锂电池卷绕机说明书130H(100H)
锂电池生产卷绕作业指导书

批准
分页/总页
4.卷绕时极片要严格按工艺要求准确放到位;
5.每个工位每次分发极片数量不宜过多,以15~20min能卷绕完成为宜,且应坚持先分发的极片先卷绕,卷好的电芯必须尽快流入下一道工序;
6.次品应做好标记,次品与合格品应严格分开。
签名&日期
卷绕作业指导书
(组装)
文件编号
JKW-SOP-0020
起草
版本
A.0
审核
4.卷好的卷芯由收卷芯人员及时计数收走,转入下道工序压芯工序。
6.作业完毕,搞好“5S”。
带盖帽正极耳负极耳
贴胶纸位
示意图
三.注意事项:
1.负极必须包住正极;
2.卷绕时,前两半圈稍稍放松,以防卷断极片,然后再卷紧;
3.工作台面一定要保持清洁,且物料盘中的正负极片不可混在一起,应严格分开,防止正负极活性物质颗粒粘附在隔膜或极片上造成电池短路或微短路;
卷绕作业指导书(组装)
操作步骤:
一.作业前的准备:
清洁工作台面,准备所需的物料盒,不锈钢盘,安装规定的卷针,调试卷绕机等,戴上手套及手指套,准备作业。
二.作业过程:
1.准备好已刷过粉的正、负极片和隔膜,A品电芯须按工艺要求进行正、负极片重量配对后方可卷绕。
2.卷绕时,先将隔膜对折放好(对折后,保证下层隔膜纸长出上层隔膜纸2----5mm),用卷针固定,先转一圈隔膜,再放负极片,极耳端朝后且极耳位置朝右,负极片必须放在隔膜纸的正中央,卷半圈后再放正极片,同样极耳端朝宽出正极片的部分两边基本相等,放正负极片时,极片必须放置到位。
2.踩动踏板,进行卷绕,用力适当,卷芯须结构紧凑,不能出现松紧不一致的情况;
3.电芯卷好后,将隔膜纸沿着正极片尾部对折,应保证隔膜纸包住正极片;卷至最后一圈,左手扶住卷针上的电芯,右手捏住卷针,左手捏住电芯,同时往右手直方向拉出(拉出时注意卷针不得刮破隔膜纸),右手撕下一规定尺寸胶纸,在相应的位置上将卷好的电芯固定,胶纸不宜过长。规定先卷的一端为头部)贴紧负极片尾部极耳处包紧(负极片尾和隔膜纸);将卷好的卷芯放置于物料盒内。
锂电池卷绕机使用说明书130H(100H)
聚合物锂电池 半自动卷绕机机型机型::ZY ZY--A2A2--130H 0H操作维护手操地地:电电Tel : 传真Fax :http://www.索引一、概述——————————————————————2 (一)机器概述———————————————————2 (二)特性说明———————————————————2 (三)机器主要组成部分————————————————3 二、技术规格————————————————————3 (一)适用规格———————————————————3 (二)技术指标———————————————————4 (三)上机原材料的要求——————————————4-5 三、机械调整————————————————————5 (一)安装—————————————————————5 (二)操作说明———————————————————6 (三)上料板的调整—————————————————7 (四)产品规格不同时的调整—————————————8 (五)设备注意事项————————————————9-11 (六)故障与排除方法————————————————11 四、维护保养————————————————————1一、概 述(一、)、机器概述机器概述机器概述::本机器是为生产方形锂离子电池的电芯而设计制造的半自动动力电池卷绕设备,贴胶方式为纵向贴胶式。
操作者将焊有极耳的正、负极片分别整齐放入料盒中,人工辅助送入正、负极片;隔膜料卷安装在料轴上,自动送料;自动卷绕;自动贴终止胶带;自动下料。
(二、)、特性说明特性说明特性说明::1、 本机器适用于方形聚合物锂电池电芯卷绕的专用设备。
2、 本设备隔膜放卷采用闭环控制的恒张力控制系统:经检测放卷浮辊角度位置信号,送入PLC 运算,再由PLC 控制步进电机放卷速度快慢,实现放卷速度实时跟随调整,浮辊位置——PLC ——步进电机——浮辊位置,三者组成一个闭环控制系统,通过实时调整放卷速度实现隔膜张力的相对恒定。
