MIC厌氧反应器的介绍
详解IC厌氧反应器工作原理及优势

详解IC厌氧反应器工作原理及优势IC厌氧反应器是一种高效的生物处理设备,适用于处理有机废水和有机固体废物。
它基于厌氧微生物的代谢过程,通过在无氧条件下,利用甲烷产生微生物降解有机物质的能力。
IC厌氧反应器的工作原理可以分为以下几个步骤:1.进水:将待处理的有机废水或固体废物进入反应器内部。
在进水前,通常需要进行预处理,去除悬浮物、沉淀物以及可能对微生物有抑制作用的物质。
2.厌氧反应:厌氧微生物在无氧条件下将有机物质分解为含有能量的中间产物。
这些中间产物主要包括乙酸、氢气、甲酸和乙醇等。
3.淘汰:在乳酸菌发酵期,乳酸菌主要是通过乳酸维持酸度,而乳酸酸度较低时,不少乳酸菌有被干丘菌竞争代谢或抑制的趋势。
适当控制乳酸菌的繁殖就是一重要的环节.4.转化:部分中间产物通过异好氧微生物转化为甲烷气体和二氧化碳。
这些微生物主要是甲烷菌,它们具有氨氮转化为甲烷的能力。
这种转化过程称为甲烷化作用。
5.排出:产生的甲烷气体和二氧化碳会从反应器中排出,并可以用作能源源,如发电或直接供暖等。
IC厌氧反应器相比传统的厌氧处理技术有以下优势:1.高效稳定:IC厌氧反应器可以提供较高的废物处理效率,可以稳定地将有机物质转化为甲烷气体和二氧化碳。
与传统的厌氧处理技术相比,其效率更高,能耗更低。
2.灵活性:IC厌氧反应器可以处理不同种类和浓度的有机废物。
不同于传统厌氧池只能处理废水,IC厌氧反应器可以同时处理废水和有机固体废物,增加了处理的灵活性和范围。
3.减少气味:IC厌氧反应器通过在无氧条件下处理有机废物,有效减少了废物的气味和污染。
4.能源回收:IC厌氧反应器产生的甲烷气体可以用作能源,如发电或直接供暖等。
这种能源回收可以减少能源消耗,节约成本。
5.有机固体资源化:IC厌氧反应器能够将有机固体废物转化为有价值的甲烷气体和二氧化碳,实现资源化利用,减少废物排放。
总之,IC厌氧反应器通过利用厌氧微生物的代谢过程,将有机废物转化为甲烷气体和二氧化碳,实现了高效、稳定的废物处理。
内循环厌氧反应器的运行特性(1)(精)

内循环厌氧反应器的运行特性(1)以实验室规模的内循环厌氧反应器(IC)为研究对象,考察了其运行状况和影响运行的特征参数。
试验结果表明:当进水容积负荷为24.9~37.52kgCOD/(m3·d)时对COD的去除率达83.2%~92.8%,其中Ⅰ室的去除率为60%~70%,Ⅱ室的去除率为20%~30%;进水的上升流速高(2.65~4.35m/h)有利于反应器的稳定运行;在较高的容积负荷[35.0kgCOD/(m3·d)]、进水pH值为8.5时反应器具有最大的COD去除率。
关键词:IC反应器中温运行特性内循环厌氧反应器(Internal Circulation,简称IC)是在UASB反应器基础上开发出的第三代超高效厌氧反应器,其特征是在反应器中装有两级三相分离器,反应器下半部分可在极高的负荷条件下运行。
整个反应器的有机负荷和水力负荷也较高,并可实现液体内部的无动力循环,从而克服了UASB反应器在较高的上升流速度下颗粒污泥易流失的不足[1~3]。
笔者在实验室对小型IC反应器(25 L)进行了系统研究,主考察了反应器在中温条件下的运行特性及其影响因素,验证了IC反应器在UASB基础上的结构改进对处理效能的促进作用。
