HB-800低压注塑机作业指导书16
注塑机作业指导书

1.目的
本规程用于指导操作者正确操作,确保产品质量和包装方式正确。
2.适用范围
本规程适用于指导本公司包装流水线的操作。
3. 作业说明
3.1 把开关打至”“1”或“ON”的位置﹐开关成短路状态供应电源﹐打至”OFF”时电源切断。
3.2按马达键或绿色键一次马达激活﹐按马达键”或OFF”键一次键马达停止。
3.3 按手动按键操作﹐对其它功能作手动动作。
3.4调整开/锁模位置﹑压力﹑流量参数﹐按手动”开””锁”模键。
3.5调整射座进退压力﹐流量设定﹐按手动座进﹑退。
3.6射出成型﹐视实际需求来决定几段射出﹑压力﹑流量﹑位置﹑时间﹑温度顶针+复位感应器装置等要设定。
3.7顶针脱模进﹑退﹑压力﹑流量﹑位置等设定﹐按手动”顶针”。
3.8按系统作动模式”半自动”键于本周期动作立即执行﹐按”全自动”即全自动运行
4.注意事项
4.1设定各种功能所需的参数及选择欲执行的功能型式键。
4.2所有安全装置安全关闭。
4.3如在手动操作的步骤出错﹐则自动操作模式无法激活。
4.4所有活动部位必须有润滑。
4.5机器各部件螺母需紧固。
4.6当机器发生异常或检修时必须按下”红色”紧急开关﹐关闭电源。
注塑机上下模操作作业指导书
注塑机上下模操作作业指导书
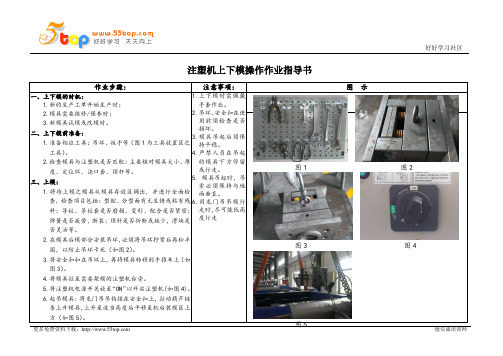
作业步骤:
注意事项:
图示
一、上下模的时机:
1.新的生产工单开始生产时;
2.模具需要维修/保养时;
3.新模具试模或改模时。
二、上下模前准备:
1.准备相应工具:吊环、扳手等(图1为工具放置区之工具)。
2.检查模具与注塑机是否匹配:主要核对模具大小、厚度、定位环、浇口套、顶杆等。
4.开启机器辅助“模温机”为模具加热。20分钟后短按“电热开关”按钮,电热开关指示灯亮起(机器电热系统启动、等待加热至指定温度)。
1.上模结束后,现场所有工具(扳手、吊环等)、手推车等需归位。
2.执行第17步骤时,应使用两组开口扳手相互配合动作
作业步骤:
注意事项:
图示
4-1:模温机的开启及温度设定:旋转模温机红色电源开关至如图17的位置,以开启模温机。按下红色开/关“ ”按钮,模温机启动,按下“ ”键进入温度设置状态,按下“ ”键选择你要调整的温度位数,按下“ ”键或“ ”键增加或减少设定的数值。当调整到你需要设定的温度后,再次按下“ ”键确认设定的温度,至此模温机温度设定结束(如图18为模温机温度设定界面)。
16.长按“开模”按钮以打开模具(注意葫芦链条不能掉入模具型腔部分)。
17.连接模具与模温机:将模具模温机上的进油管及出油管各执一根,分别连接前模及后模(如图12)。模温机上方两根为出油管,下方两根为进油管(如图13)。之后将出油管及进油管阀门打开(如图14为打开状态)。
注塑作业指导书

注塑作业指导书编制部门:拓进技术与品管部审核部门:确认部门:实施日期:执行部门:注塑组操作员检验部门:注塑主管一、目的:规范注塑机操作,确保人员和机台安全。
二、适用范围:注塑车间三、责任者:操作工、技术员、班组长四、准备工作:4.1、认真查阅上一班操作员的交接记录,了解上一班的生产状况和异常状况,相互之间进行工作交接;4.2、认真做好“ 5S ”工作;每天上班前10分钟,首先要整理、清扫自己的工作场所;把无用的东西扔掉,把有用的东西按照标识整齐有序地排放,擦拭工作台、设备等,保持整洁的工作环境,养成良好的工作习惯;4.3、交接清点好上班期间所要使用的工具、表格记录、物品等;4.4、在工作期间,各操作员随时清洁、整理、擦拭自己工作区域的卫生;4.5、使用、借用后的物品归还原处;五、内容:5.1:机台操作5.1.1.交接班时,先检查机台、落产品时槽等“5S”项目是否合格,工具、是否齐全、完整。
5.1.2.所有注塑机必须在技术员或班长要求开机生产时方可开机,严禁私自开机生产。