中航锂电(洛阳) SE130AHA 产品规格书
产品规格书型号:SE130AHA客户名称:客户确认:日期: 2010-03-23中航锂电(洛阳)有限公司China Aviation Lithium Battery(LUOYANG)Co.,Ltd 制定校对审核批准修订履历版次日期变更内容备注A/0 2010.3.23目录(Table of Contents)1.适用范围Scope (4)2.产品类型Production (4)3.单体电池尺寸Dimensioned Drawing (4)4.标称技术参数Nominal Specification (4)5.测试条件Standard environmental test condition (6)6.电池性能Battery Performance (7)7.运输Transportation.................................................... (8)8.贮存及其它事项Storage and Others (8)9.电池使用时操作指示及注意事项Operating Instruction and Cautions (9)10.电池使用时警告事项及注意事项Warnings and Cautions for cell (10)1.适用范围Scope本产品规格书描述了中航锂电(洛阳)有限公司(以下简称中航锂电)生产的可充电锂离子电池的产品性能指标及技术要求。
This purpose of this documents is to specify a 100Ah Lithium Iron Phosphate energy cell which manufactured by China Aviation Lithium Battery (Luoyang) Co., Ltd short for CALB by the following statement.2.产品类型Production2.1 产品名称Production Name :磷酸铁锂动力电池Lithium Iron Phosphate energy cell2.2型号规格Model :SE100AHA3.单体电池尺寸Dimensioned Drawing :项目Item 描述Description 尺寸DimensionsL 长度Length 142mm ±1mmW 宽度Width 67mm±1mmH 高度Height 218mm±1mm4.标称技术参数Nominal Specifications序号S/N: 项目Item参数说明Electrical Specification备注Remark1.标称容量Nominal Capacity **********放电******************* 2.最小容量Minimal Capacity **********放电*******************3.标称电压Nominal Voltage 3.2 V4.内阻Internal Impedance≤0.9mΩ最大充电电流Maximum chargecurrent 1C5.充电(恒流恒压CC-CV)Charging(ConstantCurrent ConstantVoltage, CC-CV)充电上限电压Maximum chargevoltage3.6V最大放电电流Maximum Pulse Discharge Current 2C(30S)6.放电Discharge放电终止电压Minimum dischargevoltage2.5V标准充电Standard charge 4h7.充电时间Charging timeStandardcharge快速充电Rapid charge 1h参考值Reference Value8.推荐SOC使用窗口Recommend SOCwindowSOC :10%~90%充电charge 0°C ~ 45°C9. 