风、
全时,就要进行弃管作业。弃管时, 全时,就要进行弃管作业。弃管时, 利用船上的起重扒杆将托管架并 托管架上管段整体吊离船体、并缓缓沉放至海底。 托管架上管段整体吊离船体、并缓缓沉放至海底。
• 拾管施工
2、铺设方便和经济 水中铺设的环境条件常常非常恶劣, 水中铺设的环境条件常常非常恶劣,特别是在海洋中 的铺设. 的铺设.实践证明利用塑料管道特性可以实现方便和经济 的铺设, 的铺设,可以在采用传统管道根本无法施工或者经济上无 法承受的条件和场合进行水中铺设。 法承受的条件和场合进行水中铺设。
埋藏管道的方法

埋藏管道的方法海底管道的埋设技术及其应用引言海底管道是指铺设在海底的输送油气、水或其他流体的管道,它是海洋油气资源开发和海洋工程建设的重要组成部分。
海底管道的铺设方式有两种,一种是悬空铺设,即管道直接搁置在海底,另一种是埋设铺设,即管道埋藏在海底土层中。
埋设铺设相比悬空铺设有以下优点:- 增加管道的稳定性,防止管道因海流、海浪、海冰等外力作用而发生位移或变形;- 降低管道的应力,延长管道的使用寿命,减少管道的维护和修复成本;- 保护管道免受海底生物、渔具、船锚等物理损伤或腐蚀;- 减少管道对海洋环境的影响,保持海底的自然景观。
因此,埋设铺设是海底管道的首选方式,也是国际上普遍采用的方式。
本文的目的是介绍海底管道的埋设技术及其应用,包括海底管道的埋设方法,埋设深度,埋设效果,以及海底管道的探测和监测。
本文旨在为需要了解或使用海底管道埋设技术的读者提供一些有用的信息和参考,帮助他们更好地利用这种技术。
海底管道的埋设方法海底管道的埋设方法主要有三种,分别是机械挖掘、水力挖掘和喷射挖掘。
下面分别介绍这三种方法的原理和特点。
机械挖掘机械挖掘是指利用机械设备在海底开挖沟槽,将管道放入沟槽中,然后用海底土壤或其他材料填埋的方法。
机械设备可以是水下挖掘机、水下铲车、水下切割机等,它们可以通过遥控或人工操作,在海底进行挖掘、铺设和填埋的作业。
机械挖掘的优点是:- 挖掘精度高,可以根据设计要求控制沟槽的宽度、深度和坡度;- 挖掘效率高,可以在短时间内完成大面积的挖掘和铺设;- 挖掘范围广,可以适用于不同的海底地形和土壤类型。
水力挖掘水力挖掘是指利用高压水流冲击海底土壤,将土壤冲刷出来,然后将管道放入冲刷后的沟槽中,最后用海底土壤或其他材料填埋的方法。
水力挖掘可以通过水下喷射器、水下切割机等设备进行。
水力挖掘的优点是:- 挖掘速度快,可以在较短时间内完成大面积的挖掘和铺设;- 挖掘过程中对海洋生态环境的影响较小;- 可以适用于较硬、较坚固的海底土壤。
滩浅海海底管道铺设

滩浅海海底管道铺设滩浅海海底管道铺设1 绪论海上油气田开采出的油气除少数在海上直接装船外运外,多数是通过管道转输至陆上加工并分别输送到用户。
随着海洋石油天然气开发的不断深入,海洋管道的作用显得越来越重要,这就需要有高效、易于实现的海底管道施工工艺。
海底管道铺设在国际上已有了较长的历程,从Brow & Root海洋工程公司1954年在美国的墨西哥湾铺设第一条海底管道以来,世界各国在近海域成功地铺设了个种类型、各种管径的海底管道。
随着海域水深的增加,铺管技术也相应得到了很大的发展。
目前,主要的铺设方式有水面拖放法、水下拖放法、底拖法、离底拖法、铺管船法、深水区域的J型铺管法及卷筒铺管法。
而我国海底管道铺设起步较晚,1973年我国首次在山东黄岛附近采用水面拖放法铺设了3条500米长的海底输油管道,1985年渤海石油海上工程公司在埕北油田采用水面拖放法成功地铺设了1.6千米(钻采平台之间)海底输油管道[1]。
1987年,我国引进了一条小型铺管船,结束了国内无铺管船的历史,逐步进入铺管船铺管法的时代,大大提高了海底管道的施工效率和质量。