5.1.3.在生产过程中,若发现设备有异常情况,如:设定料筒温度与实际温度不符,模具或其它部位螺丝突然断裂或脱落、异味、异声等,立即按下红色按钮,打开安全门并报告技术员或班长处理5.1.4.生产过程中,若发现产品或水口未脱离模具时,不要关安全门,待处理脱落后方可生产,在往模具上扣镶件时,机台要打成手动状态,镶年要扣好,不能因振动脱落而导致进入模具损坏模具5.1.5. 若检查模具或处理冷料时一定将机台打成“手动”状态并关掉油泵,方可工作。
5.1.6.在生产过程中,若遇到胶口料连续断裂堵塞时,操作员应在技术员的指导下,处理相关问题5.1.7.操作员不得私自调机。
5.1.8. 暂时离开机台时,先将模具合成相距3-5mm,关掉油泵后方可离开。
5.2: 检查产品:5.2.1.严格按HC-600单片目测检验标准要求进行5.2.2.生产过程中,突然发现产品品质异常,立即停机,报告技术员或带班处理,查明原因5.3:处理产品毛刺:5.3.1.胶口毛刺:待产品从机台拿出后,先用偏嘴钳剪掉雨淋胶口部分冷料,然后把产品放入压直机调直。
HB-800低压注塑机参数表
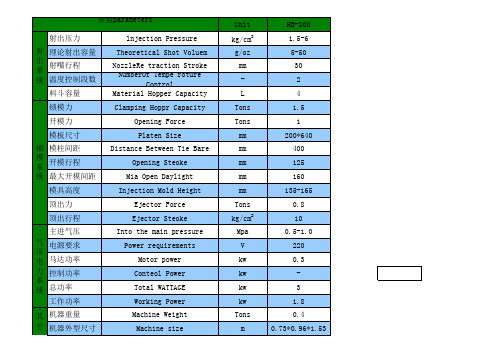
Unit kg/cm2 g/oz
mm L Tons Tons mm mm mm mm mm Tons kg/cm2 Mpa V kw kw kw kw Tons m
HB-800 1.5-6 5-50
30 2 4 1.5 1 200*640 400 125 160 135-165 0.8 10 0.5-1.0 220 0.3 3 1.8 0.4 0.73*0.96*1.53
Control Material Hopper Capacity Clamping Hoppr Capacity
Opening Force Platen Size Distance Between Tie Bare Opening Steoke Mia Open Daylight Injection Mold Height Ejector Force Ejector Steoke Into the main pressure Power requirements Motor power Conteol Power Total WATTAGE Working Power Machine Weight Machine size
参数parameters源自射出压力射 理论射出容量出 系
射嘴行程
统 温度控制段数
料斗容量
锁模力
开模力
模板尺寸
锁 模柱间距
模 系
开模行程
统 最大开模间距
模具高度
顶出力
顶出行程
主进气压 气 电源要求 压 电 马达功率 力 控制功率 系 统 总功率
工作功率
其 机器重量 它 机器外型尺寸
lnjection Pressure Theoretical Shot Voluem NozzleRe traction Stroke NumberOf Tempe roture
注塑机操作规程作业指导书
注塑机操作规程作业指导书QS9000**深圳**有限公司2005.5.20 1/5 :1为规范机器操作、安全生产、保护模具、机器与人员。
2适用于注塑机的操作。
3注塑部技术员依本规程安全操作机器,确保机器在润滑、冷却、安全系统正常状态下高效率运转。
4阅读本操作规程熟悉安全操作与指引(附图表1)熟悉机器各功能键检查机器液压油检查各安全系统检查冷却系统检查电热开始调机55.1阅读本操作规程在调机之前,阅读本操作规程。
5.2熟悉安全操作与指引(附图表一)5.2.1在调机之前,了解附图安全操作与指引,以防损坏机器或损伤人员。
5.2.2不踩踏、触碰标有“ ”标志的位置。
不能踩在炮筒及电子尺上面,预防损坏机器,或造成触电、烫伤事故。
深圳**有限公司2005.5.20 2/5 :5.3熟悉机器各功能键在调机之前,熟悉并检查机器各功能键,以保证各动作安全并能正确进行。
5.3.1打开“OPEN POWER”电源开关,检查电源指示灯,指示灯亮为电源供给正常。