工作温度The ambientoperatingtemperaturerange 放电Discharge-20°C ~ 55°C短期(1个月内)Withinone Month -20°C ~ 45°C10.贮存温度The long termambient storage temperature 长期(1年内)Within oneyear-20°C ~ 20°C11.储存湿度The storage humidity <70%12. 电池重量Cell weight Approx 约3.2k gApprox. 3.2kg13 壳体材料Case Material 塑料Plastic5.测试条件Standard environmental test condition:5.1测试环境条件Test Circumstance本规格书中各项试验应在标准大气条件下进行。
半自动锂电池动力卷绕机技术参数
半自动动力卷绕机技术参数
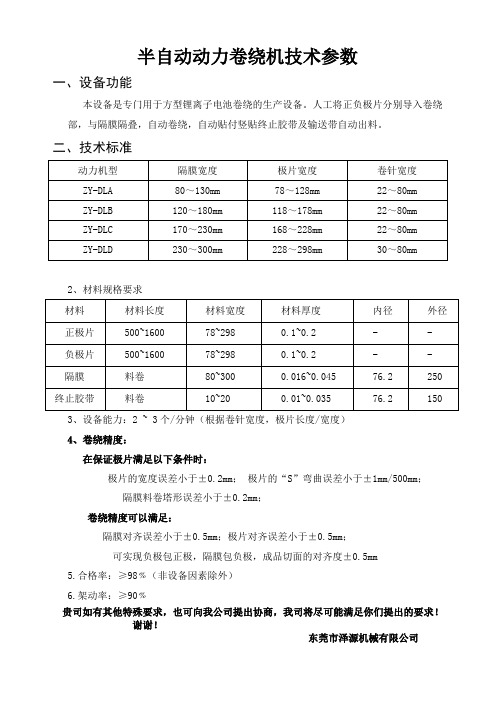
一、设备功能
本设备是专门用于方型锂离子电池卷绕的生产设备。
人工将正负极片分别导入卷绕部,与隔膜隔叠,自动卷绕,自动贴付竖贴终止胶带及输送带自动出料。
二、技术标准
动力机型隔膜宽度极片宽度卷针宽度
ZY-DLA 80~130mm 78~128mm 22~80mm
ZY-DLB 120~180mm 118~178mm 22~80mm
ZY-DLC 170~230mm 168~228mm 22~80mm
ZY-DLD 230~300mm 228~298mm 30~80mm
2、材料规格要求
材料材料长度材料宽度材料厚度内径外径正极片500~1600 78~298 0.1~0.2 - - 负极片500~1600 78~298 0.1~0.2 - - 隔膜料卷80~300 0.016~0.045 76.2 250 终止胶带料卷10~20 0.01~0.035 76.2 150
3、设备能力:2 ~ 3个/分钟(根据卷针宽度,极片长度/宽度)
4、卷绕精度:
在保证极片满足以下条件时:
极片的宽度误差小于±0.2mm;极片的“S”弯曲误差小于±1mm/500mm;
隔膜料卷塔形误差小于±0.2mm;
卷绕精度可以满足:
隔膜对齐误差小于±0.5mm;极片对齐误差小于±0.5mm;
可实现负极包正极,隔膜包负极,成品切面的对齐度±0.5mm
5.合格率:≥98﹪(非设备因素除外)
6.架动率:≥90﹪
贵司如有其他特殊要求,也可向我公司提出协商,我司将尽可能满足你们提出的要求!
谢谢!
东莞市泽源机械有限公司。
卷绕机说明书和标准规范
团队口号:做最优秀的企业,做最优秀而的团队,做最优秀的员工卷绕机设备说明书和规范操作七.安全操作规程 (3)一.触摸屏控制参数介绍 (4)1.1速度画面 (4)1.1.1 左送料速度: (4)1.1.2 左切刀速度: (4)1.1.3 拉胶速度: (4)1.1.4 滚筒速度: (4)1.1.5 左黄标缓存 (4)1.1.6 卷针速度设置: (4)1.1.7 卷针宽度: (4)1.1.8 拍平时间: (5)1.1.9 排出时间: (5)1.2卷绕参数 (5)1.2.1左送料位置: (5)1.2.2左切刀位置: (5)1.2.3下料针: (5)1.2.4贴胶针 (5)1.2.5滚筒电机 (6)1.2.6主卷针设置: (6)1.3放卷参数 (6)1.3.1左极片和左隔膜调整相同 (6)1.3.2锥度张力参数 (7)1.4配方画面 (7)1.5系统参数(系统1和系统2) (7)1.5.1 偏差 (7)1.5.2 左切刀安全位: (7)1.5.3左辊座伸出位: (7)1.5.4卷针补偿 (7)1.5.5左留白距离: (7)1.5.6左留白长: (7)1.6手动控制画面 (7)二.故障处理调整方法及规范 (10)2.1 正负极边距不良 (10)2.2 隔膜往内抽芯 (11)2.3 隔膜往外抽芯 (11)2.4 入片打折 (11)2.5 负极包不住正极 (11)2.6 隔膜包不住负极 (12)2.7 黄标误判 (12)2.8 贴胶与拉胶异常 (13)2.9隔膜或极片褶皱 (13)2.10左找极耳失败报警 (13)2.11隔膜螺旋 (14)2.12极片收尾错位 (14)2.13隔膜收尾错位 (14)2.13连续侧短路异常 (14)三.