Siemens 运动控制方案
S7-1500运动控制MC_POWER使能轴或禁用轴
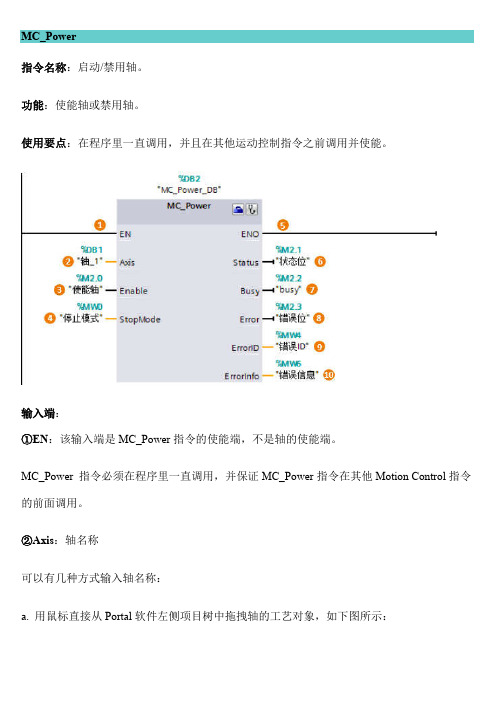
MC_Power指令名称:启动/禁用轴。
功能:使能轴或禁用轴。
使用要点:在程序里一直调用,并且在其他运动控制指令之前调用并使能。
输入端:①EN:该输入端是MC_Power指令的使能端,不是轴的使能端。
MC_Power 指令必须在程序里一直调用,并保证MC_Power指令在其他Motion Control指令的前面调用。
②Axis:轴名称可以有几种方式输入轴名称:a. 用鼠标直接从Portal软件左侧项目树中拖拽轴的工艺对象,如下图所示:b. 用键盘输入字符,则Portal软件会自动显示出可以添加的轴对象,如下图所示:c. 用拷贝的方式把轴的名称拷贝到指令上,如下图所示:d. 还可以用鼠标双击“Aixs”,系统会出现右边带可选按钮的白色长条框,这时用鼠标点击“选择按钮”,就会出现下图中的列表。
③Enable:轴使能端∙Enable = 0:根据StopMode设置的模式来停止当前轴的运行;∙Enable = 1:如果组态了轴的驱动信号,则Enable=1时将接通驱动器的电源。
④StopMode:轴停止模式∙StopMode= 0:紧急停止,按照轴工艺对象参数中的“急停”速度或时间来停止轴,如下图所示。
∙StopMode=1:立即停止,PLC立即停止发脉冲。
如下图所示。
∙StopMode=2:带有加速度变化率控制的紧急停止:如果用户组态了加速度变化率,则轴在减速时会把加速度变化率考虑在内,减速曲线变得平滑,如下图所示。
输出端:⑤ENO:使能输出⑥Status:轴的使能状态⑦Busy:标记MC_Power指令是否处于活动状态⑧Error:标记MC_Power指令是否产生错误⑨ErrorID:当MC_Power指令产生错误时,用ErrorID表示错误号。
⑩ErrorInfo:当MC_Power指令产生错误时,用ErrorInfo表示错误信息。
结合ErrorID和ErrorInfo数值,查看手册或是Portal 软件的帮助信息中的说明,来得到错误原因。
西门子S7-200 SMART PLC产品说明书

SMART PLC, SMART CHOICES7-200 SMART 可编程控制器经济、可靠、易用/s7-200smart西门子公司一直致力于工业自动化最新技术的研发、推广及应用,在过去的160 多年里,为广大的工业客户带来了可靠高效的自动化产品,完善的自动化解决方案,提高了客户的生产效率,增强了客户的市场竞争力。
西门子SIMATIC 控制器系列是一个完整的产品组合,包括从最基本的智能逻辑控制器LOGO!以及 S7 系列高性能可编程控制器,再到基于 PC 的自动化控制系统。
无论多么严苛的要求,它都能根据具体应用需求及预算,灵活组合、定制,并一一满足。
SIMATIC S7-200 SMART 是西门子公司经过大量市场调研,为中国客户量身定制的一款高性价比小型 PLC 产品。
结合西门子 SINAMICS 驱动产品及 SIMATIC 人机界面产品,以 S7-200 SMART 为核心的小型自动化解决方案将为中国客户创造更多的价值。
2CPU SR60/ST60 技术规范 ........................................... 20数字量模块技术规范 .................................................. 22模拟量模块技术规范 .................................................. 24信号板技术规范 ......................................................... 25热电阻模块技术规范 .................................................. 26通用技术规范 ............................................................ 26安装尺寸图 ................................................................ 27订货号说明 ................................................................ 27模块和信号板接线示意图 ........................................... 28订货数据 . (30)产品亮点 ................................................................... 04CPU 模块 ................................................................... 06信号板 ....................................................................... 08网络通信 ................................................................... 09运动控制 ................................................................... 10人性化软件 ................................................................ 12小型自动化解决方案 .................................................. 14技术规范 ................................................................... 16CPU SR20 技术规范 .................................................... 16CPU SR40/ST40/CR40 技术规范 . (18)目录3SIMATIC S7-200 SMART 产品亮点机型丰富,更多选择提供不同类型、I/O 点数丰富的CPU 模块,单体I/O 点数最高可达60点,可满足大部分小型自动化设备的控制需求。
Siemens SIMOTION D435-2 可编程运动控制器数据表说明书