2 分段浮拖法目前我国使用最为广泛的海底管道铺设方法是浮拖法和铺管船法,本文主要讲述这两种铺管法。
分段浮拖法是目前比较成熟、起步相对较早的一种海底管道铺设方法。
常见于海床复杂,管线路由附近有其他的海底管线或是海底电缆,不利于进行铺管法的海域。
水深较浅,铺管船无法在此正常进行铺管作业的海域。
距离较短,比如海上平台与平台之间的管线连接。
在这些情况下一般都采用分段浮拖法进行铺设。
分段浮拖法主要分两部分工序,陆地预制和海上安装。
2.1 陆地预制陆地预制分以下几个工序:1)预制小段。
一般在厂房的滑道预制,连接成大概60米的小段2)套管穿插。
适应于双壁管道3)大段连接。
这个工序在露天场地完成,包括内管和外管的连接4)吊上发送滑道,见图1所示。
5)通球试压6) 安装牵引头7) 除锈防腐、牺牲阳极安装8) 管卡安装和浮筒绑扎,见图2、图3所示。
水下管道的铺设
水下管道的铺设一、概述修建过河管、江心取水头部与岸井连接管、污水向水系排放干管、长距离河底或海底输水管等,应根据水下管道长度、水系深度、水系流速、水底土质、航运要求、管道使用年限、潮汐和风浪情况等因素,选择合适的施工方法。
一般水下管道的铺设方法有围堰法和水下铺管法。
根据技术经济比较,在水系较浅,流速较小,航运不频繁、筑堰材料可以就地取材,筑堰对水系污染可控制在允许范围以内时,一般采用围堰法。
但是,当不具备以上条件时,常采用的是水下铺管法。
水下管道一般有两种铺设方式:1、铺设在水底上;2、埋设在水底下沟槽内;埋设在水底下沟槽内时,沟槽内管顶铺设深度一般为管径的3—4倍,以避免船只抛锚,河床冲刷等影响。
海下管道的埋地铺设,还应防止风暴时管道可能浮漂或下沉,为此,管道应埋设在海床下足够深度。
此外,如果水道较深,水底之上铺管不会影响航运,水底平坦,沿管线没有障碍物和悬空地,管道不会因船只抛锚、流体动力、土壤液化、床底土运动、河床冲刷或其他原因引起破坏,则可将管道直接铺设在稳定的河床或海床上。
水底直接敷设的管道抗震性能要优于水下沟槽埋设。
二、水下沟槽开挖管道水下沟槽敷设一般有3种情况:1、先挖槽后埋管;2、挖槽和埋管同时进行;3、先放管后沉入土内。
这些方法的选择取决于水底土质、水系宽度和深度等因素。
先挖槽后埋管的优点是施工设备简单;缺点是管线定位不易准确,槽底平整度差,沟槽准直度低,而且易于回淤。
因此,当采用这种方法时,应适当选择槽底宽度和开挖深度。
底宽一般为管外径加0.8—1.0m.开挖深度根据回淤情况而定,边坡系数为1:2—1:4.粘土河床的回淤情况并不严重,沙土回淤迅速。
常用的水下沟槽开挖方法和设备有爆破法、岸式索铲、挖泥船、高压泵船等。
爆破法开挖:适用于岩石河床;岸式索铲:适用于狭窄水系。
铲斗用岸上卷扬机曳引。
铲斗顺滑道往上拉,随着挖深增加而往下放滑道。
这种方法可以比较准确地控制沟槽的平面位置和准直度。
中缅海底管道工程介绍PPT课件
设备名称
基座式起重机—300MT
液压履带式起重机—75T 水平张紧器(最大张紧能力:2×60T) A&R绞车—120MT 液压泊/锚绞盘 船舷升降吊架 CRC P-625全自动焊接设备 AUT检测设备 喷砂设备 HDPU发泡设备
数量
1台 1台 2台 1台 8套 6套 12套 2套 2套 2套
18
施工工序
10
马德岛侧登陆段
地形地貌
11
地形地貌
护岸—马德岛侧登陆段
天然气管线 照片
原油管线
12
地形地貌
卡班岛侧登陆段 东岸登陆点位于卡班岛的西岸,沿岸主要是红树林,红树林的 东面是相对比较平坦的稻田,土壤特质为淤泥质黏土,水深小 于2.5m,大型船只难以进入,需要预开挖。
13
地形地貌
地貌恢复—卡班岛侧登陆段
卡班岛
4
