天津大学仁爱学院电镀流水线设计PLC
PLC工业生产流水线模型控制系统设计
收稿 日期 :0 1 1 — 0 2 1- 2 3
P C工业 生产流水 线模 型控制 系统设 计 L
文 玉 娟 1 4 , 2
(. 1 太原铁路机械学校 , 山西太原 ,3 0 6 2太原理工大学电气学 院, 0 0 0 ;. 山西太原 ,3 0 4 002 )
摘
要 : 过 一 个加 工任 务 , 电 气原 理 、 线 及 编 程 等 方 面对 P C工 业 生产 流 水 线模 通 从 接 L
设备维护 。同时 ,L P C具有的远距离通 信功能 , 实现 了现场 少人 值班或无人值班 , 大大提 高了效率 , 增大 了安全 系数。利用 P C L 控制 的进气 阀控制 系统 既可实现远距离 自动操 作 ,也可在控 制 系统旁手动操作或 自动操作 。 本文的 P C采用三菱 F 2 一 8 L X N 4 MR, 通过一个加工任务从 电 气 原理 、 接线及编程上对工业生产流水线进行 分析设计 。
动机 以 中速 2 z 0H 的频率拖动皮 带带着金属元件从位 置 Ⅱ到达
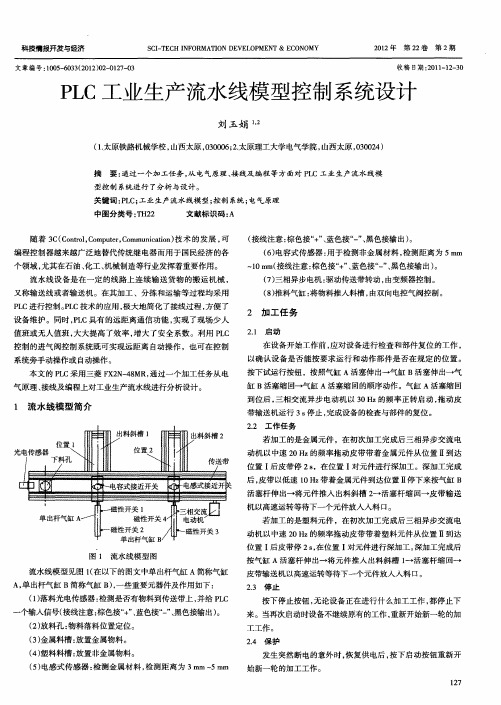
专 感器 \ 下料孔 、
l /
位置2 \
传送
位置 I 后皮带停 2s ,在位置 I 对元件进行深加工 。深加工完成
]
k 、容 接 开 井电 式 近 电式 近 关 辩 感接开
后, 皮带 以低速 l z OH 带着金属元件到达位置 Ⅱ停下来按气缸 B
科技 情报开发与经济
文章编号 :0 5 6 3 (0 2 0 — 17 0 10 — 0 3 2 1 )2 0 2 — 3
S IT C F R A IN D V L P E T&E O O Y C— E H I O M TO E E O M N N CN M
2020年天津大学仁爱学院招生专业目录 附各学院专业设置.doc

2020年天津大学仁爱学院招生专业目录附
各学院专业设置
2020年天津大学仁爱学院招生专业目录附各学院专业设置更新:2019-12-24 16:58:06
每个大学开始的专业都不相同,本文为大家介绍关于天津大学仁爱学院招生专业的相关知识。
包含天津大学仁爱学院有哪些系、天津大学仁爱学院各个系有什么专业和天津大学仁爱学院相关文章推荐的文章。
一、天津大学仁爱学院有哪些系和学院学院机械工程系信息工程系计算机科学与技术系建筑系管理系社会科学与外国语系建筑工程系化工系艺术系二、天津大学仁爱学院各个系有哪些专业学院专业机械工程系机械设计制造及其自动化(本)产品设计(本)信息工程系自动化(本)
电气工程及其自动化(本)
通信工程(本)
电子信息工程(本)计算机科学与技术系计算机科学与技术(本)
软件工程(本)建筑系建筑学(本)
环境设计(本)管理系财务管理(本)
信息管理与信息系统(本)
物流工程(本)
工程管理(本)
金融工程(本)社会科学与外国语系法学(本)
英语(本)
商务英语(本)建筑工程系土木工程(本)
环境工程(本)
水利水电工程(本)
港口航道与海岸工程(本)
船舶与海洋工程(本)
给排水科学与工程(本)化工系化学工程与工艺(本)
过程装备与控制工程(本)艺术系动画(本)三、天津大学仁爱学院相关文章推荐。
毕业设计--基于plc的电镀生产线监控系统设计(含外文翻译)[管理资料]
![毕业设计--基于plc的电镀生产线监控系统设计(含外文翻译)[管理资料]](https://img.taocdn.com/s3/m/4828d3edc281e53a5902ff6f.png)
洛阳理工学院毕业设计(论文)题目基于PLC的电镀生产线监控系统设计姓名XX系(部)电气工程与自动化系专业电气自动化技术指导教师XX年月日基于PLC的电镀生产线监控系统设计摘要本设计通过如何利用德国西门子PLC S7-200进行自动化电镀生产线控制,在本次设计中,我们从自动控制技术器件在国内的应用前景及电镀生产线生产现场的环境来考虑,以使该生产线真正具备自动生产运行为目的,从而采用在当前及以后都应用广泛且能适应多种环境的可编程控制器来控制整个工作流程的方案。