5.3.2打开“PUMP FUNCTION”油泵开关,检查油泵是否启动,指示灯亮,出风口有风吹出,没有噪音为油泵转动正常。
5.3.3打开“HEATER POWER”电热开关,检查电热、屏幕显示各段电热工作情况。
5.3.4“ALARM”机器故障时报警显示。
5.3.5“EJECT”顶针顶出开关,指示灯亮为顶针动作。
5.3.6“BACK PRESSURE”背压开关,指示灯亮为背压使用。
5.3.7“PURGING”对空注射开关,指示灯亮,螺杆会按设定连续对空注射。
5.3.8“ALARM RESET”解除警报,当机器报警时,打“手动”再按此开关,报警解除。
5.3.9“SCREW FUNCTION”螺杆转动开关,当炮筒电热符合要求时,按此开关螺杆转动回料。
5.3.10“POWER OFF”电源关闭。
5.3.11“MOLD SET”低压启动开关,启动此开关,机器各动作均低压慢速动作。
作业指导书注塑机操作规程

作业指导书注塑机操作规程关键信息项:1、注塑机型号:____________________2、操作员工姓名:____________________3、操作日期:____________________4、注塑产品名称:____________________5、注塑材料类型:____________________6、模具编号:____________________11 开机前准备111 检查设备外观,确保无损坏、变形及异物附着。
112 检查电气系统,确认各电源线连接牢固,无松动现象。
113 检查液压系统,查看油箱油位是否在正常范围内,油质是否清洁。
114 检查冷却系统,确保水管连接紧密,无漏水,且冷却水流通顺畅。
115 检查注塑机的安全装置,如紧急停止按钮、安全门联锁装置等,确保其功能正常。
12 模具安装121 模具安装前,应清理模具表面的灰尘、油污和杂物。
122 使用行车或其他起重设备将模具吊起,平稳地放入注塑机的固定模板和移动模板之间。
123 调整模具的位置,使模具的浇口与注塑机的喷嘴对齐,并确保模具安装牢固,无松动现象。
13 原料准备131 根据生产任务要求,选择合适的注塑原料,并检查原料的质量和干燥程度。
132 将原料加入料斗,注意不要混入杂质和异物。
14 开机操作141 打开注塑机的电源总开关,启动油泵电机。
142 待油泵运行稳定后,进行手动操作,检查注塑机的各动作是否正常,如开合模、注射、顶出等。
143 设定注塑工艺参数,包括温度、压力、速度、时间等,根据产品要求和原料特性进行合理调整。
15 注塑生产151 进行首件试生产,检查产品的外观、尺寸、重量等是否符合要求,如有问题,及时调整工艺参数。
152 首件合格后,进行批量生产,操作人员应密切关注注塑机的运行状态,如有异常,立即停机处理。
153 定期检查产品质量,确保产品符合质量标准。
16 关机操作161 生产任务完成后,先将料筒内的剩余原料排空。
注塑工序作业指导书
一、注塑机操作工职责①认真学习设备使用说明书,应了解注塑的结构组成及各部位主要零部件的功能作用。
②经过培训后,操作工应牢记注塑机生产操作规定和操作程序,经实际操作考核后,合格者才可以独立进行生产操作。
③注塑机生产操作工应能及时发现生产中的设备故障和注塑制品的质量问题,并能找出设备故障原因和影响制品质量的原因,及时排除解决。
④知道怎样对设备进行维护保养。
⑤生产操作工作中,如发生较重大故障和设备事故时,要及时向车间有关人员报告,并能说明设备故障现象及发生的可能原因。
⑥不经车间领导批准,任何人不允许随意操作使用归操作者负责的设备,设备操作者有权制止。
经车间领导同意的其他人对设备进行操作时,该设备操作工应在一旁监护其操作。
⑦设备上的生产工具及附属零部件应由设备操作工保管,不允许随意乱堆。
若发生丢失或损坏现象,操作工应负保管失职责任。
⑧不允许以任何理由或借口,做出容易造成人身伤害或损坏设备的操作方式。