工程概况
管道设计标准规范
DNV OS F101 Submarine Pipeline systems,2010 DNV CN 30.5 Environmental Conditions and Environmental Loads,2000 DNV RP F103 Cathodic Protection of Submarine Pipelines by Galvanic Anodes DNV RP F106 Factory Applied Pipeline Coating for Corrosion Control ISO 15589-2 Cathodic Protection of Pipeline transportation Systems-Offshore Pipelines DNV RP F105 Free Spanning Pipelines,2006 DNV RP F107 Risk Assessment of Pipeline Protection DNV RP F110 Global Buckling of Submarine Pipelines ASCE Guidelines for the Design of Buried Steel Pipe (2005) API SPEC 5L Specification of Line Pipe,2007 API 1104 Welding of Pipelines and Related Facilities, 2010 APIRP 1111 Design, Construction, Operation, and Maintenance of Offshore Hydrocarbon Pipeline
浅谈海底油气管道铺设方法、检测和维修
浅谈海底油气管道铺设方法、检测和维修摘要:随着国内外对于海洋油气资源的日益重视,海底管道事业也正处于一个蓬勃、快速发展的阶段。
海底管道铺设技术需要在海上建设各类采油平台、钻井以及油气资源的输送设施,为确保海底管道安全生产,应参照海底管道规范,对在役海底管道系统进行全面检测,及时采取维修措施,最大限度地避免管道泄漏事故的发生,这期间相关企业做了不少的研究和总结。
关键词:海底油气管道;铺设技术;海底管道检测;海底管道维修一、海底管道铺设方法1.铺管船法。
目前国际上使用最多铺管方法就是铺管船法。
这种铺管法需要安排一艘起抛锚拖轮或者多艘抛锚拖轮来支持铺管作业。
铺管船铺设法具有抗风浪能力强、适应性广,机动灵活和作业效率高等特点;根据铺管方式和管道在水中的形状包括:S型铺管法、J型铺管法和卷管法。
(1)S型铺管法。
目前海底管道铺设技术中应用最多的方法就是S型铺管法,这种方法一般要安排艘起抛锚拖轮或者多艘起抛锚拖轮来支持铺管,工程在展开之前,需将一个锚定位在海床上,然后将锚缆引过托管架并系到第一根管子的端口,通过托管架的支撑,它会自然的弯曲成“S”型曲线。
根据受力点的不同,可分为三个区域,即上弯段、中间段、下弯段。
上弯段一般是从铺管船上的张紧器开始向下延伸到管道脱离托管架支撑为止;下弯段是从拐点到管线在海床泥面的着地点这段区域;中间段一般较短,即上弯段和下弯段之间的部分。
目前,S型铺管技术可使用多条作业线进行管线预制,需要一个托管架,具有多个焊接站,随着水深的增加,托管架长度会增加、张力也会增大,但它的稳定性会减弱、风险也会增加。
(2)J型铺管法。
J 形铺管法( J-lay) 是自 20 世纪 80 年代以来为了适应铺管水深的不断增加而发展起来,是目前最适于进行深水海底管道铺设的方法。
现阶段,J型铺管法主要有2种类型:即钻井船J型铺管法和带倾斜滑道的J型铺管法。