设备硬件功能介绍(结构,原理) (15)3.1~3.16部件名称 (15)3.17抽风机 (17)3.18静电消除器 (17)3.19真空泵 (17)3.20储气罐 (17)3.21压力传感器: (18)3.22绝缘测试 (18)四.设备非部件功能结构原理介绍 (24)4.1所有可调节气压值大小的部件 (24)4.2锥度张力控制: (24)4.3正负极放卷张力原理 (24)4.4隔膜张力原理 (25)4.5设备整理结构图及功能作用 (25)4.6主卷机构介绍: (26)4.7三工位介绍 (26)4.8电芯卷绕过程简图 (26)4.9电芯卷绕工艺流程图 (27)4.10气压压力检测感应器 (28)4.11传感器介绍: (28)4.12隔膜介绍 (28)五.型替方法与规范和报检标准 (29)5.1.型替 (29)5.2型替自检项目 (30)六.点检保养 (31)七.安全操作规程1.严禁两人同时操作一台设备2.设备维修时必须挂状态牌3.设备正常运行时,无异常情况,不得进入设备警戒区域4.操作前,检查设备安全防护是否齐全。
锂电池产品说明书中英文对照版模板
锂电池产品说明书中英文对照版模板NOHON?手机锂电池用户使用说明书版权版权? 诺希电子产品本使用说明书受国际版权法保护。
感谢您购买及使用NOHON?手机锂电池加强版电池标准版电池为了确保本产品为您的手机或电子产品提供幼稚的使用效果。
请仔细阅读本使用说明书, 同时也请参阅您的手机或电子产品使用指南。
目录产品特色 (3)使用说明 (4)警告 (5)用户注意 (6)如何处理废弃电子产品 (6)保养条款 (6)产品特色NOHOH高容量锂电池系列产品是一款超强电量, 安全稳定, 环保耐用的优质产品。
超强电量: 采用高密度物料的高容量电芯, 制成超级电量的顶级锂电池产品。
安全稳定: 所有的锂电池都没有防过冲、防过冲及防短路的精密保护装置, 能够保护在意外情况精准启动保护功效。
耐用: NOHON锂电池产品内阻低储电量高, 无论待机状态或者通话时间都比一般锂电池产品更长。
环保: 锂电池产品充电次数可达五百次以上, 这样可大大减低更换电池次数, 既节省费用同时更达至环保减排作用。
国际标准: NOHON 所有锂电池产品不含有镉、铅、汞等污染环境的金属, 完全符合国际标准。
【电池正面背面侧面展示: 电池尺寸为63.5×41×5.99mm 】使用说明 1. 我们建议您在首次使用此NOHNO 电池前, 将电池完全充电。
2. 新电池只有在二、三次完全充电和放电的周期之后才能达到最佳性能。
3. 请勿将充满电量的电池连接至充电器因为过分充电可能会缩短电池寿命。
4. 如果您打算长时间不使用电池时, 请必须将电池拆下, 并存放在低温干燥的环境, 而且电池必须充满。
电池即使未使用也会自动放电池正负极 1930 毫安超大电, 应避免电池过分放电处于低电状态导致无法再度充电。
5.请使用NOHON为此电池设计的充电器充电。
6.请不要放于充电座上充电超过24小时, 不使用时将充电器从电源插头及装置中拔出。
7.请不要把电池留在过热或过冷的地方( 如夏天或冬天的密封车厢中) , 会缩短电池电容量及寿命。
卷绕机操作手册
锂电池半自动动力电池卷绕机机型:JYDL-75-150操作维护手册地址:中国.广东省东莞市望牛墩镇官洲工业区电话Tel:传真Fax:目录一、安全注意事项 (1)二、概述 (4)●装置概要●原理简图●主要特性三、技术规格 (5)●规格●主要指标●对原辅材料之要求四、装置的组成 (7)五、装置的安装调整 (7)六、机器的调试 (8)七、操作流程 (11)●开机检查及参数设定●手动操作●自动操作八、故障与排除方法 (17)九、维护保养 (19)本操作维护手册仅供参考,若有更改恕不另行通知。