二、注塑机生产操作注意事项①上岗生产前要穿好车间规定的安全防护服装。
②清理设备周围工作环境,不许存放任何与生产无关的物品。
③清理设备工作台,注射座滑动导轨和加料斗上方处不许放任何物品;注意检查料斗台,注射座滑动导轨和加料斗上方处不许存放任何物品;注意检查料斗内,不许有任何异物落人料斗内。
④检查注塑机上的安全防护设施装置,应无损坏,并试验其工作可靠性。
⑤检查各部位坚固螺母有无松动。
⑥开车前各润滑部位要注满润滑油,在开车生产过程中,要2-3h 检查一次各部位润滑情况,随时补充加足润滑油(脂)。
⑦发现设备上零部件工作出现导常或有损坏现象不能再开车生产时,应及时向车间有关人员报告,不能自行处理,并做好记录。
⑧设备上的安全防护装置不准随便移动,更不允许改装或故意使其失去作用。
⑨对已发现有问题的设备,未经维修排除故障之前,不允许开车生产使用。
⑩经常检查液压油的质量和油量,保持液压油的油量在油箱中的油标显示范围内,液压油面接近油标低位时,要适当补加油量。
注塑作业规程指导书
注塑作业规程好好学习社区更多免费资料下载请进:hll5∕7bbs.t"01. COm注塑作业规程一、吊模吊模员从模具库领出准备生产的模具。
二、运水检查1.模具运水水路有无堵塞。
2.区分水嘴牙是否与水喉管相同。
三、装模1.射料嘴确保与模具唧嘴对正,以免漏胶。
2.码模压块位置要均匀分布,务必使模具固定在注塑机上受力均衡。
3.每组冷却水管尽量独立连接,确保模具保持最佳冷却状态(连接热水亦同)。
四、模具检查1.码模后打开模具检查螺丝、顶针有无漏装。
2.擦拭干净模具表面防锈油及清理表面污渍,纹路表面必须使用干净的布擦拭,免划伤纹路表面。
3.顶针是否回复到位。
4.滑块滑动是否顺畅,行位是否顺畅复位。
5.模腔内有无碰伤或异物。
五、调机调机时,注塑速度、压力应遵循从低到高,射胶量不能太大,避免产生批锋损坏模具。
六、试啤1.按《注塑工艺参数表》输入工艺参数进行调机啤塑。
2.调机员调好机,产品经质检员确认满足质量要求并签首件才能正式生产,调机师必须跟进至正常生产。
七、生产调机员调好机后,由作业员操作,注塑机、模具均无异常,塑件满足产品要求才能正式生产。
1.作业员生产前熟悉作业流程,作业工具及包装箱的准备。
2.作业员必须了解产品质量要求并对产品实行自检,自检合格的产品将贴上本工序作业标签(a.对于一些形状小不能在产品上直接标识的产品,应在该产品的包装上贴挂“品质追踪物料识别挂签”或“合格标签”,并经检验员检验合格盖章后方可流入下道工序。
b.对于一些大型的产品,应在部品背面贴上生产工序标签,并经检验员抽检或全检合格在产品背面或包装上贴“检验标签”或在“品质追踪物料识别挂签”上签字盖章后方可流入下道工序),产品发生质量问题时应及时向质检员和班长汇报。
3.如机器、模具发生问题时,作业员不可擅自解决,须停机向班长汇报解决。
4.作业过程中保持模面干净,定期清理模面、胶丝、胶渣。
八、包装依据包装指南正确包装、摆放产品整齐有序。
注塑作业指导书
文件编号2014120001制定部门生产部文件名称注塑作业员作业指导书制定日期2014.12.31 作业指导书页面1\21.目的:规范注塑机操作,确保人员和机台安全。
2.范围:注塑车间。
3.内容:3.1.机台操作3.1.1. 交接班时,先检查机台周边、落产品时槽等“6S”项目是否合格,工具、是否齐全、完整。
3.1.2. 所有机台必须在生产所需时方可开机,严禁私自开机生产。
3.1.3. 在生产过程中,当班操作员若发现设备有异常情况,如:设定料筒温度与实际温度不符,模具或其它部位螺丝突然断裂或脱落、机台周围产生异味或异声等,应立即按下红色按钮,打开安全门并报告技术员或班长处理3.1.4. 生产过程中,若发现产品或水口未脱离模具时,不要关安全门,待处理脱落后方可继续生产。
3.1.5. 若检查模具或处理粘膜一定将机台打成“手动”状态并关掉油泵,方可工作。