重点分析了系统软硬件设计部分,并给出了系统硬件接线图、PLC控制I/O端口分配表以及整体程序流程图等,实现了电镀生产自动化,提高了生产效率,降低了劳动强度,大大提高了工作人员的工作环境质量。
为适应现代传统的工业控制系统,还采用了基于组态王软件的系统作为上位机,配合下位机PLC完成了该系统的实时监控系统功能,更好的使该自动生产系统融入到现代工业控制领域中。
关键词:PLC,电镀,组态王Design of Galvanization Production Line ControlSystem Based on PLCABSTRACTThis article discussed how carried on the automated galvanization production line control using German Siemens PLC S7-200. In this design, we take consider of the automatic control technology component in the domestic application prospect and the environment of the galvanization production line, and this makes this production line truly to have the automatic production movement as the goal. We formulate a plan that uses a programmable controller which can adapt many kinds of environment in current and later to control the entire work. We analyzed the system software and hardware design with emphasis, and provide the system hardware wiring diagram, PLC I/O port distribution list and the overall program flow diagram and so on. This design realized the galvanization production automation, enhanced the product efficiency, and reduced the labor intensity. In order to adapt the modern tradition industry control system, we also used the King View software system which had taken on as the position machine. And coordinate PLC as lower position machine. All this has made this system had the function of current time monitoring. That caused this automatic production system integrate to the modern industry control system better.KEY WORDS: PLC, Galvanization, King View目录前言 0第1章绪论 (1)控制系统概述与选题背景意义 (1)控制系统的概述 (1)课题的选题背景及意义 (1)控制对象的设计要求 (1)PLC系统组成 (2)CPU (2)存储器 (3)输入/输出接口电路 (3)第2章系统的硬件设计 (4)主电路设计 (4)PLC机型选择 (5)I/O分配表及其端子接线图 (5)I/O地址分配 (5)PLC外部接线图 (6)第3章系统的软件设计 (8)软件的组成及作用 (8)PLC内部资源 (8)PLC编程语言 (8)程序梯形图设计 (9)第4章系统组态画面设计 (13)组态软件介绍 (13)监控画面设计 (13)建立新工程 (13)创建组态画面 (15)定义I/O设备 (17)构造数据库 (20)动画连接 (21)编写语言命令 (23)第5章系统软硬件调试 (24)结论 (28)谢辞 (29)参考文献 (30)外文资料翻译 (31)前言本设计的工作过程是这样的:在电镀生产线左侧,工人将零件装入行车的吊篮并发出自动启动信号,行车提升吊篮并自动前进。