一、安全注意事项使用前,请熟读“安全注意事项”及“使用说明书”,以使安全、正确地使用产品。
产品操作须由专业技术人员实行。
本注意事项的目的系为防止因错误使用而引起伤害事故,请在正确理解所有内容后使用。
表示若违反此警告事项,将有死亡或重伤之虞。
表示若违反此注意事项,将有受伤及损坏物品之虞。
为使用户正确使用,本说明书关联项目中亦有注明务请用户遵守的各种事项。
●环境勿于易燃易爆气体环境、腐蚀性环境、易沾水环境及易燃物附近使用。
否则有火灾、触电、受伤之虞。
安装、接线、运转、操作、检点、故障分析等作业须由专业技术人员实行,否则有火灾、触电、受伤之虞。
勿在通电状态下进行移动、安装、接线、检点等作业(务必在切断电源后方可实施),否则有触电之虞。
●安装请将产品可靠安装在平整之现场,并留有足够的操作空间,否则有触电、受伤之虞。
安装后须将装置壳体接地,否则有触电之虞。
●接线务请遵守电源输入电压的额定范围,否则有触电、受伤之虞。
请勿强行弯曲、拉扯、夹插连接用电缆,否则有火灾、触电之虞。
请勿擅自拆卸、更改、更换电、气路组件,否则有产品毁坏,人为触电、受伤之虞。
●运转请勿在装置工作时拆卸、更换电、气路组件或零部件,否则有受伤及损坏装置之虞。
●维修·点检电源刚切断时(30秒之内)请勿触摸电路的接线端子,否则有因残留电压引起触电之虞。
气源切断时请勿通过人机接口控制气缸动作,否则气源接通后会有气缸动作引起受伤之虞。
卷绕机说明书(1)
SLJD-2型立式铁芯卷绕机使用说明书宝鸡双凌机器厂2008.7SLJD-2型立式铁芯卷绕机使用说明书一、用途本机主要用于卷绕大型单相或三相变压器铁芯。
绕制型式为:C型、R型及台阶型等各种卷绕型变压器铁芯。
该机操作简便,定位精度高,用于卷绕对角线500mm以下的各种现有变压器铁芯。
二、主要技术数据1.主轴转速: 0 ~ 52 转 / 分(采用变频调速无级可调)2.铁芯最大尺寸:对角线≤500 mm3.加工范围:绕制≤ 80mm4.驱动电机:功率2.2Kw,转速1440转/分5.气缸直径:φ80 mm6.压缩空气气源:压力>0.4MPa 流量35M3/H7.总功率:小于 5 Kw8.主机外形尺寸:1.3 m(高)×1.3m(宽)×0.8m(厚)9.主机重约:1.2T三、运行:(一)准备1.首先检查电源是否正常,有无缺相现象,电源采用三相五线制,380V±10V交流电源输入。
2.检查气源是否正常,要求气源压力0.8MPa,公程流量大于35M3/H。
3.接通电源,合上电气柜内的空气开关,电源指示灯应亮。
(二) 操作1、将三组定位轮中心与芯板中心调于一条线上,使钢带从尾滚中穿过各功能部件达卷绕之芯板或三相铁芯之内圈并固紧。
注:a.卷绕单向铁芯内圈时,须将头盘上T型托块置于头盘之正中,误差小于1.5mm。
b.绕过两圈之后压紧软木板,两边压力应均衡。
2、压下定位阀开关,轻轻地将钢带与定位轮槽对正,并将钢带置于槽内,至钢带精确定位。
注:定位气缸用小三联件压力为0.05~0.2MPa,卷绕钢带由窄到宽时气压为0.05MPa,由宽到窄时气压为0.2MPa,并视钢带厚度稍微调整,以不夹伤钢带为佳。
不可将手等其它异物置于定位轮之间,以免受伤或损坏机器。
3、将芯板转至水平垂直时,压下顶紧气缸开关,使顶紧气缸上升并压住钢带。
注:顶紧气缸压力为0.2MPa,视具体绕制铁芯而定。
4、检查以上各点正确无误后,启动正转开关进行卷绕。
卷绕机操作规程
操作规程文件编码发布日期卷绕机第1 页共7页1、开机1.1 确认外部电源、气源处于正常开启状态。
1.2 将气源开关手柄(见图1)由水平位置沿逆时针方向旋转至竖直位置,此时气源开启。
1.3 将设备电源插头插在配套电源插座上(见图2)。
1.4 按下设备背面对开门上的球形开关按钮(见图3),此时对开门把手弹出;打开设备背面对开门;用左手将空气开关(见图4)开启(向上扳);关上设备背面对开门。
1.5 将设备控制箱(见图5)右上角“电源开关”钥匙由水平位置沿顺时针方向旋转打到竖直位置;此时设备控制箱上的“电源指示灯”点亮;同时设备控制箱上的触摸屏开启,其显示为“自动运行画面”画面(见图6)。