1 试验装置和方法1.1 试验装置IC反应器为有机玻璃制成,有效容积为25L,反应器总高度为1500mm,沿柱高设置多个取样孔。
将反应器安装在恒温箱内,用WMZK-01温控仪和热源构成自动温控系统,将温度控制在(35±1)℃。
工艺流程见图1。
试验配水首先进入Ⅰ室被降解,产生的沼气由Ⅰ室的集气罩收集,大量沼气携带Ⅰ室的泥水混合液沿着提升管上升至反应器顶部的气液分离器,沼气在此处逸出反应器,而泥水混合液则沿下降管返回到Ⅰ室的底部。
Ⅰ室出水自动进入Ⅱ室继续处理,随后经Ⅱ室的三相分离器排出反应器外。
1.2 试验用水采用人工合成的葡萄糖废水,并加入适量微量元素(见表1)。
1.3 接种污泥接种污泥采用无锡狮王太湖水啤酒有限公司UASB反应器中的颗粒污泥,污泥的TSS为72.2g/L,VSS为56.6g/L。
MIC反应器-卡鲁塞尔氧化沟处理酒精废水

MIC反应器-卡鲁塞尔氧化沟处理酒精废水刘锋;蒋文化;徐富;蒋京东;马三剑【期刊名称】《工业用水与废水》【年(卷),期】2007(38)5【摘要】介绍了采用清液发酵法生产酒精的工艺和废水排放情况,针对酒精废水的COD高、温度高、SS高、pH值低的特点,采用MIC反应器-卡鲁塞尔氧化沟为主的工艺处理酒精废水,并讨论了工艺流程和主要设计参数.在进水COD的质量浓度为35~40 g/L时,一级MIC有机负荷可达15 kg[COD]/(m3·d),水力停留时间为2d,COD去除率为88%以上,氧化沟有机负荷为0.6 kg[COD]/(m3·d),COD去除率为93%以上,最终出水的COD去除率为99.7%,达到《污水综合排放标准》(GB 8978-1996)的二级要求.厌氧所产生沼气的回收价值抵去整个系统运行费用,每年可盈余1 300余万元.【总页数】4页(P104-107)【作者】刘锋;蒋文化;徐富;蒋京东;马三剑【作者单位】苏州科技学院,环保应用技术研究所,江苏,苏州,215011;苏州爱普特环保设计咨询有限公司,江苏,苏州,215156;苏州爱普特环保设计咨询有限公司,江苏,苏州,215156;苏州科技学院,环保应用技术研究所,江苏,苏州,215011;苏州科技学院,环保应用技术研究所,江苏,苏州,215011【正文语种】中文【中图分类】X797.031【相关文献】1.卡鲁塞尔氧化沟、浅层气浮技术及其在木浆废水处理中的应用 [J], 胡光勇2.卡鲁塞尔氧化沟工艺的污水处理性能研究 [J], 吴王根3.污水处理厂巴登福/卡鲁塞尔氧化沟工艺运行分析--以昆明市第一污水处理厂为例 [J], 郭丽珍4.影响昆明某污水处理厂卡鲁塞尔氧化沟脱氮的原因分析 [J], 刘秀兵5.卡鲁塞尔氧化沟反应器三维流场体视PIV测量 [J], 许丹宇;张代钧;陈钊;杨胜发;张天因版权原因,仅展示原文概要,查看原文内容请购买。
酒精废水处理高效厌氧技术——MIC反应器

酒精废水处理高效厌氧技术——MIC反应器
徐富;吴建华;刘锋;蒋京东;马三剑
【期刊名称】《酿酒科技》
【年(卷),期】2006(000)010
【摘要】针对酒精废水的COD高、温度高、SS高、pH低特点,对酒精废水中的蛋白质提取DDG饲料后,采用中温MIC厌氧反应器和卡鲁塞尔氧化沟的两级厌氧和两级好氧工艺处理高浓酒精废水,结果表明,MIC反应器在厌氧温度控制在35~39℃,pH为4~5,有机负荷为15kgCOD/m3·d时,COD去除率达88%以上,MIC 反应器运行稳定,出水可达到国家二级排放标准.