基于组态王的PLC电镀生产线仿真实训系统设计

基于组态王的PLC电镀生产线仿真实训系统设计余剑;王刚;牛绿原;袁飞【摘要】Because the eleetroplating process is complex,and with lots scattered control points,it's very difficult to control the process,a PLC simulation training system based on Kingview configuration software is designed and realized to strengthen students'perceptual knowledge of PLC and improve the teaching quality of PLC practice course.Control method of the simulation system uses Kingview monitor software and combines with Siemens 200PLC control scheme.Each control function is realized through PLC,and dynamic real-time monitoring of the whole working process is realized by software Kingview.This paper gives the hardware design and software design of the simulation system in detail.%为增强学生对PLC技术在自控领域应用的感性认识,提高PLC实践课程教学质量.针对电镀工艺复杂,控制点多、分散,控制难度较大,为优化电镀生产线控制方案,降低其设计难度.提出基于组态软件Kingview的PLC仿真实训系统设计并予以实现.仿真系统采用组态王监控软件与西门子200PLC控制相结合的控制方案,由PIC实现各控制功能,组态王软件对整个工作过程动态实时监控,提升了实践教学质量.【期刊名称】《实验室研究与探索》【年(卷),期】2017(036)004【总页数】5页(P103-106,118)【关键词】组态王;可编程控制器;电镀生产线;实训;仿真【作者】余剑;王刚;牛绿原;袁飞【作者单位】南京理工大学泰州科技学院智能制造学院,江苏泰州225300;南京理工大学泰州科技学院智能制造学院,江苏泰州225300;南京理工大学泰州科技学院智能制造学院,江苏泰州225300;南京理工大学泰州科技学院智能制造学院,江苏泰州225300【正文语种】中文【中图分类】TM571.2PLC具有编程简单、抗干扰性强、稳定性好的特点,并被广泛应用于工业自动化控制领域,故PLC技术及应用课程一直是高等院校自动化、电气、机械电子等专业的核心课程。
基于PLC和MCGS电镀生产线的设计

S Bl S2 B S3 B S4 B S5 B 输 入 S6 B S7 B S Q1
开 始, 自动, 动 开 关 手 停 止 开 关 复 位 开 关 点 动 控 制 :前 进 开关 点 动 控 制 :后 退 开关 点 动控 制 :上 升 开关 点 动 控 制 :下 降 开关 限 位 开 关
件架上 方 ,吊钩 下降 到最下 方 ,在 原位 ,操作人 员把 将
收 稿 日期 :2 1 — 3 2 0 10 — 3
作 者 简 介 :孙 永 芳 (9 3 ) 陕西 宝鸡 人 ,硕 士研 究 生 。 18 - ,
究 方 向 :机 电 系统 控 制 。
3 系统 的 软 件设 计
本 系 统 的 软 件 设 计 方 面 包 含 两 部 分 . 即 P 00执 行 自动 :1.