24 V 15 … 30 V -3 … +5 V No 9 mA
subject to modifications © Copyright Siemens AG 2014
6AU1435-2AD00-0AA0
Page 1
Product data sheet
6AU1435-2AD00-0AA0
SIMOTION DRIVE-BASED CONTROL UNIT D435-2 DP/PN; PROGRAMMABLE MOTION CONTROLLER; STANDARD PERFORMANCE; INTERFACES: 12 DI, 16 DI/DO, 6 DRIVE-CLIQ, 2 PROFIBUS, 3 PROFINET PORTS, 2 ETHERNET, 2 USB, 1 OPTION SLOT; INCL. DUAL FAN / BATTERY MODULE AND BATTERY
last change:
Mar 3, 2014
Page 5
Date: 08/07/2014
subject to modifications © Copyright Siemens AG 2014
If used as an input DC input voltage
• rated value • for signal "1" • for signal "0" Electrical isolation Current consumption for "1" signal level, typ.
西门子Simotion运动控制系统在托辊管生产中的应用

分 4层 会依 据指 令 编码 进 行 选 择 放 置 位 置 ,其 工 艺 流 态 的指示 功能 。
程 图如 图 1所示 。
3 系统的软件设计
2 系统硬 件设计
生产管理系统 ’
以太网1『
, . .. . .. . . .
. — — — — . . 一
ቤተ መጻሕፍቲ ባይዱ
l SimotionD435 J 运动控制器
伺服系统功率单元
机服模电块动I l= f l伺服电动 伺服电 机模块 l I机模块
中托辊 管 在导 轨上 的移 动 采用伺 服 轴驱 动 ,以保证 管 料 中心 在 同一 水 平 位 置完 成定 长 送料 ,且 在 管 料 尾 部 有 一 气 压 驱
制 系 统 ,且 整个 控 制 系统 主要 分为 主 回路 和控制 回路 , 作用和功能 ,填写变量表确定主站与子站之间的通信 ,
切 割单 元 中管 料 的切 割 采 用 三 锯 片 环 切 ,通 过 变 频 器 控制 旋 转 和 伺 服 电动 机 实 现 进 给 运 动 ,在 切 割 时 切 割 卡 盘 先 卡 紧 物 料 ,然 后 锯 片 开 始 旋 转 、进 给 、切 割 ,最 后 松 开 物 料 ,回 到 初 始 位 置 等 待 下一 切 割指令 。
定位 装 置 及 料 仓 组 成 。实 现 的动作 过 程 是 依 据 指 令 指 定 位 置 进 行 接 料 ,然 后 回 到 翻
信依 靠 DRIVER-CLIQ来 完成 。其 中触 摸 屏 用 于显 示 系统 的工 作状 态 以及数 据 的输 入 输 出控 制 功 能 ;远 程 输入 输 出模块 用 于采 集光 电开 关 、限位 开 关 等传 感 器
西门子S7-1200通过TO实现IS620F的位置控制
获取路径:运控原地->学习资料1 概述IS620F是苏州汇川公司自主研发的一款搭载profinet总线的新型伺服,它是汇川和西门子合作的产物。
支持prifidrive,并支持AC1、AC3、AC4三个应用类。
本文以 S7-1200连接IS620F 为示例,详细介绍了使用TIA Portal 软件完成项目的配置组态、轴的配置以及轴工艺对象的功能测试。
2 项目准备2.1实例的项目总览通过博途软件组态 S7-1200 T和 IS620F 驱动一起实现运动控制,任务如下:∙安装 IS620F 的GSD∙组态 S7-1200 和IS620F 的通信∙编写程序设备网络结构如图 2-1 所示:图 2-1 网络拓扑结构图2.2 使用的软硬件项目中使用的硬件如表 2-2 所示。
项目中使用的软件如表 2-3 所示。
表 2-3 使用的软件伺服驱动器准备1) 伺服电机为23位绝对值编码器电机,使用面板确认H00-00为14101, 2) H02-00=11(PN 总线控制)默认为11.3)H0201=0(增量位置模式)或H0201=1(绝对值位置线性模式). 4)驱动器PN 站名设置H0E21设置为1;H0E21(PN 站名)设置为1代表is620f1,设置为2代表is620f2, 多个IS620可以做区别;C o p y r i g h t S i e m e n s A G C o p y r i g h t y e a r A l l r i g h t s r e s e r v e d或者通过注意:设置IP地址时, IS620F不要连接PLCIS620F 在线后点击“设置工程名字->配置网络”,设置 IS620F 的 IP 地址及设备名称:注意:设置的设备名称一定要与 PLC 项目中配置的相同。
PN站名1代表is620f13 项目配置3.1 TIA 博途下项目配置3.1.1 添加 S7-1200 CPU 到项目中添加 S7-1200 CPU 到项目中操作步骤如表 3-1 所示。
MCIS西门子(MES)