在铺设过程中,通过借助调节托管架的管道和倾角承受的张力来改善悬空管道的受力状态,达到安全施工的目的。
海底管道下沉与铺设技术研究与应用

海底管道下沉与铺设技术研究与应用海底管道下沉与铺设技术是一种在海洋环境下实施管道铺设的方法,主要用于输送油气、水和电力等资源的管道系统。
它在能源交通和海洋发展方面具有重要意义,可以促进国际贸易、加强经济合作,同时也为海洋的可持续利用提供了动力。
本文将对海底管道下沉与铺设技术进行研究,并探讨其在实际应用中的问题和前景。
海底管道下沉与铺设技术的研究是为了解决海洋资源开发和利用过程中的难题而进行的。
传统的管道铺设技术需要大型施工船和昂贵的设备,而海底管道下沉与铺设技术则可以通过在海洋底部进行施工并利用自然力将管道下沉至预定位置,从而减少了施工成本和时间。
该技术的应用领域广泛,不仅用于油气输送和供水管道,还用于海底电力输送和海水淡化工艺。
海底管道下沉与铺设技术的核心是下沉过程中的控制和定位。
在管道下沉过程中,需要确保管道的准确下沉到指定的位置,并且保持正确的水平和垂直状态。
为了实现这一目标,研究人员采用了各种先进的技术手段,如定位系统、水下机器人和潜水员辅助作业等。
这些技术手段的应用可以提高下沉过程的准确性和效率,降低施工风险,并减少对海洋环境的影响。
海底管道下沉与铺设技术的应用也面临一些挑战和困难。
首先是施工环境复杂,海洋底部常常存在大量的泥沙和岩石等障碍物,这给下沉和铺设过程带来了困难。
其次是海洋环境的恶劣条件,如潮汐、海浪、水流和海底地形的不平坦等,也对施工造成了不利影响。
为了应对这些挑战,研究人员不断改进和创新技术手段,例如使用先进的材料、开发新的装备和改进工艺流程等。
海底管道下沉与铺设技术的应用前景非常广阔。
随着能源需求的增长和能源贸易的扩大,海底管道下沉与铺设技术将发挥越来越重要的作用。
以天然气管道为例,通过海底管道的输送可以打破先前依赖陆上管道的限制,降低运输成本,并且可以实现全球范围内的天然气资源开发和利用。
此外,海底管道下沉与铺设技术也可以应用于海洋发电和海洋勘探开发等领域。
因此,继续加强海底管道下沉与铺设技术的研究和应用具有重要意义。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4站
三、海洋石油201船
3.2 管端处理系统
管子吊装、运输、坡口加工
坡口加工机
三、海洋石油201船
3.3 焊接系统
预热、消磁、组对
预制线传动与机械传动设 备由意大利GORIZANIE公 司提供,埋弧焊接电源与 焊接机头为林肯电器提供 的DC1000。 预制线组对
三、海洋石油201船
3.3 焊接系统
防腐保温处理包括包覆热缩带和浇注沥青玛蹄酯工序, 分别在对应站点进行,每一站两个焊缝节点同时施工。
三、海洋石油201船
4.5 海管入水
三、海洋石油201船
5.人员配置
预制线
生产区域 坡口 加工区 主要工序 吊管 打磨、开坡口 走管、分配 焊前准备 工序用时 (秒) 50-60 160-180 120-160 250-270 人员配置 5 4 1 备注 A甲板到加工区 与操作人员能力有关 加工区到预制区 进管、组对、预热
主线
工序用时(秒) 40-50 人员配置 1 备注 预制线到主线
主铺管线 存管区
穿线、预热
主线走管 WELD.1站 WELD.2站
160-180
60-80 330-360 240-260
5
1 3 4
组对前准备
走管24m 组对、打底、热焊道 填充焊缝
WELD.3站
主铺管线 WELD.4站 NDT/返修站 节点浇注站
外焊缝焊接
外焊缝焊后清理 双节点 预制线 内焊缝焊前准备 内焊缝焊接
250-270
40-60 120-140 260-300