2、设置配方(此步骤由工序主管操作)操作规程文件编码发布日期卷绕机第2 页共7页2.1 在触摸屏上按下“参数画面”键,进入“配方参数设定”画面(见图7)。
2.2 点击“添加配方”输入区,输入区弹出对话框(见图7);按下相应数字,输入五位数字代码,按下“ENT”键进行确认;此时对话框消失,“添加配方”输入区显示已输入的五位数字代码。
2.3 按下“速度参数”键,进入“速度参数设定”画面(见图8)。
2.4 根据工艺参数表要求,依次输入“原点脉冲”(A)、“首卷速度”(B)、“入片速度”(C)、“卷绕速度”(D)、“尾卷速度”(E)、“胶带速度”(F)、“反卷速度”(G)等参数(参数输入方法见2.2相关内容)。
(/、200、200、200、200、300、200)2.5 按下“长度参数”键,进入“长度参数设定”画面(见图9)。
2.6 根据工艺参数表要求,依次输入“首卷长度”(H)、“上层长度”(I)、“下层长度”(J)、“卷绕长度”(K)、“尾卷长度”(L)、“胶带长度”(M)、“粘胶长度”(N)、“反转长度”(O)等参数(参数输入方法见2.2相关内容)。
(2.00、1.20、2.00、37.00、3.00、0.50、0.20、0.10)2.7 按下“配方参数”键,进入“配方参数设定”画面。
锂电池卷绕机卷绕机构
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
聚合物锂电池 半自动卷绕机机型机型::ZY ZY--A2A2--130H 0H操作维护手操地地:电电Tel : 传真Fax :http://www.索引一、概述——————————————————————2 (一)机器概述———————————————————2 (二)特性说明———————————————————2 (三)机器主要组成部分————————————————3 二、技术规格————————————————————3 (一)适用规格———————————————————3 (二)技术指标———————————————————4 (三)上机原材料的要求——————————————4-5 三、机械调整————————————————————5 (一)安装—————————————————————5 (二)操作说明———————————————————6 (三)上料板的调整—————————————————7 (四)产品规格不同时的调整—————————————8 (五)设备注意事项————————————————9-11 (六)故障与排除方法————————————————11 四、维护保养————————————————————1一、概 述(一、)、机器概述机器概述机器概述::本机器是为生产方形锂离子电池的电芯而设计制造的半自动动力电池卷绕设备,贴胶方式为纵向贴胶式。
操作者将焊有极耳的正、负极片分别整齐放入料盒中,人工辅助送入正、负极片;隔膜料卷安装在料轴上,自动送料;自动卷绕;自动贴终止胶带;自动下料。
(二、)、特性说明特性说明特性说明::1、 本机器适用于方形聚合物锂电池电芯卷绕的专用设备。
2、 本设备隔膜放卷采用闭环控制的恒张力控制系统:经检测放卷浮辊角度位置信号,送入PLC 运算,再由PLC 控制步进电机放卷速度快慢,实现放卷速度实时跟随调整,浮辊位置——PLC ——步进电机——浮辊位置,三者组成一个闭环控制系统,通过实时调整放卷速度实现隔膜张力的相对恒定。
ZY-A2-100H /ZY-A2-130H 型聚合物锂电池卷绕机,同时辅以本公司最新气缸张力控制技术,可在卷绕程中自动平滑调整张力。
综合采用多段速卷绕综合采用多段速卷绕、、隔膜放卷恒隔膜放卷恒张力张力张力闭环控制闭环控制闭环控制技术技术技术,,辅助辅助张张力气缸自动调整技术自动调整技术,,与竖贴胶带技术同时采用与竖贴胶带技术同时采用,,能有效减少电芯鼓壳能有效减少电芯鼓壳,,将电芯鼓壳电芯鼓壳超厚不良超厚不良超厚不良控制在极低的水平控制在极低的水平控制在极低的水平。