【总页数】4页(P104-107)
【作者】徐富;吴建华;刘锋;蒋京东;马三剑
【作者单位】苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011;苏州科技学院环保应用技术研究所,江苏,苏州,215011
【正文语种】中文
【中图分类】X7
【相关文献】
1.厌氧内循环反应器(IC反应器)在造纸废水处理中的应用 [J], 李琛;从善畅;郝磊磊
2.一种新型的厌氧处理技术——UOBF上流式外循环厌氧复合污泥反应器 [J], 彭
吉成
3.厌氧(UASB)+好氧(接触氧化)在高浓度酒精废水处理中的应用 [J], 蓝炳杰
4.无动力高效组合式厌氧生物膜反应器技术在杭州农村生活污水治理中的应用 [J], 虞益江;魏国庆;陈铬铭
5.厌氧电化学膜生物反应器以及废水处理方法 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
厌氧氨氧化反应器资料总结
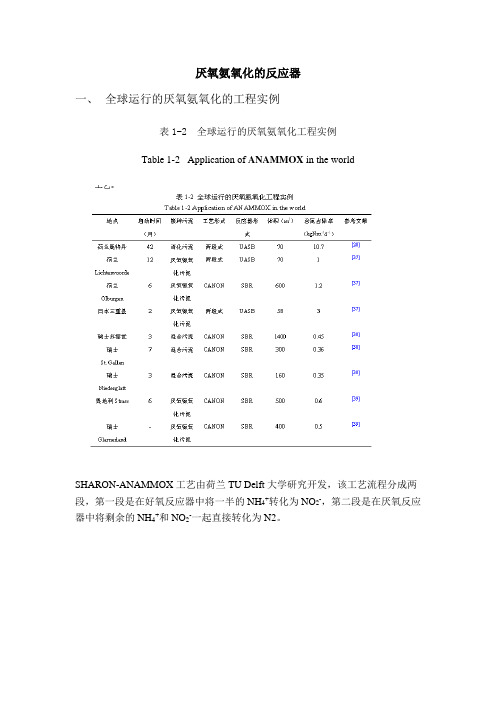
厌氧氨氧化的反应器一、全球运行的厌氧氨氧化的工程实例表1-2 全球运行的厌氧氨氧化工程实例Table 1-2 Application of ANAMMOX in the worldSHARON-ANAMMOX工艺由荷兰TU Delft大学研究开发,该工艺流程分成两段,第一段是在好氧反应器中将一半的NH4+转化为NO2-,第二段是在厌氧反应器中将剩余的NH4+和NO2-一起直接转化为N2。
图1-7短程硝化与厌氧氨氧化结合工艺流程Figure1-7The combined SHARON-ANAMMOX process 二、SHARON-ANNOMMOX工艺反应器资料AN A MM OX的生化反应式为:因此AN A MM OX反应器进水要求有氨氮和亚硝氮且比例最好为1:1。
而S H AR ON工艺的生化反应式为:SHARON(短程反硝化)反应装置SHARON常用SBR、CSTR反应装置SHARON(短程反硝化)反应条件控制(1)当溶解氧(DO)浓度在1.1-1.5mg/L、氨氮负荷0.029kgNH4+--N/KgVSS.d 和PH 值在7.3-7.8时,可以使亚硝酸盐得到稳定积累,出水亚硝态/总硝态氮大于90%,出水NO2--N/NH4+-N接近1.0,满足厌氧氨氧化的进水要求。
(2)实现短程硝化的关键是在硝化阶段实现NO2--N的积累,国内外的研究都是着眼于积累NO2--N的控制条件。
根据国内外文献报道,SHARON工艺的操作温度以30~35℃为宜,pH适应控制在7.4~8.3之间,溶解氧浓度己控制在1.0~1.5mg/L范围,供氧方式可采用间歇曝气。
基质中游离氨浓度调控在5~10mg/L范围内有利于实现短程硝化,污泥(以VSS计)氨负荷为0.02~1.67kg/(kg·d),泥龄在1~2.5天。
(3)大量国内外试验表明,在废水温度较高、Do较低条件下,利用亚硝酸菌和硝酸菌的不同生长速度,通过控制水力停留时间,将生长速率较慢的硝酸菌冲走,使亚硝酸菌大量积累,可以使短程反硝化成功运行。