3
焊机调整、焊接
打磨、出对中器 进管调整、焊机就位
3 4
焊机调节、焊接
内焊缝焊后处理
AUT
80-90
160-180
出机头、清渣
预制线焊缝检验
三、海洋石油201船
5.人员配置
生产区域 主要工序 走管、分配
入水
涂覆
检验
焊接
二、海工铺管能力
3.铺管船
目前,海工公司已有五条专业铺管船,分别是海洋石油202、201、蓝 疆、滨海109和滨海106; 海洋石油201为三作业线,一条主线两条辅线,主作业线位于船中。 其余四条铺管船均为单作业线,并且作业线均在右舷;
二、海工铺管能力
4.焊接方法
1
手工电弧焊(SMAW)
填充焊接 盖面焊接 AUT检验? 合格 包胶 灌马蹄酯 浇水冷却 海管下水 合格 不合格 合格 返修 AUT检验? 不合格 返修 AUT检验? 不合格 切口重新焊接
主线工艺流程
三、海洋石油201船
4.1 组对
三、海洋石油201船
4.2 预热
三、海洋石油201船
4.2 焊接系统
焊接是主铺管线主要工艺,4个焊接站沿走管线由船 首至船尾分布,依次完成管子的打底焊道、热焊道、填 充焊道和盖面焊道。 焊接设备:法国SERIMAX公司自动焊系统Saturnax 05
4.2 焊接系统
焊接2站
三、海洋石油201船
4.2 焊接系统
焊接3站
三、海洋石油201船
4.2 焊接系统
焊接4站
三、海洋石油201船
4.3 检验系统
主铺管线的NDT检验及返修整合在一个站点。所 有焊道完成后,需要对焊缝进行无损检验。主铺管 线NDT 检验方法与预制线类似
三、海洋石油201船
4.4 节点防腐保温
工作站布置
三、海洋石油201船
4.2 焊接系统
焊接设备
2个双丝机头;2个ECU(电子控制单元);1个PDB(电力分配箱);4 台焊接电源;2个送丝盒;1个机头行走轨道;2个遥控器;1台笔记本 电脑;1台气动千斤顶以及1个地车(配备轨道);
三、海洋石油201船
4.2 焊接系统
焊接1站
三、海洋石油201船
预制线焊接系统由3个 焊接站组成,每个焊接 站均配备双电源、双丝 机头、实现双丝同时焊 接。 埋弧焊接电源与焊接机 头为林肯电器提供的 DC1000。
一、二站外焊
三、海洋石油201船
3.3 焊接系统
内外焊焊接机头均配备 摄像装置,可实现焊接 过程全程跟踪控制 3站 内焊和外部盖面同 时进行 预制线内焊
海底管道铺设介绍
单击此处编辑副标题
焊接实验室
2011年8月12日
目录
一、铺设方法介绍 二、海工铺管能力 三、海洋石油201船 四、其他船舶资料
一、铺设方法介绍
1.方法分类
铺管船法
:S-LAY J-LAY REEL-LAY
铺 管 方 法
拖拉法
(登陆段)
浮游法
(不常用)
一、铺设方法介绍
铺管船法:S-LAY
三、海洋石油201船
2.船体布局
主甲板纵向中心线设置主铺管作业线,两侧分别配备 一条双节点管线预制线,两条预制线对应区域基本相同, 并以主铺管为分界线对称分布,船艉设有固定式托管架。
16 15 1 2 5 3 4 6 7
14
13 -预制线区
12
11 -走管线 3-外焊接1站
10 -主铺管线区 4-外焊接2站
9
8
1-坡口加工站 2-CO2配气站 6-预制线NDT/返修站 7-主线存管区 12-主线NDT/返修站
5-内外焊接站
8-主线焊接1站 9-主线焊接2站 10-主线焊接3站 11-主线焊接4站 14-张紧器2 15-节点浇注1站 16-节点浇注2站
13-张紧器1
三、海洋石油201船
3.预制线介绍
预制线主要作用: 在单节管进入主铺管线之前进行双节点管线预制 可以减少主铺管线接头数量,节省海上铺管周期, 大大提高铺管效率。 生产预制线由管端处理系统、双节管焊接系统、 AUT无损检验设备组成。