较好地解决了电芯内部较好地解决了电芯内部‘‘S ’形不良不良,,提高了电池质量提高了电池质量。
3、 根据电芯需要,采用极片外包或隔膜外包,先入正极或先入负极或正负极同时插入皆可。
4、 采用双卷针组合,翻转工位结构。
5、 生产不同规格的电芯时,能快速更换规格件,更换卷针10分钟之内,更换规格件1小时以内。
6、 本机器主要机械零件及面板均采用铝合金及不锈钢等材料,耐腐蚀性强。
7、 在设备运转过程中,有任何异常均能自动预警、自动停机。
(三)机器主要组成部分 机架由结构框架及安装面板等组成。
卷绕装置由可以移动工位的卷绕机构组成,卷绕电机采用步进电机和行星减速器组合。
极片供给装置由导向板及真空系统等组成。
辅助压板及切断装置由压板及刀片等组成。
胶带供给装置由机械卡盘、夹胶带气缸、拉胶带气缸、胶带固定气缸、切胶带气缸、接胶带气缸、送胶带摆臂气缸、过渡轮等组成。
电器控制部分由PLC 、人机界面、步进电机、步进电机驱动器、近接感应器、光电感应器、气缸磁性感应器、按钮开关、电磁阀及气缸等组成。
二、技术规格(一、)、适用适用适用规格规格规格:: 表1序号 参数项目 技术参数 单位 备注 1 卷针组合宽度 15~75 mm 2极片宽度35~127mm3 极片长度 250~1500 mm4 隔膜宽度 38~130 mm5 10~25mm 6 终止胶带宽度mm (二、)、技术指标技术指标技术指标:: 表2序号 参数项目 技术参数 单位 备注 1 速度 4~8 pcs/min 2 卷绕精度(重叠度)±0. 5~0.7 mm 3 稼动率 ≥98% 4 良品率 ≥98% 5 电源 AC220V 50Hz6 设备总功率 1.0 KW7 气源气压 0.5~0.7 MPa8 重量 800Kg 9 外形尺寸1500L ×1200W ×1500Hmm注: 上述参数仅供参考,若因技术发生变动恕不另行通知,以即时洽谈及合同协议为准。
(三、)、上机原材料的要求上机原材料的要求上机原材料的要求:1、 极片为单张极片,带极耳、局部贴胶和包胶。
2、 隔膜为料卷,内径:Φ73~Φ76.2mm; 最大外径:Φ250㎜。
3、 极片、隔膜宽度、长度在该设备的应用范围内。
4、 极片上不能有异物或毛刺,尺寸精度在公差范围内,无皱折、扭曲等缺陷。
5、 正极片a) 裁剪后的正极片宽度公差小于0.1mm,不得出现蛇游状;b)正极片长度应一致,极耳位置及与长度方向垂直度符合要求;c)正极片表面应平整,前端不可翘曲。
6、负极片a)裁剪后的负极片宽度公差小于0.1mm,不得出现蛇游状;b)负极片长度应一致,极耳位置及与长度方向垂直度符合要求;c)负极片表面应平整,前端不可翘曲。
7、隔膜a)裁剪后的隔膜宽度公差小于0.1mm;b)隔膜料卷两端面平整,且与芯轴垂直;c)隔膜卷芯轴内径应符合要求(Φ73~φ76.2 mm)。
三、机械的调整(一)安装1、机器移到定位后,调整各地脚螺栓,并垫上橡胶垫,使轮子离开地面,用水平仪校正机台,使面板保持平整,与地面相对垂直,然后锁紧地脚螺栓的螺帽。
2、撕开各处固定用之胶带、绳索,勿接电源。
3、打开电源箱,检查各有插座的配件及接触件,确认没有松动。
4、确认各电器配件未受潮湿,绝缘良好。
5、检查各接线端子,用起子旋紧,确认接触良好。
6、确认各气缸磁性开关无松动。
7、在机台上各滑动部位注上40#机油。
8、接电源之前务必确保机器接地良好,接通电源后应先检测漏电保护功能:接通电源,合上电箱内的漏电保护断路器,然后按下漏电保护断路器上的试验按钮,断路器应断路保护。
确认电源电压无误,电源电压错误将导致机器损坏。
9、接通气源,调节机器进气调压阀,使气压确保在0.5~0.7MPa经上述程式后,机台安装完成。
(二)操作说明1、操作顺序1.1打开气源,调节气压。
1.2按下电源按钮开关,机器接通电源,机器控制系统运行,设定隔膜焊刀温度,一般适合的温度为“150~260℃”之间。
等待系统自动加温。
1.3按隔膜行走路径正确装好隔膜、按胶带行走路径装好胶带。
自动位置。