停 止 信 号 为 l07停 止 自动 程 序 :. 1 在 自动程 序 中复 位 信 号 为 1 21 车 复 位 道 原 位 :I. 行 点 动控 制 :前 进 信 号 为 1I. 行 车前 进 : 1 1 点 动 控 制 :后 退 信 号 为 1I. 车 后 退 : 2行 1 点 动 控 制 :上 升 点 动控 制 :下 降 右 限位 信 号为 hl. 车 上 升 1 3行 信 号 为 1I. 车下 降 : 4行 1 信 号为 11 1 止 在 右 限 位 : 停 0
三 个 槽 位 ( 槽 , 回 收 液 槽 ,清 水 槽 ) 工 件 放 人 镀 槽 镀 中 ,电 镀 2 0 后 提 起 ,停 放 2 s 8s 8 ,让 镀 液 从 工 件 上 流 回 镀 槽 , 然 后 放 人 回 收 液 槽 浸 3 s 提 取 后 停 1s 0, 5 ,接 着 放 入 清 水 槽 中 涛 洗 3 s 最 后 提 起 停 1 s .行 车 返 回 0。 5后 原 位 。 电镀 一 个 工 件 的 全 过 程 结 束 ( 位 是 指 行 车 在 挂 原
PLC生产线设计(自动化)

自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
本系统完成一个工件的拆卸、分拣工作,模拟一个生产流水线的生产过程。
首先由供料站提供原料,运输站将其送至加工站加工,然后送至装配站进行安装,最后由分拣站进行分拣。
设计以送料、加工、装配、输送、分拣等工作单元作为自动生产线的整体设计,构成一个典型的自动生产线的机械平台,系统各机构的采用了气动驱动、变频器驱动和步进(伺服)电机位置控制等技术。
系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。
所以,本设计综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。
目录摘要................................................................................................................................. 错误!未定义书签。
一概述 (2)二自动生产线的组成及基本功能 (3)2.1基本组成 (3)2.2基本功能 (4)三电气控制 (7)3.1接线端子及主令部件 (7)3.1.2 控制系统 (8)3.2能源部 (9)3.2.1供电电源 (9)3.2.2 气源处理装置 (11)3.2RS485总线的电气连接 (12)3.2.1 安装和连接N:N 通信网络 (12)四加工单元控制系统 (14)4.1供料单元的PLC工作任务 (14)4.2加工单元的结构和工作过程 (14)4.3加工单元PLC工作任务 (15)4.4PLC的I/O分配及系统安装接线 (16)4.5加工单元气动控制回路 (17)总结 (22)致谢 (22)参考文献............................................................................................................................. 错误!未定义书签。
天津办事处项目记录天津大学仁爱学院是2006年经教育部批准第一版
天津大学仁爱学院是2006年经教育部批准,由天津大学和天津市仁爱集团有限公司合作举办的本科层次全日制普通高等学校。
天津大学仁爱学院坐落于天津市团泊新城博学苑,是具有独立法人资格、独立办学条件、独立招生、独立颁发文凭、独立校园、独立财务核算的本科层次全日制普通高等学校。
2013年2月,学院获得天津市教育委员会颁发的《民办学校办学许可证》。
学院总占地1168.79亩;校舍及教学行政用房建筑总面积306644.42㎡,校园分为教学区、生活区、运动区。
截至2013年6月底,学院总投资8.96亿元,用于土地、建筑、教学仪器设备和其他设施的投入。
学院现有9个系28个本科专业,其中工科类专业17个,管理类专业5个,文法艺术类专业6个,已初步形成了以工为主、经管、文法、艺术多学科相互支撑、相互渗透、协调发展的学科专业布局。