S-Lay
一、铺设方法介绍
铺管船法:S-LAY
J-Lay
一、铺设方法介绍
铺管船法:REEL-LAY
Reel Lay
一、铺设方法介绍
拖拉法
示意图
二、海工铺管能力
1.概述
目前,海工公司已铺设的海底管道都属于浅水海底管道, 主要是利用铺管船采用S-Lay工艺进行铺设的。
2.铺设流程
铺管船准备 托管架安装 作业线准备 起始连接
传统焊接方法,目前不常用(滨海106船、滨海109船)
2
半自动焊
(FCAW)
现在常用的焊接方法(滨海106船、滨海109船、蓝疆)
3
全自动焊
(GMAW) (蓝疆、海洋石油201、202)
未来发展趋势
二、海工铺管能力
5、海底管道焊接执行标准
海底输油(气)管道是海上油(气)田开发生产系 统的主要组成部分。它是连续地输送大量油(气)最快 捷、最安全和经济可靠的运输方式。随着海上油(气) 田的不断开发,海底输油(气)管道实际上已经成为广 泛应用于海洋石油工业的一种有效运输手段。为了保证 海底输油(气)管道的正常运转,必须确保整条管线运 转过程中的可靠性。为此,管材的选择、设计、预制、 焊接、内外防腐等需严格遵守相应的国际标准。常用的 海底输油(气)管道焊接标准API Std 1104 及 DNVOS-F101对海底管道施工有特殊要求。
滨海106
单节点模式2个焊接站,1个检验站。主要采用半自动焊工 艺和手工电弧焊
滨海109
单节点模式3个焊接站,1个检验站。主要采用半自动焊工 艺和手工电弧焊
谢谢
三、海洋石油201船
3.4 检验系统
无损检验设备采用自 动超声波检测设备, 与传统超声波检验以 及射线检测相比,在 检测速度、缺陷定量 准确性、减少污染、 减低作业强度方面具 有明显的优越性。 AUT无损检验
三、海洋石油201船
4.主线介绍
管端消磁预热 焊口组对 打底、热焊道
主作业线焊接系统主要 包括:滚轮传动系统、 电感应加热器、内对中 器、全自动焊焊接站、、 NDT检测站以及返修焊 接站。
2 2 2 2 3 3 1 1 1 1 4 4
1站 封底 热焊
1 1.5 2.5 3 20 40
打磨 移船 (分) (分)
1 1.5 1.5 2 1.5 1.5 2.5 2.5 2.5 2.5 2.5 2.5
总时 理论(双节点) (分) 日铺设根/天
7.5 8.5 9.5 10.5 30 50 184 162 145 1预制线工艺流程
4站
(存管区两侧) (存管区两侧) (存管区两侧) 对中站 1站 2站 3站 3站 全自动UT检验 不合格 合格 焊接返修 返修站 切口重新焊接
坡口加工
管段消磁 管段预热 焊口组对 封底和热焊道焊接
全自动UT检验
4站
焊接返修
返修站
焊接检验 填充焊接 合格 内部焊接 盖面焊接 传送至主作业线 不合格
三、海洋石油201船
1.概述
201船为深水动力定位铺管起重船,能够铺设水深达 2000米,可铺设管径范围(包括涂层外径)为6~60(英 寸),设计铺管速度为5km/天。该船具有2条双节点管线 预制线和1条主铺管线,配备全自动焊接设备,铺管能力 和铺管效率将大大提高。该船投产后将大幅度提升我公司 的深水海底管线铺设能力。 铺管船船体采用双层甲板设计,包括主甲板和A 甲板。A甲板位于主甲板上层,用于储存管线,能储 藏大约9000公吨的管子;主甲板为铺管作业线。
240-260
240-260 180-200 180-200
4
2 5 2
填充焊缝
盖面焊缝 AUT 包胶
节点浇注站
240-260
8
灌马蹄脂
三、海洋石油201船
6.铺设效率
管规格
6 “(CS) 12 “(CS) 22 “(CS) 30 “(CS) 12 “(CRA) 22 “(CRA))