3.1.6. 在生产过程中,若遇到粘模断水口时,操作员不可以私自用嵌子将断水口直接从模具中拉出,应急时报告技术员或领班处理3.1.7. 在生产过程中,当班操作员不得私自调机(机台参数,自动机械装置)。
3.1.8. 在生产过程中,严禁私自使用脱模剂,若生产特需使用脱模剂要按技术员或班长的要求操作。
3.1.9. 未经技术员或领班许可,所有机台均不能打成“全自动”生产。
3.1.10. 当班操作员如需暂时离开机台时,应先将模具合成相距3-5mm,关掉油泵后方可离开。
3.2: 检查产品:3.2.1.当班操作员自检产品流程按技术员或班长要求进行。
3.2.2.当班操作员如对所生产的产品标准判定不准的,要及时向技术员或领班、巡检询问,避免误生产,造成浪费。
3.2.3.生产过程中,如发现产品品质异常,应立即停机,并报告技术员或领班处理,查明原因。
3.3:处理产品毛刺:3.3.1、胶口毛刺:3.3.2. 用刀片将高出的毛刺削掉使其不高出键面即可,若经QC、技术员等判定后段工序若改善置具后不影响正常生产的可不削3.4:产品处理:3.4.1.生产的产品必须要按生产指令装箱规定。
注塑作业指导书
7、 正常 生 8、产零时件手 轻 9、拿末轻件 送专检检
做防
锈处理, 不合格报 修
锁模 → 压力 bar 速度 % 位置 mm 开模 ← 压力 bar 速度 % 位置 mm 射胶 ← 压力 bar 速度 % 位置 mm 冷却时间
温度
慢速 一慢 射一 一段
检测方法
目测
目测
备注
模具号:
机 零台 件号净: 重 g材:料消耗 g每:模件 数:
按生产计划 指令单
ABS+PC
包装数量
检具号: 责任人:
操作者
设备操作及维护保养
电机、 1 限位器
各滑动 2 部位是
控制系 3 统各项
所有安 4 全装置
各电器 5 件是否
各润滑 6 点加油
各导轨 7 面是否
各油管 8 、水路
外保养 9 是否清
产品名称:
规 格:
零 件 产品 示 意 图
注塑作业指导书
型号:
工序名称:
注塑
工序描述
1、 装夹 模具、压 紧压板
2、 调整 锁模系统 及顶出、 复位、 (侧)抽 芯 3、装接置通 冷却水及
4、 开空 车运转, 模具活动 部位加注 润滑油, 并观察
各部 分运行情 况
5、 注塑 首件自检 合格后送 检验员确 认
快速 一快 射二 二段
工艺参数
低压 高压 保压 保一 压力 bar
保二
速度 %
时间 s
二快 二慢
速度 %
位置 mm
射三 射四 抽芯
一入 一出
压力 bar
速度 %
位置 mm
时间 s
三段 四段 五段 六段 注塑时间
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
文件编号版本
A/0
机架
標准工時標准產能/H
17作業類型人員配置
1人
序号材料名称数量
1气缸
1pcs
2杯头螺丝
4pcs
3生胶带
4铁氟龙胶圈
3pcs
5
杯头螺丝
2PCS
6
设备,工装名称
型号
内六角扳手
4mm
编制日期页数
第页 共页
工序名称
2H
工序排号装配
材料编号材料规格
25*15
M5*55
Φ10
M5*15
操作说明技术要求
1、檢查气缸是否损坏;
3、在枪嘴螺纹处缠上生胶带;
3、将枪嘴高度在枪头上;
4、在枪头上安装3个铁氟龙胶圈后锁紧封胶小压盘;
5、将阀针套入气缸小件后拧紧在气缸上;
6、将枪头小件2和电木从阀针端放在气缸上,电木可以用M6螺母代替
7、将阀针插入枪头,
8、将螺丝穿入气缸,枪头小件1并紧固在枪头上
9、检查有无失误,准备下道工序的安装。
审核适用产品名称及编号工序自檢核准检查螺丝有无漏装检查螺丝有无拧紧设备装配工具 ̄ ̄ ̄ ̄ ̄制表人
不良品返工
红博机械设备有限公司
作 业 指 导 书
HB-800 枪头安装
注意事项:注意认真检查,螺丝不可少装,螺丝是否拧紧(特别是枪嘴处)
枪
嘴
电
木
枪
头
封
胶
小
压
枪
头
小
件
1
气
缸
枪
头
小
件
2
气
缸
连
接
小
件
阀针
铁
氟
龙
胶
圈