现有纸质图书80.41万册,生均80.24册;电子图书258万册,拥有数据库14个,中文纸质期刊453种,电子期刊近1.6万余种,外文电子期刊1.2万种,多媒体光盘4万余张。
建有现代电子图书系统和计算机网络服务体系。
1、计算机硬件实践基地计算机硬件实践基地建成于2008年,使用面积230平米。
实践基地配有72台学生用机和1台教师用机,并配备投影仪,幕布和音响等设备。
实践基地主要承担我校计算机科学与技术、软件工程专业学生硬件课程相关的实践教学任务,主要设备有计算机硬件实验所需的各种实验箱、以及逻辑试笔、示波器、DDS函数信号发生器、自动示波器、现场综合检测仪等,能够充分满足计算机系学生硬件课程的需要。
践基地通过各种与计算机硬件相关的实验教学,全面提高学生的动手能力,培养具有良好实践技能的应用型人才。
随着教师实验技能的提升和学生的进一步使用,计算机硬件实践基地将会发挥越来越重要的作用。
(1)数字逻辑实验室数字逻辑实验室采用清华大学科教仪器厂出产的TDS-4数字系统综合实验平台。
可开设与“数字逻辑”课程相关的基本门电路逻辑功能测试实验、组合逻辑电路的设计实验、集成触发器实验、时序逻辑设计实验等基础类实验以及综合设计类实验。
plc课程设计题目
- PLC在实际工业应用中的案例分析
-分析工业生产中PLC的应用场景
-学习典型工业控制系统的设计与实现
-探讨PLC在智能制造中的作用
-课程设计过程中的问题解决策略
-遇到问题时的资料查询与学习
-利用仿真软件进行前期验证
-与团队成员有效沟通,共同解决问题
-课程设计总结与成果展示
-学生个人和小组的总结报告
-结论与心得体会
本部分教学内容将继续深化对PLC控制系统设计的理解,重点在于实践操作和课程设计过程中的具体要求,以及如何撰写一份完整的课程设计报告。通过这些教学内容,学生将能够独立完成PLC控制系统的设计、编程、调试和报告撰写,全面提高其专业技能和工程素养。
3、教学内容
- PLC课程设计安全规范与操作要点
-教学目标的达成度分析
本部分教学内容旨在激发学生对PLC技术未来发展的兴趣,通过课程设计的拓展与延伸,培养学生的跨学科能力和科研精神。同时,对教学效果进行评价与反思,确保教学活动的持续改进,以提高教学质量,更好地适应社会和行业的发展需求。
5、教学内容
- PLC技术的未来发展前景介绍
-智能制造与工业4.0中的PLC角色
- PLC与工业互联网的融合
- PLC技术在新能源领域的应用
-课程设计的拓展与延伸
-鼓励学生探索跨学科的综合应用
-基于PLC的自动化项目拓展实践
-引导学生参与科技竞赛和科研项目
-教学效果的评价与反思
-学生学习成效的评估
-教学方法的改进与优化
-了解并遵守实验室安全规程
- PLC设备的安全操作方法
-电气安全常识与防护措施
-创新思维与团队协作能力的培养
-鼓励学生进行创新设计
基于PLC和触摸屏的电镀生产线控制系统设计
基于PLC和触摸屏的电镀生产线控制系统设计陈永利;任艳艳【摘要】本文介绍了触摸屏与PLC组成的电镀生产线控制系统的构成和功能,着重论述了系统的构成、触摸屏参数设置以及PLC主要程序的功能和框图,触摸屏为系统提供了友好界面,简单直观,易于操作.【期刊名称】《制造业自动化》【年(卷),期】2011(033)024【总页数】3页(P149-151)【关键词】触摸屏;PLC;电镀【作者】陈永利;任艳艳【作者单位】济源职业技术学院电气工程系,济源454650;济源职业技术学院电气工程系,济源454650【正文语种】中文【中图分类】TP2730 引言在工业生产控制过程中,PLC的应用非常广泛。
在机械制造、石油化工、冶金钢铁、汽车、轻工业等领域的应用都得到了长足的发展,特别在冶金化工行业得到广泛应用。
某冶炼厂的电镀生产线采用专用行车,行车架上装有可升降的吊钩,行车和吊钩各由一台电动机拖动,行车的进退和吊钩的升降均由相应的限位开关SQ定位。
该生产线上现有三个槽位,也可以根据生产需要和工艺要求方便的扩展。
该系统具有手动和自动循环两种工作方式,手动方式用于设备调试或出现故障时实现单步动作或调整设备到原始位置。