常用厌氧反应器优缺点比较

常用厌氧反应器优缺点比较厌氧反应器是一种用于处理有机废水和有机废物的生物处理设备。
与传统的好氧反应器相比,厌氧反应器具有一些独特的优点和局限性。
首先,厌氧反应器的优点之一是能够处理高浓度有机废水。
厌氧反应器可以容纳高浓度有机废水,因为厌氧微生物的生长速率相对较慢,而有机废水在厌氧条件下可以被更有效地降解。
这使得厌氧反应器成为处理高浓度有机废水的理想选择,特别是对于含有难降解有机物质的废水。
其次,厌氧反应器比好氧反应器更适合处理含有硫化物和氮化物等物质的废水。
厌氧微生物可以在缺氧条件下将硫化物和氮化物转化为硫或氮气,从而减少废水中有害物质的排放。
这对于一些特定的废水处理过程非常重要,如含有硫化物的工业废水和含有氨氮的养殖废水。
此外,厌氧反应器还具有较低的能耗和较低的污泥产生量。
由于厌氧反应器不需要通过通风等方式提供氧气供给微生物生长,因此其能耗较低。
此外,由于厌氧微生物生长速率相对较慢,厌氧反应器产生的污泥量也相对较少,减少了处理过程中的处理成本和后续处理过程的负担。
然而,厌氧反应器也有一些局限性。
首先,厌氧反应器对于温度和营养物质的要求较高。
良好的温度控制对于厌氧微生物的生长和降解效果至关重要,而一些较低温度下的工业废水处理会受到限制。
此外,厌氧微生物对于营养物质的需求较高,如氮、磷等元素,如果废水中的营养物质含量不足,厌氧反应器可能会受到影响。
其次,厌氧反应器的稳定性相对较低。
厌氧微生物的生长速率较慢,并且对外界环境的变化较为敏感。
这意味着厌氧反应器在处理厌氧废水时可能会受到一些外界因素的影响,如温度变化、营养物质变化、pH变化等,导致处理效果不稳定。
此外,厌氧反应器处理速度较慢。
由于厌氧微生物的生长速率较慢,厌氧反应器处理废水的速度相对较慢,处理效率较低。
这对于一些处理要求较高、处理效率要求较高的废水来说可能不太适用。
综上所述,尽管厌氧反应器具有处理高浓度有机废水、处理含有硫化物和氮化物的废水、能耗较低和污泥产生量较少等优点,但对温度和营养物质要求高、稳定性较差以及处理速度较慢等局限性也需要注意。
厌氧反应器组成及分类

厌氧反应器组成及分类厌氧反应器是用于处理有机废水的生物反应器,其中厌氧微生物在无氧或缺氧条件下,通过分解有机物来产生能量,同时生成甲烷和二氧化碳等气体。
厌氧反应器的主要组成和分类如下:一、厌氧反应器的组成1.反应器主体:是反应器的核心部分,通常由圆柱形或矩形结构组成。
2.填料:为厌氧微生物提供栖息和生长的场所,常见的填料有厌氧生物球、厌氧生物膜等。
3.搅拌装置:用于混合和分散反应器内的液体和固体物质,促进微生物与废水充分接触。
4.气体排放装置:用于收集和排放反应器内产生的气体,如甲烷和二氧化碳。
5.进水口和出水口:分别用于向反应器内加入废水和从反应器内排出处理后的废水。
6.温度控制装置:用于调节反应器内的温度,以适应厌氧微生物的生长和代谢。
7.控制系统:用于监控反应器的运行状态,如温度、pH值、溶解氧等参数,并通过自动控制装置进行调节。