西门子工厂自动化工程有限公司
MCIS支持对上层系统的扩展集成
开始
原材料l
金属切割
车间
MES/ERP
通过与MDA,PDA,TPM 系统的接口
订单状态,机床OEE 维修完工情况
Teamcenter
通过与TDI,DNC 系统的接口
刀具使用信息,
Powered by Siemens NX
命,增加机床可用性和生产率。
Page 9
西门子工厂自动化工程有限公司
MCIS 工件相关数据的采集与评估 - PMT
订单管理
数据采集,评估
工件跟踪,归档
刀具管理
NC程序管理
维护
功能
工件位置记录、工件生产量和位置记录 使用的工件夹具和托板记录 工件的禁止 记录部件装载、卸载信息 工件质量数据记录 工件批量跟踪、安装部件跟踪 记录工件加工作用的机床、托板、安装部件类型,加工批次 记录工件处理过程 统计计算
规划者 (ERP)
建立 客户订单
输入订单 实际数据
输入 生产数据
主管 / 生产计划
任务 移交给 制造部门
创建子任务
规划刀具, NC程序
任务
传送订单
和生产数据
总结 子任务
归档 生产数据
得出 关键数据
操作员
基于IT的过程
Page 4
子任务 传送 程序 到机床
刀具数据
子任务
传送子任务, 刀具信息, 生产数据
输入刀具, NC程序等
开始 子任务
制造 (产生数据)
数据 备份
更安全 – 更快速 – 可重用
西门子工厂自动化工程有限公司
西门子运动控制班

培训课程:西门子工业自动化运动控制班 培训课时:40课时
培训大纲:
●第一章:WINCC应用与提高
Wincc编程软件的安装与使用
WINCC与PLC通讯设置
过程画面组态
变量归档、报警记录
典型项目的画面设计与分析
第二章:运动控制步进/伺服电机
●步进控制器的工作原理,接线方式,与PLC的连接,与电机的连接,选型,参数设定●使用PLC程序实现与其他指令配合控制步进电机
●伺服控制的工作原理及PLC的连接于电机连接方式
●伺服放大器基本设置方法及常用参数的意义
●伺服控制的工作原理及PLC的连接于电机连接方式
●伺服控制的三种模式
●综合案例应用
第三章:变频器
了解变频器的工作原理和配线方式
基本运行参数意义,设定及与PLC配合使用了解变频器的参数设定方式和信号意义
辅助运行参数意义,设定及与PLC配合使用多功能端子意义,设定及与PLC配合使用变频器与PLC联合控制程序实例
备注:本班涉及PLC为S7-1200、1500系列。
s7-300运动控制系统操作说明
运动控制系统操作说明上海西门子工业自动化有限公司目录一.安装软件权 (3)二.新建工程 (4)三.硬件配置 (6)3.1.插入S7-300主站 (6)3.2.插入ET200S从站(PROFINET IM151-3PN) (11)3.3.插入X208以太网路由器(PROFINET SCALANCE X208) (13)3.4.插入ET200S从站(PROFIBUS IM151-1) (14)3.5.插入变频器MM440从站(PROFIBUS MM440) (16)3.6.插入DP/ASI从站(DP/AS-i Link 20E) (17)3.7.插入S7-200从站(EM 277)* (18)3.8.下载硬件配置 (20)四.PROFINET硬件地址配置 (21)五.下载配置及程序 (27)六.PROFIBUS硬件地址设定 (29)6.1.IM151-1(PROFIBUS ET200S)硬件地址设定 (29)6.2.MM440(带PROFIBUS 面板的变频器)硬件地址设定及快速调试 (30)6.3.ASI(DP/ASI LINK)硬件地址设定 (36)一.安装软件权(请先安装SOFTWARE FOR TRAINING EDITION 2004(STEP 7 PROF EDITION 2004),安装过程此处不再详细叙述,其他版本的STEP 7类似。
)导入您软件配套软盘上的加密文件-授权。
打开开始菜单-ALL PROGRAMS-SIMATIC-LICENSE MANAGEMENT- Automation License Manager将软盘上的授权导入您的C盘根目录下。
(切记:在重装操作系统或格式化硬盘前,一定要将此授权导回软盘中,以免发生授权丢失。
)二.新建工程打开开始菜单-ALL PROGRAMS-SIMATIC- SIMATIC Manager您可以用向导新建一个项目,也可以取消此向导,按文后的说明一步步手动新建项目。