在自动方式下,电镀生产线不工作时,行车、吊钩处于原位,装好工件后,只要按下启动按钮,吊钩上升,上升到上限位,吊钩停止运行;行车再带动吊钩右行至镀槽,行车停止运行;然后吊钩下降,下降至下限位,即工件放入镀槽,电镀150S后提起,停放30S,让镀液从工件上回流到镀槽;然后行车再右行至回收槽,吊钩下降,将工件放入回收槽中浸泡26S,提起后停放18S,接着行车再右行至清水槽,将工件放入清水槽中清洗28S,最后提起停放15S后,行车左行至左限位,吊钩下降至原位,电镀一个工件的全过程结束,电镀生产工艺流程如图1所示。
该系统原来采用继电器接触器系统控制,由于故障多,运行参数不便调节,又不具备监控功能,给生产和运行管理带来诸多不便。
职高中专学校电气自动化专业优质课PLC编程与应用
职高中专学校电气自动化专业优质课PLC编程与应用电气自动化专业优质课:PLC编程与应用PLC(Programmable Logic Controller),即可编程逻辑控制器,是电气自动化中广泛应用的一种控制设备。
随着工业智能化的不断推进,PLC编程与应用成为职高中专学校电气自动化专业中必不可少的一门重要课程。
本文将介绍PLC编程与应用的基本概念、原理以及其在电气自动化中的应用。
一、PLC编程与应用的基本概念及原理1.1 PLC编程的基本概念PLC编程是指使用特定的编程语言,通过编程的方式,将需要控制的逻辑规则转换成机器可识别的指令,实现对设备、机器、系统的控制和自动操作。
PLC编程常用的编程语言包括Ladder图(梯形图)、指令表和函数图。
1.2 PLC编程的原理PLC编程的原理是将控制对象的逻辑规则转化为电路逻辑,通过PLC控制器进行逻辑运算,并输出控制信号,进而实现对各设备的控制。
PLC编程主要包括输入端、中央处理器、输出端等组成部分。
其中,输入端接收各种传感器信号,中央处理器对输入信号进行逻辑运算,并输出控制信号至输出端,从而控制设备的运行。
二、PLC编程与应用在电气自动化中的重要性2.1 提高生产效率PLC编程与应用能够实现生产线的自动化控制,减少人工操作,提高生产效率。
通过PLC编程,可以实现设备的自动开关、自动调节等功能,实现对生产过程的精确控制,从而大幅提高生产效率。
2.2 提高产品质量PLC编程与应用能够对产品的各个环节进行精确控制,确保产品在各个生产环节中的质量。
通过PLC编程,可以实现对参数的自动调节,及时修正偏差,避免产品质量下降的情况发生。
2.3 提升工作安全性PLC编程与应用在电气自动化生产线中还能提升工作安全性。
利用PLC编程,可以实现对设备的远程监控、报警和故障排除,避免了作业人员与危险设备近距离接触,提高了工作安全性。
三、PLC编程与应用在电气自动化专业中的教学实践在职高中专学校的电气自动化专业中,PLC编程与应用作为重要的一门课程,教学实践起着非常关键的作用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天津大学仁爱学院
PLC课程设计报告
设计题目:
电镀流水线设计
专业班级: 自动化4 班
学生姓名: 黄XX
学生学号: 6011XXXXX
指导教师: 张XX 李XX
成绩:
2014年 9 月 28日
1
目录
一、引言
…………………………………………………………… 2
二、设计要求
……………………………………………………… 2
三、控制系统设计
………………………………………………… 4
3.1控制程序流程图设计…………………………………………… 4
3.2系统接线图……………………………………………………… 5
3.3程序设计………………………………………………………… 5
四、系统调试及结果分析
………………………………………… 7
五、总结收获及心得
…………………………………………………8
参考文献
…………………………………………………………………8
2
一、引言
随着现代工业和技术的发展,电镀在机械、电子、仪器仪表、轻工、地质、交
通运输和国防工业等生产部门的应用日益广泛,与人们的日常生活也有十分密切
的关系。
现代市场竞争口趋激烈,企业迫切需要提高生产效率和产品质量,于是如何提
高电镀生产线的自动控制性能,减少成本具有重要的意义。
电镀的目的是在基材上镀上金属镀层,改变基材表面性质或尺寸,从而提高耐
腐蚀性、抗高温氧化性、良好的导电性、高的硬度、高的耐磨性和减摩性、微细