二、厌氧反应器的分类1.根据处理废水的类型:可分为高浓度有机废水厌氧反应器和低浓度有机废水厌氧反应器。
高浓度有机废水厌氧反应器适用于处理含有大量有机物的废水,如食品、造纸、酿造等行业的废水;低浓度有机废水厌氧反应器适用于处理含有较低有机物浓度的废水,如生活污水等。
2.根据运行方式:可分为升流式厌氧反应器和降流式厌氧反应器。
升流式厌氧反应器中废水自下而上流动,适用于处理含有较高悬浮固体或悬浮固体含量变化较大的废水;降流式厌氧反应器中废水自上而下流动,适用于处理含有较低悬浮固体或悬浮固体含量较稳定的废水。
3.根据结构形式:可分为常规型厌氧反应器和高效型厌氧反应器。
常规型厌氧反应器结构简单,适用于处理中等浓度的有机废水;高效型厌氧反应器结构复杂,适用于处理高浓度有机废水或处理能力较大的系统。
4.根据是否需要加热:可分为常温厌氧反应器和高温厌氧反应器。
常温厌氧反应器适用于常温条件下的废水处理;高温厌氧反应器适用于高温条件下的废水处理,通常需要加热到35℃以上。
5.根据处理效果:可分为一级厌氧反应器和多级厌氧反应器。
厌氧反应加膜生物反应器

厌氧反应加膜生物反应器厌氧反应加膜生物反应器是一种先进的生物处理技术,它在废水处理、有机废弃物处理以及生物能源产生等领域有着广泛的应用。
本文将对厌氧反应加膜生物反应器的原理、优势以及应用进行详细介绍。
一、原理厌氧反应加膜生物反应器采用了厌氧反应和膜分离两种技术的结合。
在反应器中,废水或废弃物通过进料系统进入反应器内部,与厌氧菌共同进行生化反应。
厌氧菌利用废水中的有机物质进行代谢,产生甲烷等有用气体,并将有机物质转化为无机物质。
同时,通过膜分离技术,将产生的有用气体与废水进行分离,从而达到废水处理和能源回收的目的。
二、优势1. 高效处理废水:厌氧反应加膜生物反应器具有高效处理废水的能力。
在反应器中,厌氧菌能够高效地降解有机物质,使废水中的污染物得到有效去除。
同时,膜分离技术可以将产生的有用气体分离出来,减少了废水中的污染物含量,提高了处理效率。
2. 能源回收利用:厌氧反应加膜生物反应器能够产生甲烷等有用气体,这些气体可以作为能源进行利用。
甲烷是一种重要的生物能源,可以用于发电、供热等领域,实现能源的回收与利用。
3. 占地面积小:相比传统的废水处理设备,厌氧反应加膜生物反应器占地面积较小。
由于采用了膜分离技术,反应器内部的处理系统更加紧凑,可以在有限的空间内实现高效的废水处理。
4. 减少二氧化碳排放:厌氧反应加膜生物反应器在处理废水的同时,还能够减少二氧化碳的排放。
厌氧菌在代谢过程中产生的甲烷等有用气体可以替代传统的化石燃料,减少二氧化碳的排放量,对环境有着积极的影响。
三、应用1. 废水处理:厌氧反应加膜生物反应器在废水处理领域有着广泛的应用。
它可以有效处理各种类型的废水,包括家庭污水、工业废水等。
通过厌氧反应和膜分离的联合作用,可以高效去除废水中的有机物质和污染物,达到排放标准。
2. 有机废弃物处理:厌氧反应加膜生物反应器也可以用于有机废弃物的处理。
有机废弃物包括生活垃圾、农业废弃物等,通过反应器中的厌氧菌降解,可以将有机废弃物转化为有用气体和无机物质,实现废物资源化利用。