人机界面显示“自动控制画面”。
自动转换开关,调整到自动1.4手动/自动自动根据操作员的需要选择“三步/四步”工作模式,设备运行准备完毕后,设备正常!!”“设备正常无异常情况,人机界面上的报警滚运条上会显示“系统功能设定画面””:1.5设定参数:点按““当前规格当前规格””按钮,画面切换到““系统功能设定画面操作者根据将要生产产品的需要设置好卷绕参数。
下一页””进入“速度参数设定画面”:1.6点动“下一页根据产品生产工艺的需要设定好机器各项运行速度。
注:修改各项速度参数需要以正确的操作员用户名、口令登录才能允许修改。
如下图:下一页””进入“时间参数设置”画面:1.7点动“下一页操作者根据生产工艺设定好时间参数:隔膜焊接时间:0.1~0.3S 焊接时间会影响焊接的牢固程度、隔膜焊口的质量、隔膜拉丝等。
焊接延时卷绕:0.1~0.3S 即焊接后隔膜的冷却时间,它也会影响焊接的牢固程度、隔膜焊口的质量、隔膜拉丝等。
预卷延时卷绕:0.1~0.4S 下个电芯在焊接后隔膜的冷却时间,它也会影响焊接的牢固程度、隔膜焊口的质量、隔膜拉丝等。
预卷延时卷绕时间总会≥焊接延时卷绕时间。
极片吸附延时:0.0~0.4S 极片吸附延时会影响到拾起极片的可靠程度。
接胶吹气时间:0.2~0.4S 接胶吹气的作用是当送胶带摆臂要把备好的胶带传送到贴胶轮上时,一方面贴胶轮通过真空把胶带吸紧,同时接胶气缸吹气把胶带推上贴胶轮,“一吸一推”以便更好地把胶带附着在贴胶轮上。
张力参数设定””1.8点动“下一页下一页””进入“张力参数设”画面,点动“张力参数设定画面:画面中蓝色输入框的参数为隔膜放卷轴运行参数:本设备放卷属一种主动放卷模式,经检测放卷浮辊角度位置信号,送入PLC运算,再由PLC控制步进电机放卷速度快慢,实现放卷速度实时跟随调整,浮辊位置——PLC——步进电机——浮辊位置,组成一个闭环控制系统通过实时调整放卷速度实现隔膜张力的相对恒定。
恒定的张力有助于电芯产品质量的改善机器每次上电后放卷轴会自动找原点位置,之后以原点为参考点返回预先设定的中点位置(正反转平衡位置)。
平衡位置以上则正转放料,平衡位置以下则反转收料。
注:如果隔膜原点感应器损坏或原点感应器位置松动导致找不到原点则机器上电时隔膜放卷轴会不停放卷找原点。
放卷速度的大小会影响隔膜张力跟随的响应灵敏度。
本机器为适应要求较高的聚合物软包电芯卷绕本机器为适应要求较高的聚合物软包电芯卷绕,,具有比例电磁阀具有比例电磁阀、、模拟量输出模块输出模块、、张力气缸组成的开环张力张力气缸组成的开环张力大小大小大小控制系统控制系统控制系统。
•隔膜张力控制如图示:(此装置为我公司专有技术)隔膜放卷轴张力气缸角度位置检测编码器联轴张力大小张力大小变化的变化的变化的参数设置参数设置参数设置::“张力参数设”画面中黄色的数据输入框为张力大小输入用。
需要设置的参数:起始张力(建议80-100左右),终止张力(建议150-190左右) 变张力过程圈数(建议0.2-2)其中:起始张力起始张力起始张力减减终止张力 决定张力由大到小变化落差的大小; 变张力过程圈数变张力过程圈数决定张力由大到小这一过程的缓急。
设定好张力参数后,机器张力变化过程如下图所示:张力注:各用户生产工艺要求不尽相同,请用户根据自已生产工艺的需要酌情设定变张力参数。
变速比参数变速比参数::本设备卷针主轴的速度有可变速卷绕功能,变速比分(1-8)共8个等级,卷轴从最高速(卷绕速度)降到1/2最高速。
降速时呈等差方式由高到低进行,1-8个等级对应1/32~8/32倍最高速共8个等差阶。
当卷绕较长极片时,建议采用较大级别的变速比(3~6)。
注:修改各项张力参数及变速比需要以正确的操作员用户名、口令登录才能允许修改。
1.9 点动 “退出退出”” 进入“系统菜单”画面,点动 “参数设定参数设定”” 进入“系统功能设定”画面选择系统功能:并选择是““正极先入正极先入””方式还是““负极先入负极先入””方式卷绕电芯, 是采用正预正预卷还是反预卷反预卷反预卷方式卷绕电芯,导板吸附吸附吸附真空或关闭。