加工的均匀性以及其他某些特殊的物理、化学特性,同时又赋子金属光泽美观。
电镀生产线是指按一定的电镀生产工艺要求,将有关的各种电镀处理槽、电镀
行车运动装置、电源设备、循环过滤装置、检测仪器、加热装置、空气搅拌装置、
排水装置及污染处理装置等组合,是一个由电气控制系统协调控制的完整系统。
本实验利用可编程序控制器,设计了一套自动控制系统,对电镀专用行车实现
自动(或手动)控制。该设备可采用远距离控制,起吊物品是有待进行电镀或表面
处理的各种产品零件。
二、设计要求
1、初始状态
SQ1、SQ2、SQ3、SQ4、SQ5、SQ6为限位开关。SQ4、SQ5灯亮,表示M1、M2在
取物台的正上方;SQ1、SQ2、SQ3、SQ6和M1、M2均为OFF。
2、启动操作
1)按下启动按钮,工作信号灯亮,表示系统可以工作。2秒后,M2下(Y3)得
电下行取待加工元件;SQ6灯亮表示可以取元件,M2下失电;5秒后M2上(Y4)
得电,取待加工元件上行;SQ5灯亮表示上行到位,M2上失电。
2)电机M1后(Y1)得电后行,直到碰到SQ1限位开关才停止,M2下(Y3)得电
下行放元件;SQ6灯亮表示下放结束,电极(Y5)得电进行电镀。10秒后结
3
束电镀,M2上(Y4)得电上行,到达SQ5后,M2上失电。
3)M1前(Y2)得电前行,到达SQ2位置停止,进行回收液处理工作。同样是M2
下(Y3)得电下行,5秒后M2上(Y4)得电上行;当碰到SQ5后再前行,到达
SQ3位置停止,进行清水处理工作。同样是M2下(Y3)得电下行,5秒后M2
上(Y4)得电上行;当碰到SQ5后再前行,到达SQ4后停止M1前(Y2)前行。
4)当到达SQ4后,开始将被加工元件下放到取物台上,并取下一个待加工元件,
进行下一个循环。
3、停止操作 :当按下停止按钮后,系统停止工作,并保持停止前工作状态。若
再次启动,则继续按停止前工作状态工作。
IO分配:
输入: 输出:
启动---0.00 工作信号灯---1.00
SQ1---0.01 M1后---1.01
SQ2---0.02 M1前---1.02
4
SQ3---0.03 M2上---1.03
SQ4---0.04 M2下---1.04
SQ5---0.05 电极---1.05
SQ6---0.06
停止---0.07
三、控制系统设计
3.1控制程序流程图设计
开始
启动
取料
向前运动
清水槽
回收液槽
电镀槽
停止
5
3.2系统接线图
- + - +
3.3程序设计
0.00 1.00
0.01
0.02 1.01
0.03
0.04 1.02
0.05
0.06 1.03
0.07
1.04
1.05
COM COM
信号灯
M1前
M1后
M2下
M2上
电极
6
7
四、系统调试及结果分析
按设计图接好线后,打开PLC软件,键入编好的程序,确认程序无误,执行
写入。写入完成后开启PLC,按下启动钮(0.00),2秒后M2取物料,5秒后上
升到上限位后开始向电镀槽移动,到达下限位(SQ1)后,M1停止转动,M2放下电
镀物料,10秒后电镀完成,上升到上线位后向镀液回收槽移动,到达(SQ2)后,
M1停止运行,M2向下放物料,5秒后向上升到上限位后,M1向清水槽移动,到
达SQ3后,M1停止转动,M2下物料。5秒后有上升至上限位后,M1向物料台移
动,到达后放下物料。这是一个始循环的过程,不按下停止按钮,系统保持工作,
按下停止按钮,系统能在任何一个位置停止工作,按下启动又能继续工作。则说
明实验是成功的。
8
五、总结收获及心得
通过本次课程设计,学到了MCGS全中文组态软件的功能、特点和使用方法。
能完成一些MCGS初、中级设计,顺利完成基本设计任务,并对基本设计进行了
一些改进。以及对于自己未知的知识,努力的去了解,积极的应用试验,与他人
讨论,最终也能很好应用。对于这次课程设计还是有遗憾的地方,我觉得还是要
多动手操作、多思考是必要的。实践与理论的相结合才是我们要达到的效果。
参考文献:
[1] 徐国林主编. 《PLC应用技术》. 1-3版 .机械工业出版社,2007:P1-P250
[2] 王大根主编. 《电器控制与PLC》. 1版. 浙江大学出版2004:P18-P46
[3] 常斗南主编. 《可编程序控制器原理 应用》.2版. 机械工业出版社,1998:
P1-P125